ГОСУДАРСТВЕННЫ! СТАНДАРТЫ СОЮЗА ССР
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ГОСТ 3.1502-74, ГОСТ 3.1503-74, ГОСТ 3.1504-74, ГОСТ 3.1506-75, ГОСТ 3.1601-74, ГОСТ 3.1602-74
Издание официальное
Ц«иа 33 wi.
УДК 002:62.001.81(083.96]|083.74)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система технологической документации ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ, ОБРАЩАЮЩИХСЯ В РЕМОНТНЫХ И ИНСТРУМЕНТАЛЬНЫХ ЦЕХАХ Unified system for technological documentation.
ГОСТ
3.1601-74
Rules ol drawing up documents. Applied jn repair and loal shoos
С
4- 7 У ГУ 7.
Постановлением Государственного действия установлен | комитета стандартов Совета Министров СССР от 4 февраля 1974 г. Не 340 срок с 01.07. 1975 г. до 01.01. 1980 г. Несоблюдение стандарт* преследуется по закону |
Настоящий стандарт устанавливает правила оформления технологических документов, разрабатываемых и применяемых и ремонтных и инструментальных цехах:
— маршрутной карты технологического процесса;
— маршрутной карты типового технологического процесса;
— ведомости детален (сборочных единиц) к типовому технологическому процессу;
— маршрутной карты ремонта.
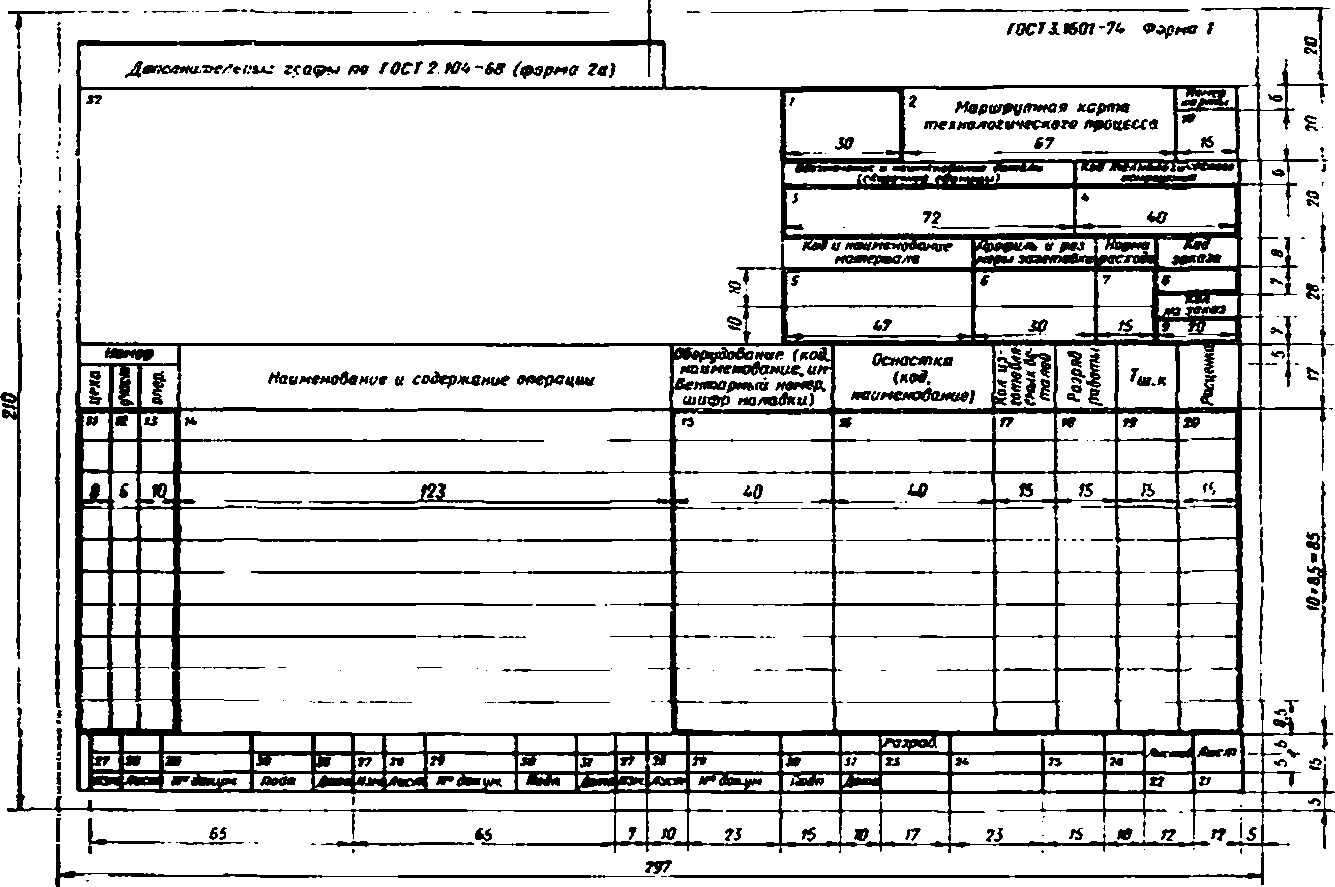
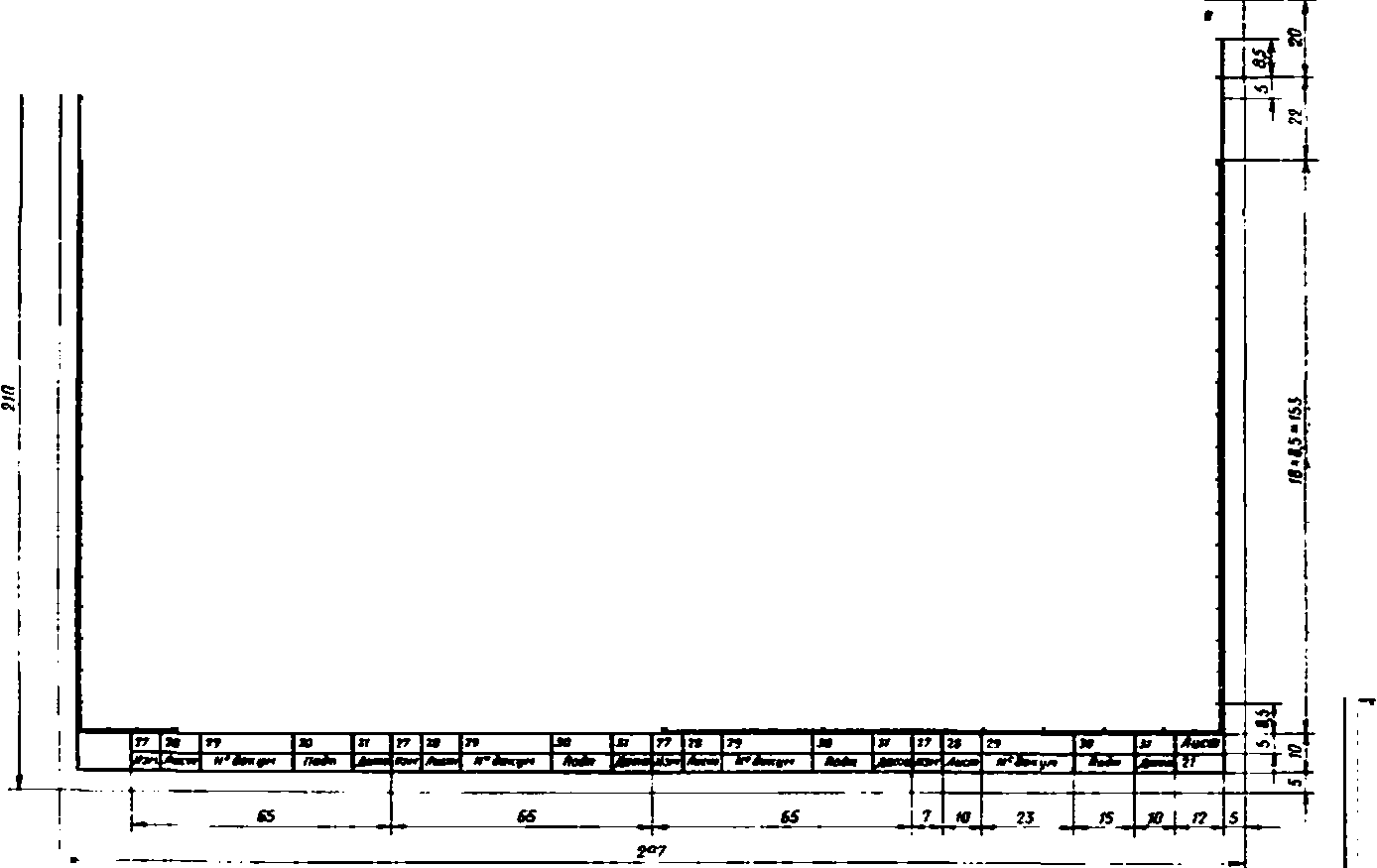
1. ПРАВИЛА ОФОРМЛЕНИЯ МАРШРУТНОЙ КАРТЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
1.1. Карта предназначена для описания технологического процесса изготовления или ремонта средств технического оснащения в технологической последовательности.
