ГОСТ 34419-2018
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СРЕДСТВА УКУПОРОЧНЫЕ МЕТАЛЛИЧЕСКИЕ ДЛЯ УПАКОВКИ С ПИЩЕВЫМИ ЖИДКОСТЯМИ, ИМЕЮЩИМИ ИЗБЫТОЧНОЕ ДАВЛЕНИЕ
Общие технические условия
Sealing metal means for packaging with food liquids under overpressure. General specifications
МКС 55.100; 55.040
Дата введения 2019-04-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 415 "Средства укупорочные", организацией Обществом с ограниченной ответственностью "Центр стандартизации испытаний "Продмаштест" (ООО "ЦСИ "Продмаштест")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 мая 2018 г. N 109-П)
За принятие проголосовали:
Краткое наименование страны по | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 12-2023).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 27 июня 2018 г. N 362-ст межгосударственный стандарт ГОСТ 34419-2018 введен в действие в качестве национального стандарта Российской Федерации с 1 апреля 2019 г.
5 Настоящий стандарт разработан с учетом основных нормативных положений международного документа "CE.T.I.E - Practical guidelines for bottling. Guideline N 3" ("Международный технический центр по розливу и соответствующей упаковке - Практическое руководство для розлива. Руководство N 3")
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
ВНЕСЕНА поправка, опубликованная в ИУС N 12, 2023 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на средства укупорочные металлические, предназначенные для герметизации упаковки с пищевыми жидкостями, имеющими избыточное давление (далее - металлические укупорочные средства), и устанавливает их классификацию, параметры, технические требования, методы контроля, правила приемки, транспортирования и хранения.
Настоящий стандарт следует применять при укупоривании бутылок с игристыми и газированными винами, пивом и другими газированными алкогольными и безалкогольными напитками.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.302-88 (ИСО 1463-82, ИСО 2064-80, ИСО 2106-82, ИСО 2128-76, ИСО 2177-85, ИСО 2178-82, ИСО 2360-82, ИСО 2361-82, ИСО 2819-80, ИСО 3497-76, ИСО 3543-81, ИСО 3613-80, ИСО 3882-86, ИСО 3892-80, ИСО 4516-80, ИСО 4518-80, ИСО 4522-1-85, ИСО 4522-2-85, ИСО 4524-1-85, ИСО 4524-3-85, ИСО 4524-5-85, ИСО 8401-86) Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 12.0.001-82 Система стандартов безопасности труда. Основные положения*
_______________
* В Российской Федерации действует ГОСТ Р 12.0.001-2013 "Система стандартов безопасности труда. Основные положения".
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.4.021-75 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 17.2.3.01-86 Охрана природы. Атмосфера. Правила контроля качества воздуха населенных пунктов
ГОСТ 17.2.3.02-2014 Правила установления допустимых выбросов загрязняющих веществ промышленными предприятиями
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 908-2004 Кислота лимонная моногидрат пищевая. Технические условия
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 5817-77 Реактивы. Кислота винная. Технические условия
ГОСТ 6709-72 Вода дистиллированная. Технические условия
ГОСТ 9142-2014 Ящики из гофрированного картона. Общие технические условия
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 12026-76 Бумага фильтровальная лабораторная. Технические условия
ГОСТ 13345-85 Жесть. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 32180-2013 Средства укупорочные. Термины и определения
ГОСТ 33757-2016 Поддоны плоские деревянные. Технические условия
ГОСТ OIML R 76-1-2011 Государственная система обеспечения единства измерений. Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 32180, а также следующие термины с соответствующими определениями:
3.1 плакетка: Металлический вкладыш, вставляемый в мюзле (проволочный предохранитель) и служащий для фиксации в нем пробки.
3.2 скоба: Изогнутый металлический U-образный зажим, служащий для фиксации полимерных пробок на венчике горловины бутылки.
4 Классификация
4.1 Металлические укупорочные средства классифицируют по назначению на виды:
- мюзле, для закрепления корковых и полимерных пробок в бутылках с жидкостями с содержанием более 3 г/л;
- скоба, для закрепления полимерных тиражных пробок в бутылках с жидкостями с содержанием от 1,2 до 3 г/л.
