ГОСТ 25749-2020
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КРЫШКИ МЕТАЛЛИЧЕСКИЕ ВИНТОВЫЕ
Общие технические условия
Metal winding lids. General specifications
МКС 55.040
55.100*
________________
* Поправка
Дата введения 2021-04-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 415 "Средства укупорочные"
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 мая 2020 г. N 130-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 7 июля 2020 г. N 343-ст межгосударственный стандарт ГОСТ 25749-2020 введен в действие в качестве национального стандарта Российской Федерации с 1 апреля 2021 г.
5 ВЗАМЕН ГОСТ 25749-2005
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНА поправка, опубликованная на официальном сайте Росстандарта России rst.gov.ru по состоянию на 08.04.2023
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на металлические винтовые крышки (далее - крышки), предназначенные для укупоривания стеклянной упаковки с пищевыми продуктами и жидкостями, в том числе с детским питанием, и устанавливает их классификацию, параметры, технические требования, а также требования безопасности и охраны окружающей среды, методы контроля, правила приемки, транспортирования и хранения.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 12.0.001* Система стандартов безопасности труда. Основные положения
_______________
* В Российской Федерации действует ГОСТ Р 12.0.001-2013.
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.4.021 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 17.2.3.01 Охрана природы. Атмосфера. Правила контроля качества воздуха населенных пунктов
ГОСТ 17.2.3.02 Правила установления допустимых выбросов загрязняющих веществ промышленными предприятиями**
_______________
** В Российской Федерации действует ГОСТ Р 58577-2019 "Правила установления нормативов допустимых выбросов загрязняющих веществ проектируемыми и действующими хозяйствующими субъектами и методы определения этих нормативов".
ГОСТ 61 Реактивы. Кислота уксусная. Технические условия
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 263 Резина. Метод определения твердости по Шору А
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 577 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 908 Кислота лимонная моногидрат пищевая. Технические условия
ГОСТ 3351 Вода питьевая. Методы определения вкуса, запаха, цветности и мутности***
_______________
*** В Российской Федерации действует ГОСТ Р 57164-2016 "Вода питьевая. Методы определения запаха, вкуса и мутности".
ГОСТ 5717.2 Банки стеклянные для консервов. Основные параметры и размеры
ГОСТ 6709 Вода дистиллированная. Технические условия
ГОСТ 9142 Ящики из гофрированного картона. Общие технические условия
ГОСТ 10354 Пленка полиэтиленовая. Технические условия
ГОСТ 13345 Жесть. Технические условия
ГОСТ 13830 Соль поваренная пищевая. Общие технические условия*
_______________
* В Российской Федерации действует ГОСТ Р 51574-2018 "Соль пищевая. Общие технические условия".
ГОСТ 14192 Маркировка грузов
ГОСТ 25336 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 31149 (ISO 2409:2013) Материалы лакокрасочные. Определение адгезии методом решетчатого надреза
ГОСТ 31598 (EN 285:1996) Стерилизаторы паровые большие. Общие технические требования и методы испытаний
ГОСТ 33757 Поддоны плоские деревянные. Технические условия
ГОСТ 33772 Пакеты из бумаги и комбинированных материалов. Общие технические условия
ГОСТ OIML R 76-1 Государственная система обеспечения единства измерений. Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины со следующими определениями:
3.1 металлическая винтовая крышка: Металлическая крышка с уплотнительной прокладкой, закрепляемая на укупорочном кольце венчика горловины банки или бутылки и открываемая путем поворота против часовой стрелки.
3.2 уплотнительная прокладка: Рельефный или плоский горизонтальный вкладыш в виде кольца, предназначенный для плотного соединения крышки с торцевой поверхностью венчика горловины банки или бутылки.
3.3 корпус крышки: Наружная металлическая поверхность винтовой крышки.
4 Классификация
4.1 Крышки по конструктивному исполнению классифицируют на следующие типы:
- ТО - крышка с резьбовыми выступами:
- RTO - стандартная крышка;
- RTS - стандартная крышка, имеющая ступенчатый профиль в зоне уплотнения;
- RTB - стандартная крышка, имеющая специальную кнопку в центре для визуального и акустического контроля вакуума;
- RSB - стандартная крышка, имеющая ступенчатый профиль в зоне уплотнения и специальную кнопку в центре для визуального и акустического контроля вакуума;
- ПТ (РТ) - крышка без резьбовых выступов; данный тип крышки изготовляют с кнопкой контроля вакуума.
4.2 Крышки подразделяют по назначению:
- П - для пастеризуемой продукции;
- С - для стерилизуемой продукции;
- А - для алкогольной продукции.
Условное обозначение литографированных крышек - Л.
4.3 По согласованию с заказчиком допускается изготовлять крышки других типов и конструктивного исполнения и с другим исполнением уплотнительных прокладок при соблюдении требований технических характеристик.
5 Основные параметры и размеры
5.1 Типоразмеры и обозначения крышек приведены в таблице 1 и приложениях А и Б.
