ГОСТ 33416-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КРЫШКИ МЕТАЛЛИЧЕСКИЕ ОБКАТНЫЕ
Общие технические условия
Curled metal lids. General specifications
МКС 55.040
ОКП 28.72.13.70
Дата введения - 2024-03-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Республиканским унитарным предприятием "Белорусский государственный институт метрологии" (БелГИМ)
2 ВНЕСЕН Госстандартом Республики Беларусь
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по результатам голосования в АИС МГС (протокол от 22 июля 2015 г. N 78-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97
| Сокращенное наименование национального органа по стандартизации |
Армения | AM
| ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY
| Госстандарт Республики Беларусь |
Казахстан | KZ
| Госстандарт Республики Казахстан |
Киргизия | KG
| Кыргызстандарт |
Россия | RU
| Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 28 декабря 2023 г. N 1722-ст межгосударственный стандарт ГОСТ 33416-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2024 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на крышки металлические обкатные с уплотнительными кольцами (далее крышки), предназначенные для укупоривания стеклянных банок с венчиком горловины типа I по ГОСТ 5717.2, с пастеризуемой и стерилизуемой продукцией.
2 Нормативные ссылки
В настоящем стандарте даны ссылки на следующие межгосударственные стандарты:
ГОСТ 12.0.001 Система стандартов безопасности труда. Основные положения
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.049 Система стандартов безопасности труда. Оборудование производственное. Общие эргономические требования
ГОСТ 12.2.061 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности к рабочим местам
ГОСТ 12.2.062 Система стандартов безопасности труда. Оборудование производственное. Ограждения защитные
ГОСТ 12.4.021 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 17.2.3.01 Охрана природы. Атмосфера. Правила контроля качества воздуха населенных пунктов
ГОСТ 17.2.3.02* Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
________________
* В Российской Федерации действует ГОСТ Р 58577-2019 "Правила установления нормативов допустимых выбросов загрязняющих веществ проектируемыми и действующими хозяйствующими субъектами и методы определения этих нормативов".
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 577 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 2226 (ИСО 6590-1-83, ИСО 7023-83) Мешки бумажные. Технические условия
ГОСТ 3351* Вода питьевая. Методы определения вкуса, запаха, цветности и мутности
________________
* В Российской Федерации действует ГОСТ 31868-2012 "Вода. Методы определения цветности" и ГОСТ Р 57164-2016 "Вода питьевая. Методы определения запаха, вкуса и мутности".
ГОСТ 5717.2 Банки стеклянные для консервов. Основные параметры и размеры
ГОСТ 8273 Бумага оберточная. Технические условия
ГОСТ 10197 Стойки и штативы для измерительных головок. Технические условия
ГОСТ 13345 Жесть. Технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 15140 Материалы лакокрасочные. Методы определения адгезии
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 17308 Шпагаты. Технические условия
ГОСТ 17527 Упаковка. Термины и определения
ГОСТ 19569** Стерилизаторы паровые медицинские. Общие технические требования и методы испытаний
________________
** В Российской Федерации действует ГОСТ 31598-2012 "Стерилизаторы паровые большие. Общие технические требования и методы испытаний".
ГОСТ 24104*** Весы лабораторные. Общие технические требования
________________
*** В Российской Федерации действует ГОСТ Р 53228-2008 "Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания".
ГОСТ 25336 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 25951 Пленка полиэтиленовая термоусадочная. Технические условия
ГОСТ 32180 Средства укупорочные. Термины и определения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 17527 и ГОСТ 32180, а также следующие термины с соответствующими определениями:
3.1 обкатная крышка: крышка металлическая с уплотнительным кольцом предназначенная для обкатки стеклянной банки с венчиком горловины типа I.
Примечание - Допускается применять термин "крышка обкаточная"
3.2 уплотнительное кольцо: уплотнительная прокладка в виде кольца, предназначенная для плотного соединения крышки с поверхностью банки"
4 Типы, основные параметры, размеры и классификация
4.1 Типоразмеры и максимальные размеры крышек в соответствии с таблицей 1 и рисунком 1.