4.2 Мюзле подразделяют по конструктивному исполнению на типы:
- тип I - мюзле без плакетки (см. приложение А):
а) изготовленное из одного отрезка проволоки, с одной фиксированной ножкой, которая не имеет петли и на 1 мм короче остальных;
б) изготовленное из двух отрезков проволоки или из двух частей, с четырьмя свободными ножками, равными по длине, имеющими свою петлю. Второй отрезок проволоки образует поясок;
- тип II - мюзле с плакеткой (см. приложение Б):
а) изготовленное из одного отрезка проволоки, с одной фиксированной ножкой, которая не имеет петли и на 1 мм короче остальных и с неориентированной плакеткой;
б) изготовленное из двух отрезков проволоки или из двух частей, с четырьмя свободными ножками, равными по длине, имеющими свою петлю и с ориентированной плакеткой. Второй отрезок проволоки образует поясок;
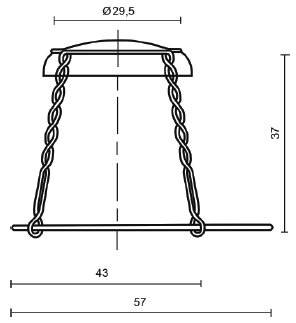
- тип III - ленточное мюзле (см. приложение В): изготовленное из двух частей, алюминиевой ленты (полоски) и проволоки, образующей поясок.
4.2.1 Хвостик мюзле должен иметь от четырех до пяти витков и прилегать к нижнему ободку мюзле. Витки должны быть уложены плотно, не находя друг на друга.
4.3 Скобу изготовляют из стальной проволоки U-образной формы с загнутыми концами (см. приложение Г).
4.4 Допускают изготовление мюзле другого конструктивного исполнения при соблюдении остальных технических характеристик.
5 Основные параметры и размеры
5.1 Размеры металлических укупорочных средств должны соответствовать требованиям стандартов, технической и конструкторской документации, образцам-эталонам и рисункам на изделия конкретных типоразмеров.
5.2 Размерные параметры металлических укупорочных средств должны соответствовать параметрам пробок и наружным размерам венчика горловины бутылки.
6 Технические требования
6.1 Характеристики
6.1.1 Металлические укупорочные средства изготовляют в соответствии с требованиями настоящего стандарта, по технической и конструкторской документации и/или утвержденным образцам-эталонам на изделия конкретных типоразмеров.
6.1.2 Наружная и внутренняя поверхности металлических укупорочных средств не должны иметь загрязнений. Не допускается наличие деформации, следов коррозии, разрывов, щербин, разрезов, заусенцев, острых краев, плохо закрытых (открытых) петель на ножках, асимметричных и неровных краев плакетки, вогнутой поверхности плакетки.
6.1.3 Покрытие на изделии должно быть непрерывным, равномерным по всей поверхности изделия, иметь прочное сцепление с основным металлом, без отслоений, трещин, темных пятен, матовых и флюсовых пятен (для цинкового покрытия).
6.1.4 Лакокрасочное покрытие, нанесенное на изделие, должно быть непрерывным, равномерным, сплошным, без вздутий, отслаивания, трещин и натеков.
6.1.5 Лакокрасочное покрытие должно быть химически стойким к модельным средам.
6.1.6 Металлические укупорочные средства изготовляют неокрашенными и окрашенными, с надписями, рисунками и без них. Виды и способы отделки, художественного оформления указывают в документации на укупорочные средства конкретных типоразмеров и согласовывают в виде оригинала-макета.
6.1.7 Надписи и рисунки должны иметь четкий отпечаток, без пропусков и искажений воспроизводимого оригинала с точной передачей цветов.
6.1.8 Пример фиксации металлических укупорочных средств - под венчиком горловины бутылки (см. приложение Ж).
6.1.9 Отклонение массы изделия от номинального значения - в соответствии со стандартами или с технической документацией на изделия конкретного вида и типоразмера.