Таблица 1
Номинальный | Максимальный | Максимальная | ТО | ПТ | |||
диаметр, мм | диаметр D, мм | высота H, мм | RTO | RTS | RTB | RSB | PT |
27 | 30,80 | 12,55 | |||||
38 | 42,20 | 12,65 | |||||
40 | 43,35 | 10,80 | |||||
43 | 44,95 | 11,30 | |||||
48 | 50,05 | 11,30 | |||||
51 | 53,75 | 10,30 | |||||
53 | 56,50 | 12,45 | |||||
58 | 60,40 | 12,45 | |||||
63 | 66,65 | 12,45 | |||||
66 | 69,50 | 12,45 | |||||
70 | 70,55 | 10,30 | |||||
70 | 73,55 | 12,45 | |||||
77 | 80,25 | 12,45 | |||||
82 | 85,35 | 13,45 | |||||
89 | 92,95 | 14,35 | |||||
100 | 103,65 | 16,25 | |||||
110 | 113,40 | 18,85 | |||||
Примечание - В настоящей таблице знаком " | |||||||
5.2 Размеры крышек устанавливают в стандартах и/или в технической и конструкторской документации, образцах-эталонах и рисунках на изделия конкретных типоразмеров. Допускаемые отклонения и размеры конструктивных элементов крышек - по технической документации на крышки конкретных типоразмеров.
5.3 В зависимости от конфигурации венчика горловины стеклянной упаковки и количества заходов резьбы крышки подразделяют:
- на трехзаходные - 3;
- четырехзаходные - 4;
- шестизаходные - 6;
- восьмизаходные - 8.
5.4 Массу крышек на изделие конкретного типоразмера выражают в граммах с точностью до 0,01 г и устанавливают в стандартах и технической документации на крышки конкретных типоразмеров.
6 Технические требования
6.1 Крышки изготовляют в соответствии с требованиями настоящего стандарта и/или по технической и конструкторской документации, утвержденным образцам-эталонам и рисункам.
6.2 Основные показатели качества крышек должны соответствовать требованиям, указанным в таблице 2.
Таблица 2
Наименование показателя | Требования | Методы контроля |
1 Внешний вид: крышки | Наружная и внутренняя поверхности крышки не должны иметь загрязнений. На внутренней поверхности крышки не допускаются загрязнения, не смываемые водой. | По 9.1 |
уплотнительной прокладки | Прокладка должна быть равномерной и однородной по ширине, без разрывов. Не допускается наличие кратеров и пузырей. | По 9.2.2 |
2 Геометрические размеры | Должны соответствовать таблице 1, приложениям А и Б, а также технической документации на крышки конкретных типоразмеров | По 9.2 |
3 Герметичность | Крышки должны обеспечивать герметичность упаковки | По 9.4 |
4 Крутящий момент при открывании | Крутящий момент при открывании должен соответствовать значениям, указанным в таблице 6 и технической документации на крышки конкретных типоразмеров | По 9.5 |
5 Стойкость к горячей обработке | Крышки должны быть стойкими к горячей обработке. | По 9.6 |
6 Химическая стойкость лакокрасочного покрытия | Лакокрасочное покрытие на внутренней поверхности крышки, ограниченное уплотнительной прокладкой, и уплотнительная прокладка в процессе пастеризации и стерилизации должны быть устойчивы к воздействию модельных растворов | По 9.7 |
7 Механическая прочность (адгезия) лакокрасочного покрытия | Лакокрасочное покрытие на обеих сторонах крышки должно обладать адгезией не более двух баллов по ГОСТ 31149. | По 9.8 |
8 Рельеф жесткости крышек | Должен быть упругим при нажиме, кнопка контроля должна возвращаться в первоначальное состояние после снятия нагрузки | По 9.9 |
9 Органолептические показатели | Интенсивность запаха - не более одного балла. | По 9.10 |
6.3 Требования к сырью и материалам
6.3.1 Для изготовления крышек применяют следующие материалы:
- жесть белую электролитического лужения марки ЭЖК по ГОСТ 13345 или по технической документации;
- жесть хромированную марок ХЖК и ХЛЖК по стандартам и технической документации;
- жесть белую электролитического лужения импортную;
- материалы лакокрасочные по технической документации.
По согласованию с заказчиком допускается применять жесть других видов и марок с оговоренным уровнем технических характеристик, в том числе и с дифференцированным оловянным покрытием.
6.3.2 Уплотнительные прокладки изготовляют из пластизоля (пасты) или гранулята на основе поливинилхлорида по технической документации или из паст и гранулятов других полимерных материалов по стандартам или технической документации.
По согласованию с заказчиком допускается применять другие материалы по качеству не ниже указанных, обеспечивающих возможность их использования для изготовления крышек.
6.3.3 Крышки должны соответствовать санитарно-гигиеническим показателям, указанным в приложениях 1 и 2 [1], и/или требованиям, установленным законодательством государства, принявшего настоящий стандарт.
