ГОСТ 9466-75
(СТ СЭВ 6568-89)
Группа В05
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЭЛЕКТРОДЫ ПОКРЫТЫЕ МЕТАЛЛИЧЕСКИЕ ДЛЯ РУЧНОЙ
ДУГОВОЙ СВАРКИ СТАЛЕЙ И НАПЛАВКИ
Классификация и общие технические условия
Covered metal electrodes for manual arc welding of steels
and deposition. Classification and general specifications
ОКП 12 7200, 12 7300
Дата введения 1976-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого, энергетического и транспортного машиностроения СССР
РАЗРАБОТЧИКИ Д.Н.Баранов (руководитель темы), И.Н.Грабов, Г.И.Журба
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 27.03.75 N 779
3. Срок проверки - 1993 г.; периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 9466-60
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
5.8, 5.9, 5.13, 5.22, 5.25, 5.31, 5.38 | |
5.8 | |
6.1 | |
3.2, 4.2 | |
5.18, 5.19 | |
6.4 | |
5.22, 5.38 | |
5.39 | |
5.30, 5.35, 5.37 | |
6.4 | |
5.18, 5.19 | |
6.1 | |
6.1 | |
6.1 | |
6.4 | |
1.3, 2.4, 2.5, 3.1, 5.30 | |
1.3, 2.4, 2.5, 3.1, 5.23 | |
1.3, 2.4, 2.5, 3.1, 5.30 | |
6.4 | |
6.1 | |
5.38 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
6.8 | |
6.4 | |
6.4 | |
6.4 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
5.23 | |
6.1 | |
6.10 | |
6.10 | |
5.23 |
6. Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
7. ПЕРЕИЗДАНИЕ (декабрь 1996 г.) с Изменениями N 1, 2, утвержденными в декабре 1988 г., июне 1990 г. (ИУС 12-88, 10-90)
ВНЕСЕНА поправка, опубликованная в ИУС N 3, 2004 год
Поправка внесена изготовителем базы данных
Настоящий стандарт распространяется на изготовленные способом опрессовки покрытые металлические электроды для ручной дуговой сварки сталей и наплавки поверхностных слоев из сталей и сплавов.
Стандарт не распространяется на электроды для наплавки поверхностных слоев из цветных металлов и их сплавов.
(Измененная редакция, Изм. N 2).
1. КЛАССИФИКАЦИЯ
1.1. Классификация электродов должна соответствовать указанной ниже.
1.2. По назначению электроды подразделяются:
для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм - У (условное обозначение);
для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм - Л;
для сварки легированных теплоустойчивых сталей - Т;
для сварки высоколегированных сталей с особыми свойствами - В;
для наплавки поверхностных слоев с особыми свойствами - H.
1.3. Подразделение электродов на типы - по ГОСТ 9467, ГОСТ 10051 и ГОСТ 10052.
1.4. Подразделение электродов на марки - по стандартам или техническим условиям.
Примечания:
1. Каждому типу электродов может соответствовать одна или несколько марок.
2. До 01.01.91 допускается подразделение электродов на марки по действующим паспортам.
1.5. По толщине покрытия в зависимости от отношения (
- диаметр покрытия,
- диаметр электрода, определяемый диаметром стержня) электроды подразделяются:
с тонким покрытием (1,20) - М;
со средним покрытием (1,20 < ![]() 1,45) - С;
1,45) - С;
с толстым покрытием (1,45 < ![]() 1,80) - Д;
1,80) - Д;
с особо толстым покрытием (![]() > 1,80) - Г
> 1,80) - Г
.
1.4, 1.5. (Измененная редакция, Изм. N 1).
1.6. (Исключен, Изм. N 1).
1.7. По видам покрытия электроды подразделяются:
с кислым покрытием - А;
с основным покрытием - Б;
с целлюлозным покрытием - Ц;
с рутиловым покрытием - Р;
с покрытием смешанного вида - соответствующее двойное условное обозначение;
с прочими видами покрытий - П.
Примечание. При наличии в составе покрытия железного порошка в количестве более 20% к обозначению вида покрытия электродов следует добавлять букву Ж.
1.8. По допустимым пространственным положениям сварки или наплавки электроды подразделяются:
для всех положений - 1;
для всех положений, кроме вертикального сверху вниз - 2;
для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх - 3;
для нижнего и нижнего в лодочку - 4.
1.9. По роду и полярности применяемого при сварке или наплавке тока, а также по номинальному напряжению холостого хода используемого источника питания сварочной дуги переменного тока частотой 50 Гц электроды подразделяются в соответствии с табл.1.
Таблица 1
Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
| Номин. | Пред. откл. | |
Обратная | - | - | 0 |
Любая | 1 | ||
Прямая | 50 | ±5 | 2 |
Обратная | 3 | ||
Любая | 4 | ||
Прямая | 70 | ±10 | 5 |
Обратная | 6 | ||
Любая | 7 | ||
Прямая | 90 | ±5 | 8 |
Обратная | 9 | ||
Примечание. Цифрой 0 обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности.
2. РАЗМЕРЫ
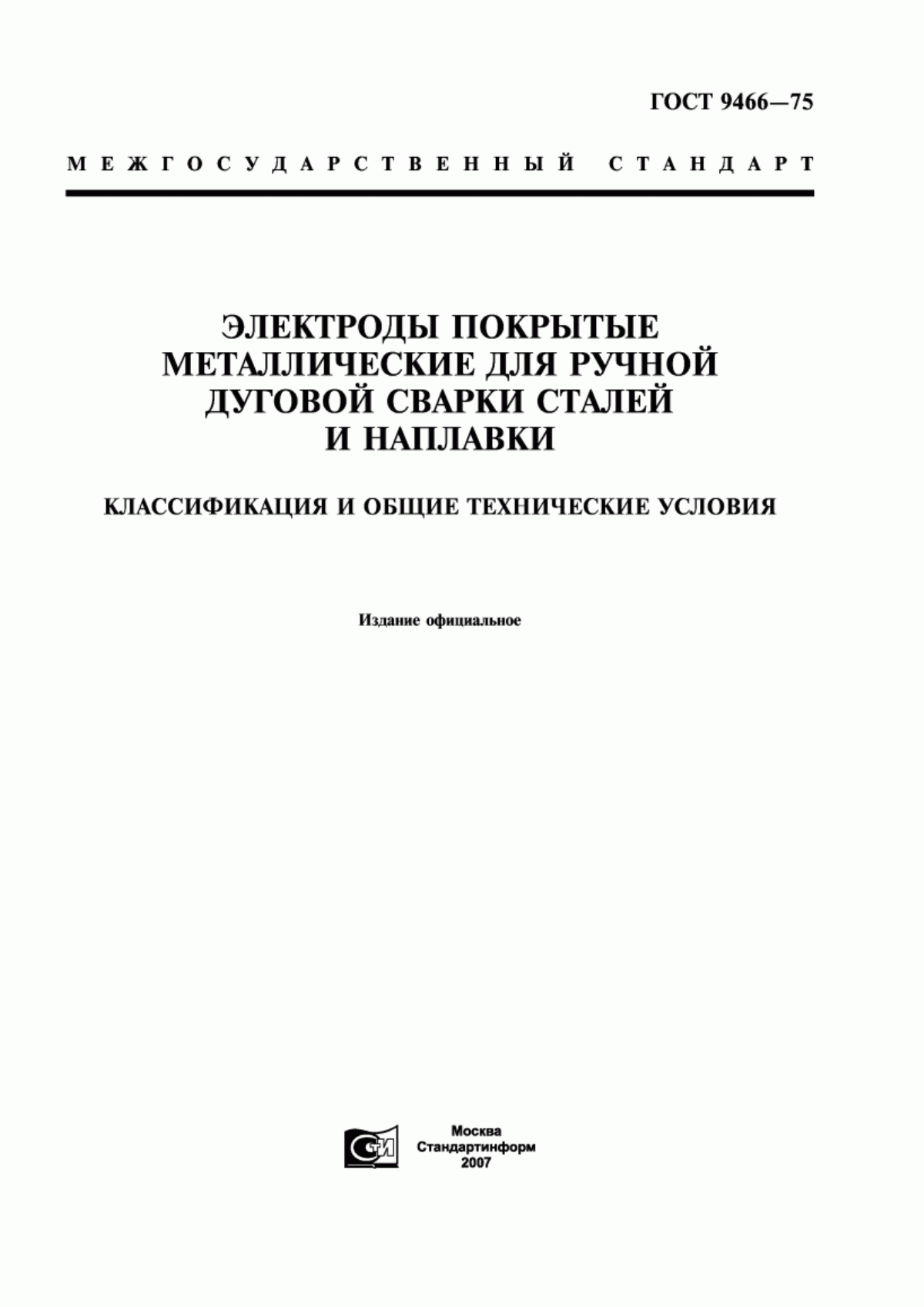
2.1. Размеры электродов должны соответствовать указанным на черт.1 и в табл.2.