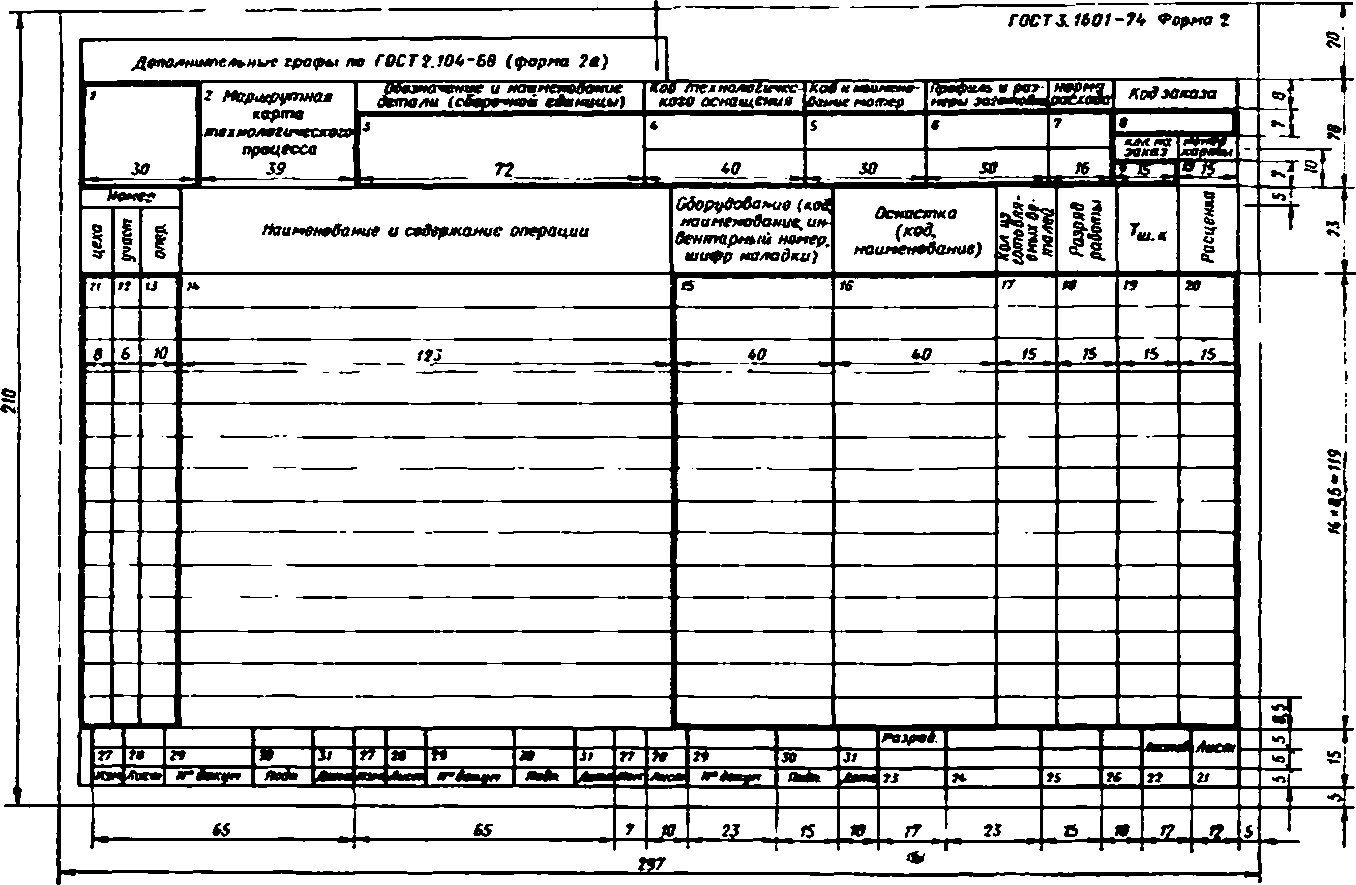
1.2. Карту следует составлять по формам 1 и 1а или 2 и 1а.
1.3. Графы форм следует заполнять в соответствии с табл. 1.
Таблица I
Номер графы | Содержание графы |
/ | Код предприятия (организации) — разработчика технологического документа. Допускается указывать наименование и индекс предприятия (организации)-разра* ботчнка |
2 | Наименование технологического документа |
8 | Обозначение ц наименование детали (сборочной единицы) или средой технологического оснащения по конструкторскому документу. Вместо обозначения допускается записывать номер позиций детали (сборочкой единицы) по конструкторскому документу |
4 | Код изготовляемых нли ремонтируемых средств технологического оснащения |
S | Код н наименование материала. Допускается указывать марку материала |
6 | Профиль и размеры заготовки |
7 | Норма расхода материала. Допускается графу не заполнять. |
8 | Код иди номер заказа на изготовление или ремонт средств технологического оснащения |
9 | Количество деталей (сборочных единиц) или средств технологического оснащения, изготовляемых или ремонтируемых по заказу |
10 | Номер технологического документа (слепыша), заполненного типографским способом и имеющего постоянную информацию по содержанию технологического процесса, операции в технологической последовательности в зависимости от технологических признаков, изготовляемых или ремонтируемых деталей (сборочных единиц) или средств технологического оснащения |
Издание официальное Перепечатка воспрещена
* Переиздание. Январь 1975 е.