6.3.4 Органолептические показатели крышек определяют в соответствии с требованиями, установленными в приложении 1.1 [1], и/или по требованиям, установленным законодательством государства, принявшего настоящий стандарт.
6.4 Упаковка
6.4.1 Крышки формируют в стопы с последующей укладкой в бумажные пакеты по ГОСТ 33772 или ящики из гофрированного картона по ГОСТ 9142 с мешком-вкладышем из полиэтиленовой пленки по ГОСТ 10354.
6.4.2 При формировании транспортного места ящики следует устанавливать на плоские деревянные поддоны по ГОСТ 33757. Пакеты с крышками укладывают на поддоны, обвязывают полимерной обвязочной лентой и/или полимерной пленкой. Размеры поддона и транспортного пакета согласовывают с заказчиком.
6.4.3 По согласованию с заказчиком допускается применять другие виды упаковки, обеспечивающие сохранность крышек от загрязнений, потерь, защиту от атмосферных осадков и воздействия прямых солнечных лучей при транспортировании и хранении.
6.5 Маркировка
6.5.1 Маркировка должна содержать информацию, необходимую для идентификации материала, из которого изготовлены крышки, а также информацию о возможности их утилизации. При наличии технологических и конструктивных возможностей, определяемых изготовителем, маркировку наносят непосредственно на корпус крышки, а при их отсутствии соответствующую информацию указывают в сопроводительной документации.
6.5.2 В сопроводительных документах приводят информацию с указанием:
- наименования крышек;
- наименования и местонахождения изготовителя (юридический и/или фактический адрес), товарного знака предприятия-изготовителя (при наличии);
- даты изготовления (месяц, год);
- количества изделий;
- информации о назначении изделий (см. приложение В);
- цифрового кода и/или буквенного обозначения (аббревиатуры) материала, из которого изготовлен корпус крышки (см. приложение В);
- условий хранения, транспортирования, возможности утилизации;
- срок хранения, если установлен изготовителем (производителем);
- информации, подтверждающей качество изделий (удостоверение о качестве, протокол испытаний и др.).
6.5.3 Транспортная маркировка - по ГОСТ 14192.
7 Требования безопасности и охраны окружающей среды
7.1 Крышки, изготовленные в соответствии с требованиями настоящего стандарта, нетоксичны.
7.2 При изготовлении крышек следует соблюдать правила безопасности по ГОСТ 12.0.001 и меры пожарной безопасности по ГОСТ 12.1.004, а также типовые правила пожарной безопасности для промышленных предприятий.
7.3 Производственные помещения должны быть оборудованы общеобменной вентиляцией, обеспечивающей концентрацию вредных веществ в воздухе рабочей зоны, не превышающую предельно допустимую. Система вентиляции производственных, складских и вспомогательных помещений - по ГОСТ 12.4.021.
7.4 Охрана окружающей среды - по ГОСТ 17.2.3.01. Выбросы вредных веществ в атмосферу - по ГОСТ 17.2.3.02.
7.5 Утилизацию отходов при производстве металлических крышек осуществляют в соответствии с требованиями национальных санитарных правил порядком накопления, транспортирования, обезвреживания и захоронения промышленных отходов.
8 Правила приемки
8.1 Крышки принимают партиями. Партией считают количество крышек одного наименования, вида, типоразмера и состава, произведенных практически в одинаковых условиях и сопровождаемых одним документом о качестве, содержащим:
- наименование предприятия-изготовителя (производителя) и товарный знак (при наличии);
- юридический и/или фактический адрес предприятия-изготовителя (производителя);
- наименование и обозначение крышек, их типоразмер и состав (материалы);
- номер партии;
- количество крышек в партии;
- дату изготовления;
- срок хранения (если установлен изготовителем (производителем);
- обозначение стандарта и/или технической документации на крышки конкретного вида и типоразмера;
- результаты испытаний или подтверждение о соответствии качества крышек требованиям настоящего стандарта и/или технической документации на крышки конкретного вида и типоразмера.
8.2 Каждую партию подвергают наружному осмотру, при котором определяют сохранность упаковки и правильность маркировки. Для контроля упаковки от партии отбирают выборку объемом в соответствии с таблицей 3.
Таблица 3
Количество единиц упаковки в партии, шт. | Количество единиц упаковки, подвергающейся контролю, шт. | Приемочное число | Браковочное число | ||||
До | 15 | включ. | Все единицы | 0 | 1 | ||
Св. | 15 | " | 200 | " | 15 | 0 | 1 |
" | 200 | " | 1000 | " | 25 | 1 | 2 |
8.3 Контроль качества крышек на соответствие требованиям настоящего стандарта проводят по двухступенчатому нормальному плану контроля при общем уровне контроля II и значениях предела приемлемого качества AQL в соответствии с таблицей 4.
Таблица 4
Наименование контролируемого показателя | Значение предела приемлемого качества AQL, % |
Внешний вид | 1,0 |
Герметичность | 0,65 |
Крутящий момент при открывании | 2,5 |
8.4 Для контроля качества из разных мест партии методом случайной выборки отбирают крышки в объемах, указанных в таблице 5. Каждую выборку отбирают от полной партии.
