ГОСТ 3.1409-86
Группа Т53
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система технологической документации
ФОРМЫ И ТРЕБОВАНИЯ К ЗАПОЛНЕНИЮ И ОФОРМЛЕНИЮ ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ (ОПЕРАЦИИ) ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС И РЕЗИНЫ
Unified system for technological documentation. Forms and requirements for filling and arrangement of documents on technological processes (operations) of manufacturing plastic and rubler products
МКС 01.110
83.140
ОКСТУ 0003
Дата введения 1988-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.11.86 N 3554
3. ВЗАМЕН ГОСТ 3.1409-74, ГОСТ 3.1421-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
2, 5 | |
1 | |
1 | |
1 | |
6 | |
1, 6 | |
1 | |
2, 4 | |
2, 4 |
5. ПЕРЕИЗДАНИЕ. Апрель 2003 г.
Настоящий стандарт устанавливает формы и требования к заполнению и оформлению технологических документов, проектируемых различными методами, на процессы и операции изготовления изделий из пластмасс и резины.
1. В зависимости от применяемых методов изготовления изделий из пластмасс и резины и выполнения сопутствующих действий выбор соответствующих видов документов устанавливает разработчик документов по табл.1.
Таблица 1
Наименование вида и обозначение формы документа | Условное обозначение вида документа, функции которого выполняет документ | Указания по применению |
Операционная карта (ОК): | ||
формы 1 и 2 | ОК | Для описания операций прессования |
формы 3 и 4 | ОК | Для описания операций литья |
формы 5 и 6 | ОК | Для описания операций шприцевания и экструзии |
Маршрутная карта (МК) по ГОСТ 3.1118 формы 1б и 3б | ОК | В качестве продолжений ОК (формы 1-6) |
МК формы 2 и 1б, 4 и 3б по ГОСТ 3.1118 | КТП | Для описания сопутствующих операций в технологической последовательности с применением различной степени детализации описания технологических процессов |
То же | КТТП | Для описания основных и сопутствующих операций в технологической последовательности |
Технологическая инструкция (ТИ) по ГОСТ 3.1105, формы 5 и 5а | ТИ | Для описания процессов по подготовке материалов, оборудования и т.п. |
Карта эскизов (КЭ), формы 6 и 6а, 7 и 7а, 8 и 8а по ГОСТ 3.1105 | КЭ | Для указания графических иллюстраций к документам |
Ведомость технологических документов (ВТД), формы 5 и 5а по ГОСТ 3.1122 | ВТД | Для указания состава изделий (деталей) к ТТП (ГТП). Необходимость применения устанавливает разработчик документов |
Ведомость деталей к типовому (групповому) технологическому процессу (операции) формы 2 и 2а, 3 и 3а, по ГОСТ 3.1121 (МК) формы 2 и 1б, 4 и 3б по ГОСТ 3.1118 | ВТП | Для указания состава изделий (деталей) к ТТП (ГТП) при описании сопутствующих и основных операций |
Примечание. Применение документов других видов, указанных в ГОСТ 3.1102 и не приведенных в табл.1, производится в соответствии с требованиями, установленными на уровне отрасли или предприятия (организации).
