ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТР
ИСО 15792-3— 2024
Материалы сварочные
МЕТОДЫ ИСПЫТАНИЙ
Часть 3
Классификационные испытания сварочных материалов по положению при сварке и по проплавлению корня углового шва
(ISO 15792-3:2011, IDT)
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ Р ИСО 15792-3—2024
Предисловие
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация «Национальное Агентство Контроля Сварки» (СРО Ассоциация «НАКС») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 ноября 2024 г. № 1652-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 15792-3:2011 «Материалы сварочные. Методы испытаний. Часть 3. Классификационные испытания сварочных материалов по положению при сварке и по проплавлению корня углового шва» (ISO 15792-3:2011 «Welding consumables — Test methods — Part 3: Classification testing of positional capacity and root penetration of welding consumables in a fillet weld», IDT).
Международный стандарт разработан подкомитетом ПК 3 «Сварочные материалы» Технического комитета ИСО/ТК 44 «Сварка и родственные процессы».
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВЗАМЕН ГОСТ Р ИСО 15792-3—2010
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© ISO, 2011
©Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р ИСО 15792-3—2024
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Общие требования...................................................................1
4 Материал листов для испытаний........................................................1
5 Подготовка образца для испытаний......................................................2
6 Контроль образца для испытаний.......................................................2
7 Протокол испытаний..................................................................4
III
ГОСТ Р ИСО 15792-3—2024
Введение
ГОСТ Р ИСО 15792 состоит из следующих частей под общим наименованием «Материалы сварочные. Методы испытаний»:
- часть 1. Подготовка для испытаний образцов наплавленного металла и заготовок из стали, никеля и никелевых сплавов;
- часть 2. Подготовка для испытаний образцов и заготовок при однопроходной и двухпроходной сварке сталей;
- часть 3. Классификационные испытания сварочных материалов по положению при сварке и по проплавлению корня углового шва.
IV
ГОСТ Р ИСО 15792-3—2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Материалы сварочные
МЕТОДЫ ИСПЫТАНИЙ
Часть 3
Классификационные испытания сварочных материалов по положению при сварке и по проплавлению корня углового шва
Welding consumables. Test methods. Part 3. Classification testing of positional capacity and root penetration of welding consumables in a fillet weld
Дата введения — 2024—12—01
1 Область применения
Настоящий стандарт устанавливает требования к подготовке для испытаний и к оценке образцов угловых швов по положению при сварке и по проплавлению корня в соответствии с классификационными стандартами на сварочные материалы для сварки углеродистых, низколегированных, коррозионностойких сталей и никелевых сплавов.
Настоящий стандарт не содержит требований к приемке.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных — последнее издание (включая все изменения)]:
ISO 6947, Welding and allied processes — Welding positions (Сварка и родственные процессы. Положения при сварке)
3 Общие требования
Сварочные материалы (электроды или проволоки) должны быть типичными для продукции изготовителя, подлежащей классификации. Подготовку и испытание образцов проводят в соответствии с разделами 5 и 6 и классификационными стандартами. Результаты испытаний должны удовлетворять требованиям классификационного стандарта.
4 Материал листов для испытаний
Материалы листов выбирают из диапазона марок и толщин материалов, установленных классификационным стандартом. Свариваемые поверхности не должны иметь окалины, ржавчины и других загрязнений.
Издание официальное
1
ГОСТ Р ИСО 15792-3—2024
5 Подготовка образца для испытаний
5.1 Поверхности собираемых листов должны быть ровными и обеспечивать плотное примыкание стенки к полке по всей длине соединения. Стенку с полкой собирают, как показано на рисунке 1. Для плотного примыкания в соединении и для получения угла 90° между стенкой и полкой на концах соединения выполняют прихваточные швы. Размеры листов должны соответствовать классификационному стандарту на электроды.