Таблица 5
Количество крышек в партии, шт. | Объем выборки, шт. | Двухступенчатый выборочный план нормального контроля при пределе приемлемого качества AQL, %, выборки | |||||
первой | 0,65 | 1,0 | 2,5 | ||||
второй | первой | первой | первой | ||||
С1 | С2 | С1 | С2 | С1 | С2 | ||
От 1201 до 3200 включ. | 80 | 0 | 3 | 1 | 3 | 3 | 6 |
160 | 3 | 4 | 4 | 5 | 9 | 10 | |
От 3201 до 10000 включ. | 125 | 1 | 3 | 2 | 5 | 5 | 9 |
250 | 4 | 5 | 6 | 7 | 12 | 13 | |
От 10001 до 35000 включ. | 200 | 2 | 5 | 3 | 6 | 7 | 11 |
400 | 6 | 7 | 9 | 10 | 18 | 19 | |
От 35001 до 150000 включ. | 315 | 3 | 6 | 5 | 9 | 11 | 16 |
630 | 9 | 10 | 12 | 13 | 26 | 27 | |
От 150001 до 500000 включ. | 500 | 5 | 9 | 7 | 11 | 11 | 16 |
1000 | 12 | 13 | 18 | 19 | 26 | 27 | |
Св. 500000 | 800 | 7 | 11 | 11 | 16 | 11 | 16 |
1600 | 18 | 19 | 26 | 27 | 26 | 27 | |
8.5 По результатам контроля первой выборки партию принимают, если число несоответствующих крышек в выборке менее или равно С1, и бракуют, если число несоответствующих крышек в выборке более или равно С2.
Если число несоответствующих крышек в выборке более С1, но менее С2, для контроля качества отбирают вторую выборку.
По результатам контроля второй выборки партию принимают, если число несоответствующих крышек в двух выборках менее или равно С3.
Партию бракуют, если число несоответствующих крышек в двух выборках более или равно С4.
8.6 Результаты испытаний по второй выборке являются окончательными.
9 Методы контроля
Перед испытаниями крышки выдерживают не менее 4 ч при температуре (21±3)°С и относительной влажности (65±5)%.
9.1 Внешний вид
9.1.1 Внешний вид крышек и уплотнительных прокладок контролируют визуально без применения увеличительных приборов, путем сравнения с утвержденными образцами-эталонами.
9.1.2 Внешний вид лакокрасочного покрытия, нанесенного на крышку, контролируют визуально невооруженным глазом на расстоянии 25 см от поверхности при естественном освещении или искусственном освещении не менее 300 лк при применении лампы накаливания и не менее 500 лк при применении люминесцентной лампы.
9.1.3 Контроль качества выполнения рисунка и текста проводят наружным осмотром. Смещение рисунка относительно центра крышек измеряют линейкой по ГОСТ 427 с ценой деления 1 мм.
9.2 Геометрические размеры
9.2.1 Геометрические размеры крышек проверяют штангенциркулем по ГОСТ 166 с ценой деления 0,05 мм или другими измерительными приборами, обеспечивающими точность измерения в соответствии с требованиями стандартов и/или технической документацией на крышки конкретного типоразмера.
9.2.2 Твердость уплотнительной прокладки проверяют с помощью прибора для измерения твердости резины по Шору А по ГОСТ 263 или на приспособлении с индикатором часового типа по ГОСТ 577 с использованием шарового индентора (наконечника). Твердость проверяют в средней части прокладки в четырех точках по периметру. За результат испытаний принимают среднеарифметическое значение четырех измерений.
9.3 Массу крышек определяют на весах высокого класса точности (II) по ГОСТ OIML R 76-1 с пределом допускаемой абсолютной погрешности не более ±0,1 г. За результат испытаний принимают среднеарифметическое значение 10 измерений. Допустимое отклонение массы крышки от номинального значения устанавливают в стандартах и/или технической документации на крышки конкретного типоразмера.
9.4 Герметичность
Испытанию подвергают не менее 10 крышек на контрольных образцах стеклянной упаковки.
Герметичность стеклянной упаковки, укупоренной металлическими винтовыми крышками, проводят одним из следующих способов.
9.4.1 Способ I
Стеклянные банки или бутылки наполняют водой температурой (80±2)°С до уровня нижнего края венчика горловины, обеспечивая создание свободного пространства. Наполненные банки или бутылки укупоривают на паровакуумной укупорочной машине. Допускается использование другого оборудования в соответствии с технической документацией на крышки конкретных типоразмеров.
Укупоренные банки или бутылки с водой подвергают термообработке в автоклаве в условиях: при температуре (121±2)°С в течение 45 мин для крышек группы "С" и при температуре (100±2)°С в течение 15 мин для крышек группы "П", затем банки или бутылки оставляют на хранение в помещении с температурой воздуха (20±5)°С на сутки. Потерю герметичности проверяют визуально. Признаком герметичности упаковки является вогнутое положение "контрольной кнопки". При визуальной проверке также оценивают отпечаток венчика горловины стеклянной упаковки в материале уплотняющей прокладки (пластизоль), отпечаток должен быть непрерывным по всей длине окружности 360°.