Таблица 1
Типоразмер крышки | Максимальный диаметр крышки , мм
| Максимальная высота крышки, мм |
58 | 64,6
| 7,5 |
82 | 89,6
| 7,5 |
4.2 По согласованию с потребителем допускается изготавливать крышки других типоразмеров.
4.3 Размеры и допускаемые отклонения конструктивных элементов крышек и уплотнительных колец - по технической документации (ТД) на крышки конкретных типоразмеров.
4.4 Масса крышек регламентируется в ТД на крышки конкретных типоразмеров.
4.5 По назначению крышки классифицируются
на: С - для укупоривания стерилизуемой продукции;
П - для укупоривания пастеризуемой продукции.
4.6 Пример записи при заказе:
Крышки металлические обкатные типоразмера 1-82-С для укупоривания стерилизованной продукции (промышленного применения)
Крышки металлические обкатные типоразмера 1-82-П для укупоривания пастеризованной продукции (применение в домашних условиях).
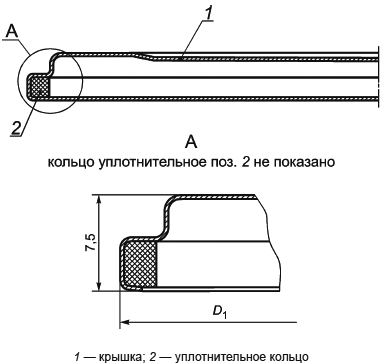 |
Рисунок 1 - Крышка типоразмеров I-58, I-82
5 Технические требования
5.1 Основные показатели качества и характеристики
5.1.1 Крышки должны изготовляться в соответствии с требованиям настоящего стандарта, по ТД на крышки конкретного типоразмера и/или утвержденным образцам-эталонам.
Допускается образец-эталон не утверждать, если данных, указанных в ТД, достаточно для обеспечения приемки крышек по внешнему виду.
5.1.2 Основные показатели качества крышек должны соответствовать требованиям, указанным в таблице 2.
Таблица 2
Наименование показателя | Требования | Методы контроля |
1 Размеры и масса крышек | Должны соответствовать 4.1-4.4, а также ТД на крышки конкретного типоразмера | 8.2; 8.5 |
2 Внешний вид: | ||
крышек | Не допускаются местные деформации (гофры, вмятины, трещины), возникшие в результате изготовления крышек и влияющие на процесс укупоривания крышек или их эксплуатационные свойства. Наружная поверхность крышек должна быть лакированной или литографированной. Внутренняя поверхность крышек должна быть лакированной. Лаковое покрытие должно быть сплошным равномерным и гладким, без затеков, пузырей, пропусков, трещин, со свойственным данному покрытию блеском. На наружной поверхности крышек не допускаются царапины и сдиры лакового покрытия с нарушением оловянного покрытия, загрязнения, не смываемые водой. Допускаются сдиры лакокрасочного покрытия общей площадью не более 0,2 см , а также сдиры и царапины на внутреннем крае фланца По согласованию с потребителем на наружную поверхность крышек допускается наносить методом литографирования рисунки и текст. Оформление и содержание рисунка и текста должно соответствовать образцу-эталону. Смещение рисунка относительно центра крышки не должно превышать 2 мм. На внутренней поверхности крышек не допускаются глубокие царапины, сдиры лакового покрытия, загрязнения, не смываемые водой. Вогнутая поверхность поля крышки должна быть упругой. При приложении усилия нажатием пальцев с внутренней стороны она должна прогибаться, принимая выпуклую форму, и после снятия усилия возвращаться в первоначальное положение | 8.1 |
уплотнительных колец | Уплотнительное кольцо должно быть равномерным по ширине и без разрывов, быть эластичным в процессе термической обработки и дальнейшего хранения продукции. Толщину и твердость упаковочного кольца указывают в ТД на крышки конкретных типоразмеров. Не допускаются перекручивание, неполная вставка и образование петель колец, вставленных в крышки | 8.3, 8.4 |
3 Герметичность | Крышки в комплекте с уплотнительными кольцами должны обеспечивать герметичность упаковки | 8.6 |
