ГОСТ 3212-92
Группа Г21
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОМПЛЕКТЫ МОДЕЛЬНЫЕ
Уклоны формовочные, стержневые знаки, допуски размеров
Gated patterns.
Pattern tapers, core prints, dimensional tolerances
МКС 25.120.30
ОКП 39 6401
Дата введения 1993-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 224 "Технологическая оснастка"
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 05.02.92 N 110
3. ВЗАМЕН ГОСТ 3212-80, ГОСТ 3606-80, ГОСТ 11961-87
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
3.4 | |
3.1 |
5. ПЕРЕИЗДАНИЕ. Июль 2004 г.
Настоящий стандарт распространяется на модельные комплекты, предназначенные для изготовления песчаных и оболочковых форм для получения отливок, и устанавливает значения формовочных уклонов, в том числе и для литья по выплавляемым моделям, размеры стержневых знаков и допуски размеров.
Стандарт не распространяется на модели элементов литниковой системы (стояк, выпор, прибыль и др.).
Требования пунктов 1.1-1.6 (кроме примечания): 1.7-2.2; 2.2.2; 2.3-2.3.1; 2.3.3; 2.4.2-3.1; 3.4; 3.5 настоящего стандарта являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
1. ФОРМОВОЧНЫЕ УКЛОНЫ
1.1. Формовочные уклоны в зависимости от требований, предъявляемых к поверхности отливки, следует выполнять:
1) на обрабатываемых поверхностях отливки сверх припуска на механическую обработку за счет увеличения размеров отливки (черт.1а). Допускается выполнение уклонов за счет уменьшения припуска, но не более 30% его значения;
2) на необрабатываемых поверхностях отливки, не сопрягаемых по контуру с другими деталями, за счет увеличения и уменьшения размеров отливки (черт.1б);
3) на необрабатываемых поверхностях отливки, сопрягаемых по контуру с другими деталями, за счет уменьшения (черт.1в) или увеличения (черт.1г) размеров отливки в зависимости от поверхностей сопряжения.
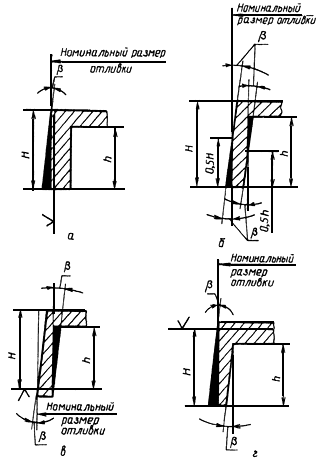
Черт.1
1.2. Значения формовочных уклонов формообразующих поверхностей модельного комплекта для песчано-глинистых смесей (ПГС) указаны в табл.1.
Таблица 1
Высота | Формовочный уклон | |||
металлического, пластмассового | деревянного | |||
мм | мм | |||
До 10 | 2°20' | 0,40 | 2°55' | 0,50 |
Св. 10 " 16 | 1°35' | 0,45 | 1°55' | 0,55 |
" 16 " 25 | 1°10' | 0,50 | 1°30' | 0,65 |
" 25 " 40 | 50' | 0,60 | 1°05' | 0,75 |
" 40 " 63 | 35' | 0,65 | 45' | 0,85 |
" 63 " 100 | 25' | 0,75 | 35' | 1,00 |
" 100 " 160 | 20' | 0,95 | 25' | 1,20 |
" 160 " 250 | 1,45 | 25' | 1,85 | |
" 250 " 400 | 2,30 | 20' | 2,30 | |
" 400 " 630 | 3,65 | 3,65 | ||
" 630 " 1000 | 5,80 | 5,80 | ||
" 1000 " 1600 | 9,30 | 9,30 | ||
" 1600 " 2500 | 14,50 | 14,50 | ||
1.3. Значения формовочных уклонов формообразующих поверхностей модельных комплектов, предназначенных для форм, твердеющих в контакте с оснасткой (жидкотвердеющие самотвердеющие смеси - ЖСС, холоднотвердеющие смеси - ХТС, жидкостекольные пластичные самотвердеющие смеси - ПСС), и оболочковых форм указаны в табл.2.
