ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТ Р ИСО 15792-1 2024
Материалы сварочные
МЕТОДЫ ИСПЫТАНИЙ
Часть 1
Подготовка для испытаний образцов наплавленного металла и заготовок из стали, никеля и никелевых сплавов
(ISO 15792-1:2020, IDT)
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ Р ИСО 15792-1—2024
Предисловие
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация «Национальное Агентство Контроля Сварки» (СРО Ассоциация «НАКС») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 ноября 2024 г. № 1650-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 15792-1:2020 «Материалы сварочные. Методы испытаний. Часть 1. Подготовка для испытаний образцов наплавленного металла и заготовок из стали, никеля и никелевых сплавов» (ISO 15792-1:2020 «Welding consumables — Test methods — Part 1: Preparation of all-weld metal test pieces and specimens in steel, nickel and nickel alloys», IDT).
Международный стандарт разработан подкомитетом ПК 3 «Сварочные материалы» Технического комитета ИСО/ТК 44 «Сварка и родственные процессы».
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВЗАМЕН ГОСТ Р ИСО 15792-1—2009
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© ISO, 2020 ©Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р ИСО 15792-1—2024
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Термины и определения...............................................................1
4 Общие требования...................................................................2
5 Материал листов для испытаний........................................................2
6 Подготовка заготовок..................................................................2
7 Условия сварки.......................................................................2
8 Термическая обработка................................................................3
9 Расположение и размеры образца для испытаний..........................................3
Приложение ДА (справочное) Сведения о соответствии ссылочных международных стандартов национальным стандартам................................................4
Библиография.........................................................................4
III
ГОСТ Р ИСО 15792-1—2024
Введение
ГОСТ Р ИСО 15792 состоит из следующих частей под общим наименованием «Материалы сварочные. Методы испытаний»:
- часть 1. Подготовка для испытаний образцов наплавленного металла и заготовок из стали, никеля и никелевых сплавов;
- часть 2. Подготовка для испытаний образцов и заготовок при однопроходной и двухпроходной сварке сталей;
- часть 3. Классификационные испытания сварочных материалов по положению при сварке и по проплавлению корня углового шва.
IV
ГОСТ Р ИСО 15792-1—2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Материалы сварочные
МЕТОДЫ ИСПЫТАНИЙ
Часть 1
Подготовка для испытаний образцов наплавленного металла и заготовок из стали, никеля и никелевых сплавов
Welding consumables. Test methods. Part 1.
Preparation of all-weld metal test pieces and specimens in steel, nickel and nickel alloys
Дата введения — 2024—12—01
1 Область применения
Настоящий стандарт устанавливает требования к подготовке для испытаний образцов наплавленного металла и заготовок из стали, никеля и никелевых сплавов.
Применяется для определения механических свойств наплавленного металла в соответствии с требованиями стандарта по классификации сварочного материала или для других целей при дуговой сварке стали, никеля и никелевых сплавов.
Настоящий стандарт не распространяется на одно- или двухпроходную сварку или сварку угловых швов. Для этих случаев следует применять ИСО 15792-2 и ИСО 15792-3.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных — последнее издание (включая все изменения)]:
ISO 5178, Destructive tests on welds in metallic materials — Longitudinal tensile test on weld metal in fusion welded joints (Испытания разрушающие сварных швов металлических материалов. Испытание на продольное растяжение металла шва сварных соединений, выполненных сваркой плавлением)
ISO 9016:2012*, Destructive tests on welds in metallic materials — Impact tests — Test specimen location, notch orientation and examination (Испытания разрушающие сварных швов металлических материалов. Испытание на ударный изгиб. Расположение образца для испытаний, ориентация надреза и испытание)
3 Термины и определения
В настоящем стандарте отсутствуют термины и определения.
ИСО и МЭК поддерживают терминологические базы данных для использования в стандартизации по следующим адресам:
- платформа онлайн-просмотра ИСО, доступная по адресу: http://www.iso.org/obp;
- Электропедия МЭК, доступная по адресу: http://www.electropedia.org/.