4 Стойкость к горячей обработке | Крышки должны быть стойкими к горячей обработке. Внешний вид наружного лакокрасочного покрытия после стерилизации или пастеризации не должен изменяться. Допускается незначительная потеря блеска и глянца, не ухудшающая товарный вид крышек. После стерилизации или пастеризации уплотнительное кольцо не должно иметь признаков усадки, трещин, разрывов и растворения | 8.7 |
5 Химическая стойкость лакокрасочного покрытия | Лакокрасочное покрытие на внутренней поверхности крышки, ограниченное уплотнительным кольцом, и уплотнительное кольцо в зависимости от назначения в процессе стерилизации или пастеризации должны быть устойчивы к воздействию одной из модельных сред: - дистиллированной воды; - 3%-ного раствора поваренной соли; - 3%-ного раствора уксусной кислоты; - раствора, содержащего 3% лимонной или винной кислоты и 30% сахара; - модульного раствора (тщательно перемешанного), состоящего из 85% томатного пюре и 15% растительного масла | 8.8 |
6 Механическая прочность лакокрасочного покрытия (адгезия) | Лакокрасочное покрытие на обеих сторонах крышки должно обладать адгезионной прочностью два балла по ГОСТ 15140 | 8.10 |
7 Органолептические показатели | Интенсивность запаха модельной среды - не более одного балла. Осадок, помутнение, посторонний вкус и привкус модельной среды не допускаются | 8.9 |
8 Санитарно-гигиенические требования | Крышки должны соответствовать санитарно-гигиеническим показателям, указанным в [1] (приложении 1) | 8.11 |
5.2 Требования к сырью и материалам
5.2.1 Материалы, применяемые для изготовления крышек, указывают в ТД на крышки конкретных типоразмеров.
5.2.2 Для изготовления крышек применяют:
- жесть белую электролитического лужения марок ЭЖК и ЭЖК-Д номеров от 18 до 25, со степенью твердости А 2, класс покрытия I и II по ГОСТ 13345;
- жесть белую горячего лужения марки ГЖК со степенью твердости А1, А2, и В, классом покрытия оловом I и II по ГОСТ 13345, лакированную.
По согласованию с потребителем допускается применять жесть других видов, марок и толщин с оговоренным уровнем технических характеристик, обеспечивающих возможность ее использования для изготовления крышек.
5.2.3 Материалы, применяемые для изготовления крышек, должны быть допущены и разрешены для контакта с пищевыми продуктами и детским питанием органами здравоохранения и не должны ухудшать органолептические и токсиколого-гигиенические показатели упаковываемой продукции.
5.2.4 Лакокрасочные материалы, применяемые для лакирования внутренней поверхности крышки, должны быть разрешены органами здравоохранения для контакта с пищевыми продуктами и детским питанием и не ухудшать органолептические и токсиколого-гигиенические показатели упаковываемой продукции.
5.2.5 Уплотнительные кольца должны изготавливаться из материалов, имеющих разрешение органов здравоохранения для контакта с пищевыми продуктами и детским питанием.
5.3 Упаковка
5.3.1 Крышки собирают в стопки по 50 или 100 шт., заворачивают в оберточную бумагу по ГОСТ 8273 или полиэтиленовую термоусадочную пленку по ГОСТ 25951 и укладывают в мешки по ГОСТ 2226.
5.3.2 Допускается упаковывать крышки, предназначенные для домашнего консервирования, без вложенных уплотнительных колец. В этом случае уплотнительные кольца, связанные по 50 или 100 шт. шпагатом по ГОСТ 17308 или двумя кольцами, вкладывают в мешок с крышками.
5.3.3 Допускается, по согласованию с потребителем, применять другие виды упаковки, обеспечивающей сохранность крышек при их транспортировании и хранении.