9.4.2 Способ II
В стеклянную банку или бутылку заливают горячую питьевую воду температурой 80°С-85°С до уровня нижнего края венчика горловины, обеспечивая создание свободного пространства. Испытуемую крышку опускают в горячую воду при той же температуре. Затем банку с водой укупоривают вручную испытуемой крышкой и через 1 ч переворачивают вверх дном на фильтровальную бумагу. Через 20 мин проверяют герметичность упаковки.
Признаком герметичности упаковки является отсутствие следов воды на фильтровальной бумаге.
9.5 Крутящий момент
Испытанию подвергают не менее 10 крышек.
Крутящий момент при открывании определяют на упаковке, выдержавшей испытание по 9.4 на измерительном приборе (торсиометре) с пределом измерений от 0 до 6,0 Н·м или на другом приборе с точностью измерения 0,1 Н·м.
Банку или бутылку, укупоренную крышкой, устанавливают на тарелке прибора и фиксируют с помощью резьбового зажима, затем банку открывают против часовой стрелки с постепенным наращиванием усилия на крышку. Значение показателя крутящего момента М считывают со шкалы прибора и выражают в ньютонах на метр.
Значения крутящего момента при открывании крышек приведены в таблице 6.
Таблица 6
Номинальный диаметр крышки, мм | Крутящий момент М, Н·м |
27 | 1,2-1,8 |
33 | 1,2-2,0 |
38 | 1,3-2,1 |
40 | * |
43 | 1,4-2,2 |
48 | 1,5-2,4 |
51 | 1,5-2,5 |
53 | 1,6-2,7 |
58 | 2,5-3,2 |
63 | 3,0-3,8 |
66 | 3,1-4,0 |
70 | 3,4-4,2 |
70 | * |
77 | 3,8-4,6 |
82 | 4,2-5,0 |
89 | 4,4-5,2 |
100 | 5,2-6,0 |
110 | 5,5-6,0 |
* Значение крутящего момента при открывании крышек ПТ устанавливают в стандартах или технической документации. | |
9.6 Стойкость к горячей обработке
Испытанию подвергают не менее пяти крышек.
Лакокрасочное покрытие крышки должно выдерживать без видимых изменений кипячение в питьевой воде по ГОСТ 3351 в течение 1 ч.
Для контроля крышек путем кипячения отобранные крышки помещают в химические стаканы по ГОСТ 25336. В случае контроля крышек в стакане с диаметром отверстия менее диаметра крышки допускается отрезать не более одной четвертой части испытуемой крышки, большую часть крышки помещают в химический стакан.
Между крышками должны быть уложены прокладки из стеклянных, или силиконовых, или полипропиленовых палочек для свободного доступа раствора к поверхности крышек. В процессе кипячения следят за тем, чтобы крышки были полностью покрыты водой, при необходимости воду доливают.
Внешний вид наружного лакокрасочного покрытия крышки после испытаний оценивают визуально сравнением с образцом-эталоном. Внешний вид лакокрасочного покрытия наружной поверхности не должен измениться. Допускаются незначительное изменение цвета, блеска и осветление покрытия, не приводящие к нарушению пленки лакокрасочного покрытия. Уплотнительная прокладка не должна иметь признаков усадки, трещин, разрывов и размягчения.
9.7 Контроль химической стойкости лакокрасочного покрытия
9.7.1 Испытанию подвергают не менее 10 крышек с нанесенным лакокрасочным покрытием на внутреннюю поверхность путем кипячения в дистиллированной воде по ГОСТ 6709 и модельных средах, имитирующих пищевую продукцию (приготовленных на дистиллированной воде):
- водный раствор лимонной кислоты по ГОСТ 908 с массовой долей 2%;
- водный раствор поваренной соли по ГОСТ 13830 с массовой долей 5%;
- водный раствор, содержащий 2% уксусной кислоты по ГОСТ 61 и 2% поваренной соли по ГОСТ 13830 (только для крышек, изготовленных из жести марки ЭЖК).
В химические стаканы (по ГОСТ 25336) с образцами заливают модельные среды, нагретые до температуры (80±2)°С, в таком объеме, чтобы образцы были полностью погружены в раствор. Стаканы накрывают фарфоровыми или стеклянными чашками, наполненными холодной водой, и устанавливают на нагревательные приборы. Во время кипячения (в течение 15 мин) необходимо поддерживать постоянную концентрацию растворов, доливая по мере выкипания до первоначального объема:
- растворы лимонной кислоты и поваренной соли - дистиллированной водой;
- 2%-ный раствор уксусной кислоты, содержащий 2% поваренной соли, - 2%-ным раствором уксусной кислоты.
После окончания испытаний крышки извлекают из стакана, промывают в дистиллированной воде и просушивают фильтровальной бумагой.