* Заменен на ISO 9016:2022. Однако для однозначного соблюдения требования настоящего стандарта, приведенного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
Издание официальное
1
ГОСТ Р ИСО 15792-1—2024
4 Общие требования
Сварочные материалы, подлежащие испытаниям, должны быть типичными для продукции изготовителя, подлежащей классификации или испытаниям. Заготовки подготавливают, как описано ниже.
5 Материал листов для испытаний
Материал, используемый для заготовок, должен быть совместим с металлом, наплавляемым испытуемым сварочным материалом. В качестве альтернативы испытуемым сварочным материалом на кромки разделки и подкладку наплавляют не менее двух слоев.
6 Подготовка заготовок
Заготовку подготавливают в форме соединения с односторонней V-образной разделкой на подкладке. Подкладка должна быть приварена прихватками к заготовке с обратной стороны (см. рисунок 1 и таблицу 1).
Листы должны быть собраны таким образом, чтобы получилось плоская заготовка, пригодная для вырезки образцов. Правка сваренных заготовок не допускается.
Тип заготовки определяют ее размеры (см. таблицу 1). Тип заготовки для классификации устанавливают в соответствии со стандартом на сварочный материал.
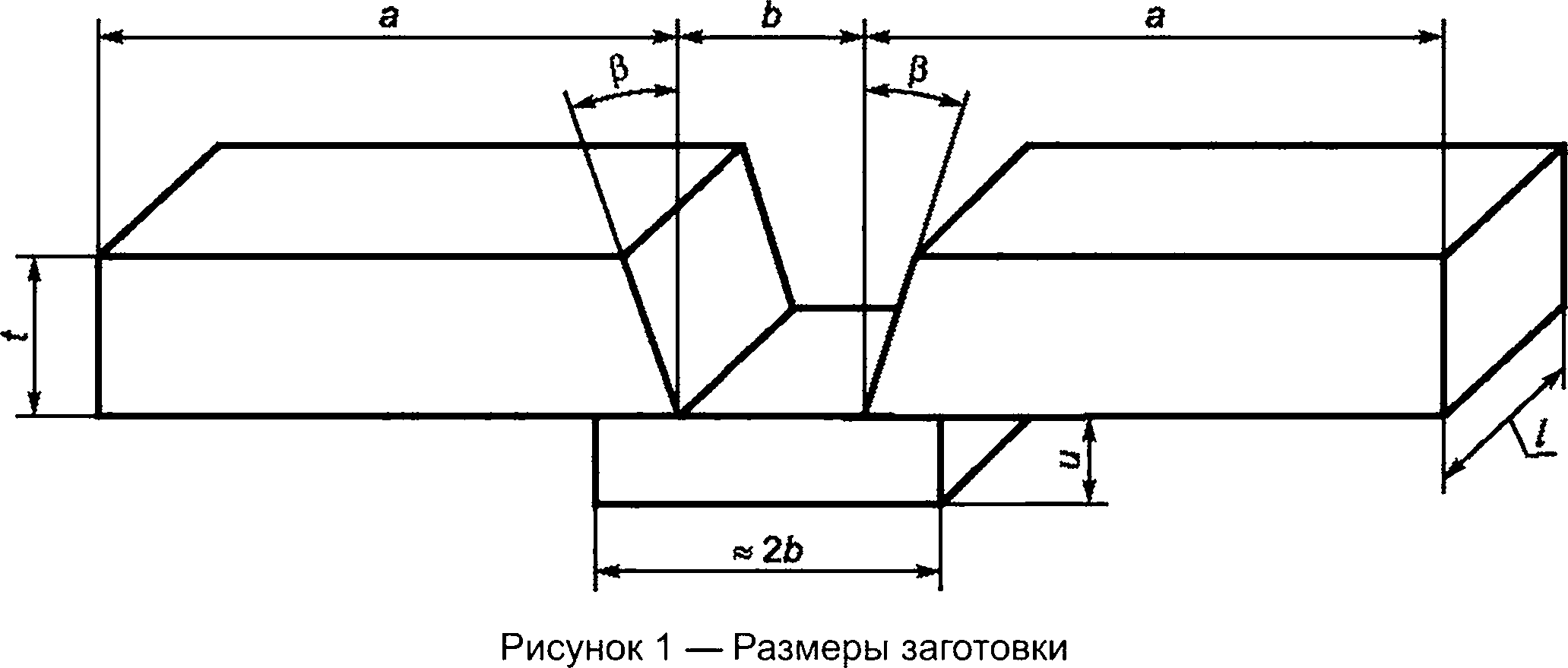
Таблица 1—Тип и размеры заготовок
В миллиметрах
Тип | t | а | b | и | р, градус | / |
1.0 | 12± 1,0 | >80 | 10 | >6 | 10+2'5 | >150 |
1.1 | 12± 1,0 | >90 | 12 | |||
1.2 | 16± 1,0 | >100 | 14 | |||
1.3 | 20 ± 1,0 | >150 | 16 | |||
1.4 | 25 ± 1,0 | >150 | 20 | |||
1.5 | 30 ± 1,0 | >200 | 25 | |||
1.6 | 20 ± 1,0 | >150 | 20 | |||
1.7 | 25 ± 1,0 | >150 | 24 |
7 Условия сварки
Сварку заготовок выполняют в нижнем положении, за исключением сварочных материалов, которые предназначены исключительно для сварки в иных пространственных положениях, в этом случае сварку заготовок выполняют в том положении, которое предусмотрено для данного сварочного мате-2