Таблица 2
Высота | Формовочный уклон | |||||
деревянного | металлического, пластмассового | для оболочковой формы | ||||
мм | мм | мм | ||||
До 10 | 4°00' | 0,70 | 3°30' | 0,60 | 1°45' | 0,30 |
Св. 10 " 16 | 2°50' | 0,80 | 2°35' | 0,70 | 1°15' | 0,35 |
" 16 " 25 | 2°20' | 1,00 | 1°55' | 0,85 | 60' | 0,45 |
" 25 " 40 | 1°30' | 1,05 | 1°20' | 0,95 | 40' | 0,50 |
" 40 " 63 | 1°05' | 1,20 | 55' | 1,00 | 30' | 0,55 |
" 63 " 100 | 45' | 1,30 | 40' | 1,20 | 25' | 0,75 |
" 100 " 160 | 35' | 1,65 | 30' | 1,40 | 20' | 0,95 |
" 160 " 250 | 2,55 | 2,20 | 15' | 1,10 | ||
" 250 " 400 | 4,10 | 3,50 | ||||
" 400 " 630 | 6,45 | 25' | 4,60 | |||
" 630 " 1000 | 30' | 8,70 | 7,30 | |||
" 1000 " 1600 | 13,95 | |||||
" 1600 " 2500 | 21,75 | |||||
Примечание.
Значения формовочного уклона в линейных размерах даны для максимального размера .
1.4. Значения формовочного уклона в углублениях моделей и на участках форм между моделями для ПГС и твердеющих в оснастке при следует увеличивать в два раза по сравнению со значениями, указанными в табл.1 и 2.
При углубления выполнять стержнем без уклонов или с уклонами по табл.1 и 2.
Примечание. - диаметр, ширина углубления модели или расстояние между ними.
1.5. На торцах модели типа ступенчатого цилиндра в случае совпадения осей модели и формы (см. приложение 1, черт.7в) при изготовлении форм импульсной формовкой, а также, когда технологией предусмотрено снятие полуформы с модели, допускается значения формовочных уклонов увеличить в 1,5 раза по сравнению с величинами, указанными в табл.1 и 2.
1.6. Значения формовочных уклонов для литья по выплавляемым моделям указаны в табл.3.
Таблица 3
Высота модели, мм | Формовочный уклон | |||
для наружных поверхностей | для внутренних поверхностей | |||
мм | мм | |||
До 10 | 30' | 0,08 | 1°30' | 0,26 |
Св. 10 " 16 | 20' | 0,09 | 1°00' | 0,28 |
" 16 " 25 | 15' | 0,10 | 45' | 0,33 |
" 25 " 40 | 0,16 | 0,52 | ||
" 40 " 63 | 10' | 0,18 | 30' | 0,55 |
" 63 " 100 | 0,29 | 0,87 | ||
Примечание.
При изготовлении моделей в ручных пресс-формах значения формовочных уклонов могут быть увеличены в 1,5 раза.
1.7. Примеры выполнения формовочных уклонов даны в приложении 1, черт.7.
2. СТЕРЖНЕВЫЕ ЗНАКИ
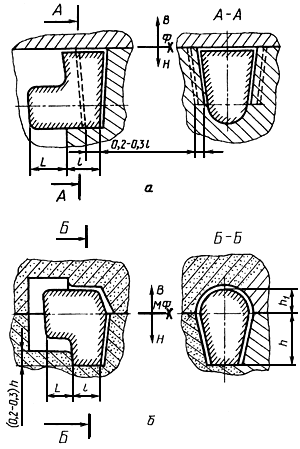
2.1. В зависимости от положения стержня при сборке литейной формы стержневые знаки подразделяются на горизонтальные (черт.2а) и вертикальные (черт.2б).
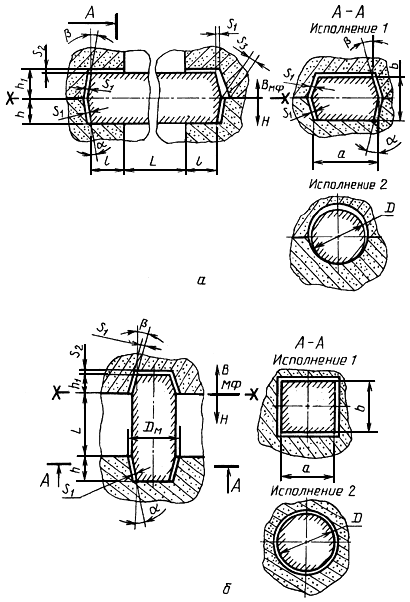
Черт.2
2.2. Длина горизонтальных знаков должна соответствовать указанным:
для форм "по-сырому" - в табл.4,
для форм "по-сухому" - в табл.5,
для форм, твердеющих в контакте с оснасткой, - в табл.6.
