ГОСТ 3.1707-84
Группа Т53
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система технологической документации
ПРАВИЛА ЗАПИСИ ОПЕРАЦИЙ И ПЕРЕХОДОВ
Литье
Unified system for technological documentation. Rules for writing down operations and manufacturing steps. Casting
МКС 01.110
25.120.30
ОКСТУ 0003
Дата введения 1986-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Государственным комитетом СССР по стандартам, Министерством тракторного и сельскохозяйственного машиностроения СССР
ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23.11.84 N 3971
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта | |||
5
| ||||
5. ПЕРЕИЗДАНИЕ. Апрель 2003 г.
1. Настоящий стандарт устанавливает правила записи технологических операций и переходов литья.
Стандарт распространяется на технологические документы на все способы литья.
2. Наименование операций следует указывать в виде записи, имеющей краткую или полную форму.
2.1. При краткой форме записи наименование операции должно состоять из имени существительного в именительном падеже (см. приложение 1).
2.2. При полной форме записи наименование операции должно состоять из:
- краткой формы наименования операции в соответствии с приложением 1;
- наименования предмета труда, выраженного именем существительным в родительном падеже.
При полной записи наименования операции в ее состав допускается включать дополнительную информацию в соответствии с "Классификатором технологических операций в машиностроении и приборостроении".
Примечание. Допускается взамен наименования операции указывать код по "Классификатору технологических операций в машиностроении и приборостроении".
3. Запись содержания операций следует выполнять в виде маршрутного или операционного описания.
4. При разработке технологических процессов, включающих кроме операций и переходов литья наименования операций и переходов других методов обработки, например термообработки, обработки резанием, следует применять отраслевые нормативно-технические документы, устанавливающие правила записи операций и переходов других методов обработки.
5. При разработке документов следует отражать все необходимые требования и средства, обеспечивающие безопасность труда в соответствии с правилами, установленными ГОСТ 3.1120.
6. В содержание операций и переходов литья должны быть включены:
- ключевые слова, характеризующие метод обработки, выраженные глаголом в неопределенной форме, например "залить", "выбить";
- дополнительная информация, характеризующая количество изготавливаемых предметов труда и конструктивных элементов, а также средства технологического оснащения, например "плавильный", "формовочная", и количество средств технологического оснащения;
- наименование предметов труда и конструктивных элементов, например "стержень", "металл", "отливка";
- дополнительная информация о режимах, ссылки на чертежи, технологические инструкции (ТИ) и т.д.
7. Порядок составления записи содержания операций можно условно выразить в следующем виде:
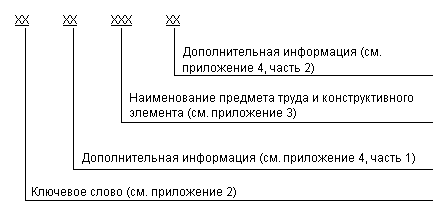
Примечание. При операционном описании дополнительная информация (см. приложение 4, часть 2) и части режимов может быть записана в соответствующих графах.
8. При разработке технологических процессов применяют полную или сокращенную запись содержания операций и переходов литья.
9. Полную запись содержания операций и переходов литья следует применять при отсутствии графического изображения. В этом случае следует указывать дополнительную информацию в соответствии с приложением 4 (части 1 и 2).
10. Сокращенную запись содержания операций и переходов литья следует применять при наличии соответствующего графического изображения и технологических инструкций, поясняющих выполнение операций. В этом случае в записи содержания операций дополнительную информацию допускается не указывать.
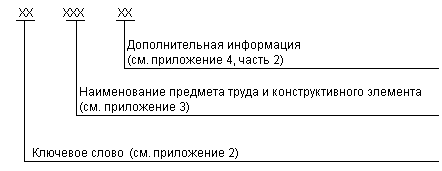
Порядок составления сокращенной записи содержания операций и переходов литья допускается условно представить в следующем виде:
11. При текстовой записи информации в технологических документах допускается применять сокращения слов и словосочетаний, приведенные в приложениях 3, 4 и установленные другими нормативно-техническими документами.
12. Выбор полной или сокращенной записи содержания операций и переходов определяется разработчиком документов.
13. Примеры записи полной и сокращенной формы содержания операций и переходов приведены в приложении 5.
14. Условные коды, приведенные в приложениях, служат только для составления записи содержания операций и переходов. Запись условных кодов в технологические документы вносить не требуется.