1 - стержень; 2 - участок перехода; 3 - покрытие; 4 - контактный торец без покрытия
Черт.1
2.2, 2.3. (Исключены, Изм. N 1).
2.4. Структура условного обозначения электродов приведена на схеме (черт.2).
Таблица 2
мм
Номинальный диаметр электрода, определяемый диаметром стержня, | Номинальная длина электрода | Длина зачищенного от покрытия конца | |
| низкоуглеродистой или легированной | высоколегированной |
|
| 200 | 150 |
|
1,6 | 250 | 200 | 20 |
|
| (250) |
|
| 250 | 200 |
|
2,0 | (300) | 250 |
|
|
| (300) | |
| 250 | 250 | 20 |
2,5 | 300 | (300) |
|
| (350) |
|
|
| 300 | 300 |
|
3,0 | 350 | 350 |
|
| (450) |
|
|
4,0 | 350 | 350 |
|
| 450 | (450) |
|
5,0 |
|
|
|
6,0 |
|
|
|
8,0 | 450 | 350 | |
10,0 |
|
|
|
12,0 |
| 30 | |
Примечания:
1. Размеры, указанные в скобках, применять не рекомендуется.
2. Допускается изготовлять электроды номинальным диаметром 3.15; 3.25; 6.3 и 12,5 мм.
3. По соглашению изготовителя и потребителя может быть установлена иная длина электродов.
4. По соглашению изготовителя и потребителя покрытие с конца электрода на длине допускается не зачищать. При этом оба торца электрода должны быть зачищены как контактные.
5 и 6. (Исключены, Изм. N 1).
7. На отдельных электродах, суммарное число которых не должно превышать 10% общего числа контролируемых электродов, допускается увеличение предельных отклонений длины электрода до ±4 мм.
8. Форма зачистки покрытия со стороны контактного торца электрода должна быть конусной, округлой или переходной между конусной и округлой. При этом угол конусности и радиус кривизны не регламентируются, однако в любом случае контактный торец электрода должен быть свободен от покрытия.
9. На отдельных электродах, суммарное число которых не должно превышать 10% общего числа контролируемых электродов, допускается плоская зачистка покрытия на контактном торце электрода по всему периметру или на отдельных участках при условии отсутствия покрытия на поверхности контактного торца.
10. На контактный торец электрода может быть нанесен слой ионизирующего вещества, облегчающего возбуждение сварочной дуги, состав которого должен соответствовать предусмотренному стандартом или техническими условиями на электроды конкретной марки.
(Измененная редакция, Изм. N 1, 2).

1 - тип;
2 - марка; 3 - диаметр, мм; 4 - обозначение назначения электродов;
5 - обозначение толщины покрытия; 6 - группа индексов, указывающих характеристики
наплавленного металла и металла шва по ГОСТ 9467, ГОСТ 10051,
или ГОСТ 10052; 7 - обозначение вида покрытия; 8 - обозначение допустимых
пространственных положений сварки или наплавки; 9 - обозначение рода применяемого
при сварке или наплавке тока, полярности постоянного тока и номинального напряжения
холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц;
10 - обозначение настоящего стандарта; 11 - обозначение стандарта на типы электродов
Черт.2
Примечания:
1. Для электродов марок, не относящихся к типам по ГОСТ 9467, ГОСТ 10051, или ГОСТ 10052, в условном обозначении тип электродов не приводят, а вместо обозначения стандарта на типы электродов указывают обозначение стандарта или технических условий на электроды конкретной марки.
2. В условном обозначении электродов для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 60 кгс/мм после буквы Е тире не ставят.
2.5. Условное обозначение по п.2.4 должно быть указано на этикетках или в маркировке коробок, пачек и ящиков с электродами.
Во всех видах документации (кроме конструкторской) условное обозначение электродов должно состоять из марки, диаметра и обозначения настоящего стандарта.
Примеры условных обозначений:
Электроды типа Э42А по ГОСТ 9467, марки УОНИИ-13/45, диаметром 3,0 мм, для сварки углеродистых и низколегированных сталей У, с толстым покрытием Д, с установленной по ГОСТ 9467 группой индексов, указывающих характеристики наплавленного металла и металла шва, 43 2(5), с основным покрытием Б, для сварки во всех пространственных положениях 1 на постоянном токе обратной полярности 0:
![]() ГОСТ 9466-75, ГОСТ 9467-75
ГОСТ 9466-75, ГОСТ 9467-75
- на этикетках или в маркировке коробок, пачек и ящиков с электродами;
Электроды УОНИИ-13/45-3,0 ГОСТ 9466-75 - в документации.
Электроды типа Э-09Х1МФ по ГОСТ 9467, марки ЦЛ-20, диаметром 4,0 мм, для сварки легированных теплоустойчивых сталей Т, с толстым покрытием Д, с установленной по ГОСТ 9467 группой индексов, указывающих характеристики наплавленного металла и металла шва, 27, с основным покрытием Б, для сварки во всех пространственных положениях 1 на постоянном токе обратной полярности 0:
![]() ГОСТ 9466-75, ГОСТ 9467-75
ГОСТ 9466-75, ГОСТ 9467-75
- на этикетках или в маркировке коробок, пачек и ящиков с электродами:
Электроды ЦЛ-20-4,0 ГОСТ 9466-75 - в документации.
Электроды типа Э-10Х25Н13Г2Б по ГОСТ 10052, марки ЦЛ-9, диаметром 5,0 мм, для сварки высоколегированных сталей с особыми свойствами В, с толстым покрытием Д, с установленной по ГОСТ 10052 группой индексов, указывающих характеристики наплавленного металла и металла шва, 2075, с основным покрытием Б, для сварки в нижнем, горизонтальном на вертикальной плоскости и вертикальном снизу вверх положениях 3 на постоянном токе обратной полярности 0;
![]() ГОСТ 9466-75, ГОСТ 10052-75
ГОСТ 9466-75, ГОСТ 10052-75
- на этикетках или в маркировке коробок, пачек и ящиков с электродами;
Электроды ЦЛ-9-5,0 ГОСТ 9466-76* - в документации.
________________
* Вероятно ошибка оригинала. Следует читать: ГОСТ 9466-75. - .
Электроды типа Э-11Г3 по ГОСТ 10051, марки ОЗН-300У, диаметром 4,0 мм, для наплавки поверхностных слоев с особыми свойствами Н, с толстым покрытием Д, с установленной по ГОСТ 10051 группой индексов, указывающих характеристики наплавленного металла, 300/33-1, с основным покрытием Б, для наплавки в нижнем положении 4 на постоянном токе обратной полярности (0):
![]() ГОСТ 9466-75, ГОСТ 10051-62
ГОСТ 9466-75, ГОСТ 10051-62
- на этикетках или в маркировке коробок, пачек и ящиков с электродами:
Электроды ОЗН-300У-4,0 ГОСТ 9466-75 - в документации.
(Измененная редакция, Изм. N 1).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Электроды должны быть изготовлены в соответствии с требованиями настоящего стандарта и ГОСТ 9467, ГОСТ 10051 или ГОСТ 10052 и стандартов или технических условий на электроды конкретных марок.
Электроды марок, не относящихся к типам по ГОСТ 9467, ГОСТ 10051 или ГОСТ 10052, должны быть изготовлены в соответствии с требованиями настоящего стандарта, стандартов или технических условий на электроды конкретной марки.
Примечание. Стандарты и технические условия на электроды конкретных марок должны быть согласованы с организацией (предприятием)-разработчиком электродов этих марок.
3.2. Стержни электродов должны быть из сварочной проволоки, предназначенной для изготовления электродов, по ГОСТ 2246 или по техническим условиям, устанавливающим химический состав металла проволоки и предусматривающим остальные требования по ГОСТ 2246.
3.3. Покрытие электродов должно быть плотным, прочным, без вздутий, пор, наплывов, трещин, за исключением поверхностных трещин, допускаемых по п.3.4, и неровностей, за исключением местных вмятин и задиров, допускаемых по пп.3.5 и 3.7.
3.1-3.3. (Измененная редакция, Изм. N 1).
3.4. На поверхности покрытия электродов допускаются поверхностные продольные трещины и местные сетчатые растрескивания, протяженность (максимальный размер) которых не превышает трехкратный номинальный диаметр электрода, если минимальное расстояние между ближайшими концами трещин или (и) краями участков местного сетчатого растрескивания более трехкратной длины более протяженной трещины или участка растрескивания.