Н
12
13
!4
15
16
17
IS
19
20
21
22
23
24
25
26
27—31
32
Номер цеха, в котором выполняется операция (процесс)
Номер участка или рабочего места
Номер операции (процесса) в технологической последовательности изготовления нлк ремонта изделия (включая (контроль и перемещения)
Нанмсловдпие и содержание оисрацип (процесса)
При необходимости перед наименованием операции (процесса) указывают обозначения документов, содержащих описание операции (процесса) или лополнтельяых требований к выполнению.
Допускается я графе указывать технические требования
Код. наименование (модель), инвентарный номер и шифр технологической наладки технологического оборудования.
Запись данных производят в порядке перечисления на отдельных строках.
Допускается не указывать наименование (модель), инвентарный номер к шифр технологической наладки
Код и наименование технологической оспастхи.
Допускается не указывать наименование
Количество изготовляемых или ремонтируемых деталей (сборочных единиц) или средств технического оснащения
Разряд работы, выполняемой на операции
Норма штучно-калькуляционного времени
Расцепка штучно-калькуляционного времени
Порядковый номер листа документа
Общее количество листов документа
Характер работы, выполняемой лицами, подписывающими документ
Фамилии лиц, подпнеавпгнх документ
Подписи лиц, фамилии которых указаны в графе 24
Дата подписания документа
Заполнение граф производят по ГОСТ 2.503—74
Эскиз (для формы I)
Примечание. Допускается использовать маршрут ную карту в качестве сопроводительного документа. В этом случае запись данных следует выполнять в виде дроби:
в графе 17 — в числителе указывают количество изготовляемых или ремонтных деталей (сборочных единиц), в знаменателе — количество деталей, принятых ОТК;
в графе /3 — в числителе указывают разряд работы, выполняемой на операции, п знаменателе — табельный номер рабочего;
в графе 19 — в числителе указывают норму штучно-калькуляционного времени, в знаменателе — дату приемки детали ОтК;
в графе 20 — в числителе указывают расценку штучно- калькуляционного времени, в зномепнтеле — подпись (штамп)