9.7.2 Для контроля крышек путем стерилизации применяют стеклянные банки по ГОСТ 5717.2. В случае контроля крышек в банках с диаметром отверстия менее диаметра крышки допускается отрезать не более одной четвертой части испытуемой крышки, большую часть крышки помещают в банку. В банку заливают модельную среду температурой (80±2)°С, до перелива через край. Затем банку укупоривают крышкой и стерилизуют в автоклаве или паровом медицинском стерилизаторе по ГОСТ 31598 в воде.
9.7.3 При проведении испытания в стерилизаторе на горловины укупоренных стеклянных банок с испытуемыми крышками надевают прижимные устройства, предотвращающие срыв крышек с банок.
9.7.4 Стерилизацию крышек проводят при температуре (120±2)°С.
Время повышения температуры в автоклаве (стерилизаторе) - 25-30 мин, снижение до температуры 30°С-40°С в течение 25-30 мин.
9.7.5 Банки с крышками оставляют на 3 сут при комнатной температуре. Охлажденные банки вскрывают, крышки промывают дистиллированной водой и высушивают фильтровальной бумагой.
9.7.6 Испытание крышек, предназначенных для контакта с алкогольной продукцией, проводят следующим образом.
В химические стаканы (по ГОСТ 25336) с образцами заливают 20%-ный раствор этилового спирта, нагретый до температуры (40±2)°С, в таком объеме, чтобы образцы были полностью погружены в раствор для обеспечения контакта всей внутренней поверхности с модельной средой, стаканы накрывают стеклянными или фарфоровыми чашками и выдерживают образцы в течение 30 мин.
9.7.7 Оценка результатов контроля
По окончании испытания лакокрасочное покрытие на внутренней поверхности должно оставаться без изменений по сравнению с образцом, не подвергавшимся испытаниям.
Состояние покрытия на крышках после испытаний оценивают визуально.
Допускаются незначительные изменения цвета и блеска покрытия, осветление и потемнение, не приводящие к нарушению пленки лакокрасочного покрытия.
Состояние наружной поверхности крышек после испытаний в модельных средах не оценивают.
9.8 Механическая прочность лакокрасочного покрытия (адгезия)
Контроль адгезии лакокрасочного покрытия поверхности крышек проводят методом решетчатых надрезов по ГОСТ 31149.
9.8.1 Адгезию оценивают в соответствии с ГОСТ 31149 по схеме: "выдерживает испытание/не выдерживает испытание".
Сущность метода заключается в оценке устойчивости лакокрасочного покрытия к отслоению от окрашенной поверхности изделия при решетчатом надрезе (прямоугольная решетка) насквозь до его поверхности.
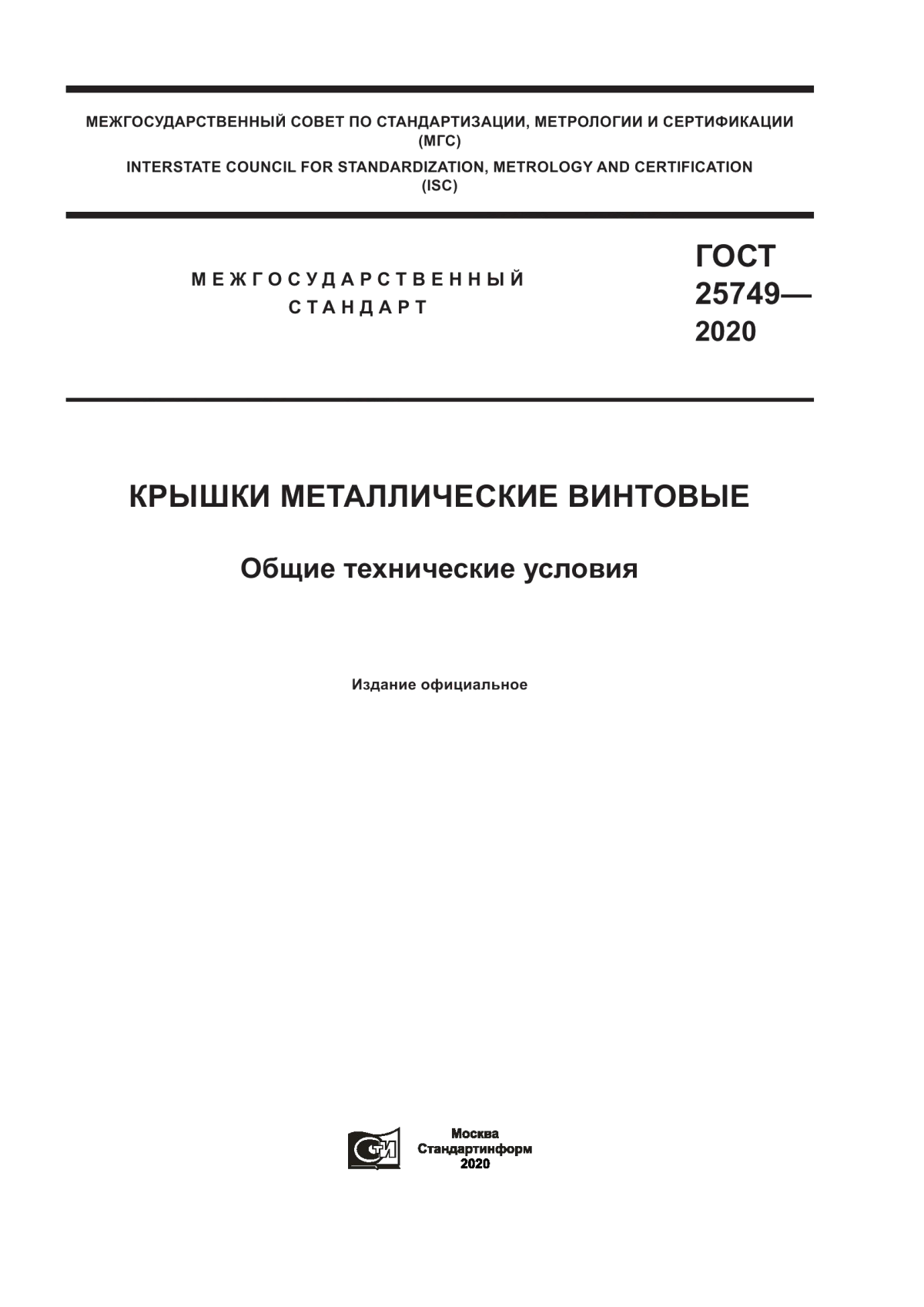
9.8.2 Адгезию оценивают по таблице 7, классифицируя поверхность покрытия испытуемого образца сравнением с рисунками.
Таблица 7
Балл | Описание поверхности лакокрасочного покрытия после нанесения надрезов в виде решетки | Внешний вид покрытия |