(Измененная редакция, Изм. N 2).
3.5. На поверхности покрытия электродов допускаются местные вмятины глубиной не более 50% толщины покрытия в количестве не более четырех при суммарной протяженности до 25 мм на одном электроде.
Две местные вмятины, расположенные с двух сторон электрода в одном поперечном сечении, могут быть приняты за одну, если их суммарная глубина не превышает 50% толщины покрытия.
3.6. На участке электрода, примыкающем к зачищенному от покрытия контактному торцу электрода, допускается оголенность стержня протяженностью по длине электрода не более половины диаметра стержня, но не более 1,6 мм для электродов с основным покрытием и не более 2/3 диаметра стержня, но не более 2,4 мм - для электродов с кислым, целлюлозным и рутиловым покрытиями.
3.7. На поверхности покрытия допускаются местные задиры протяженностью не более 15 мм при глубине не более 25% номинальной толщины покрытия числом не более двух на одном электроде.
3.5-3.7. (Измененная редакция, Изм. N 1).
3.8. (Исключен, Изм. N 1).
3.9. Разность толщины покрытия в диаметрально противоположных участках электрода не должна превышать значений, указанных в табл.3.
Таблица 3
мм
Номинальный диаметр электрода | Значение | |
| с тонким, средним и толстым покрытиями | с особо толстым покрытием для наплавки поверхностных слоев с особыми свойствами |
1,6 | 0,08 (0,12) | 0,12 (0,16) |
2,0 | 0,10 (0,14) | 0,15 (0,20) |
2,5 | 0,12 (0,16) | 0,18 (0,24) |
3,0; 3,15 | 0,15 (0,20) | 0,23 (0,28) |
4,0 | 0,20 (0,26) | 0,28 (0,34) |
5,0 | 0,24 (0,32) | 0,32 (0,40) |
6,0; 6,3 | 0,28 (0,36) | 0,36 (0,45) |
Св. 6,3 | 0,30 (0,40) | 0,40 (0,50) |
Примечания:
1. В скобках указаны значения , допускаемые для 10% контролируемых электродов.
2. Для электродов со стержнями из высоколегированной проволоки, подвергнутой травлению, допускается увеличение значений на 0,02 мм при диаметре электрода до 3,15 мм включительно и на 0,03 мм при диаметре электрода свыше 3,15 мм.
3. Для электродов с особо толстым покрытием, предназначенных для сварки сталей, значение устанавливается стандартами или техническими условиями на электроды конкретной марки.
(Измененная редакция, Изм. N 1).
3.10. (Исключен, Изм. N 1).
3.11. Покрытие не должно разрушаться при свободном падении электрода плашмя на гладкую стальную плиту с высоты:
1 м - для электродов диаметром менее 4 мм;
0,5 м - для электродов диаметром 4 мм и более.
По соглашению изготовителя и потребителя для электродов диаметром более 5 мм допускается снижение высоты падения до 0,3 м.
Для электродов с толстым покрытием, содержащим более 35% металлических компонентов, и для электродов с особо толстым покрытием высота падения должна устанавливаться стандартом или техническими условиями на электроды конкретной марки.
При проверке допускаются частичные откалывания покрытия общей протяженностью до 5% длины покрытой части электрода, но не более 20 мм.
(Измененная редакция, Изм. N 1, 2).
3.12. Сварочно-технологические свойства электродов при соблюдении режимов и условий сварки, установленных стандартом или техническими условиями на электроды конкретной марки, и при отсутствии магнитного дутья должны удовлетворять следующим требованиям:
дуга должна легко возбуждаться и стабильно гореть;
покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования чехла или козырька, препятствующих нормальному плавлению электрода при сварке во всех пространственных положениях, рекомендованных для электродов данной марки;
образующийся при сварке шлак должен обеспечивать правильное формирование валиков шва и легко удаляться после охлаждения;
в металле шва, а также в металле, наплавленном предназначенными для сварки электродами, не должно быть трещин, надрывов и поверхностных пор;
максимальные размеры и число внутренних пор и шлаковых включений в металле шва не должны превышать норм, указанных в табл.5.
Таблица 5
Номинальный диаметр электрода, мм | Максимальный линейный размер поры или шлакового включения, мм | Число внутренних пор и шлаковых включений в месте их наибольшего скопления на 100 мм длины шва | |
|
| в однопроходном шве | во многопроходном шве |
1,6 | 0,3 |
|
|
2,0 | 0,4 |
|
|
2,5 | 0,6 |
|
|
3,0; 3,15 | 0,8 | 3 | 5 |
4,0 | 1,0 |
|
|
5,0 | 1,2 |
|
|
6,0; 6,3 | 1,5 |
|
|
Св. 6,3 | 2,0 |
|
|
(Измененная редакция, Изм. N 1).
3.13. На отдельных электродах, суммарное число которых не должно превышать 10% общего числа контролируемых электродов, допускается:
отклонение длины зачищенного от покрытия конца от номинального значения до ±7,5 мм;
наличие на покрытии каждого электрода не более двух поперечных надрывов размером не более половины длины окружности покрытия, поверхностных следов слипания электродов, не более трех пор с наружным размером не более 1,5 мм для электродов диаметром до 4 мм включительно и не более 2,0 мм для электродов диаметром более 4 мм;
увеличение протяженности поверхностных продольных трещин и участков местного сетчатого растрескивания на поверхности покрытия до значений, превышающих нормы по п.3.4, но не более чем на 50%;
увеличение суммарной протяженности вмятин на покрытии до 35 мм;
увеличение числа местных задиров на поверхности покрытия до трех на электрод.
(Измененная редакция, Изм. N 1, 2).
3.14. Химический состав наплавленного металла, механические и специальные свойства и характеристики наплавленного металла, металла шва или сварного соединения (содержание ферритной фазы, стойкость против межкристаллитной коррозии и др.), коэффициент наплавки, расход электродов на 1 кг наплавленного металла, коэффициент массы покрытия, содержание влаги в покрытии, валовые выделения наиболее вредных веществ при использовании электродов должны соответствовать требованиям стандарта или технических условий на электроды конкретной марки.
3.15. Срок годности электродов при соблюдении установленных стандартом условий транспортирования и хранения не ограничен.
Примечание. Повышение содержания влаги в покрытии электродов устраняют их прокаливанием перед использованием на режиме, указанном на упаковке.
3.14 и 3.15. (Введены дополнительно, Изм. N 1).
4. ПРАВИЛА ПРИЕМКИ
4.1. Для проверки соответствия электродов требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные испытания каждой партии электродов.
При этом проверяют соответствие электродов требованиям пп.3.9 и 3.12, а также требованиям стандарта или технических условий на электроды конкретной марки в части химического состава наплавленного металла, механических и специальных свойств и характеристик наплавленного металла, металла шва или сварного соединения.
Необходимость проверки электродов на соответствие требованиям пп.2.1, 3.3-3.7, 3.11, а также проверки содержания влаги в покрытии, и коэффициента массы покрытия устанавливают в стандарте или технических условиях на электроды конкретной марки. Однако изготовитель должен обеспечить соответствие электродов этим требованиям.
(Измененная редакция, Изм. N 1, 2).
4.2. Каждая партия должна состоять из электродов одной марки, одного диаметра.
Все входящие в партию электроды должны быть изготовлены по одному технологическому процессу, на однотипном оборудовании, с использованием стержней из проволоки одной марки с постоянным составом покрытия из компонентов одних и тех же партий. Партия электродов со стержнями из легированной или высоколегированной проволоки должна быть изготовлена с использованием проволоки одной партии.
Примечания:
1. Определение партии проволоки - по ГОСТ 2246.
2. В случаях, установленных стандартом или техническими условиями на электроды конкретной марки, с согласия потребителя допускается изготовление партии электродов с использованием стержней из легированной или высоколегированной проволоки двух или нескольких партий, близких по химическому составу металла. При этом партии должны состоять из проволоки одной марки, одного диаметра, одного назначения и одного вида поверхности.
4.3. Масса партии электродов в зависимости от их назначения и диаметра не должна превышать значений, указанных в табл.6.
Таблица 6
Назначение электродов | Диаметр электродов, мм | Масса партии электродов, т |
Сварка углеродистых и легированных конструкционных сталей | До 3,15 | 10 |
Св. 3,15 | 20 | |
Сварка легированных теплоустойчивых сталей | До 3,15 | 5 |
| Св. 3,15 | 10 |
Сварка высоколегированных сталей с особыми свойствами, наплавка поверхностных слоев с особыми свойствами |
|
|
| Св. 3,15 | 5 |
Примечание. По соглашению изготовителя и потребителя допускается увеличивать массу партии электродов с кислым, целлюлозным и рутиловым покрытиями, но не более чем в два раза.