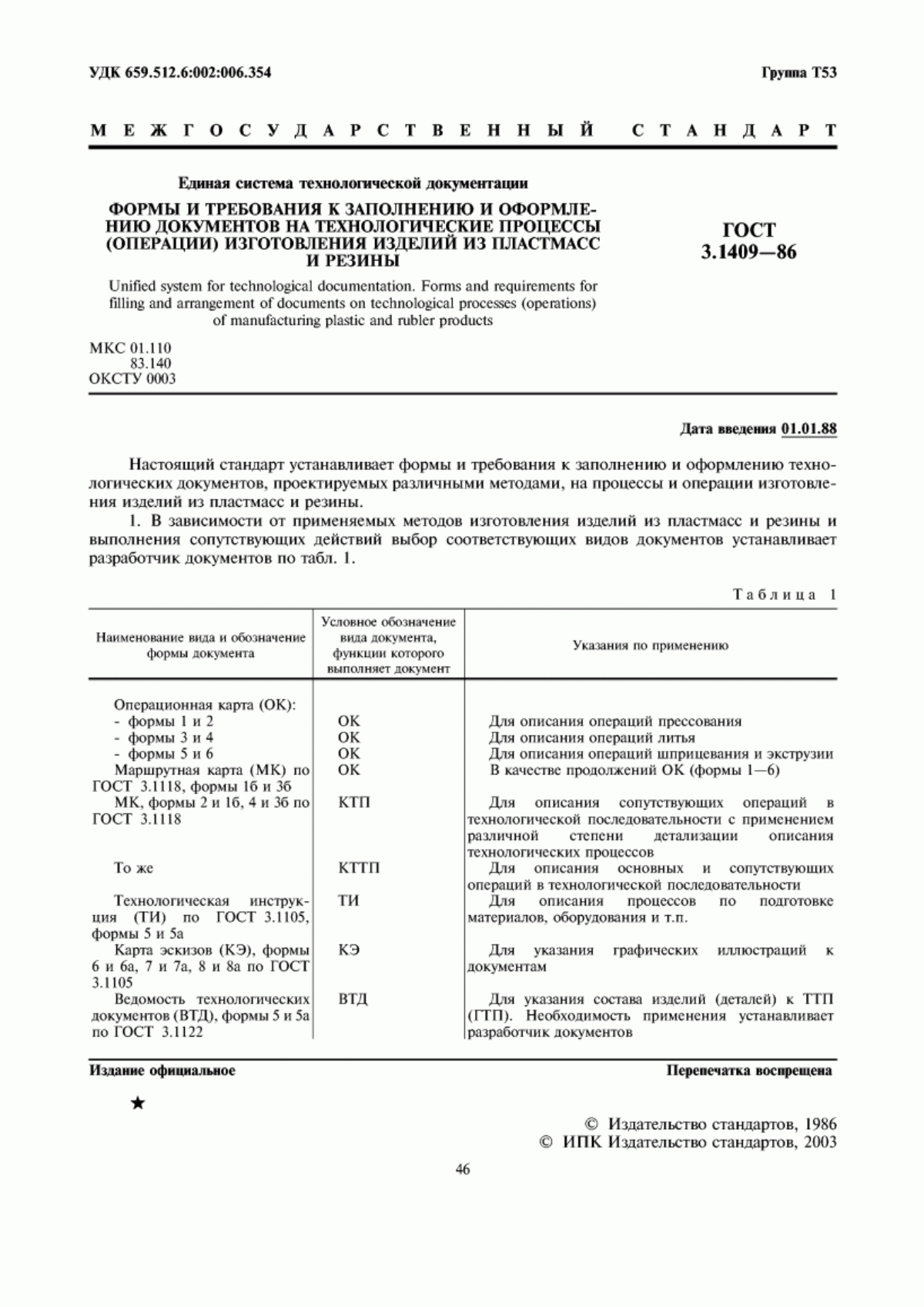
2. Графы форм 1-6 ОК следует составлять и заполнять в соответствии с табл.2.
Таблица 2
Но- | Наименование (условное обозначение) | Формы | Раз- | Кол. знаков | Содержание информации |
1 | - | 1, 2, 3, 4, 5, 6 | 13,0 | 5 | Обозначение служебного символа и порядкового номера строки. |
Запись выполняется на уровне одной строки, например М06. | |||||
Допускается при указании порядкового номера строки от 01 до 09 применять вместо "0" знак " | |||||
2 | Код, наименование | 1, 3, 5 | 143,0 | 55 | Код операции по "Классификатору технологических операций машиностроения и приборостроения"; наименование операции. Допускается код операции не указывать |
2, 4, 6 | 169,0 | 65 | |||
3 | Обозначение документа | 1, 3, 5 | 130,0 | 50 | Обозначение документов, применяемых при выполнении данной операции, например инструкция по охране труда. Состав документов следует указывать через разделительный знак ";" |
2, 4, 6 | 169,0 | 65 | |||
4 | Код, наименование | 1, 3, 5 | 85,8 | 33 | Код оборудования по классификатору, краткое наименование оборудования, его инвентарный номер. Информацию следует указывать через разделительный знак ";". Допускается взамен краткого наименования оборудования указывать его модель. Допускается не указывать инвентарный номер |
2, 4, 6 | 117,0 | 43 | |||
5 | Тв | 1, 3, 5, 2, 4, 6 | 18,2 | 7 | Вспомогательное время на операцию |
6 | То | 1, 3, 5, 2, 4, 6 | 20,8 | 8 | Основное время на операцию |
7 | Тц | 1, 3, 5, 2, 4, 6 | 18,2 | 7 | Время цикла |
8 | МД | 1, 3, 5, 2, 4, 6 | 18,2 | 7 | Масса детали по конструкторскому документу |