5.4 Маркировка
5.4.1 На каждую упаковочную единицу с крышками наносят маркировку, содержащую:
- наименование и местонахождение, включая страну, изготовителя, информацию для связи с ним;
- наименование или обозначение крышек;
- обозначение настоящего стандарта;
- штриховой идентификационный код (для крышек, предназначенных для домашнего консервирования);
- единый знак обращения продукции на рынке государств - членов Таможенного союза в соответствии с [1];
- количество крышек в штуках и/или массу в килограммах;
- дату изготовления (месяц, год);
- отметку ОТК или информацию, подтверждающую качество продукции (протокол испытаний, гарантийный талон, удостоверение о качестве и др.);
- гарантийный срок;
- условия хранения, транспортирования;
- цифровое и (или) буквенное обозначение (аббревиатура) материала крышек в соответствии с [1] (приложение 3);
- пиктограмму и символ для укупорочных средств, предназначенной для контакта с пищевыми продуктами; возможность утилизации использованных укупорочных средств в соответствии с [1] (приложение 4).
5.4.2 Внутрь каждой упаковочной единицы должен быть вложен контрольный талон, дублирующий содержание маркировки по 5.4.1.
5.4.3 Транспортная маркировка - по ГОСТ 14192.
6 Требования к безопасности и охране окружающей среды
6.1 Крышки, изготовленные в соответствии с требованиями настоящего стандарта, не токсичны.
6.2 При изготовлении крышек должны соблюдаться требования безопасности по ГОСТ 12.0.001, ГОСТ 12.1.004, ГОСТ 12.1.005, ГОСТ 12.4.021 и национальные нормы по предельно-допускаемому содержанию вредных веществ в воздухе рабочей среды.
Параметры микроклимата производственных помещений должны соответствовать национальным нормам.
6.3 Рабочие места должны быть организованы в соответствии с требованиями безопасности по ГОСТ 12.2.003 и ГОСТ 12.2.061.
6.4 Оборудование должно соответствовать ГОСТ 12.2.003 и ГОСТ 12.2.049, оградительные устройства и предохранительные приспособления ГОСТ 12.2.062.
6.5 В производственных помещениях должен быть обеспечен эффективный воздухообмен, осуществляемый системами приточно-вытяжной вентиляции, рабочие места должны быть обеспечены отсасывающими устройствами и местными вытяжками.
6.6 Охрана окружающей среды - по ГОСТ 17.2.3.01. Выбросы вредных веществ в атмосферу - по ГОСТ 17.2.3.02.
6.7 Утилизацию отходов при производстве крышек и уплотнительных колец осуществляют в соответствии с требованиями национальных санитарных правил, порядком накопления, транспортирования, обезвреживания и захоронения токсичных промышленных отходов.
7 Правила приемки
7.1 Крышки принимают партиями. Партией считается количество крышек одного типоразмера, изготовленного из одного материала и оформленное одним документом о качестве, содержащим:
- товарный знак и (или) наименование изготовителя;
- наименование или обозначение, типоразмер крышек;
- количество крышек в партии;
- дату изготовления (месяц, год);
- обозначение настоящего стандарта;
- отметку ОТК или информацию, подтверждающую качество крышек.
Единый знак обращения продукции на рынке государств-членов Таможенного союза для сертифицированных крышек проставляют в документах о качестве и (или) в товаросопроводительной документации изготовителем или потребителем.
7.2 Контроль крышек проводят по двухступенчатому нормальному плану контроля по группам показателей, указанным в таблице 3.
Таблица 3
Группа показателей
| Наименование контролируемого показателя |
1 | Размеры, масса Герметичность укупоривания Органолептические показатели |
2 | Внешний вид Стойкость к горячей обработке Химическая стойкость лакокрасочного покрытия |
3 | Механическая прочность (адгезия) Санитарно-гигиенические требования |
7.3 Для контроля качества крышек из разных мест партии в зависимости от ее объема и ступени контроля отбирают выборки в соответствии с таблицей 4. Контролю подвергают всю выборку.