4.4. Для проверки соответствия электродов требованиям пп.2.1, 3.3-3.7, 3.13 из разных упаковочных мест, но не менее чем из десяти, или на выходе из прокалочной печи (не менее десяти отборов с конвейера через равные промежутки времени или из разных тележек) отбирают 0,5 % электродов от каждой тонны, входящей в партию, но не менее 10 и не более 200 электродов от партии.
Примечание. При положительных результатах проверки электроды, отобранные по настоящему пункту, могут быть использованы для других видов испытаний.
4.2-4.4. (Измененная редакция, Изм. N 1).
4.5. (Исключен, Изм. N 1).
4.6. Для проверки соответствия электродов требованиям пп.3.9 из разных пачек или коробок отбирают не менее 5 электродов от каждой тонны, входящей в партию, но не менее 10 и не более 50 электродов от партии.
4.7. Для проверки соответствия электродов требованиям п.3.11, коэффициента массы покрытия и содержания влаги в покрытии для каждого вида испытаний из разных пачек или коробок отбирают не менее трех электродов от каждой тонны, входящей в партию, но не менее пяти и не более 25 электродов от партии.
4.6, 4.7. (Измененная редакция, Изм. N 1, 2).
4.8. От каждой партии электродов, прошедшей проверку по пп.4.4, 4.6 и 4.7 должны быть отобраны электроды для проверки сварочно-технологических свойств, химического состава наплавленного металла и механических свойств металла шва, наплавленного металла или сварного соединения, а также специальных свойств и характеристик наплавленного металла, металла шва или сварного соединения (содержания ферритной фазы, стойкости против межкристаллитной коррозии и др.) - в количестве, необходимом для выполнения соответствующих проб и образцов, предусмотренных настоящим стандартом и стандартами или техническими условиями на электроды конкретной марки.
4.9. При получении неудовлетворительных результатов проверки по п.4.6, а также по п.4.7 в части прочности или коэффициента массы покрытия проводят повторную проверку на удвоенном количестве электродов, отобранных от партии. Результаты повторной проверки являются окончательными и распространяются на всю партию.
При получении неудовлетворительных результатов проверки по п.4.7 в части содержания влаги в покрытии или по п.4.8 в части размеров и количества пор (п.3.12), выявленных в металле шва или наплавленном металле при проверке сварочно-технологических свойств, допускается повторное прокаливание всех электродов контролируемой партии с последующей проверкой соответствующих показателей.
При получении неудовлетворительных результатов проверки по п.4.8 в части химического состава наплавленного металла, механических и специальных свойств и характеристик металла шва, наплавленного металла или сварного соединения допускается повторное выполнение соответствующих проб и удвоенного числа образцов для проверки показателей, по которым был получен неудовлетворительный результат. Результаты повторной проверки являются окончательными.
4.8, 4.9. (Измененная редакция, Изм. N 1).
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Отобранные по п.4.4 электроды подвергают осмотру без применения увеличительных приборов и измерению.
Длину электрода , длину зачищенного от покрытия конца
, суммарную длину конца
и участка перехода и протяженность вмятин, трещин и участков сетчатого растрескивания на поверхности покрытия измеряют с погрешностью 1 мм.
Протяженность оголенности стержня, глубину вмятин, задиров и размеры пор на поверхности покрытия измеряют с погрешностью 0,1 мм.
(Измененная редакция, Изм. N 1).
5.2. (Исключен, Изм. N 1).
5.3. Разность толщины покрытия определяют в трех местах электрода, смещенных относительно друг друга на 50-100 мм по длине и на (120±15)° по окружности.
Измерения в каждом месте производят микрометром в соответствии со схемой, приведенной на черт.3, с погрешностью 0,01 мм.
Величину () в миллиметрах вычисляют по формуле
![]() .
.
Допускается проверка разности толщины покрытия другими методами и специальными приборами (магнитными, емкостными и др.), обеспечивающими требуемую точность измерения.
(Измененная редакция, Изм. N 1).
5.4. Оценку результатов проверки прочности покрытия производят внешним осмотром испытанных электродов и измерением обнаруженных отколов покрытия с погрешностью 1 мм.
5.5. Содержание влаги в покрытии определяют доведением снятого с каждого контролируемого электрода покрытия до постоянной массы при следующих температурах:

1 - покрытие электрода; 2 - стержень электрода
Черт.3
(400±10) °С - для основного покрытия;
(180±10) °С -для кислого и рутилового покрытий;
(110±5) °С - для целлюлозного покрытия.
Для прочих и смешанных видов покрытий, а также для кислого и рутилового покрытий, содержащих целлюлозу, температуру принимают в соответствии с указаниями стандартов или технических условий на электроды контролируемой марки.
Содержание влаги в покрытии () в процентах вычисляют с погрешностью 0,1% по формуле
 ,
,
где - исходная масса покрытия, г;
- постоянная масса покрытия, г.
Массу определяют взвешиванием с погрешностью 0,01 г.
Допускается определять содержание влаги в покрытии другими методами, обеспечивающими требуемую точность.
(Измененная редакция, Изм. N 1).
5.6. Коэффициент массы покрытия () в процентах вычисляют с погрешностью 0,1% по формуле
 ,
,
(Поправка. ИУС N 3-2004).
где - масса покрытой части электрода, г;
- масса стержня этой же части электрода, г.
Массу определяют взвешиванием с погрешностью 0,1 г.
5.7. При проверке сварочно-технологических свойств электродов, предназначенных для сварки сталей, электродами контролируемой партии выполняют один односторонний сварной тавровый образец и один двусторонний сварной тавровый образец.
В случаях, установленных стандартами или техническими условиями на электроды конкретной марки, вместо одностороннего сварного таврового образца выполняют трубный сварной стыковой образец.
Примечания:
1. На двусторонних сварных тавровых образцах проверяют склонность швов к образованию трещин.
2. Если стандартом или техническими условиями на электроды контролируемой марки предусмотрена более жесткая проба для проверки склонности швов к образованию трещин, выполнение двусторонних сварных тавровых образцов не является обязательным.
3. В случаях, установленных стандартом или техническими условиями на электроды контролируемой марки, выполнение двусторонних сварных тавровых образцов допускается не производить, однако изготовитель обязан обеспечить отсутствие склонности к образованию трещин в сварных швах, выполненных электродами данной партии, в соответствии с требованиями настоящего стандарта.
(Измененная редакция, Изм. N 1, 2).
5.8. Для изготовления сварных образцов при проверке по п.5.7 электродов для сварки углеродистых конструкционных сталей следует использовать пластины из стали марки Ст3сп по ГОСТ 380 и трубы из стали марки 20 по ГОСТ 1050.
Если электроды предназначены для сварки как углеродистых, так и низколегированных конструкционных сталей, марки стали пластин и труб должны соответствовать указанным в стандарте или технических условиях на электроды контролируемой марки.
5.9. Для изготовления сварных образцов при проверке по п.5.7 электродов для сварки низколегированных, легированных и высоколегированных сталей следует использовать пластины и трубы из стали, для сварки которой предназначены электроды контролируемой марки.
Если электроды предназначены для сварки сталей нескольких марок или для сварки стали, из которой листовой прокат и трубы не изготавливаются, марки стали пластин и труб должны соответствовать указанным в стандарте или технических условиях на электроды контролируемой марки.
Допускается замена пластин из низколегированных и легированных сталей пластинами из стали марки Ст3сп по ГОСТ 380 и пластин из высоколегированных сталей пластинами из других сталей того же структурного класса при условии предварительной наплавки пластин контролируемыми электродами не менее чем в три слоя в местах наложения сварных швов и на примыкающих к ним участках шириной не менее 25 мм с механической обработкой наплавленных поверхностей.
Примечание. Допускается наплавка электродами других партий той же марки (в том числе другого диаметра).
5.8, 5.9. (Измененная редакция, Изм. N 1).
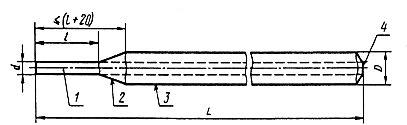
5.10. Форма и размеры сварных тавровых образцов должны соответствовать указанным на черт.4 и в табл.7.