5.2 Положение при сварке и условия сварки должны соответствовать классификационному стандарту и размерам испытуемого сварочного материала, а также ИСО 6947. Однопроходный угловой сварной шов выполняют с одной стороны сварного соединения по всей длине образца для испытаний. Температура при сборке должна быть не ниже 5 °C. При испытании покрытых электродов сварку каждым электродом, как минимум одним (насколько позволяет сварка), необходимо выполнять непрерывно до допустимой длины огарка 50 мм. Для электродов длиной более 450 мм, предназначенных для гравитационной сварки, угловой сварной шов допускается выполнять вручную или и с применением устройства для гравитационной сварки. При испытании проволок сплошного сечения и порошковых проволок сварку следует выполнять непрерывно от начала до конца углового шва.
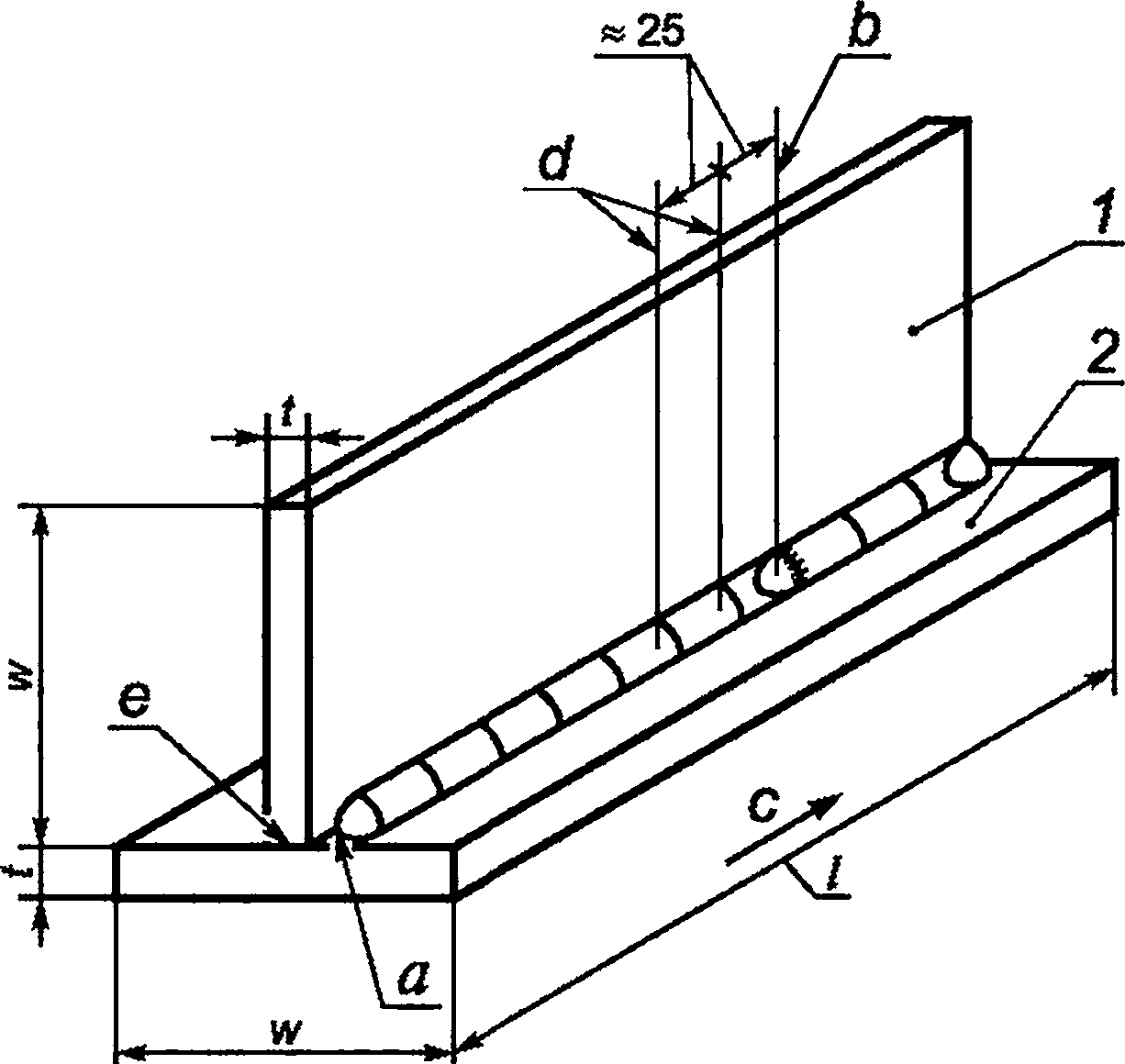
1 — стенка; 2 — полка; а — начало сварки; b — окончание шва, выполненного первым электродом; с — направление сварки; d — участок для макрошлифа; е — плотное примыкание стенки к полке по всей длине соединения
Примечание — Если в классификационном стандарте не указано иное, то следует использовать следующие значения: 10 < f < 12 мм, w> 75 мм, /> 300 мм.