6.2 Требования к сырью и материалам
6.2.1 Для изготовления металлических укупорочных средств применяют следующие материалы:
для мюзле:
- проволоку стальную, низкоуглеродистую, оцинкованную, диаметром 0,95/1,0±0,02 мм, с относительным удлинением не менее 18%, разрушающим напряжением 290-470 Н/мм, с толщиной цинкового покрытия не менее 35 г/м
;
- проволоку стальную, низкоуглеродистую, с нанесенным лаковым покрытием различной цветовой гаммы, диаметром 0,95/1,0±0,02 мм, толщиной лакового покрытия не менее 10 мк;
- ленту из листового алюминия, соответствующую требованиям технической документации;
для плакетки:
- жесть листовую, белую, электролитического лужения, марки ЭЖК по ГОСТ 13345, толщиной 0,22+0,02 мм с оловянным покрытием с каждой стороны 2,8 г/м, твердостью А1.
Допускается использовать импортную жесть, соответствующую требованиям ГОСТ 13345;
для скобы:
- проволоку стальную диаметром 4,0 мм по ГОСТ 3282.
6.2.2 По согласованию изготовителя с заказчиком при изготовлении мюзле, плакетки и скобы допускается использовать материалы с другими размерными характеристиками.
6.3 Маркировка
6.3.1 Маркировка должна содержать информацию, необходимую для идентификации материала, из которого изготовлены металлические укупорочные средства, а также информацию о возможности их утилизации.
При наличии технологических и конструктивных возможностей, определяемых изготовителем, маркировка наносится непосредственно на укупорочные средства, а при их отсутствии соответствующая информация указывается в сопроводительной документации на укупорочные средства.
6.3.2 В сопроводительных документах приводят информацию с указанием:
- наименования металлических укупорочных средств;
- наименования и местонахождения изготовителя (юридический и/или фактический адрес), товарного знака предприятия-изготовителя (при наличии);
- даты изготовления (месяц, год);
- количества изделий;
- информации о назначении изделий;
- цифрового кода и/или буквенного обозначения (аббревиатуры) материала, из которого изготовлено изделие (см. приложение Е);
- условий хранения, транспортирования, возможности утилизации;
- информации, подтверждающей качество изделий (удостоверение о качестве, протокол испытаний и др.).
6.3.3 Транспортная маркировка - по ГОСТ 14192.
6.4 Упаковка
6.4.1 Мюзле формируют в пачки с равномерным шагом от 4 до 6 мм (см. приложение Д) по 50-85 шт. каждая, с последующей укладкой в ящики из гофрированного картона по ГОСТ 9142 или коробки по технической документации, обеспечивающие сохранность качества изделий при транспортировании.
Допускается размещать мюзле на шпагах, длина которых соответствует размерам коробки и обеспечивает требуемый шаг между мюзле. Шпаги с мюзле располагают по направляющей для удобства при использовании.
По согласованию изготовителя с заказчиком допускается другая укладка мюзле в упаковку, обеспечивающую сохранность качества изделий при транспортировании.
Скобы упаковывают насыпью, используя любую упаковку, обеспечивающую сохранность качества изделий при транспортировании.
6.4.2 Упаковка должна обеспечивать сохранность изделий от загрязнений, потерь, защиту от атмосферных осадков и воздействия прямых солнечных лучей.
6.4.3 При формировании транспортного места ящики устанавливают на плоские деревянные поддоны по ГОСТ 33757 размером 8001200 мм высотой в количестве пяти рядов. По согласованию изготовителя с заказчиком допускается другое формирование транспортного места.
6.4.4 Ящики на поддонах закрепляют от падений с помощью полимерной пленки по ГОСТ 10354, обеспечивающей их надежное крепление.
6.4.5 По согласованию изготовителя с заказчиком допускаются другие виды упаковки, обеспечивающие сохранность и качество изделий при транспортировании и хранении.
7 Требования безопасности и охраны окружающей среды
7.1 Металлические укупорочные средства, изготовленные в соответствии с требованиями настоящего стандарта, нетоксичны.
7.2 При изготовлении изделий следует соблюдать правила безопасности по ГОСТ 12.0.001 и меры пожарной безопасности по ГОСТ 12.1.004, а также типовые правила пожарной безопасности для промышленных предприятий.
7.3 Контроль за содержанием вредных веществ в воздухе рабочей зоны производственных помещений, класс опасности и действие на организм человека проводят в соответствии с требованиями ГОСТ 12.1.005.
7.4 Производственные помещения должны быть оборудованы общеобменной вентиляцией, обеспечивающей концентрацию вредных веществ в воздухе рабочей зоны, не превышающую предельно допустимую. Система вентиляции производственных, складских и вспомогательных помещений - по ГОСТ 12.4.021.