2. ПРАВИЛА ОФОРМЛЕНИЯ МАРШРУТНОЙ КАРТЫ ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
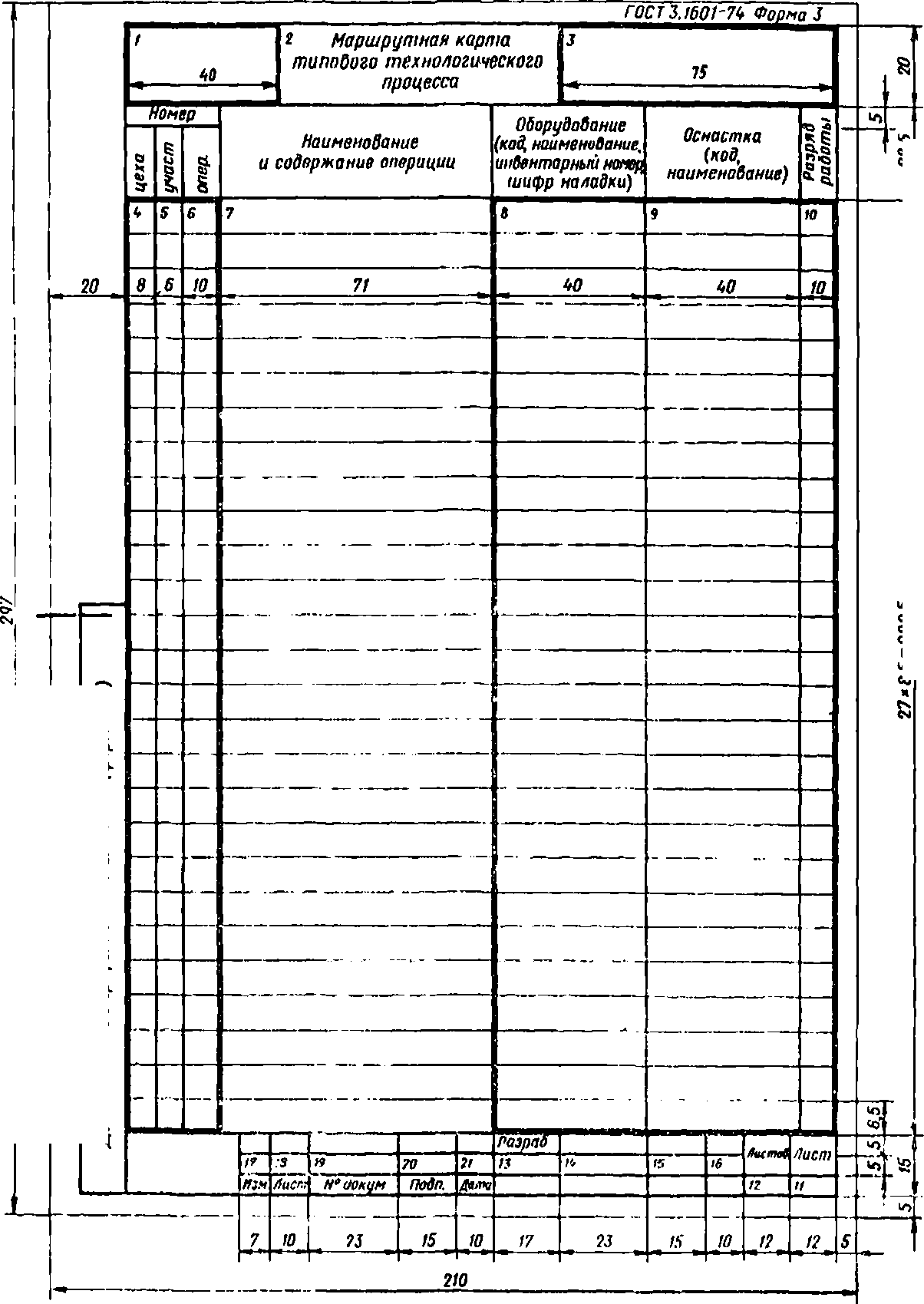
2.1. Карта предназначена для описания типового технологического процесса изготовления пли ремонта детален (сборочных единиц) в технологической последовательности. Карту следует применять совместно с формой 4 и 4а.
2.2. Карту следует составлять на тип деталей (сборочных единиц), объединенных на основе сходства формы и возможности изготовления по единому технологическому процессу по форме 3 и За.
2.3. Графы форм следует заполнять в соответствии с табл. 2.
Таблица 2
Номер графы | Содержалже графы |
1 | Код предприятия (организации) — разработчика технологического докумеита Допускается указывать наименование и индекс предприятия (организации)-разработчика Наименование технологического документа |
2 | |
3 | Обозначение н наименование типового технологического процесса. Допускается указывать номер стандарта или норматнвно-техиическоА докуыагта-ции на изготовляемые стандартные детали |
4 | Номер цеха, в котором выполняется операция (процесс) |
5 | Номер участка или рабочего места |
6 | Номер операции (процесса) в технологической последовательности изготовления или ремонта изделия (включая контроль н перемещения) |
Стр. 3 ГОСТ 3.1601—74
Продолжение | |
Номер графы | Содержание графы |
7 | Наименование и содержание операции (процесса). При необходимости перед наименованием операции (процесса) указывают обозначения документов, содержащих описание операции (процесса) или дополнительных требований к выполнению. Допускается в графе указывать технические требования |
8 | Код, наименование (модель), инвентарный номер и шифр технологической наладки технологического оборудования. Запись данных производят в порядке перечисления на отдельных строках. Допускается не указывать наименование (модель), инвентарный номер и шифр технологической наладки |
9 | Код и наименование технологической оснастки. Допускается не указывать наименование |