15. Информацию, не вошедшую в приложения, допускается устанавливать в отраслевых стандартах.
ПРИЛОЖЕНИЕ 1
Обязательное
ПЕРЕЧЕНЬ НАИМЕНОВАНИЙ ОПЕРАЦИЙ
Выбивка,
выдержка,
выплавление,
вытапливание,
грунтование,
загрузка,
заливка,
извлечение,
изготовление,
исправление,
крепление (закрепление),
маркирование (литьем),
модифицирование,
нагрев,
нанесение,
обдувка,
обмазка,
обрубка,
окрашивание,
отделка,
отрезка,
очистка,
охлаждение,
плавка,
подсушка,
продувка,
прокалка,
подготовка,
приготовление,
прошпиливание,
разборка,
размол,
распределение,
рафинирование,
регенерация,
сборка,
склеивание,
смазка,
спекание,
сушка,
удаление,
уплотнение,
установка,
формовка,
футеровка
ПРИЛОЖЕНИЕ 2
Обязательное
КЛЮЧЕВЫЕ СЛОВА И ИХ УСЛОВНЫЕ КОДЫ
Ключевое слово | Условный код | Условный код предметов труда и конструктивных элементов |
Выбить | 01 | 021; 025; 037; 038 |
Выдержать | 02 | 021 |
Выплавить | 03 | 031 |
Вытопить | 04 | 031 |
Грунтовать | 05 | 021 |
Загрузить | 06 | 016 |
Залить | 07 | 013; 026; 038 |
Извлечь | 08 | 021 |
Изготовить | 09 | 018; 019; 025; 033; 038 |
Исправить | 10 | 003 |
Крепить (закрепить) | 11 | 038 |
Маркировать (литьем) | 12 | 021 |
Модифицировать | 13 | 017 |
Нагреть | 14 | 013; 014; 038 |
Нанести | 15 | 024; 034 |
Обдуть | 16 | 018; 025; 026 |
Обмазать | 17 | 018; 026 |
Обрубить | 18 | 021; 027; 029 |
Окрасить | 19 | 018; 023; 025; 033; 038 |
Отделать | 20 | 018 |
Отрезать | 21 | 027; 029 |
Очистить | 22 | 021 |
Охладить | 23 | 021; 038 |
Плавить | 24 | 017; 032 |
Подсушить | 25 | 033 |
Продуть | 26 | 021; 023 |
Прокалить | 27 | 038; 019 |
Подготовить | 28 | 001; 016 |
Приготовить | 29 | 015; 024; 031; 034 |
Прошпилить | 30 | 038 |
Разобрать | 31 | 026; 038 |
Размолоть | 32 | 016; 031 |
Распределить | 33 | 030 |
Рафинировать | 34 | 017 |
Регенерировать | 35 | 034 |
Собрать | 36 | 002; 038 |
Склеить | 37 | 018; 033 |
Смазать | 38 | 038 |
Произвести спекание | 39 | 019 |
Сушить | 40 | 025; 033; 038 |
Удалить | 41 | 006; 010; 019; 030; 033; 035 |
Уплотнить | 42 | 030 |
Установить | 43 | 002; 004; 007; 020; 021; 022; 026; 038; 039 |
Формовать | 44 | 030; 031 |
Футеровать | 45 | 001; 012 |
Примечание. При записи содержания операций "Спекание", "Футеровка" допускается перед ключевым словом записывать слово "Произвести", например "Произвести футеровку... ".