1 - контрольный сварной шов; 2 - сварной шов, обеспечивающий жесткость образца
(выполняется только на двустороннем тавровом образце)
Черт.4
Таблица 7
мм
Диаметр проверяемых электродов | Толщина пластин | Катет шва |
1,6 | 3-5 | 2-3 |
2,0 |
|
|
2,5 | 6-10 | 4-5 |
3,0 |
|
|
3,15 |
|
|
4,0 | 10-16 | 6-8 |
5,0 |
|
|
6,0 | 14-20 | 8-10 |
6,3 |
|
|
8,0 | 20-25 | 10-12 |
10,0 |
|
|
12,0 | 25-30 | 12-14 |
12,5 |
|
|
5.11. Трубные сварные стыковые образцы выполняют из двух отрезков труб, размеры которых должны соответствовать приведенным в табл.8.
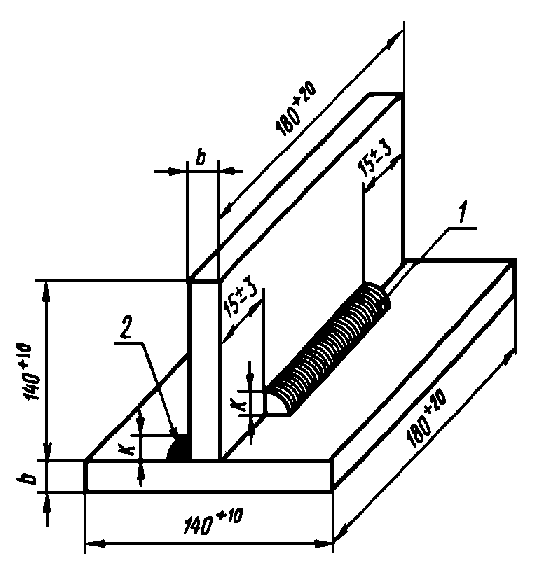
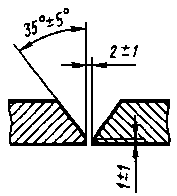
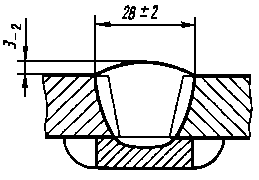
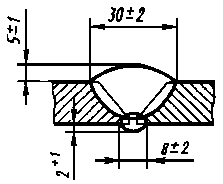
5.12. Для трубных сварных стыковых образцов конструктивные элементы подготовки кромок под сварку должны соответствовать приведенным на черт.5, а выполненных швов - на черт.6.
Таблица 8
мм
Диаметр проверяемых электродов | Наружный диаметр трубы | Толщина стенки трубы | Минимальная длина каждого из свариваемых отрезков труб |
До 2,5 | 32-42 | 3,5-5,0 | 100 |
Св. 2,5 | 108-133 | 8,0-10,0 | 120 |
При | При |
| |

При | При |
Черт.6 | |

5.13. Для проверки сварочно-технологических свойств электродов, предназначенных для наплавки поверхностных слоев с особыми свойствами, электродами контролируемой партии выполняют один наплавочный образец с четырьмя наплавленными слоями на пластине из стали марки Ст3сп по ГОСТ 380 или из стали, для наплавки которой предназначены электроды. Размеры пластины должны быть 120х80х20 мм (пред. откл. длины и ширины ±5 мм, толщины ±2 мм).
Длина наплавки должна быть не менее 80 мм, а ширина - не менее восьми диаметров контролируемых электродов.
Примечание. Для электродов, обеспечивающих среднюю твердость наплавленного металла ![]() >42, допускается выполнять наплавочный образец с тремя или двумя наплавленными слоями, если это предусмотрено стандартом или техническими условиями на электроды контролируемой марки.
>42, допускается выполнять наплавочный образец с тремя или двумя наплавленными слоями, если это предусмотрено стандартом или техническими условиями на электроды контролируемой марки.
(Измененная редакция, Изм. N 1).
5.14. Сварку и наплавку образцов для проверки сварочно-технологических свойств электродов следует производить с соблюдением режимов и условий, установленных стандартами или техническими условиями на электроды контролируемой марки, при температуре окружающего воздуха не ниже +5 °С в следующих пространственных положениях:
в положении, указанном в стандарте или технических условиях, - при выполнении односторонних сварных тавровых образцов;
в положении "нижнее в лодочку" - при выполнении двусторонних сварных тавровых образцов;
в неповоротном положении при горизонтальном расположении оси образца - при выполнении трубных сварных стыковых образцов;
в нижнем положении - при выполнении наплавочных образцов.
(Измененная редакция, Изм. N 1, 2).
5.15. Сварку угловых швов тавровых образцов производят за один проход.
При выполнении двусторонних сварных тавровых образцов оба угловых шва выполняют в одном направлении, не допуская охлаждения образца. Сварку контрольного шва производят после выполнения шва, обеспечивающего жесткость образца.
Примечание. В случаях, установленных стандартом или техническими условиями на электроды контролируемой марки, односторонние тавровые образцы допускается сваривать более чем за один проход. При этом катет шва должен соответствовать указанному в стандарте или технических условиях.
(Измененная редакция, Изм. N 1).
5.16. Легкость возбуждения и стабильность горения дуги, равномерность плавления электродов и правильность формирования валиков шва или наплавляемой поверхности, а также легкость удаления шлака контролируют наблюдением при сварке или наплавке образцов.
5.17. Контроль сварных соединений или наплавленных поверхностей образцов на отсутствие поверхностных трещин, надрывов и пор производят внешним осмотром с помощью лупы пятикратного увеличения. Осмотр следует производить по всей протяженности швов и по всей площади наплавленных поверхностей после тщательного удаления шлака, брызг расплавленного металла и других загрязнений.
5.18. Проверку сплошности углового шва одностороннего сварного таврового образца с оценкой допустимости размеров и количества внутренних газовых и шлаковых включений производят после разрушения образца по шву осмотром поверхностей излома по всей площади и измерением выявленных включений или просвечиванием проникающими излучениями по ГОСТ 7512 или при последовательном снятии слоев металла шва осмотром поверхности каждого слоя по всей площади и измерением выявленных включений. В последнем случае толщина каждого снимаемого слоя должна быть равна половине максимально допускаемого по п.3.12 размера включений; параметры шероховатости поверхностей, подлежащих осмотру, не должны превышать40 мкм по ГОСТ 2789, а одно и то же включение, выявляемое более чем на двух поверхностях, является недопустимым.
Осмотр контролируемых поверхностей во всех случаях производят с помощью лупы пятикратного увеличения.
Допускается выполнять продольный надрез с поверхности шва для обеспечения его разрушения по критическому сечению.
Примечание. По заказу потребителя проверка сплошности угловых швов должна быть произведена просвечиванием проникающими излучениями или послойным обследованием. Право выбора метода проверки (из двух указанных) сохраняется за предприятием-изготовителем.
5.19. Проверку сплошности стыкового шва трубного сварного образца с оценкой допустимости размеров и количества внутренних газовых и шлаковых включений производят просвечиванием проникающими излучениями по ГОСТ 7512 или при послойной проточке шва (по диаметру или с торца) осмотром поверхности каждого слоя через лупу пятикратного увеличения и измерением размеров выявленных включений. Толщина каждого снимаемого при проточке слоя должна быть равной половине максимально допустимого по п.3.12 размера включения. Параметры шероховатости подлежащих осмотру поверхностей не должны превышать 40 мкм по ГОСТ 2789. Одно и то же включение, выявляемое более чем на двух поверхностях, является недопустимым.
Проверку сплошности шва трубного образца допускается производить при поперечной разрезке образца по оси шва с последующим осмотром поверхностей реза по всей площади с помощью лупы пятикратного увеличения. Ширина реза не должна превышать диаметра контролируемых электродов и не должна быть более 3 мм, а параметры шероховатости поверхностей реза не должны быть более 40 мкм по ГОСТ 2789.
5.20. Контроль угловых швов двусторонних сварных тавровых образцов на отсутствие трещин производят осмотром через лупу пятикратного увеличения трех поперечных макрошлифов, вырезанных из середины и концов контролируемого шва вне зоны расположения кратеров.
Примечания:
1. (Исключено, Изм. N 1).
2. В сомнительных случаях макроисследование заменяют микроисследованием тех же шлифов.
5.18-5.20. (Измененная редакция, Изм. N 1).
5.21. Проверку сплошности наплавленного металла на наплавочных образцах производят осмотром поверхности наплавки после предварительного снятия верхнего слоя на глубину 1,5-3,0 мм через лупу пятикратного увеличения.
Примечание. При средней твердости наплавленного металла ![]() > 42 допускается зашлифовка поверхности наплавки без снятия верхнего слоя на глубину 1,5-3,0 мм.
> 42 допускается зашлифовка поверхности наплавки без снятия верхнего слоя на глубину 1,5-3,0 мм.