10 11-31 | Разряд работы, выполняемой на операции Заполняются так же, как графы 21—31 форм 1 и 2 |
3. ПРАВИЛА ОФОРМЛЕНИЯ ВЕДОМОСТИ ДЕТАЛЕЙ (СБОРОЧНЫХ ЕДИНИЦ) К ТИПОВОМУ ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ
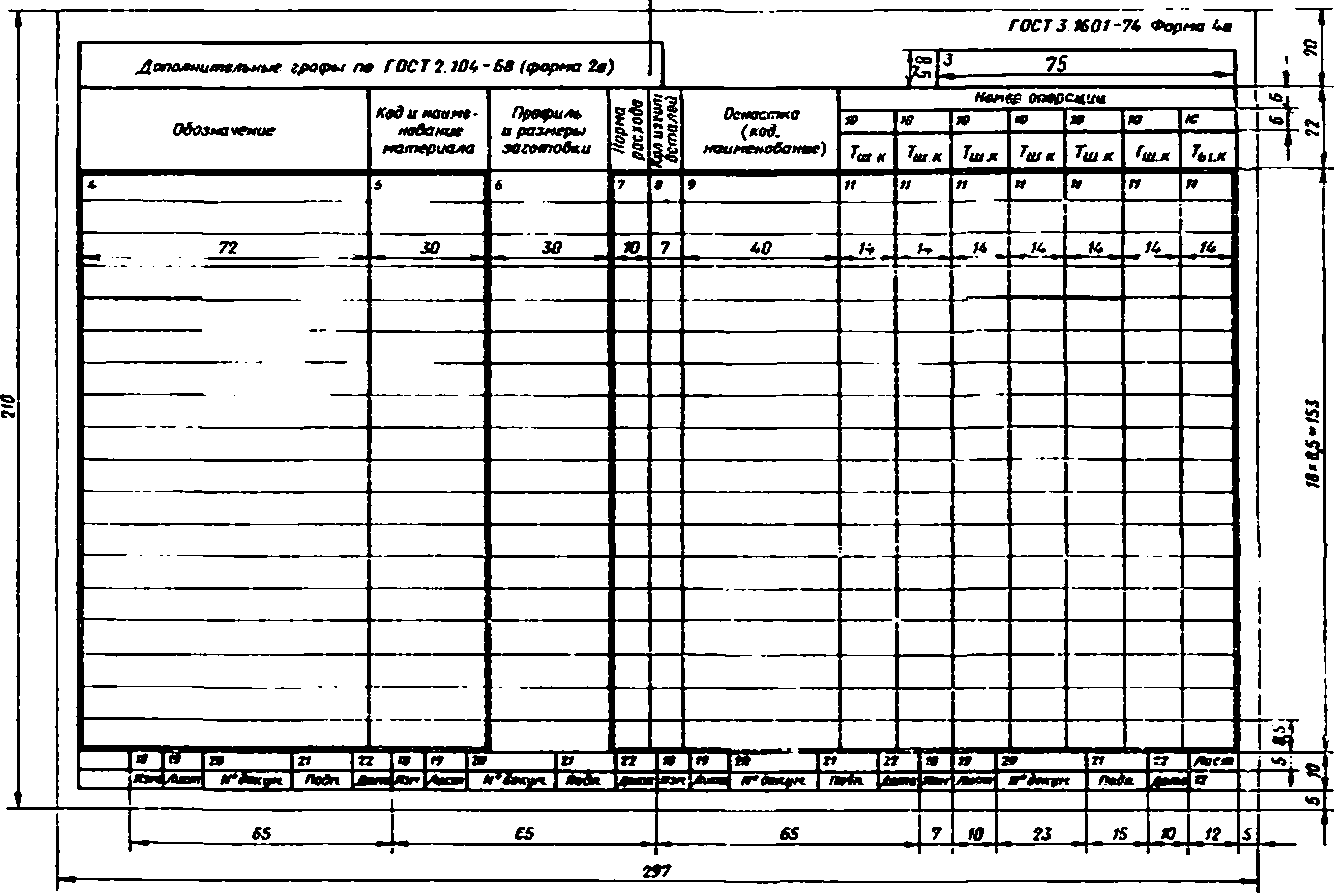
3.1. Ведомость предназначена для записи трудовых и материальных нормативов на детали (сборочные единицы), изготовляемые или ремонтируемые по типовому технологическому процессу. Ведомость следует применять совместно с маршрутной картой по формам 3 и За.
3-2. Ведомость следует составлять по формам 4 и 4а.
3.3. Графы форм следует заполнять в соответствии с табл. 3.
Таблица 3
Номер графы | Содержите графы |
1 | Код предприятия (организации? — разработчика технологического документа Допускается указывать наименование и индекс предприятия (организации-разработчика Наименование технологического документа |
2 | |
3 | Обозначение и наименование типового технологического процесса. Допускается указывать номер стандарта или нормативно-технической документации на изготовляемые стандартные детали |
4 | Обозначение и наименование детали (сборочной единицы) по конструкторскому документу, стандарту или нормативно-техническому документу. Допускается не указывать наименование |
5 | Код и наименование материала. Допускается указывать марку материала |
6 | Профиль и размеры, заготовки |
7 | Норма* расхода материала. Допускается графу не заполнять |
8 | Количество изготовляемых или ремонтируемых деталей (сборочных единиц) |
9 | Код и наименование технологической оснастки. Допускается не указывать наименование |
10 | Номер операции по маршрутной карте |
11 | Норма штучно-калькуляционного времени. Допускается графу записывать в виде дроби. В числителе указывают корму штучно-калькуляционного времени, в знаменателе — расценку штучно-калькуляционного времени Заполняются так же, как графы 21—31 форм 1 и 2 |
12-22 |
4. ПРАВИЛА ОФОРМЛЕНИЯ МАРШРУТНОЙ КАРТЫ РЕМОНТА
4.1. Карта предназначена для описания технологического процесса устранения дефектов.
4.2. Карту следует составлять по формам 5 и 5а.