Таблица 4
В штуках
Объем партии | Ступень контроля | Объем выборки | Общий объем выборки
|
От 3200 до 10000 включ. | I
| 125 | 125 |
II | 125 | 250 | |
От 10 001 до 35000 включ. | I
| 200 | 200 |
II | 200 | 400 | |
От 35 001 до 150000 включ. | I
| 315 | 315 |
II | 315 | 630 | |
От 150 001 до 500000 включ. | I
| 500 | 500 |
II | 500 | 1000 |
7.4 Приемочное и браковочное число для групп контролируемых показателей в соответствии с таблицей 5.
Таблица 5
В штуках
Ступень контроля | Группа показателей 1 | Группа показателей 2 | Группа показателей 3 | |||
| Приемочное число | Браковочное число | Приемочное число
| Браковочное число | Приемочное число | Браковочное число |
I | 1 | 4 | 2
| 5 | 5 | 9 |
II
| 4 | 5 | 6 | 7 | 12 | 13 |
I | 2 | 5 | 3
| 7 | 7 | 11 |
II
| 6 | 7 | 8 | 9 | 18 | 19 |
I | 3 | 7 | 5
| 9 | 11 | 16 |
II
| 8 | 9 | 12 | 13 | 26 | 27 |
I | 5 | 9 | 7
| 11 | 11 | 16 |
II
| 12 | 13 | 18 | 19 | 26 | 27 |
7.5 По показателям группы 3 контролируют образцы, взятые из выборки по 7.3. Объем выборки, а также приемочное и браковочное число для данной группы показателей в соответствии с таблицей 6.
Таблица 6
В штуках
Ступень контроля | Объем выборки | Общий объем выборки | Группа 3 | |
|
|
| Приемочное число | Браковочное число
|
I | 32 | 32 | 0 | 3
|
II | 32 | 64 | 3 | 4
|
I | 50 | 50 | 1 | 4
|
II | 50 | 100 | 4 | 5
|
I | 80 | 80 | 2 | 5
|
II | 80 | 160 | 6 | 7
|
7.6 Решение о партии
7.6.1 Партию принимают, если количество дефектных крышек в выборке по каждому показателю меньше или равно приемочному числу, указанному в таблицах 5 и 6.
7.6.2 Если количество дефектных единиц более или равно браковочному числу партию считают неприемлемой.
8 Методы контроля
8.1 Внешний вид крышек и уплотнительных колец, маркировку и упаковку контролируют визуально сравнением с образцом-эталоном и/или ТД.
8.1.1 Контроль качества выполнения рисунка и текста проводят визуальным осмотром сравнением с образцом-эталоном. Смещение рисунка относительно центра крышек измеряют линейкой измерительной металлической с ценой деления 1 мм по ГОСТ 427.
8.1.2 Контроль упругости вогнутой поверхности поля крышки.
Крышку берут двумя руками и усилием двух больших пальцев надавливают на центр крышки. При этом вогнутая поверхность должна прогибаться и после снятия нагрузки возвращаться в исходное положение.
8.2 Контроль геометрических размеров крышек
8.2.1 Наружный и внутренний диаметры крышек контролируют штангенциркулем с ценой деления 0,05 мм по ГОСТ 166. Диаметр измеряют в двух диаметрально-противоположных направлениях. Измеренные значения диаметра должны соответствовать требованиям ТД на крышки конкретного типоразмера.
8.2.2 Высоту крышки контролируют при помощи индикатора часового типа ИЧ-10 по ГОСТ 577, закрепленным в стойке для измерительных головок типа C-IV по ГОСТ 10197. Измерительный наконечник индикатора опускают до надежного контакта с рабочей поверхностью столика стойки и устанавливают нулевой отсчет по шкале индикатора. Поднимают измерительный наконечник индикатора и на столик устанавливают крышку вогнутой поверхностью вниз. Опускают измерительный наконечник индикатора до касания с поверхностью крышки и снимают отсчет по шкале индикатора, который равен высоте крышки.