ПРИЛОЖЕНИЕ 3
Рекомендуемое
НАИМЕНОВАНИЕ ПРЕДМЕТОВ ТРУДА И КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ, СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ И ИХ УСЛОВНЫЕ КОДЫ
Условный | Наименование предметов труда и конструктивных элементов, средств технологического оснащения | |
полное | сокращенное | |
001 | Агрегат | - |
002 | Блок | - |
003 | Дефект | Деф. |
004 | Жакет | - |
005 | Желоб | - |
006 | Жеребейка | Жер. |
007 | Изложница | Изл. |
008 | Камера | - |
009 | Кантователь | - |
010 | Каркас | - |
011 | Кессон | - |
012 | Ковш | - |
013 | Кокиль | - |
014 | Комплект | - |
015 | Краска | - |
016 | Материал | Матер. |
017 | Металл | Мет. |
018 | Модель | Мод. |
019 | Оболочка | - |
020 | Опока | - |
021 | Отливка | Отл. |
022 | Плита | - |
023 | Поверхность | Поверхн. |
024 | Покрытие | - |
025 | Полуформа | - |
026 | Пресс-форма | - |
027 | Прибыль | - |
028 | Рамка | - |
029 | Система | - |
030 | Смесь | - |
031 | Состав | - |
032 | Сплав | - |
033 | Стержень | - |
034 | Суспензия | - |
035 | Холодильник | Холод. |
036 | Шаблон | - |
037 | Штырь | - |
038 | Форма | - |
039 | Ящик | - |
ПРИЛОЖЕНИЕ 4
Рекомендуемое
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ И ЕЕ УСЛОВНЫЕ КОДЫ
Часть дополнительной информации | Условный код | Наименование дополнительной информации | Условные коды предметов труда и конструктивных элементов | |
полное | сокращенное | |||
1 | 01 |
| - | 005; 006; 033 |
02 | Противокоррозионная | Противокорроз. | 034 | |
03 | Верх | - | 025 | |
04 | Верхняя | - | 020 | |
05 | Внутренняя | Внутр. | 023 | |
06 | Вспомогательный | Вспом. | 016 | |
07 | Выжигаемая | Выжиг. | 018 | |
08 | Выплавляемая | Выплав. | 018 | |
09 | Единая | - | 030 | |
10 | Жидкий | Жидк. | 017; 032 | |
11 | Залитая | - | 007; 013; 038; 026 | |
12 | Керамический | Керамич. | 019 | |
13 | Литейный | Литейн. | 018; 020; 025; 027; 033; 036; 038 | |
14 | Литниковая | Литн. | 029 | |
15 | Лишняя | - | 030 | |
16 | Металлическая | Металлич. | 038 | |
17 | Модельный | Модельн. | 002; 019; 031 | |
18 | Наполнительная | Наполнит. | 028; 030 | |
19 | Наружная | Нар. | 023 | |
20 | Неразъемный | Неразъем. | 018 | |
21 | Нижняя | - | 020 | |
22 | Низ | - | 025 | |
23 | Облицовочная | Облиц. | 030 | |
24 | Оболочковая | Оболочк. | 025; 033; 038 | |
25 | Оборотная | Оборотн. | 030 | |
26 | Огнеупорная | Огнеуп. | 034 | |
27 | Отработанная | Отработ. | 030 | |
28 | Охлажденная | Охлажд. | 021 | |
29 | Плавильный | Плавил. | 001 | |
30 | Подопочная | - | 022 | |
31 | Прессовая | - | 022 | |
32 | Противопригарная | Противоприг. | 015 | |
33 | Пустая | - | 020 | |
34 | Рабочая | Рабоч. | 023 | |
35 | Раздаточный | Раздат. | 001 | |
36 | Разделительный | Разделит. | 024 | |
37 | Разливочный | Разлив. | 012 | |
38 | Разовая | - | 025; 038 | |
39 | Разъемный | Разъем. | 018 | |
40 | Рафинированный | Раф. | 017 | |
41 | Собранная | Собр. | 038 | |
42 | Стержневая | Стерж. | 030; 036; 039 | |
43 | Сушильная | Сушил. | 022 | |
44 | Формовочная | Формовоч. | 030; 036 | |
45 | Шихтовой | Шихт. | 016 | |
2 | 46 | При температуре ...°С | При т-ре ... °С | - |
47 | В течение ... минут | В теч. ... мин. | ||
48 | Согласно чертежу | Согл. черт. | ||
49 | Согласно эскизу | Согл. эск. | ||
50 | Согласно ТИ | Согл. ТИ | ||
51 | По шаблону | - | ||
ПРИЛОЖЕНИЕ 5
Рекомендуемое
ПРИМЕРЫ ПОЛНОЙ И СОКРАЩЕННОЙ ЗАПИСИ СОДЕРЖАНИЯ ОПЕРАЦИЙ И ПЕРЕХОДОВ
Запись содержания операций и переходов | |
полная | сокращенная |
Установить | Установить |
Выплавить модельный состав при температуре ... °С | Выплавить мод. состав согл. ТИ |
Грунтовать отливку при температуре ... °С | Грунтовать отл. согл. ТИ |
Залить формы из разливочного ковша | Залить формы согл. ТИ |
Электронный текст документа
и сверен по:
Единая система технологической
документации: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