Рисунок 1 — Подготовка образца для испытаний углового шва
5.3 Скорость сварки углового шва должна обеспечивать размеры углового шва в соответствии с требованиями классификационного стандарта на испытуемый сварочный материал.
5.4 При наличии в классификационном стандарте на сварочный материал требований по двусторонней сварке образцов перед началом сварки второй стороны образец охлаждают до комнатной температуры любым подходящим способом.
При использовании для охлаждения воды необходимо полностью удалить влагу из соединения перед началом сварки второй стороны.
6 Контроль образца для испытаний
6.1 Для подтверждения соответствия требованиям стандарта на сварочный материал толщину шва и величину катета измеряют соответствующим шаблоном не менее чем в трех местах по длине шва. При испытании покрытых электродов, когда используют два электрода и более, вырезаемый 2
ГОСТ Р ИСО 15792-3—2024
участок шва для макрошлифа длиной около 25 мм следует располагать в конце шва, выполненного первым электродом, на расстоянии около 25 мм от края кратера окончания сварки. При испытании сварочных проволок и покрытых электродов, при применении только одного электрода, участок шва для макрошлифа длиной около 25 мм следует располагать в середине сварного шва.
6.2 Одна поверхность макрошлифа должна быть отполирована, протравлена и размечена, как показано на рисунке 2. Величины толщины углового шва, выпуклости или вогнутости и катета шва определяют на отполированном и протравленном макрошлифе с точностью до 0,5 мм.