7.5 Охрана окружающей среды - по ГОСТ 17.2.3.01. Выбросы вредных веществ в атмосферу - по ГОСТ 17.2.3.02.
7.6 Утилизацию отходов при производстве металлических укупорочных средств осуществляют в соответствии с требованиями санитарных правил порядка накопления, транспортирования, обезвреживания и захоронения промышленных отходов, действующих в государствах, проголосовавших за принятие этого стандарта.
8 Правила приемки
8.1 Металлические укупорочные средства принимают партиями. Партией считают количество изделий одного назначения, наименования, вида, одного типоразмера и состава, произведенных практически в одинаковых условиях и сопровождаемых одним документом о качестве, содержащим:
- наименование предприятия-изготовителя и товарный знак (при наличии);
- юридический и/или фактический адрес предприятия-изготовителя;
- наименование и обозначение изделий, их типоразмер и состав (материалы);
- номер партии;
- количество изделий в партии;
- дату изготовления и срок хранения [если установлен изготовителем (поставщиком)];
- обозначение стандарта и/или технической документации на изделия конкретного вида и типоразмера;
- результаты испытаний или подтверждение о соответствии качества металлических укупорочных средств требованиям настоящего стандарта и/или технической документации на изделия конкретного вида и типоразмера.
8.2 Каждую партию подвергают наружному осмотру, при котором определяют сохранность упаковки и правильность маркировки. Для контроля упаковки от партии отбирают выборку объемом в соответствии с таблицей 1.
Таблица 1
Количество единиц упаковки в партии, шт. | Количество единиц упаковки, подвергающейся контролю, шт. | Приемочное число | Браковочное число | ||||
До | 15 | включ. | Все единицы | 0 | 1 | ||
Св. | 15 | " | 200 | " | 15 | 0 | 1 |
" | 200 | " | 1000 | " | 25 | 1 | 2 |
8.3 Контроль качества изделий на соответствие требованиям настоящего стандарта проводят по двухступенчатому нормальному плану контроля при общем уровне контроля II и значениях предела приемлемого качества AQL в соответствии с таблицей 2.
Таблица 2
Контролируемый показатель | Значение предела приемлемого качества AQL, % |
Внешний вид | 1,0 |
Геометрические размеры | 0,65 |
Прочность сцепления покрытия | 2,5 |
8.4 Для контроля качества партии из разных мест отбирают изделия методом случайной выборки в объемах, указанных в таблице 3. Каждую выборку отбирают от полной партии.
Таблица 3
Количество изделий в | Объем выборки, шт. | Двухступенчатый выборочный план нормального контроля при пределе приемлемого качества AQL, %, выборки | ||||||||||||
партии, шт. | Первой | Второй | 0,65 | 1,0 | 2,5 | |||||||||
Первой | Второй | Первой | Второй | Первой | Второй | |||||||||
С1 | С2 | С3 | С4 | С1 | С2 | С3 | С4 | С1 | С2 | С3 | С4 | |||
От 1201 до 3200 включ. | 80 | 160 | 0 | 3 | 3 | 4 | 1 | 3 | 4 | 5 | 3 | 6 | 9 | 10 |
От 3201 до 10000 включ. | 125 | 250 | 1 | 3 | 4 | 5 | 2 | 5 | 6 | 7 | 5 | 9 | 12 | 13 |
От 10001 до 35000 включ. | 200 | 400 | 2 | 5 | 6 | 7 | 3 | 6 | 9 | 10 | 7 | 11 | 18 | 19 |
От 35001 до 150000 включ. | 315 | 630 | 3 | 6 | 9 | 10 | 5 | 9 | 12 | 13 | 11 | 16 | 26 | 27 |
От 150001 до 500000 включ. | 500 | 1000 | 5 | 9 | 12 | 13 | 7 | 11 | 18 | 19 | 11 | 16 | 26 | 27 |
Св. 500000 | 800 | 1600 | 7 | 11 | 18 | 19 | 11 | 16 | 26 | 27 | 11 | 16 | 26 | 27 |
8.5 По результатам контроля первой выборки партию принимают, если число несоответствующих изделий в выборке меньше или равно С1, и бракуют, если число несоответствующих изделий в выборке больше или равно С2.