9 | Размеры дет. | 1, 3, 5 | 44,2 | 17 | Размеры детали (деталей) |
2, 4, 6 | 83,2 | 32 | |||
10 | КОИД | 1, 3, 5, 2, 4, 6 | 13,0 | 5 | Количество одновременно изготавливаемых деталей при выполнении операции |
11 | Объем дет. | 1, 3, 5, 2, 4, 6 | 36,6 | 14 | Объем детали (деталей) |
12 | МЗ | 1, 3, 5, 2, 4, 6 | 18,2 | 7 | Масса заготовки |
13 | Пресс-форма | 1, 3, 5, 2, 4, 6 | 62,4 | 24 | Код или обозначение формы: прессовой; литьевой |
14 | Пресс-форма | 1, 3 2, 4 | 18,2 | 7 | Масса формы: прессовой; литьевой |
15 | Температура | 1, 3 2, 4 | 20,8 | 8 | Температура формы: прессовой; литьевой |
16 | Температура | 1 2 | 20,8 | 8 | Температура нагрева пуансона |
17 | Температура | 1 2 | 20,8 | 8 | Температура нагрева матрицы |
18 | Нагрев матер. | 1, 3, 2, 4, 6 5 | 26,0 | 10 | Температура нагрева материала Время нагрева материала |
19 | Нагрев матер. | 1, 2, 3, 4, 6 5 | 26,0 | 10 | Температура нагрева арматуры |
20 | Нагрев армат. | 1, 2, 3, 4 | 26,0 | 10 | |
21 | Нагрев армат. | 1, 2, 3, 4 | 26,0 | 10 | Время нагрева арматуры |
22 | - | 1 | 26,0 | 10 | Резервная графа |
2 | 65,0 | 25 | |||
3 | 104,0 | 40 | |||
23 | Усил. прес. | 1, 2 | 23,4 | 9 | Усилие прессования расчетное |
24 | Усил. прес. | 1, 2 | 20,8 | 8 | Усилие прессования рабочее |
25 | Выдержка | 1, 2 | 20,8 | 8 | Время выдержки в пресс-форме под давлением |
26 | Выдержка | 1, 2 | 20,8 | 8 | Время выдержки в пресс-форме при охлаждении |
27 | Подпрессовка | 1, 2 | 20,8 | 8 | Пауза до начала подпрессовки |
28 | Подпрессовка | 1, 2 | 20,8 | 8 | Высота подпрессовки (высота подъема пуансона при подпрессовке) |