0 | Края надрезов полностью гладкие, нет признаков отслаивания ни в одном квадрате решетки |
|
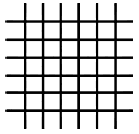
1 | Отслоение мелких чешуек покрытия на пересечении надрезов. Площадь отслоений немного превышает 5% площади решетки |
|
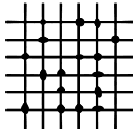
2 | Покрытие отслоилось вдоль краев и/или на пересечении надрезов. Площадь отслоений немного превышает 5%, но не более 15% площади решетки |
|
9.8.3 За результат испытания принимают значение адгезии в баллах, соответствующее большинству совпадающих значений, при этом расхождение между значениями не должно превышать один балл. При расхождении значений адгезии, превышающем один балл, испытание повторяют. За окончательный результат принимают среднее округленное значение. Лакокрасочное покрытие на обеих сторонах крышки должно обладать адгезией не более двух баллов.
9.9 Рельеф жесткости крышки должен быть упругим, т.е. при нажиме на кнопку контроля пальцами сверху выгибаться и возвращаться с акустическим эффектом в первоначальное состояние после снятия нагрузки. Центральная часть рельефа не должна выступать над периферийной частью крышки.
9.10 Органолептические показатели (запах и привкус вытяжек, наличие в них мути, осадка, количество миграции органических веществ и ингредиентов лакокрасочного покрытия) контролируют методами, утвержденными национальными органами санэпиднадзора.
10 Транспортирование и хранение
10.1 Крышки транспортируют в закрытых (защищенных от осадков и грунтовых вод) чистых, сухих, без посторонних запахов транспортных средствах в соответствии с правилами перевозки грузов, действующими на конкретных видах транспорта.
Транспортные пакеты на поддонах с крышками закрепляют таким образом, чтобы при транспортировании было исключено их смещение, вызывающее повреждения и разрушение.
10.2 Крышки хранят в сухом закрытом помещении на расстоянии не менее 1 м от нагревательных приборов, при температуре от 5°С до 30°С и относительной влажности воздуха не более 80%. Крышки должны быть защищены от воздействия прямых солнечных лучей. В окружающем воздухе не должно быть кислотных и других агрессивных паров, влияющих на качество изделий.
10.3 Упаковка с крышками перед использованием должна быть выдержана в производственном помещении 12 ч при температуре (21±3)°С.
11 Гарантии изготовителя
11.1 Изготовитель гарантирует соответствие крышек требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
11.2 Гарантийный срок хранения крышек с даты изготовления - один год.
11.3 По истечении гарантийного срока хранения решение об использовании крышек по назначению принимают по результатам повторной приемки в соответствии с 8.3-8.6.