Если число несоответствующих изделий в выборке больше С1, но меньше С2, для контроля качества отбирают вторую выборку.
По результатам контроля второй выборки партию принимают, если число несоответствующих изделий в двух выборках меньше или равно С3.
Партию бракуют, если число несоответствующих изделий в двух выборках больше или равно С4.
8.6 Результаты испытаний по второй выборке являются окончательными.
8.7 Отклонение количества изделий в единице упаковки не должно превышать ±1%.
9 Методы контроля
9.1 Перед испытаниями образцы выдерживают не менее 4 ч при температуре (21±3)°С и относительной влажности (60±5)%.
9.2 Внешний вид
9.2.1 Внешний вид металлических укупорочных средств контролируют визуально без применения увеличительных приборов, путем сравнения с образцами-эталонами, согласованными изготовителем с заказчиком.
9.2.2 Внешний вид покрытия, нанесенного на изделие, контролируют визуально невооруженным глазом на расстоянии 25 см от поверхности при естественном освещении или искусственном освещении не менее 300 лк при применении лампы накаливания и не менее 500 лк при применении люминесцентной лампы.
9.3 Геометрические размеры
Размеры металлических укупорочных средств проверяют штангенциркулем по ГОСТ 166 с ценой деления 0,05 мм, металлической линейкой по ГОСТ 427 или другими измерительными приборами, обеспечивающими точность измерения в соответствии с требованиями стандартов и технической документацией на конкретное изделие.
9.4 Определение массы
Массу изделий определяют на весах высокого класса точности (II) по ГОСТ OIML R 76-1 с пределом допускаемой абсолютной погрешности не более ±0,1 г. За результат испытаний принимают среднеарифметическое значение десяти измерений.
9.5 Контроль химической стойкости лакокрасочного покрытия
Испытания проводят на 10 образцах изделий с нанесенным лакокрасочным покрытием путем кипячения в дистиллированной воде по ГОСТ 6709 и модельных средах, имитирующих пищевую (приготовленных на дистиллированной воде):
- водный раствор винной кислоты по ГОСТ 5817 с массовой долей 2%;
- водный раствор лимонной кислоты по ГОСТ 908 с массовой долей 2%.
В химические стаканы с образцами заливают модельные среды, нагретые до температуры 80°С в таком объеме, чтобы образцы были полностью погружены в раствор. Стаканы накрывают фарфоровыми или стеклянными чашками, наполненными холодной водой, и устанавливают на нагревательные приборы. Во время кипячения (в течение одного часа) необходимо поддерживать постоянную концентрацию раствора, доливая его по мере выкипания до первоначального объема растворы винной и лимонной кислот дистиллированной водой. Кипение должно быть небурным, но заметным. После окончания испытания образцы извлекают, промывают дистиллированной водой и высушивают на фильтровальной бумаге по ГОСТ 12026. Состояние покрытий на образцах после испытаний оценивают сравнением с образцами-эталонами визуально. Покрытие должно соответствовать требованиям 6.1.4 и 6.1.5, иметь цвет и блеск, свойственные применяемым лакокрасочным материалам. Допускается незначительное изменение цвета и блеска покрытия.
9.6 Контроль прочности сцепления покрытия
Прочность сцепления цинкового и оловянного покрытий на 10 образцах проводят по ГОСТ 9.302 следующими методами:
9.6.1 Метод нагрева
Изделие с цинковым покрытием нагревают до температуры (190±10)°С, а изделие с оловянным покрытием нагревают до температуры (150±10)°С и выдерживают их при указанных температурах в течение 1 ч, затем охлаждают на воздухе.
9.6.2 Метод изменения температуры
Изделие с цинковым покрытием нагревают до температуры (190±10)°С, а изделие с оловянным покрытием нагревают до температуры (150±10)°С и выдерживают их при указанных температурах в течение 15 мин, а затем быстро охлаждают, погружая в воду с температурой 15°С- 25°С.
Положительным результатом испытаний является отсутствие на изделиях вздутий и отслаивания покрытий.
10 Транспортирование и хранение
10.1 Металлические укупорочные средства транспортируют всеми видами транспорта в сухих, чистых транспортных средствах в соответствии с правилами перевозки грузов, действующими на каждом виде транспорта.