Таблица 4
мм
| Длина знака | |||||||||
До 40 | Св. 40 до 63 | Св. 63 до 100 | Св. 100 до 160 | Св. 160 до 250 | Св. 250 до 400 | Св. 400 до 630 | Св. 630 до 1000 | Св. 1000 до 1600 | Св. 1600 до 2500 | |
До 25 | 20 | 25 | 30 | 35 | - | - | - | - | - | - |
Св. 25 до 40 | 45 | 50 | ||||||||
Св. 40 до 63 | 40 | 50 | 60 | 75 | 95 | |||||
Св. 63 до 100 | 35 | 45 | 55 | 65 | 85 | 105 | ||||
Св. 100 до 160 | 35 | 40 | 50 | 60 | 75 | 95 | 115 | 130 | ||
Св. 160 до 250 | 40 | 65 | 80 | 100 | 125 | 145 | ||||
Св. 250 до 400 | 40 | 45 | 60 | 75 | 85 | 110 | 140 | 160 | 180 | |
Св. 400 до 630 | 65 | 85 | 100 | 130 | 160 | 180 | 220 | |||
Св. 630 до 1000 | - | - | - | - | - | 115 | 150 | 180 | 210 | 260 |
Св. 1000 до 1600 | - | - | 200 | 245 | 300 | |||||
Таблица 5
мм
| Длина знака | |||||||||||
До 40 | Св. 40 до 63 | Св. 63 до 100 | Св. 100 до 160 | Св. 160 до 250 | Св. 250 до 400 | Св. 400 до 630 | Св. 630 до 1000 | Св. 1000 до 1600 | Св. 1600 до 2500 | Св. 2500 до 4000 | Св. 4000 | |
До 25 | 15 | 20 | - | - | - | - | - | - | - | - | - | - |
Св. 25 до 40 | 20 | 25 | 30 | 35 | 40 | |||||||
Св. 40 до 63 | 50 | |||||||||||
Св. 63 до 100 | 25 | 30 | 35 | 40 | 45 | 55 | 65 | |||||
Св. 100 до 160 | ||||||||||||
Св. 160 до 250 | 30 | 35 | 40 | 50 | 55 | 60 | 70 | 75 | ||||
Св. 250 до 400 | 35 | 40 | 45 | 90 | ||||||||
Св. 400 до 630 | - | 45 | 50 | 55 | 60 | 65 | 75 | 90 | 110 | 120 | 130 | |
Св. 630 до 1000 | - | 55 | 60 | 65 | 70 | 80 | 100 | 130 | 150 | 160 | 170 | |
Св. 1000 до 1600 | - | 65 | 70 | 80 | 90 | 120 | 150 | 180 | 200 | 220 | ||
Св. 1600 до 2500 | - | 75 | 90 | 100 | 130 | 170 | 210 | 240 | 270 | |||
Св. 2500 до 4000 | - | 95 | 120 | 145 | 180 | 220 | 250 | 300 | ||||
Св. 4000 | - | 125 | 150 | 190 | 230 | 270 | 320 | |||||
Таблица 6
мм
| Длина знака | |||||||||||
До 40 | Св. 40 до 63 | Св. 63 до 100 | Св. 100 до 160 | Св. 160 до 250 | Св. 250 до 400 | Св. 400 до 630 | Св. 630 до 1000 | Св. 1000 до 1600 | Св. 1600 до 2500 | Св. 2500 до 4000 | Св. 4000 | |
До 25 | 10 | 15 | 20 | 25 | - | - | - | - | - | - | - | - |
Св. 25 до 40 | 30 | 35 | ||||||||||
Св. 40 до 63 | 40 | |||||||||||
Св. 63 до 100 | 15 | 20 | 30 | 30 | 35 | 40 | 45 | 50 | ||||
Св. 100 до 160 | ||||||||||||
Св. 160 до 250 | 20 | 25 | 35 | 40 | 45 | 50 | 55 | |||||
Св. 250 до 400 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | 70 | |||
Св. 400 до 630 | 40 | 45 | 50 | 55 | 60 | 70 | 90 | 100 | 120 | |||
Св. 630 до 1000 | 60 | 65 | 80 | 105 | 130 | 145 | 160 | |||||
Св. 1000 до 1600 | 55 | 65 | 75 | 90 | 110 | 150 | 165 | 185 | ||||
Св. 1600 до 2500 | 50 | 60 | 70 | 80 | 95 | 135 | 165 | 185 | 205 | |||
Св. 2500 до 4000 | 75 | 85 | 105 | 140 | 180 | 210 | 230 | |||||
Св. 4000 | 95 | 110 | - | |||||||||
2.2.1. Длина горизонтальных знаков, при выполнении в них элементов литниковой системы, может быть увеличена по сравнению со значениями, указанными в табл.4-6, в зависимости от ее конструкции.
2.2.2. При количестве знаков более двух длина их должна быть уменьшена на 30-50% по сравнению с указанными в табл.4-6, аналогично назначается длина знака грибообразного стержня (черт.3).