Приложение А
(рекомендуемое)
Металлические винтовые крышки с резьбовыми выступами
|
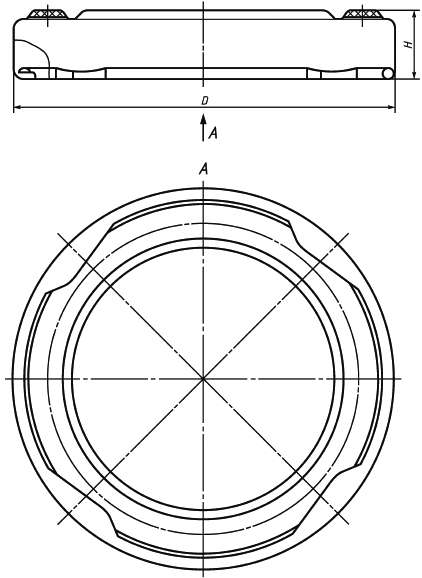
Рисунок А.1 - Крышка RTS
|
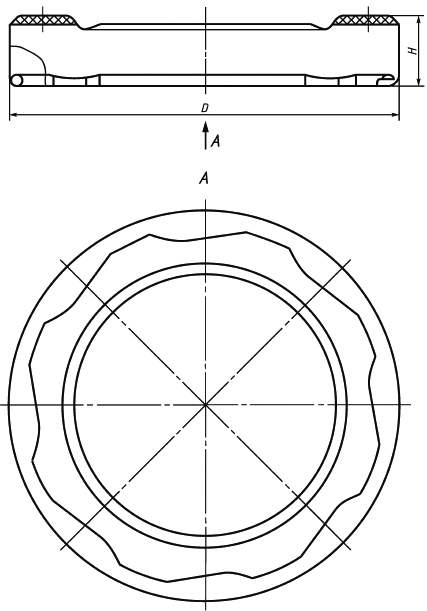
Рисунок А.2 - Крышка RTO
|
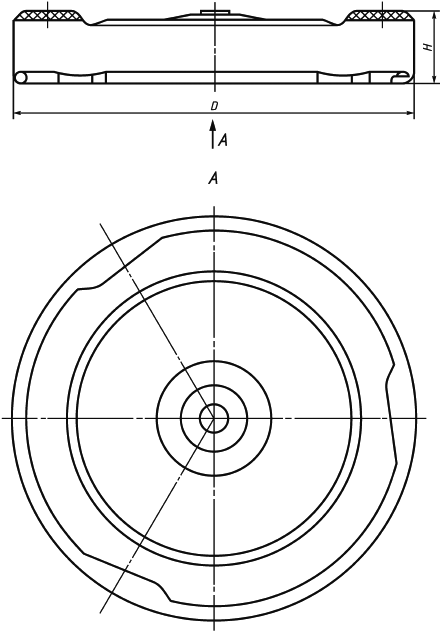
Рисунок А.3 - Крышка RTB
|

Рисунок А.4 - Крышка RSB
Приложение Б
(рекомендуемое)
Металлические винтовые крышки без резьбовых выступов
|
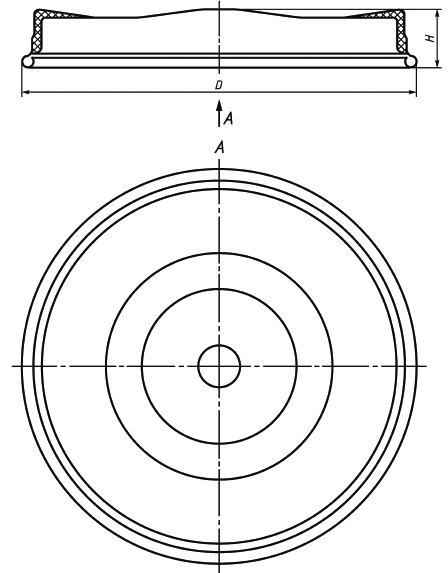
Рисунок Б.1 - Крышка ПТ
Приложение В
(обязательное)
Идентификация изделий
В.1 Цифровой код и/или буквенное обозначение (аббревиатура) материала, из которого изготовляют крышки, указаны в таблице В.1. При маркировании крышек указывают аббревиатуру металла, из которого изготовлен только корпус изделия, при этом материал, из которого изготовлена уплотнительная прокладка, не учитывают, т.к. она является составной частью крышки и системы укупорки упаковки.
Таблица В.1
Материал | Аббревиатура | Цифровой код |
Сталь | FE | 40 |
В.2 Символы по ГОСТ 14192*, содержащие информацию о назначении крышек, наносят непосредственно на крышку либо на упаковочный ярлык, упаковочный лист (вкладыш) либо указывают в сопроводительной документации (см. рисунки В.1 и В.2).
_______________
* Исполнение символов в цвете - по ГОСТ 14192-96 (пункт 5.10).
|

Рисунок В.1 - Крышка, предназначенная для контакта с пищевой продукцией
|
Рисунок В.2 - "Петля Мёбиуса" - возможность утилизации использованной крышки
Библиография
[1] | Технический регламент Таможенного союза | О безопасности упаковки (принят Решением Комиссии Таможенного союза от 16 августа 2011 г. N 769) |
УДК 683.531.13:006.354 | МКС 55.040 |
Ключевые слова: крышки металлические винтовые, крутящий момент при открывании, химическая стойкость лакокрасочного покрытия, герметичность | |
(Поправка).
Редакция документа с учетом
изменений и дополнений подготовлена