8.3 Толщину и ширину уплотнительного кольца контролируют штангенциркулем в четырех точках, расположенных равномерно по окружности кольца. За результат принимают среднее арифметическое четырех измерений.
8.4 Твердость уплотнительных колец контролируют прибором для измерения твердости резины по Шору А 2033 ТИР или на приспособлении с индикатором часового типа по ГОСТ 577 с использованием шарового индентора (наконечника).
Твердость контролируют в средней части кольца в четырех точках, расположенных равномерно по окружности кольца. За результат измерений принимают среднее арифметическое четырех измерений.
8.5 Массу крышек контролируют на весах лабораторных с ценой деления не более 0,1 г по ГОСТ 24104.
Масса крышек должна соответствовать требованиям ТД на крышки конкретного типоразмера.
8.6 Испытание на герметичность укупоривания проводят одним из следующих способов
8.6.1 Способ 1. Стеклянные банки наполняют водой температурой 80°С-85°С до уровня нижнего края венчика горловины, обеспечивая создание свободного пространства. Испытываемую крышку опускают в горячую воду при той же температуре. Затем банку с водой вручную укупоривают испытываемой крышкой и через 1 ч переворачивают банку вверх дном на фильтровальную бумагу. Через 20 мин проверяют герметичность укупоривания визуально. Признаком герметичности укупоривания является отсутствие следов воды на фильтровальной бумаге.
8.6.2 Способ 2. Стеклянные банки наполняют водой температурой 80°С до уровня нижнего края венчика горловины, обеспечивая создание свободного пространства. Наполненные банки укупоривают на паровакуумной укупорочной машине. Допускается использование другого оборудования в соответствии с ТД на крышки конкретного типоразмера.
Укупоренные банки с водой подвергают термообработке в автоклаве в течение 90 мин при температуре (121±2)°С. Затем банки оставляют на хранение в помещении с температурой воздуха (20±5)°С на сутки. Укупоренную банку переворачивают вверх дном и устанавливают на фильтровальную бумагу. Через 20 мин потерю герметичности проверяют визуально. Признаком герметичности укупоривания является отсутствие следов воды на фильтровальной бумаге.
8.7 Стойкость к горячей обработке
Лакокрасочное покрытие крышки должно выдерживать без видимых изменений кипячение в питьевой воде по ГОСТ 3351 в течение 1 ч. Допускается незначительное изменение блеска и цвета лакокрасочного покрытия крышки по сравнению с образцом-эталоном.
8.8 Контроль химической стойкости лакокрасочного покрытия крышек.
8.8.1 Контроль проводят в одном из модельных растворов:
- крышек промышленного применения - путем стерилизации при температуре (120±2)°С в течение 2 ч;
- крышек для домашнего консервирования - путем кипячения, или пастеризации при температуре (100±2)°С в течение 1 ч.
8.8.2 Подготовка к контролю
8.8.2.1 Все модельные среды готовят на дистиллированной воде, концентрация модельных сред по 5.1.2 (таблица 2, показатель 5).
8.8.2.2 Перед контролем путем кипячения из крышек удаляют резиновые кольца.
Крышки, предназначенные для контроля в дистиллированной воде, промывают раствором пищевой соды с массовой долей 5%, тщательно, несколько раз промывают водой, нагретой до температуры 45°С, затем проточной водопроводной и дистиллированной водой.
8.8.2.3 Для контроля крышек путем стерилизации применяют стеклянные банки по ГОСТ 5717.2.
Для контроля крышек путем кипячения применяют химические стаканы по ГОСТ 25336.
8.8.2.4 Для контроля крышек путем кипячения отобранные крышки помещают в банку (химический стакан). В случае контроля крышек в банках с диаметром отверстия меньше диаметра крышки, допускается отрезать не более одной четвертой части испытуемой крышки и большую часть крышки помещать в банку (химический стакан).
Между крышками должны быть уложены прокладки из стеклянных палочек для свободного доступа раствора ко всей поверхности крышек.
Не допускается проведение контроля одной и той же крышки более чем в одной модульной среде.