29 | Подпрессовка | 1, 2 | 20,8 | 8 | Количество подпрессовок |
30 | Подпрессовка | 1, 2 | 20,8 | 8 | Время подпрессовки |
31 | Наименование матер. и армат. | 1, 3, 5 2, 4, 6 | 104,0 | 40 | Наименование материала и арматуры |
32 | Обозначение, | 1, 2, 3, 4, 5, 6 | 75,4 | 35 | Обозначение арматуры по конструкторскому документу или материала по классификатору |
33 | ОПП | 1, 2, 3, 4, 5, 6 | 13,0 | 5 | Обозначение подразделения, откуда поступает арматура или материал |
34 | ЕВ | 1, 2, 3, 4, 5, 6 | 13,0 | 5 | Код единицы величины (массы) детали по классификатору СОЕИ |
35 | ЕН | 1, 2, 3, 4, 5, 6 | 13,0 | 5 | Единица нормирования, на которую установлена норма расхода материала, например 1, 10, 100 |
36 | Кол. | 1, 2, 3, 4, 5, 6 | 18,2 | 7 | Количество арматуры, применяемой на деталь |
37 | Н. расх. | 1, 2, 3, 4, 5, 6 | 20,8 | 8 | Норма расхода материала. Допускается указывать массу арматуры (одной детали) |
38-39 | Температура: | 3 | 20,8 | 8 | Температура нагрева половинок литьевой формы |
1 пол.; 2 пол. | 4 | 26,0 | 10 | ||
40 | Температура по зонам нагрева лит. маш. | 3 | 130,0 | 50 | Температура по зонам нагрева цилиндра литьевой машины. Количество зон устанавливает разработчик документов, применительно к виду оборудования |
4 | 169,0 | 65 | |||
41 | Давл. впрыск. | 3, 4 | 23,4 | 9 | Давление впрыска |
42 | Выдержка | 3, 4 | 20,8 | 8 | Время выдержки в форме под давлением |
43 | Выдержка | 3, 4 | 20,8 | 8 | Время выдержки в форме при охлаждении |