Если классификационным стандартом на сварочный материал установлено требование к выполнению двусторонней сварки шва образца, то измерение обоих швов проводят на одном макрошлифе.
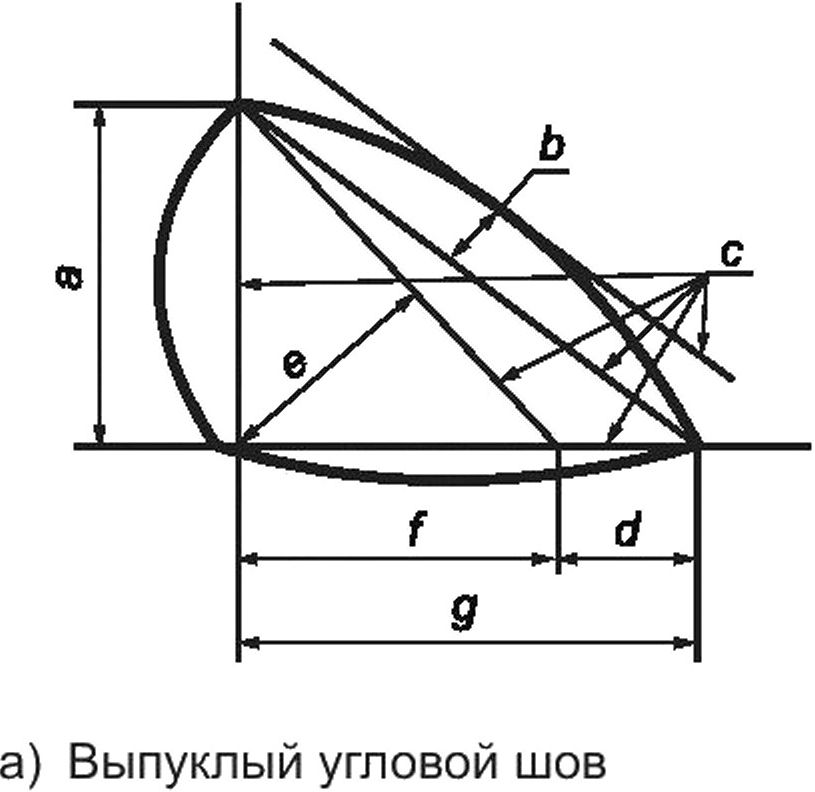
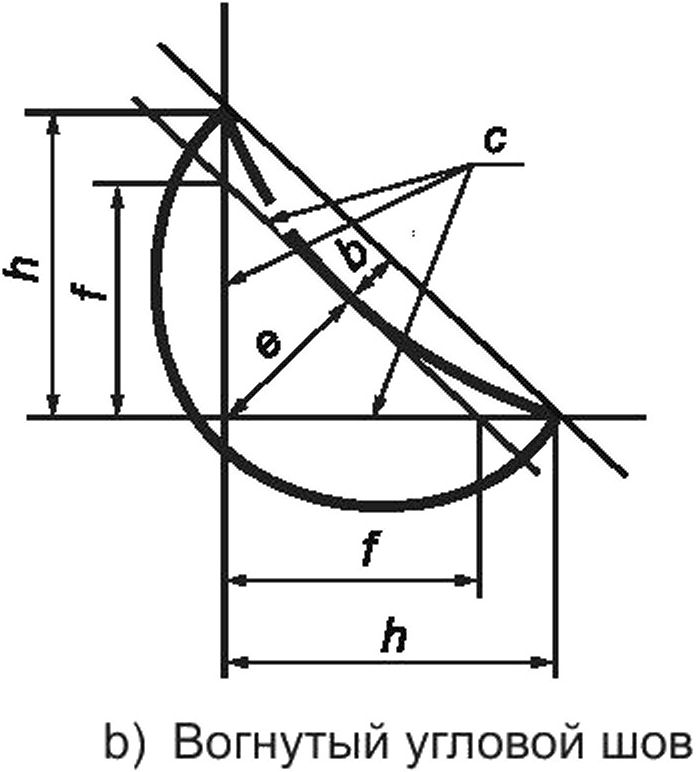
а — высота углового шва, равная катету; b — выпуклость или вогнутость; с — линии разметки; d— разность размеров углового шва; е — расчетная толщина углового шва; f— катет углового шва; д — ширина углового шва, не равная катету; h — размер углового шва
Рисунок 2 — Размеры угловых швов
Размер катета углового шва — это длина катета наибольшего равнобедренного прямоугольного треугольника, вписанного в сварной шов. Фактические размеры катета углового шва, выпуклости и размеров углового шва определяют измерениями по линиям разметки с точностью до 0,5 мм, как показано на рисунке 2.
6.3 Если того требует классификационный стандарт на сварочный материал, то после вырезки макрошлифа с односторонней сваркой углового шва оставшиеся две части образцов подлежат разрушению по всей длине углового шва приложением нагрузки в направлении, как показано на рисунке 3. Если во время изгиба сварной шов выходит за пределы листа, то испытание повторяют и не считают браковочным.
6.4 Для того чтобы способствовать разрушению по толщине углового шва, используют один или несколько методов:
а) упрочняют шов добавлением валиков к каждому катету [см. рисунок 3 а)];
Ь) меняют положение ребра на полке [см. рисунок 3 Ь)];
с) выполняют надрез на поверхности шва [см. рисунок 3 с)];
d) охлаждают образец до температуры ниже 0 °C.