5.22. Для проверки химического состава наплавленного металла на пластине из стали марки Ст3сп по ГОСТ 380 или из стали, для сварки или наплавки которой предназначены электроды, или из стали марок 08Х18Н10 или 12Х18Н9Т по ГОСТ 5632 выполняют восьмислойную наплавку электродами контролируемой партии. Размеры пластины должны быть 120х80х20 мм (с пред. откл. длины и ширины ±5 мм, толщины ±2 мм), площадь наплавки - не менее 80х40 мм. Для электродов диаметром до 5 мм толщина пластин может быть уменьшена, но не должна быть менее четырех диаметров электрода.
При проверке электродов для наплавки поверхностных слоев с особыми свойствами, обеспечивающих среднюю твердость наплавленного металла ![]() >42, в установленных стандартом или техническими условиями на электроды контролируемой марки случаях допускается выполнение пятислойной наплавки.
>42, в установленных стандартом или техническими условиями на электроды контролируемой марки случаях допускается выполнение пятислойной наплавки.
(Измененная редакция, Изм. N 1).
5.23. Пробы для химического и спектрального анализов наплавленного металла следует отбирать из трех верхних слоев восьмислойной наплавки или из двух верхних слоев пятислойной наплавки по п.5.22. Отбор стружки из наплавленного металла с содержанием углерода менее 0,04% производят в соответствии с дополнительными указаниями стандарта или технических условий на электроды контролируемой марки.
Химический состав наплавленного металла определяют по ГОСТ 12344 - ГОСТ 12365, ГОСТ 18895, ГОСТ 28473, ГОСТ 22536.0 - ГОСТ 22536.12 или другими методами, обеспечивающими точность определения, предусмотренную указанными стандартами.
Допускается проводить газовый анализ наплавленного металла методами, предусмотренными стандартами или техническими условиями на электроды контролируемой марки.
Перед отбором пробы допускается производить разупрочняющую термическую обработку наплавленного металла.
Если при проверке электродов для наплавки поверхностных слоев с особыми свойствами применение разупрочняющей термической обработки не может обеспечить снижение средней твердости наплавленного металла до ![]() 42, в предусмотренных стандартом или техническими условиями на электроды контролируемой марки случаях допускается замена количественного анализа химического состава наплавленного металла его качественным спектральным анализом на подтверждение марочного состава. При этом изготовитель должен обеспечить соответствие химического состава наплавленного контролируемыми электродами металла требованиям ГОСТ 10051 и стандарта или технических условий.
42, в предусмотренных стандартом или техническими условиями на электроды контролируемой марки случаях допускается замена количественного анализа химического состава наплавленного металла его качественным спектральным анализом на подтверждение марочного состава. При этом изготовитель должен обеспечить соответствие химического состава наплавленного контролируемыми электродами металла требованиям ГОСТ 10051 и стандарта или технических условий.
Качественный спектральный анализ проводят на наличие, отсутствие или ориентировочное содержание легирующих элементов в соответствии с указаниями стандарта или технических условий на электроды контролируемой марки.
(Измененная редакция, Изм. N 1, 2).
5.24. Для проверки механических свойств металла шва электродами контролируемой партии выполняют стыковое сварное соединение двух стальных пластин с предварительно приваренной стальной подкладкой сечением 30х10 мм (вариант А). Размеры каждой пластины должны соответствовать указанным в табл.9.
Таблица 9
мм
Диаметр проверяемых электродов | Длина | Ширина (пред. откл. ±10) | Толщина |
Менее 4,0 | 80 | ||
4,0 | 100 | ||
5,0 |
|
|
|
6,0 |
| 120 |
|
6,3 | 330±10 |
| 20±1 |
8,0 | 150 | ||
10,0 |
|
|
|
12,0 |
| 180 |
|
12,5 |
|
При проверке электродов диаметром до 5 мм допускается выполнять стыковое сварное соединение двух стальных пластин длиной 330 мм, шириной 100 мм и толщиной 14-18 мм каждая с подваркой корня шва электродами контролируемой марки (вариант Б).
Примечания:
1. Стыковые сварные соединения стальных пластин выполняют только при проверке электродов, предназначенных для сварки сталей.
2. Если стандартом или техническими условиями на электроды контролируемой марки предусмотрена проверка специальных свойств металла шва (дополнительная проверка механических свойств при высоких или низких температурах, проверка на межкристаллитную коррозию и др.), длина пластин должна быть соответственно увеличена или должны быть выполнены дополнительные стыковые сварные соединения.
3. Допускается выполнение отдельных стыковых сварных соединений для проверки металла шва на ударный изгиб с соответствующим уменьшением длины свариваемых пластин.
5.25. При проверке электродов для сварки углеродистых конструкционных сталей или углеродистых и низколегированных конструкционных сталей пластины и подкладка по п.5.24 должны быть из стали марки Ст3сп по ГОСТ 380.
При проверке электродов для сварки низколегированных, легированных и высоколегированных сталей пластины и подкладка должны быть из стали, для сварки которой предназначены электроды контролируемой марки.
Если электроды предназначены для сварки низколегированных, легированных или высоколегированных сталей нескольких марок или для сварки стали, из которой листовой прокат не изготавливается, марка стали пластин и подкладки должна соответствовать указанной в стандарте или технических условиях на электроды контролируемой марки.
Допускается замена пластин и подкладок из низколегированных и легированных сталей пластинами и подкладками из стали марки Ст3сп по ГОСТ 380 и пластин и подкладок из высоколегированных сталей пластинами и подкладками из других сталей того же структурного класса при условии предварительной наплавки контролируемыми электродами подлежащих сварке кромок пластин и поверхности подкладки. Наплавку следует выполнять не менее чем в три слоя до сборки соединения. Наплавленные кромки и поверхность подкладки должны быть подвергнуты механической обработке, после которой толщина наплавленного слоя должна составлять не менее 2,5 диаметра контролируемых электродов.
Примечания:
1. В случае предварительной наплавки кромок пластин и поверхности подкладки допускается увеличение ширины пластин и толщины подкладки на толщину наплавленного слоя.
2. Допускается наплавка кромок пластин и поверхности подкладки электродами других партий той же марки (в том числе другого диаметра).
5.24, 5.25. (Измененная редакция, Изм. N 1).
5.26. Для стыковых сварных соединений по п.5.24 конструктивные элементы подготовки кромок под сварку должны соответствовать приведенным на черт.7, а выполненных швов - на черт.8.
5.27. Подготовку кромок пластин под сварку следует производить механическим способом. На пластинах из стали марки ВСт3сп допускается подготовка кромок механизированной кислородно-ацетиленовой резкой. Перед сваркой кромки пластин должны быть зачищены от ржавчины, окалины, масла и других загрязнений.
|
|
Вариант А | Вариант Б |
Черт.7 | |

|
| ||
Вариант А | Вариант Б | ||
Черт.8
| |||
5.28. Сварку пластин следует производить с соблюдением режимов и условий, установленных паспортом или техническими условиями на электроды контролируемой марки (в том числе по предварительному и сопутствующему сварке подогревам), в нижнем положении, при температуре окружающего воздуха не ниже +5 °С.
Величина сварочного тока должна составлять 85-95% от максимально допустимой для электродов контролируемой марки данного диаметра. Каждый электрод следует использовать полностью. Длина остающегося огарка не должна превышать 50 мм. Ширина каждого валика шва не должна быть более четырех диаметров проверяемых электродов, если паспортом или техническими условиями на электроды контролируемой марки не предусмотрены иные требования. Направление сварки следует менять при каждом очередном проходе. При сварке без подогрева каждый очередной проход следует выполнять после охлаждения металла ранее выполненной части шва до температуры ниже 250 °С, если другие требования не установлены стандартом или техническими условиями на электроды контролируемой марки.
5.29. Выполненное стыковое сварное соединение подвергают термической обработке, если таковая предусмотрена стандартом или техническими условиями на электроды контролируемой марки. Режимы термической обработки должны соответствовать указанным в стандарте или технических условиях.
5.30. Из стыкового сварного соединения для проверки механических свойств металла шва вырезают и изготовляют три образца для испытания на растяжение типа II и три образца для испытания на ударный изгиб (ударную вязкость) типов VI или IX по ГОСТ 6996.
Тип образцов для испытания на ударный изгиб (VI или IX) принимают в соответствии с указаниями стандарта или технических условий на электроды контролируемой марки. Если стандартом или техническими условиями предусмотрено испытание ударной вязкости металла шва на образцах типа IX, изготовитель должен также обеспечить соответствие величины ударной вязкости металла шва требованиям ГОСТ 9467 или ГОСТ 10052, хотя в этом случае испытание образцов типа VI не является обязательным.
Вырезку образцов производят механическим способом в соответствии со схемой, приведенной на черт.9.