44 | Код, характеристика экструз. головки | 5 | 143,0 | 55 | Код (обозначение) экструзионной головки по классификатору, характеристика экструзионной головки. Заполняется по усмотрению разработчика документов |
6 | 169,0 | 65 | |||
45 | Температура | 5 | 20,8 | 8 | Температура зоны загрузки |
6 | 26,0 | 10 | |||
46 | Температура | 5 | 20,8 | 8 | Температура шнека |
6 | 26,0 | 10 | |||
47 | Температура | 5 | 20,8 | 8 | Температура воды |
6 | 23,4 | 9 | |||
48 | Давл. возд. | 5 | 13,0 | 5 | Давление воздуха, подаваемого для раздувки экструзируемого изделия |
6 | 20,8 | 8 | |||
49 | Ск. выт. | 5 | 13,0 | 5 | Скорость вытяжки |
6 | 20,8 | 8 | |||
50 | Ц | 5 | 143,0 | 55 | Температура по зонам нагрева цилиндра |
6 | 83,2 | 32 | |||
51 | Г | 5 | 130,0 | 50 | Температура по зонам нагрева головки |
6 | 85,8 | 33 | |||
52 | - | 1 | 104,0 | 40 | Резервная графа |
Примечания:
1. Если графы 50 и 51 в ОК (форма 5) разместить невозможно, допускается давать информацию по зонам нагрева цилиндра и головки отдельными строками за счет строк, отведенных для описания содержания операции.
2. В графе "Кол. знаков" указано число знаков, соответствующее ширине данной графы.
3. Максимальное число знаков, вносимых в графу, на один знак меньше количества знаков, указанных в табл.2.
4. Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
5. Общие требования к формам и бланкам документов при проектировании документов:
- без применения средств механизации и автоматизации - по ГОСТ 3.1129 и ГОСТ 3.1130;
- с применением средств механизации и автоматизации - по ГОСТ 2.004.
ОПЕРАЦИОННАЯ КАРТА ПРЕССОВАНИЯ
(первый или заглавный лист)
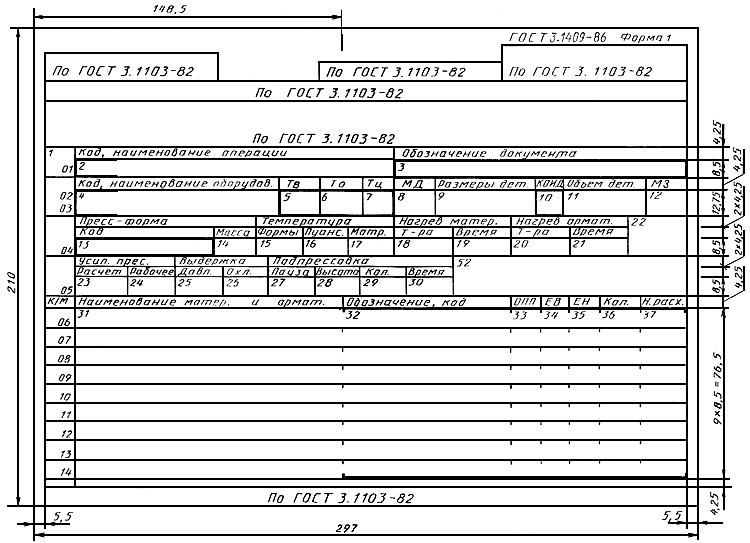
ОПЕРАЦИОННАЯ КАРТА ПРЕССОВАНИЯ