8.8.3 Проведение контроля путем стерилизации
8.8.3.1 В банку заливают модельную среду, нагретую до температуры 80°С-85°С до перелива через край. Банку укупоривают крышкой и стерилизуют в автоклавах или стерилизаторе паровом медицинском по ГОСТ 19569 в воде.
8.8.3.2 При проведении испытания в стерилизаторе на горловины закатанных стеклянных банок с испытываемыми крышками надевают прижимные устройства, предотвращающие срыв крышек с банок.
8.8.3.3 Стерилизацию проводят при температуре (120±2)°С в течение 2 ч. Время повышения температуры в автоклаве (стерилизаторе) - 25-30 мин, снижение температуры до 30°С-40°С в течение 25-30 мин.
8.8.3.4 Банки оставляют на 10 сут при комнатной температуре. Охлажденные банки вскрывают, крышки промывают дистиллированной водой и высушивают фильтровальной бумагой.
8.8.4 Проведение контроля путем кипячения
8.8.4.2 Проводят кипячение в течение 1 ч.
Во время кипячения необходимо поддерживать постоянную концентрацию раствора, доливая его по мере выкипания до первоначального объема: растворы хлористого натрия и винной кислоты - дистиллированной водой, а раствор уксусной кислоты - исходным раствором. Кипение растворов должно быть не бурным, но заметным.
8.8.4.3 После окончания испытаний крышки извлекают из стакана, промывают в дистиллированной воде и просушивают фильтровальной бумагой.
8.8.5 Оценка результатов контроля химической стойкости лакокрасочного покрытия
8.8.5.1 По окончании испытания лакокрасочное покрытие на внутренней поверхности должно оставаться без изменений по сравнению с образцом, не подвергавшимся испытаниям.
8.8.5.2 Состояние покрытия, на крышках после испытаний оценивают визуально.
При оценке состояния лакокрасочного покрытия крышек зону деформированной части (до 10 мм) от места отреза на отрезанных секторах крышек во внимание не принимают.
8.8.5.3 Допускаются незначительные изменения цвета и блеска покрытия, посветление и потемнение в местах дефектов поверхности жести, не приводящие к нарушению пленки лакокрасочного покрытия.
Состояние наружной поверхности крышек после испытаний в модельных средах не оценивают.
8.8.5.4 Модельную среду после испытаний сливают в стеклянный химический стакан и ее прозрачность оценивают визуально в проходящем свете.
В растворах не должно быть постороннего запаха.
В растворе хлористого натрия допускаются незначительное окрашивание раствора, осадок солей железа и по месту срезов крышек налет коррозии.
Другие модельные среды после проведения испытаний должны оставаться прозрачными.
8.9 Органолептические показатели (запах и привкус вытяжек, наличие в них мути, осадка, количество миграции органических веществ и ингредиентов лакокрасочного покрытия) контролируют методами, утвержденными органами санэпиднадзора.
8.10 Контроль адгезии лакокрасочного покрытия проводят методом отслаивания по ГОСТ 15140 (метод 1) или методом решетчатых надрезов по ГОСТ 15140 (метод 2).
Адгезию оценивают в соответствии с ГОСТ 15140.
8.11 Санитарно-гигиенические показатели определяют в соответствии с требованиями нормативных документов, действующих на территории стран, принявших настоящий стандарт.
9 Транспортирование и хранение
9.1 Крышки транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на каждом виде транспорта.
9.2 Крышки хранят в отапливаемом помещении с относительной влажностью не более 80%, по условиям хранения 1 ГОСТ 15150.
10 Гарантии изготовителя
10.1 Изготовитель гарантирует соответствие качества крышек требованиям настоящего стандарта при соблюдении потребителем условий хранения и применения.
10.2 Гарантийный срок - один год с даты изготовления.
Библиография
[1] | Технический регламент Таможенного союза ТР ТС 005/2011 | О безопасности упаковки |
УДК 683.533.12(083.74)(476) | МКС 55.040 |
Ключевые слова: крышки металлические, технические требования, правила приемки, транспортирование и хранение | |