1 - образцы для испытания на статическое растяжение;
2 - образцы для испытания на ударный изгиб
Черт.9
Из сварных соединений, выполненных электродами для сварки углеродистых конструкционных сталей, допускается вырезка заготовок образцов механизированной кислородно-ацетиленовой резкой с припусками не менее 2,5 мм на каждую сторону.
Образцы для испытания на растяжение, а также рабочая часть образцов для испытания на ударный изгиб должны быть изготовлены целиком из металла шва.
5.29, 5.30. (Измененная редакция, Изм. N 1, 2).
5.31. Проверка механических свойств металла шва может быть заменена проверкой механических свойств наплавленного металла. При этом на пластине из стали марки Ст3сп по ГОСТ 380 размером 350х100х20 мм электродами контролируемой марки выполняют предварительную пятислойную наплавку, на поверхность которой электродами проверяемой партии в продольном направлении наплавляют слои металла общей толщиной 20-24 мм.
Площадь наплавки в верхней части должна быть не менее 330х65 мм.
На выполняемые по настоящему пункту многослойные наплавки распространяются требования п.5.28 в части указаний по сварке, п.5.29 в части термической обработки и п.5.30 в части количества, типов и способов вырезки образцов для испытания механических свойств наплавленного металла. Использование для вырезки образцов начального и конечного участков наплавки длиной по 30 мм и продольных краев наплавки шириной по 5 мм не допускается.
Заготовки всех образцов должны быть вырезаны из верхних слоев наплавки без захвата металла предварительной пятислойной наплавки. При этом заготовки образцов для испытания на растяжение следует вырезать вдоль направления наплавки, а заготовки образцов для испытания на ударный изгиб - поперек указанного направления.
Примечания:
1. Допускается выполнение предварительной пятислойной наплавки электродами других партий (в том числе другого диаметра).
2. На участке вырезки образцов для испытания на растяжение ширина наплавки может быть уменьшена до 35 мм.
5.32. При контроле электродов диаметром менее 3 мм, предназначенных для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву менее 60 кгс/мм, проверка механических свойств металла шва может быть заменена проверкой механических свойств сварного соединения, для чего электродами проверяемой партии сваривают две стальные пластины размером 250х90х3 мм каждая.
Пластины должны быть из стали, для сварки которой предназначены электроды проверяемой марки. Если электроды предназначены для сварки сталей нескольких марок или для сварки стали, из которой листовой прокат не изготовляется, марка стали пластин должна соответствовать указанной в стандарте или технических условиях на электроды контролируемой марки.
Примечание. Если стандартом или техническими условиями на электроды контролируемой марки предусмотрена проверка специальных свойств сварного соединения (дополнительная проверка механических свойств при высоких температурах, проверка на межкристаллитную коррозию и др.), размеры пластин должны быть соответственно увеличены или должны быть сварены дополнительные пластины.
5.33. В случаях, установленных стандартом или техническими условиями на электроды контролируемой марки, допускается замена проверки механических свойств металла шва проверкой механических свойств сварного соединения по п.5.32 для электродов диаметром менее 3 мм, предназначенных для сварки легированных и высоколегированных сталей, с обязательным соблюдением следующих условий:
минимальное значение временного сопротивления разрыву металла свариваемых стальных пластин не должно быть ниже минимального значения временного сопротивления разрыву, допускаемого для выполненного электродами контролируемой марки металла шва;
вид и режимы термической обработки сварного соединения перед механическими испытаниями должны обеспечивать минимальное значение временного сопротивления разрыву основного металла в разупрочненном участке зоны термического влияния сварки не ниже минимального значения временного сопротивления разрыву, допускаемого для выполненного электродами контролируемой марки металла шва.
Примечания:
1. Допускается уменьшение толщины свариваемых пластин до 2 мм для случаев, предусмотренных стандартом или техническими условиями на электроды контролируемой марки.
2. Показатели механических свойств сварного соединения должны соответствовать требованиям стандарта или технических условий на электроды контролируемой марки. При этом требования по временному сопротивлению разрыву для сварного соединения не должны быть ниже соответствующих требований, предъявляемых к металлу шва.
5.32, 5.33. (Измененная редакция, Изм. N 1, 2).
5.34. Сварку пластин для проверки механических свойств сварного соединения производят с двух сторон без разделки кромок с зазором, обеспечивающим отсутствие непровара, и с соблюдением требований п.5.28. Необходимость и режимы термической обработки сварного соединения определяются указаниями стандарта или технических условий на электроды контролируемой марки.
5.35. Для проверки механических свойств сварного соединения из сваренных пластин вырезают и изготавливают три образца для испытания на растяжение типа XIII и три образца для испытания на статический изгиб типа XXVIII по ГОСТ 6996.
Вырезку образцов производят механическим способом в соответствии со схемой, приведенной на черт.10.

1 - образцы для испытания на статическое растяжение;
2 - образцы для испытания на статический изгиб
Черт.10
Примечания:
1. В случаях, установленных стандартом или техническими условиями на электроды контролируемой марки, допускается проведение испытания на растяжение на образцах типа XXIV, а испытания на статический изгиб на образцах типа XXVI по ГОСТ 6996.
2. Если при проверке электродов для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм сваренные пластины подлежат упрочняющей термической обработке для обеспечения требуемых механических свойств сварного соединения, допускается вырезка заготовок образцов после предварительной разупрочняющей термической обработки с последующей упрочняющей термической обработкой заготовок перед чистовой механической обработкой образцов.
5.36. Проверку твердости наплавленного металла при контроле электродов для наплавки поверхностных слоев с особыми свойствами производят на поверхности восьмислойной или пятислойной наплавки, выполненной для проверки химического состава наплавленного металла, если другие условия проверки твердости не оговорены стандартом или техническими условиями на электроды контролируемой марки.
5.37. Испытания механических свойств металла шва, наплавленного металла и сварного соединения проводят в соответствии с ГОСТ 6996. Условия проведения испытаний и оценка их результатов должны соответствовать требованиям разд.3 ГОСТ 6996 и стандарта или технических условий на электроды контролируемой марки.
При наличии соответствующих указаний в стандарте или технических условиях на электроды контролируемой марки до проведения испытаний на растяжение и статический изгиб образцы или их заготовки выдерживают от 6 до 16 ч в электрической печи при температуре 240-260 °С или в течение 24 ч в кипящей воде для удаления водорода.
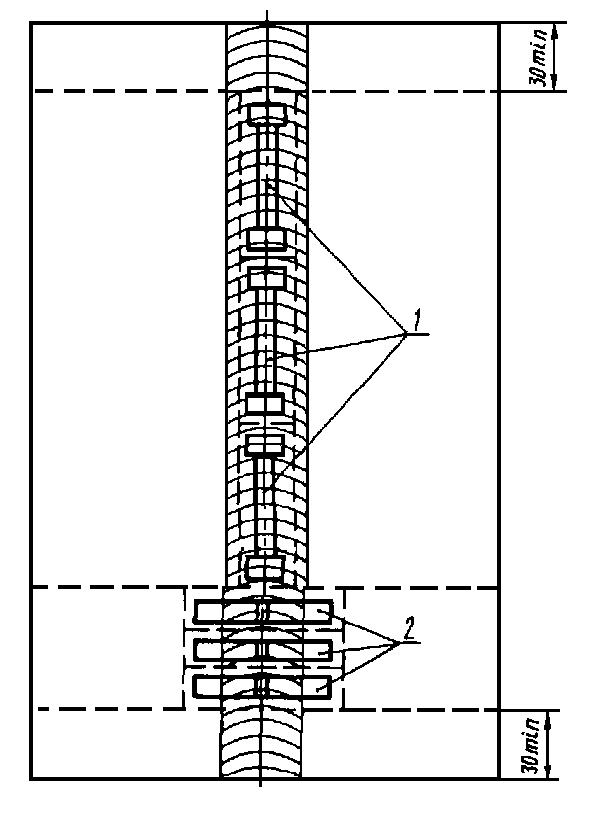
5.38. Определение содержания ферритной фазы в металле, наплавленном электродами диаметром более 2,5 мм, проводят объемным магнитным методом с использованием ферритометров, обеспечивающих погрешность измерения ±10% от измеряемой величины.
Для определения содержания ферритной фазы указанным методом на пластине размером 160х80х16 мм (пред. откл. длины и ширины ±5 мм, толщины ±2 мм) из стали марки Ст3сп по ГОСТ 380 или из стали, для сварки которой предназначены электроды контролируемой марки, или из стали марки 08Х18Н10 или 12Х18Н9Т по ГОСТ 5632 электродами каждой контролируемой партии выполняют семислойную наплавку в соответствии со схемой, приведенной на черт.11.