ГОСТ Р ИСО 15792-1—2024
риала. Сварку проводят после предварительного подогрева, установленного в классификационном стандарте на сварочный материал. Межслойная температура должна соответствовать требованиям классификационного стандарта на сварочный материал.
Температуру предварительного подогрева и межслойную температуру измеряют с помощью индикаторных термокарандашей, поверхностных термометров или термопар, например в соответствии с ИСО 13916.
Параметры сварки: сила тока, напряжение, скорость сварки, последовательность наложения валиков, ширина валика сварного шва, должны соответствовать требованиям, указанным в классификационном стандарте на сварочный материал.
8 Термическая обработка
Любую термическую обработку, выполняемую для наплавленного металла, кроме термообработки для удаления водорода, проводят на заготовке или ее части с припуском на механическую обработку.
Режимы термической обработки устанавливают в соответствии с классификационными стандартами на сварочные материалы.
Термическую обработку для удаления водорода выполняют на заготовке или на образце для испытаний на растяжение до или после чистовой механической обработки. Заготовку допускается выдерживать при температуре не выше 250 °C не более 16 ч.
9 Расположение и размеры образца для испытаний
На рисунках 2 и 3 соответственно показаны схемы вырезки образцов для испытаний на растяжение и образцов с надрезом для испытаний на ударный изгиб. Вырезку образцов из заготовок следует проводить механической или термической резкой. При применении термической резки припуск на механическую обработку должен составлять не менее 10 мм с каждой стороны.