4.3. Графы форм следует заполнять в соответствии с табл. 4.
Т а б л и ц а 4
Номер графы
Содоржакме графы
I Код предприятия (организации) — разработчика технологического документа.
Допускается указывать вмиековмве н кклекс предприятия (организации!-разработчика
2
3
4
5
6
7
6
9
10
12
13
14
15
16-26
Наименование технологического документа
Обозначение и наименование ремонтируемой детали (сборочной единицы) или средств технологического оснащения по конструкторскому документу
Наименование и марка материале
Код и наименование (модель) ремонтируемых средств технологического оснащения Код и вид ремонта (например, капитальный, текущий, профилактический и др.) Порядковый номер дефекта
Код и наименование дефекта
Номер операции (процесса) в технологической последовательности исправления дефектов (включая контроль и перемещения)
Наименование и содержание оиерации (процесса). При необходимости перед наименованием операции (процесса) указывают обозначения документов, содержащих описание операции (процесса) или дополнительных требований к выполнению.
Допускается в графе указывать технические требования
Код, наименование (модель) и инвентарный номер технологического оборудования. Запись данных производят в порядке перечисления на отдельных строках. Допускается не указывать наименование (модель) н инвентарный номер Код и наименование технологической оснастки.
Допускается не указывать наименование
Разряд работы, выполняемой на операции Норма штучно-калькуляционного времени Расценка штучно-аалькуляцнопного времени Заполняются так же, как графы 21—31 форм I к 2
Примечание. Допускается использовать маршрутную карту ремонта а качестве сопроводительного документа. В атом случае запись данных выполняют в виде дроби:
в графе 13 — в числителе указывают разряд работы, выполняемой на операции, в знаменателе — табельный номер рабочего;
в графе 14 — в числителе указывают норму штучно-калькуляционного времени, в знаменателе — дату приемки детали ОТК;
в графе 15 — в числителе указывают расценку штучно-калькуляционного времени, в знаменателе — подпись (штамп) ОТК.
5. ОБЩИЕ УКАЗАНИЯ
5.1. Если на документе необходимо наличие виз должностных лиц, то их размещают на поле для подшивки заглавного листа документа.
5.2. При необходимости допускается применять формы технологических документов, предназначенные для основного производства.
5.3. Правила хранения технологической документации, обращающейся в инструментальных н ремонтных цехах, устанавливаются отраслевыми нормативно-техническими документами.
Сгр. 5 ГОСТ 3.1601—74
997
ГОСТ 3.1601-7+ Формата
Диполиителонме графы т ГОСТ 9.19+-6в(форма 2а) | Е= | 72 | to | ||||||
манер | Оборудование (ni | всмасгъке нтменовамю) | |||||||
9 м V 7 | 6 1 | & § | Наименование и содврмание операции | наименование. ин Оеняеармыи манер шифр наладки) | ш | ? 6 fl | Тщ Г | 3 «■ s 5 | |
м | п | а | н | о | to | IT | « | f» | » |
8 | 6 | V | ПЗ | ♦0 | +0 | is | ts | is | rs |
ГОСТ 11601-М Стр.
о»
п
"Q
ГОСТ 3.1601—74
ГОСТ 3.1601—74 Стр. 8
Дополнительные графы по ГОСТ 2.10Ь~68 (форма 2а)
Я5»22Я5 , 22,5
Стр. 9 ГОСТ 3.1601—74
ГПСТ 3 t6(H-7<,
Дополнительные графы по ГОСТ2.10Ь~68 (форма 2а)
Номеп | Оборудование (код, наименование мвентарный номц шифр насадки) | Оснастка (код, наименование) | ||||
о ч ъ V | i | Наименование и содержание операции | "Ъ -о ' II | |||
* | 5 | 0 | ? | в | я | ю |
8^ | б | 10 | 71 | 46 | 46 | 10 |
rr п п to | НИИ If | 70 V | Лист |
Уу4Лийи| Ж* дбкум. Педп [Дий