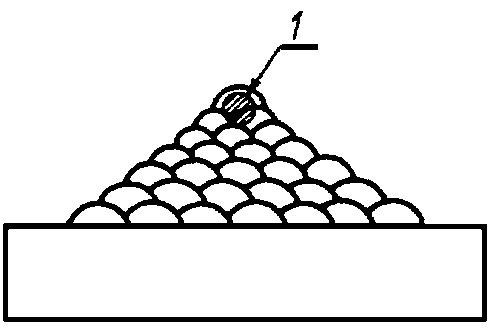
1 - место отбора контрольных образцов
Черт.11
При выполнении наплавки на пластину из стали, для сварки которой предназначены электроды контролируемой марки, или из стали марки 08Х18Н10 или 12Х18Н9Т по ГОСТ 5632 количество наплавляемых слоев может быть уменьшено до пяти.
Выполнение наплавки производят на режимах тока, регламентированных стандартом или техническими условиями на электроды контролируемой марки. Длина наплавки должна составлять не менее 150 мм. Перед наложением каждого последующего валика ранее наплавленный металл должен быть охлажден до температуры ниже 100 °С.
Из семислойной или пятислойной наплавки вырезают и изготавливают два контрольных образца длиной (60±1) мм и диаметром (5,0±0,1) мм.
Испытание контрольных образцов проводят согласно инструкции по эксплуатации ферритометра.
Определение содержания ферритной фазы в металле, наплавленном электродами диаметром до 2,5 мм, производят металлографическим методом по ГОСТ 11878 в трех верхних слоях восьмислойной наплавки, выполненной по п.5.22.
Примечание. При выполнении восьмислойной наплавки по п.5.22 электродами, подлежащими проверке на содержание ферритной фазы в наплавленном металле, размер пластин может быть увеличен, а после наплавки каждого слоя пластину следует охлаждать водой.
5.39. Испытания металла шва, наплавленного металла и сварного соединения на межкристаллитную коррозию проводят по ГОСТ 6032. Метод испытания принимают в соответствии с указаниями стандарта или технических условий на электроды контролируемой марки.
5.34-5.39. (Измененная редакция, Изм. N 1).
6. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Электроды должны быть упакованы в коробки или пачки по одному из следующих вариантов:
в герметизируемые пластмассовые коробки (пеналы);
в пачки, завернутые в оберточную бумагу по ГОСТ 8273 или равноценную ей по характеристикам, с последующим упаковыванием пачек в герметизируемые металлические коробки (пеналы);
в коробки из коробчатого картона по ГОСТ 7933 толщиной не менее 0,7 мм или равноценного им по характеристикам с последующим герметичным упаковыванием каждой коробки в полиэтиленовую пленку по ГОСТ 10354 толщиной 0,1-0,2 мм или в полиэтиленовую термоусадочную пленку по ГОСТ 25951;
в пачки, завернутые в оберточную бумагу по ГОСТ 8273 или равноценную ей по характеристикам, с последующим упаковыванием каждой пачки в герметичную оболочку из полиэтиленовой пленки по ГОСТ 10354 толщиной 0,1-0,2 мм;
в коробки из коробчатого картона по ГОСТ 7933 толщиной не менее 0,8 мм;
в пачки, завернутые в двухслойную упаковочную бумагу марок Б-70, Б-80 или Г-80 по ГОСТ 8828, или в мешочную влагопрочную бумагу марок В-70 или В-78 по ГОСТ 2228, или в равноценную им по характеристикам.
Примечание. Электроды, упакованные по двум последним вариантам, перед использованием подлежат прокаливанию или проверке на содержание влаги в покрытии и при неудовлетворительных результатах проверки - прокаливанию.
(Измененная редакция, Изм. N 1, 2).
6.2. (Исключен, Изм. N 1).
6.3. Масса электродов в коробке или пачке не должна превышать:
3 кг - для электродов диаметром до 2,5 мм;
5 кг - для электродов диаметром 3,0-4,0 мм;
8 кг - для электродов диаметром свыше 4,0 мм.
Отклонение массы электродов в коробке или пачке от указанной на этикетке или в маркировке не должно превышать половины расчетной массы одного электрода в сторону уменьшения и расчетной массы двух электродов в сторону увеличения.
(Измененная редакция, Изм. N 1, 2).
6.4. Коробки или пачки с электродами должны быть упакованы по одному из следующих вариантов:
в ящики из тарного картона марок КС или КС-1 по ГОСТ 9421, или гофрированного картона по ГОСТ 7376, или равноценного им по характеристикам;
в ящики по ГОСТ 18617 из древесноволокнистых плит толщиной 4 мм марки Т по ГОСТ 4598;
в деревянные ящики по ГОСТ 18617 или ГОСТ 15623 с влажностью древесины не более 22%;
в многооборотные ящичные металлические поддоны закрытого типа;
в крупногабаритные деревянные ящики, например типа I-1 по ГОСТ 10198.
При транспортировании электродов в районы Крайнего Севера и труднодоступные районы тара должна соответствовать требованиям ГОСТ 15846.
Высота укладки коробок или пачек с электродами в ящичные металлические поддоны и крупногабаритные ящики не должна превышать 600 мм.
Масса брутто упаковочных мест не должна превышать:
32 кг - для ящиков из картона;
50 кг - для ящиков из древесноволокнистых плит;
80 кг - для деревянных ящиков;
1100 кг - для ящичных металлических поддонов и крупногабаритных деревянных ящиков.
6.5. По соглашению изготовителя и потребителя допускается укладка коробок и пачек с электродами в универсальные среднетоннажные контейнеры при условии их полной загрузки и установки полок между ярусами. Высота яруса не должна превышать 600 мм.
6.4, 6.5. (Измененная редакция, Изм. N 1).
6.6. С согласия потребителя при транспортировании электродов в пределах одного города могут быть установлены другие виды упаковки, предотвращающие возможность увлажнения и повреждения покрытия электродов.
6.7. На (в) каждой коробке или пачке с электродами должна иметься этикетка или маркировка, содержащая следующие данные:
а) наименование или товарный знак предприятия-изготовителя;
б) условное обозначение электродов;
в) номер партии и дату изготовления;
г) область применения электродов;
д) режимы сварочного тока в зависимости от диаметра электродов и положения сварки или наплавки;
е) особые условия выполнения сварки или наплавки;
ж) механические и специальные свойства металла шва, наплавленного металла или сварного соединения, не указанные в условном обозначении электродов;
з) допустимое содержание влаги в покрытии перед использованием электродов;
и) режим повторного прокаливания электродов;
к) массу электродов в коробке или пачке.
Данные по подпунктам г-и должны быть взяты из стандарта или технических условий на электроды конкретной марки.
6.8. Транспортная маркировка - по ГОСТ 14192. При этом наносят манипуляционные знаки "Осторожно, хрупкое!" и "Боится сырости", а на одну из боковых поверхностей каждого ящика наклеивают этикетку по п.6.7.
6.9. Каждая партия электродов должна сопровождаться сертификатом, удостоверяющим соответствие электродов требованиям настоящего стандарта и стандартами или технических условий на электроды данной марки. В сертификате указывают:
наименование или товарный знак предприятия-изготовителя;
условное обозначение электродов;
номер партии и дату изготовления;
массу нетто партии в килограммах;
марку проволоки электродных стержней с указанием обозначения стандарта или технических условий;
фактический химический состав наплавленного металла;
фактические значения показателей механических и специальных свойств металла шва, наплавленного металла или сварного соединения, являющихся приемо-сдаточными характеристиками электродов конкретной марки.
6.10. Электроды транспортируют любыми видами транспорта крытыми транспортными средствами в соответствии с правилами перевозок, действующими на конкретном виде транспорта.
При перевозке железнодорожным транспортом электроды, упакованные в деревянные ящики, транспортируются в крытых вагонах повагонными и мелкими отправками, а электроды, упакованные в ящики из картона и древесноволокнистых плит - в универсальных контейнерах. При этом деревянные ящики формируют в пакеты по ГОСТ 26663. Допускается использование плоских поддонов одноразового применения по ГОСТ 26381 или подкладок из деревянных брусков сечением не менее 50х50 мм.
Транспортирование пакетов - по правилам перевозки грузов, утвержденным соответствующими ведомствами.
6.7-6.10. (Измененная редакция, Изм. N 1).
6.11. Электроды следует хранить в сухих отапливаемых помещениях при температуре не ниже плюс 15 °С в условиях, предохраняющих их от загрязнения, увлажнения и механических повреждений.
Разд. 7, 8. (Исключены, Изм. N 1).
Приложение. (Исключено, Изм. N 1).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1997
Редакция документа с учетом
изменений и дополнений подготовлена