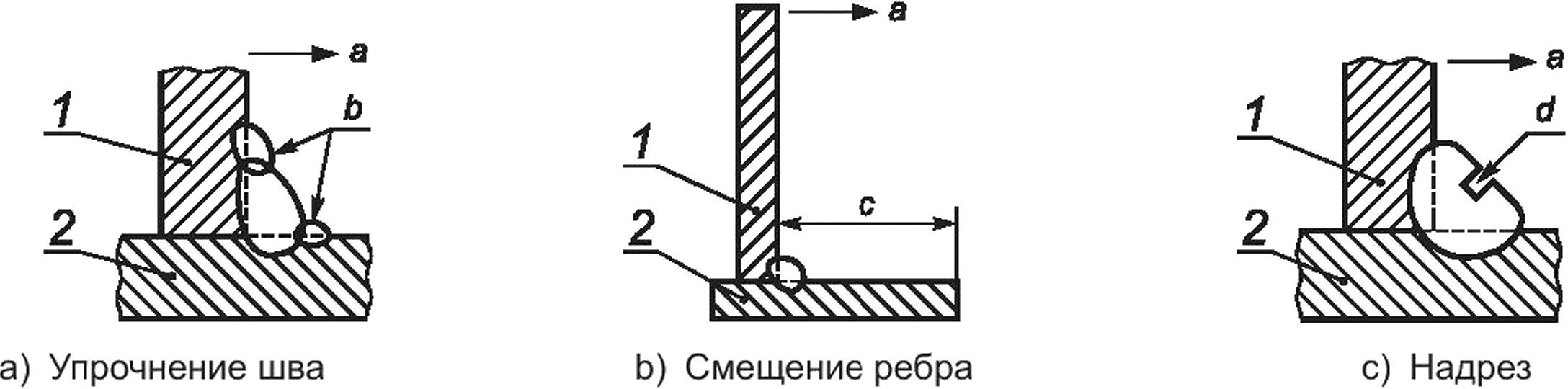
1 — ребро; 2 — полка; а — направление разрушающей нагрузки; b — упрочняющие валики; с — 0,75 от ширины полки; d — максимальная глубина надреза, равная половине фактической толщины шва
Рисунок 3 — Методы, способствующие разрушению по толщине углового шва
3
ГОСТ Р ИСО 15792-3—2024
7 Протокол испытаний
В протоколе испытаний указывают следующую информацию:
а) сварочный(е) материал(ы) и испытуемый узел:
- классификационный стандарт, на соответствие которому проверяют сварочный(е) материал(ы),
- основной металл, из которого изготавливают образец,
- марку(и) и предполагаемую классификацию испытуемых сварочных материалов,
- серию или номер партии испытуемых сварочных материалов,
- условия повторной прокалки сварочных материалов;
Ь) параметры сварки:
- процесс сварки,
- источник питания,
- диаметр электрода,
- полярность электрода,
- сварочный ток,
- скорость подачи проволоки,
- напряжение дуги,
- скорость сварки,
- расстояние от мундштука до поверхности листа (вылет электрода),
- состав и расход защитного газа,
- температуру предварительного подогрева и межслойную температуру,
- положение при сварке;
с) любые отклонения от требований ИСО 15792-3;
d) результаты испытаний:
- визуальный контроль,
- размеры катетов углового шва и разность катетов,
- выпуклость или вогнутость углового шва,
- расчетную толщину углового шва,
- размер(ы) непровара корня шва по длине углового шва,
- дефекты на поверхности разрушения.
4
ГОСТ Р ИСО 15792-3—2024
Приложение ДА (справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 6947 | IDT | ГОСТ Р ИСО 6947—2022 «Сварка и родственные процессы. Положения при сварке» |
Примечание — В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: - IDT — идентичный стандарт. | ||
5
ГОСТ Р ИСО 15792-3—2024
УДК 621.791:006.354
ОКС 25.160.20
Ключевые слова: материалы сварочные, методы испытаний, классификационные испытания, проплавление корня углового шва
6
Технический редактор В.Н. Прусакова
Корректор И.А. Королева Компьютерная верстка А.Н. Золотаревой
Сдано в набор 13.11.2024. Подписано в печать 03.12.2024. Формат 60х8478. Гарнитура Ариал.
Усл. печ. л. 1,40. Уч.-изд. л. 1,12.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации»
, 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