30 «5-265
госте, кот- | Я | Форме 0 | ||||||||||||||||||||||||||||
Делоиешмелыше греры ле ГОСТ S.JO4-68 (ферме 2е) | а | |||||||||||||||||||||||||||||
f | ЫЗ | > веОомоаль бетелей (своромач Mem/tt) к типовому тежмелосачесвими процессу 7t | 3 | 7£- | .а | |||||||||||||||||||||||||
Ш*Ч | р апцрецм | f | J | |||||||||||||||||||||||||||
Обозначение | ыо и наименование материала | Профиль | fl | & | Оеглапха (кеб. наименование) | я | 99 | я | » | я | ■ | я | ||||||||||||||||||
ipemtpn заготовки | 1 | г. | Г | Гш.в | Ъх | 5иж | гшк | 7щ.к | ||||||||||||||||||||||
4 | г | i | у | ♦ | 9 | н | tf | п | » | ft | W | п | ||||||||||||||||||
п | 30 | 30 | « | 7 | Св | fC | и | к | м | М | ||||||||||||||||||||
мп Рч' еч | ||||||||||||||||||||||||||||||
• wy | ||||||||||||||||||||||||||||||
W •Q | ||||||||||||||||||||||||||||||
oj | ||||||||||||||||||||||||||||||
CZZ. | МН > | |||||||||||||||||||||||||||||
4 | й | М | tr | п | ш | я | те | H | w | Л | и | ь | h | м | л | и | ti | •о} | ||||||||||||
ЛеОл | «Г | лева | гвтум | Mt | О | п | 1 | |||||||||||||||||||||||
1 | 1 | |||||||||||||||||||||||||||||
*5 | OS | 1 | ю | тз | гз | Я | ГТ | тз | в | Ю | rf | ГТ | S | Г | ||||||||||||||||
1 | Р»7 |
ГОСТ 11601-74 Стр. 10
Стр И ГОСТ 3.1601—74
Маршрутам карта ремонта (заглавный лист или лицевая сторона)
ГОСТЗ. №0! | •74 Ферма S | ||||||||||||||||||||||||||||
Дрлвамиммамые трефы ля ГОСТ ?. 04*44 (ферме ?я) | 8 | ||||||||||||||||||||||||||||
f | т Napttipf/rttm | ММчМв HiiMUI И>Дв1НЧ | oaiwieiiwwnt. навет ио лер. | М талналегачкжеее ккаию/юя | Код ремонта | ||||||||||||||||||||||||
ЫЗ | карпа ремюапв 45 | 3 | п | 4 | за | 70 | « | 30 | еч | ||||||||||||||||||||
г! «I | Кед и начне Лряы | «Лтмм по | 4.3 || | МеименоЛанае в седрржамге емрецяч | ДОоруЛИвм •юаменейа» венюармий шифр "W* | * («4. «с. «И *»мад 9OKU) | Оскаата (*•*. мамеиаб01юе) | ч | J | яг ж | 8 Ж ъ S <£ | q | L | ||||||||||||||||
? | в | t | N | п | п | п | я | в | 1 | ||||||||||||||||||||
Ю | so | ю | 92 | ьо | 40 | is | 15 | № | |||||||||||||||||||||
«W • | |||||||||||||||||||||||||||||
« | |||||||||||||||||||||||||||||
1 | |||||||||||||||||||||||||||||
--Г- | Чт ^•_ — | ||||||||||||||||||||||||||||
и | и | л | а 1 | в | it | п | 9» | Л |Т» | vi | и | к | к | » | * | 79 | ю | п | ||||||||||||
«и | гвц» | ТЯГ j | Л*«1Мфг | Аа6> Ьми | ЮК | Ж'ЯМж* | лЫй | Ямы | 97 | я | • г | ||||||||||||||||||
I **- | |||||||||||||||||||||||||||||
и— - | 45 | 65 | 7 | п | 23 | в | Ю | п _ | 73 | № | V | 17 | г? ■*—- | 5 |
297
■ ■ »i
ГОСТ 3.1601-74 Стр. П
Маршрутная карта ремонта (последующий лист или оборотная сторона)
ГОСТ | и 1601 | -74 ^зукаЗо | “Т [ | ||||||||||||||||||||
графы по ГОСТ 2.109-60 (форпо2а) | Ж= | 72 | 1 J | ||||||||||||||||||||
Л | Кад и яымешваяие Оафекяге | Мимомбсмж « содафкапче операции | |Pfcpyfcfcnw (коЛ. uau^9no8at*ae, utr Оанторный шифр наладка) | Оснастка (*«£ кои^еноовпче) | 3 1 | Тшя | ew | ||||||||||||||||
т | • | 9 | « | п | 9 | ч | » | Ч | |||||||||||||||
ю | SO | ю | 92 | аО | я | я | is | ||||||||||||||||
3 « | |||||||||||||||||||||||
w> « « | |||||||||||||||||||||||
£ | |||||||||||||||||||||||
1 1 | |||||||||||||||||||||||
в |И | X | £ | 5 | ]*• | В | в Ы IS In | в 1И | |М |8 | | » | в | В | X | к | п | 4* | ||||||||
Ml | Цм. | км | Лк>4 **6ну 1 | АН» Ым | W'J.—и» | :сл2,'^днд.д» | м | ММ | ■ » | |||||||||||||||
I *■ | |||||||||||||||||||||||
65 | 6S | 6S | 7 | Ю | 23 | 1 | 3 | ю | п | s | 1 1 | ||||||||||||
29 | 7 |