10.2 Металлические укупорочные средства хранят в сухом закрытом помещении, на расстоянии не менее 1 м от нагревательных приборов, при температуре от 4°С до 25°С и относительной влажности воздуха не более 65%. В окружающем воздухе не должно быть кислотных и других агрессивных паров, влияющих на качество изделий.
10.3 Упаковка с изделиями перед использованием должна быть выдержана в производственном помещении не менее 12 ч.
11 Гарантии изготовителя
11.1 Изготовитель гарантирует соответствие металлических укупорочных средств требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
11.2 Гарантийный срок хранения металлических укупорочных средств с даты изготовления - один год.
Приложение А
(рекомендуемое)
Мюзле без плакетки
|
| |
Рисунок А.1 -Тип lа | Рисунок А.2 - Тип 1б | |
| ||
Рисунок А.3 - Размеры | ||



Приложение Б
(рекомендуемое)
Мюзле с плакеткой
|
| |
Рисунок Б.1 - Тип IIа | Рисунок Б.2 - Тип IIб | |
|
| |
Рисунок Б.3 - Тип IIб | Рисунок Б.4 - Размеры |



Приложение В
(рекомендуемое)
Мюзле ленточное
|
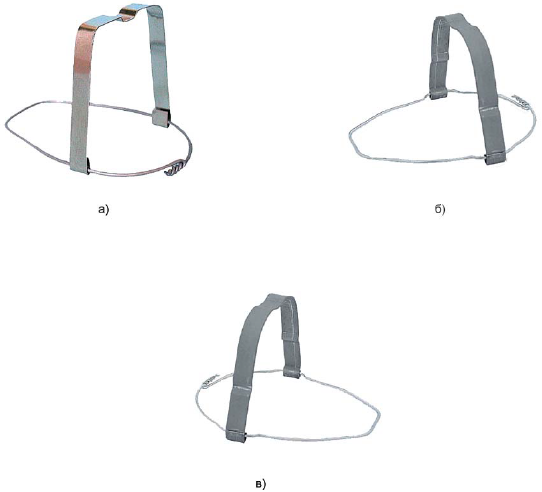
Рисунок В.1 -Тип III
Приложение Г
(рекомендуемое)