(первый или заглавный лист)
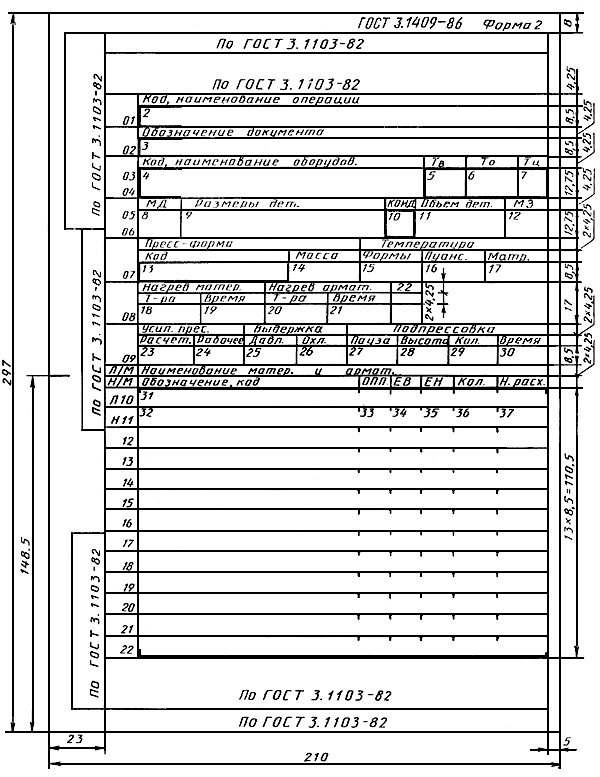
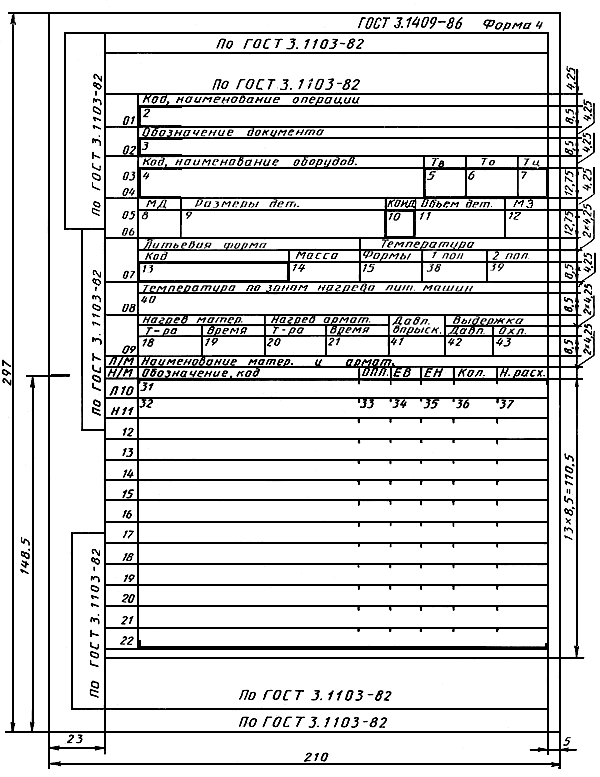
ОПЕРАЦИОННАЯ КАРТА ЛИТЬЯ ПОД ДАВЛЕНИЕМ
(первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА ЛИТЬЯ ПОД ДАВЛЕНИЕМ
(первый или заглавный лист)
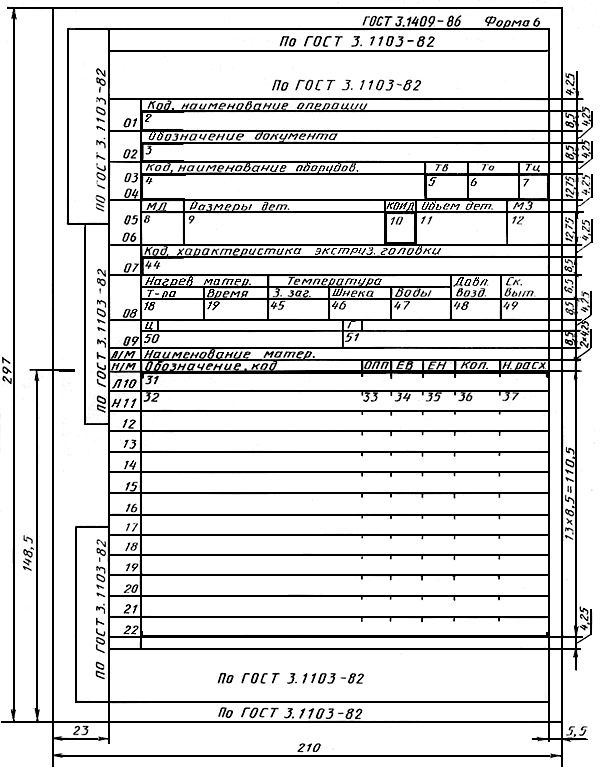
ОПЕРАЦИОННАЯ КАРТА ШПРИЦЕВАНИЯ И ЭКСТРУЗИИ
(первый или заглавный лист)
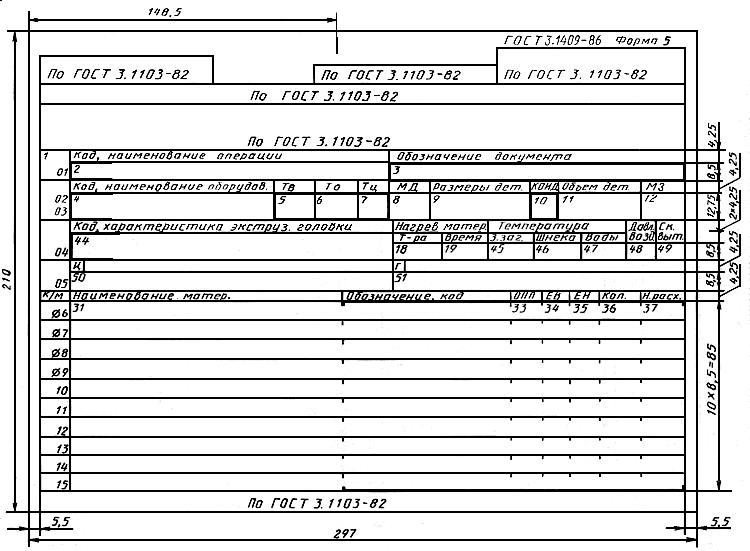
ОПЕРАЦИОННАЯ КАРТА ШПРИЦЕВАНИЯ И ЭКСТРУЗИИ
(первый или заглавный лист)
3. При подготовке к размножению или распечатке форм документов внесение дополнительной информации следует выполнять в соответствии с правилами, установленными на уровне отрасли или предприятия (организации).
4. Общие требования к оформлению документов - по ГОСТ 3.1129 и ГОСТ 3.1130.
5. Общие требования к оформлению документов, проектируемых с применением средств механизации и автоматизации - по ГОСТ 2.004.
6. Общие требования к комплектности и оформлению комплектов документов:
- для единичных технологических процессов - по ГОСТ 3.1119;
- для типовых и групповых технологических процессов (операций) - по ГОСТ 3.1121.
7. Запись наименования операции следует выполнять в соответствии с классификатором технологических операций машиностроения и приборостроения.
8. Пример оформления ОК приведен в приложении.
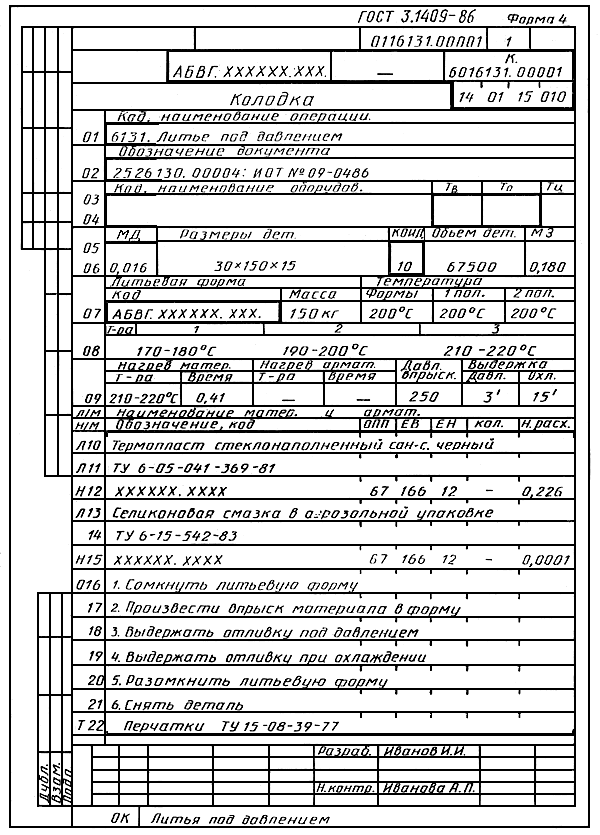
ПРИЛОЖЕНИЕ
Рекомендуемое
ПРИМЕР ОФОРМЛЕНИЯ ОК ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Электронный текст документа
и сверен по:
Единая система технологической
документации: Сб.ГОСТов. -
М.: ИПК Издательство стандартов, 2003
