
ГОСТ 17389-72*
Группа Г21
1032-1400
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ВТУЛКИ НАПРАВЛЯЮЩИЕ СТУПЕНЧАТЫЕ ПРЕСС-ФОРМ И ФОРМ ДЛЯ ЛИТЬЯ
ПОД ДАВЛЕНИЕМ
Конструкция и размеры
Step-shaped guide bushings of plastics moulds and die casting dies.
Construction and dimensions
Дата введения 1973-07-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 5 января 1972 г. N 14 срок введения установлен с 01.07.73
ВЗАМЕН MH 1523-61 в части исполнения 2 и МН 5174-63
* ПЕРЕИЗДАНИЕ (май 1992 г.) с Изменениями N 1, 2, утвержденными в апреле 1981 г., сентябре 1986 г. (ИУС 6-81, 11-86)
1. Настоящий стандарт распространяется на ступенчатые направляющие втулки пресс-форм для прессования изделий из реактопластов и форм для литья под давлением изделий из термопластов и цветных сплавов.
2. Конструкция и размеры направляющих втулок должны соответствовать указанным на чертеже и в таблице.
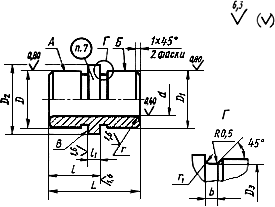
Размеры, мм
Обозна- | Приме- |
|
|
|
|
|
| Масса, кг | |||||
1032-1401 | 10 | 16 | 16 | 20 | 15,5 | 25 | 16 | 4,0 | 3 | 1,6 | 1,0 | 0,03 | |
1032-1402 | 12 | 18 | 18 | 22 | 17,5 | 0,04 | |||||||
1032-1403 | 16 | 22 | 22 | 28 | 21,5 | 32 | 20 | 0,05 | |||||
1032-1404 | 20 | 28 | 28 | 32 | 27,5 | 6,3 | 2,5 | 0,08 | |||||
1032-1405 | 25 | 36 | 36 | 40 | 35,5 | 40 | 25 | 0,18 | |||||
1032-1406 | 32 | 40 | 40 | 45 | 39,5 | 50 | 32 | 0,19 | |||||
1032-1407 | 40 | 50 | 50 | 56 | 49,5 | 60 | 40 | 0,36 | |||||
1032-1408 | 50 | 63 | 63 | 71 | 62,0 | 70 | 50 | 10,0 | 5 | 4,0 | 1,6 | 0,70 | |
1032-1409 | 63 | 80 | 80 | 90 | 79,0 | 80 | 60 | 1,30 |
Пример условного обозначения ступенчатой направляющей втулки размером =10 мм:
Втулка 1032-1401 ГОСТ 17389-72
(Измененная редакция, Изм. N 1).
3. Материал - сталь марки У8А по ГОСТ 1435-90*.
_________________
* На территории Российской Федерации действует ГОСТ 1435-99. - Примечание "КОДЕКС".
4. Твердость - 47...51 HRC.
(Измененная редакция, Изм. N 2).
5. Допуск радиального биения поверхностей А и Б относительно оси отверстия - по 6 степени точности ГОСТ 24643-81.
6. Допуск торцового биения поверхности В относительно оси отверстия - по 7 степени точности ГОСТ 24643-81.
7. Маркировать: условное обозначение без наименования детали и товарный знак предприятия-изготовителя. Допускается маркировку наносить на бирке для партии деталей с общим условным обозначением.
8. Остальные технические требования - по ГОСТ 17392-72.
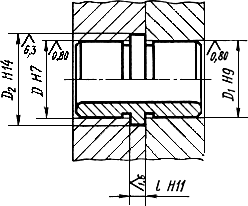
9. Примеры установки ступенчатой направляющей втулки приведены в рекомендуемом приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
ПРИМЕР УСТАНОВКИ СТУПЕНЧАТОЙ НАПРАВЛЯЮЩЕЙ ВТУЛКИ
Текст документа сверен по:
Направляющие и опорные детали
пресс-форм и форм для литья под давлением.
ГОСТ 17385-72-ГОСТ 17392-72: Сб. ГОСТов. -
М.: Издательство стандартов, 1992