Скоба
|
Рисунок Г.1 - Скоба
Приложение Д
(рекомендуемое)
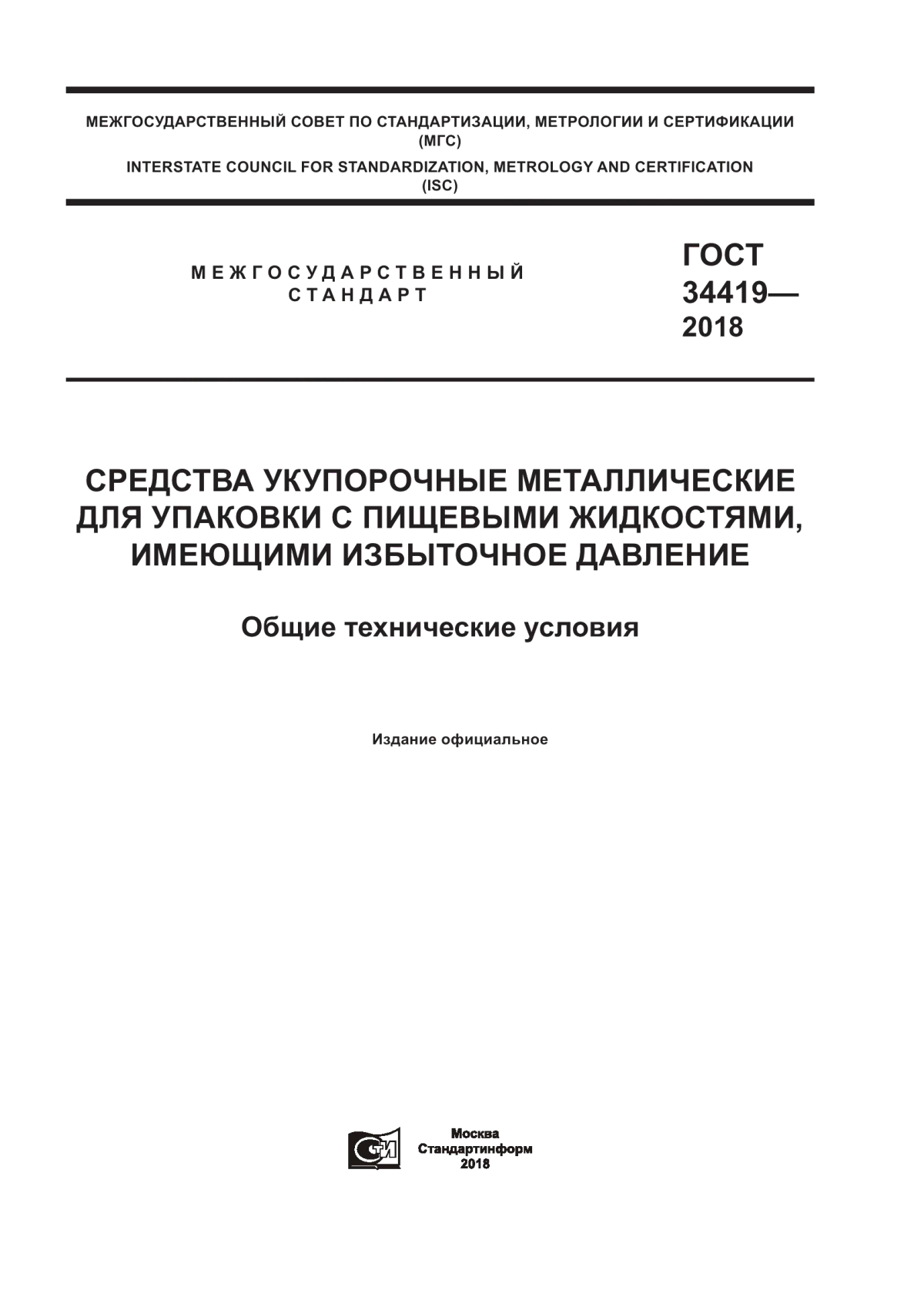
Параметры мюзле с плакеткой
|

Рисунок Д.1 - Мюзле с плакеткой
Приложение Е
(обязательное)
Идентификация изделий
Е.1 Цифровой код и буквенное обозначение (аббревиатура) материала, из которого изготовляют мюзле и скобу, указаны в таблице Е.1.
Таблица Е.1
Материал | Аббревиатура | Цифровой код |
Сталь | FE | 40 |
Алюминий | ALU | 41 |
Приложение Ж
(рекомендуемое)
Фиксация мюзле и скобы
|
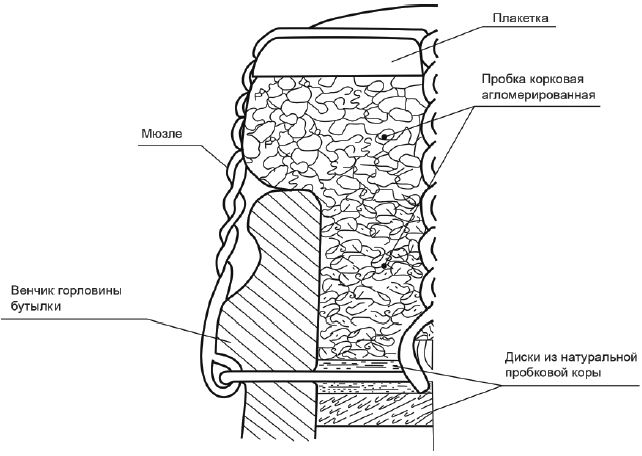
Рисунок Ж.1 - Правильная фиксация мюзле на корковой пробке под венчиком горловины бутылки
|
|
|
Рисунок Ж.2 - Фиксация мюзле с плакеткой | Рисунок Ж.3 - Фиксация ленточного мюзле | Рисунок Ж.4 - Фиксация мюзле без плакетки |



|

Рисунок Ж.5 - Фиксация мюзле с плакеткой на корковой пробке
|
|
Рисунок Ж.6 - Фиксация мюзле без плакетки на полимерной пробке | Рисунок Ж.7 - Фиксация скобы |


УДК 683.531.13:006.354 | МКС 55.100; 55.040 | |
Ключевые слова: мюзле, скоба, плакетка, пробка, венчик горловины бутылки | ||
Редакция документа с учетом
изменений и дополнений подготовлена