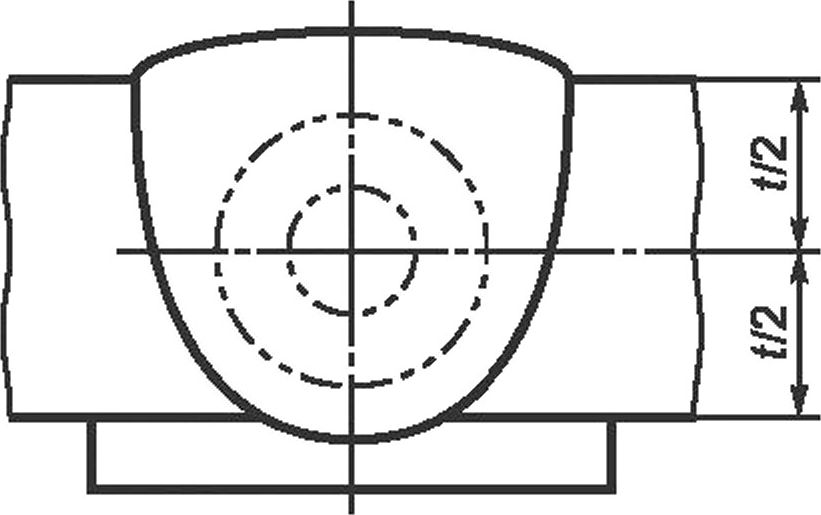
Рисунок 2 — Расположение образца для испытаний на растяжение в заготовке
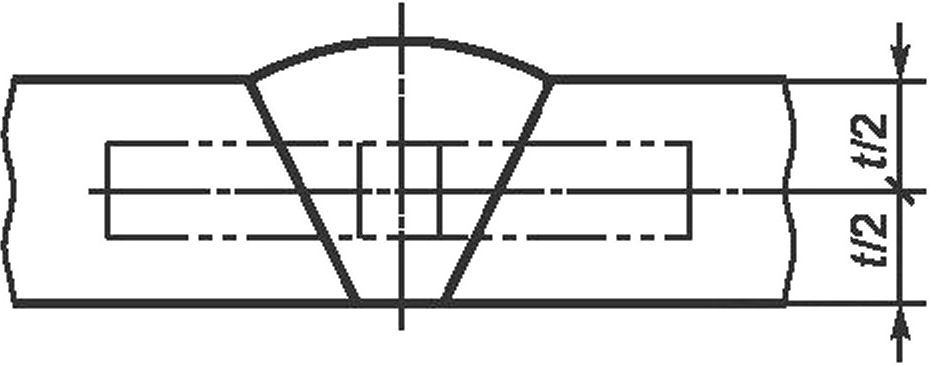
Рисунок 3 — Расположение образца с надрезом для испытаний на ударный изгиб в заготовке
Образцы для испытаний на растяжение должны соответствовать требованиям ИСО 5178. Диаметр рабочей части образца равен 10 мм, за исключением заготовок типов 1.0 и 1.1, для которых диаметр рабочей части образца должен быть равен 8 мм.
Образцы для испытаний на ударный изгиб должны соответствовать VWT 0/Ь ИСО 9016:2012. Образец для испытаний на ударный изгиб необходимо располагать на средней линии толщины листа.
Размеры образцов для испытаний на ударный изгиб должны составлять 10 х ю мм.
3
ГОСТ Р ИСО 15792-1—2024
Приложение ДА (справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 5178 | IDT | ГОСТ Р ИСО 5178—2024 «Испытания разрушающие сварных швов металлических материалов. Испытание на продольное растяжение металла шва сварных соединений, выполненных сваркой плавлением» |
ISO 9016:2012 | IDT | ГОСТ Р ИСО 9016—2024 «Испытания разрушающие сварных швов металлических материалов. Испытание на ударный изгиб. Расположение образца для испытаний, ориентация надреза и испытание» |
Примечание — В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT — идентичные стандарты. | ||
Библиография
[1] ISO 13916 Welding. Measurement of preheating temperature, interpass temperature and preheat maintenance temperature
УДК 621.791:006.354
OKC 25.160.20
Ключевые слова: материалы сварочные, методы испытаний, подготовка для испытаний образцов и заготовок из стали, никеля и никелевых сплавов
Технический редактор В.Н. Прусакова
Корректор И.А. Королева Компьютерная верстка И.А. Налейкиной
Сдано в набор 13.11.2024. Подписано в печать 29.11.2024. Формат 60*84%. Гарнитура Ариал. Усл. печ. л. 0,93. Уч.-изд. л. 0,70.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