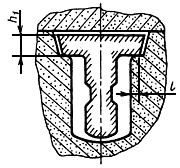
Черт.3
2.2.3. Длина знака консольного стержня может быть увеличена до длины выступающей части (черт.4).
Черт.4
2.3. Высоту нижних вертикальных знаков для всех видов смесей (черт.2б) следует назначать в соответствии с табл.7.
Таблица 7
мм
| Высота знака | ||||||||||
До 40 | Св. 40 до 63 | Св. 63 до 100 | Св. 100 до 160 | Св. 160 до 250 | Св. 250 до 400 | Св. 400 до 630 | Св. 630 до 1000 | Св. 1000 до 1600 | Св. 1600 до 2500 | Св. 2500 | |
До 25 | 20 | 30 | 30 | 30 | - | - | - | - | - | - | - |
Св. 25 до 40 | 50 | 60 | |||||||||
Св. 40 до 63 | 25 | 35 | 35 | 35 | 40 | 80 | 110 | 130 | |||
Св. 63 до 100 | 50 | ||||||||||
Св. 100 до 160 | 30 | 40 | 70 | 100 | 130 | ||||||
Св. 160 до 250 | 180 | ||||||||||
Св. 250 до 400 | 40 | 40 | 60 | 80 | 120 | 180 | 190 | ||||
Св. 400 до 630 | 40 | 40 | 40 | 40 | 40 | 40 | 50 | 120 | 170 | 180 | |
Св. 630 до 1000 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 70 | 110 | 150 | 160 |
Св. 1000 до 1600 | 70 | 70 | 70 | 70 | 70 | 70 | 70 | 70 | 100 | 130 | 140 |
Св. 1600 до 2500 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 110 | 120 |
Св. 2500 | 110 | 110 | 110 | 110 | 110 | 110 | 110 | 110 | 110 | 110 | 110 |
2.3.1. При соотношении ![]() или
или ![]() 5 нижний знак рекомендуется выполнять в соответствии с черт.5.
5 нижний знак рекомендуется выполнять в соответствии с черт.5.
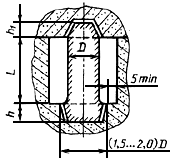
Черт.5
2.3.2. В случае применения холодильников, расположенных в зоне нижних знаков, допускается увеличение высоты знаков на толщину холодильника.
2.3.3. Высоту верхнего вертикального знака следует принимать не менее 0,5 от высоты нижнего знака.
2.4. Высота вертикальных знаков (черт.2б) при выполнении в них литниковой системы может быть увеличена в зависимости от ее конструкции.
Для массового и крупносерийного производства допускается назначать высоту нижнего и верхнего знаков одинаковыми.
2.4.1. При отсутствии верхнего вертикального знака высоту нижнего знака допускается увеличивать до 50% по сравнению с указанными в табл.7.
2.4.2. Высоту верхнего знака грибообразного стержня, при отсутствии нижнего (черт.3), следует назначать по табл.7.
2.5. Уклоны на знаковых поверхностях (черт.2) должны соответствовать указанным в табл.8.
Таблица 8
Высота знака | Уклон знаков | |||||
Модельного комплекта | Модели | |||||
для низа | для верха | |||||
мм | мм | мм | ||||
До 40 | 10°00' | 4,5 | 15°00' | 8,2 | 4°00' | 2,0 |
Св. 40 до 63 | 7°00' | 5,5 | 10°00' | 9,0 | 3°00' | 2,5 |
" 63 " 100 | 6°00' | 8,5 | 8°00' | 11,7 | 2°00' | 2,7 |
" 100 " 160 | 5°00' | 11,5 | 6°00' | 16,0 | 1°00' | 3,2 |
" 160 " 250 | 5°00' | 14,0 | 6°00' | 19,0 | 45' | 3,6 |
" 250 " 400 | 5°00' | 17,0 | 6°00' | 23,0 | - | - |
" 400 " 630 | 4°00' | 21,0 | 5°00' | 27,5 | - | - |
" 630 " 1000 | 3°00' | 25,0 | 4°00' | 32,2 | - | - |
" 1000 | 2°30' | - | 3°00' | - | - | - |
2.6. При определении технологических зазоров ,
,
между знаками формы и стержня следует учитывать класс точности модельного комплекта, материал, из которого он изготовлен, габарит стержня и вид формовки.
2.6.1. Значения технологических зазоров и
(черт.2) должны соответствовать указанным:
для модельного комплекта 1 и 3 классов точности, изготовленного из металла и пластмассы, - в табл.9,
Таблица 9
мм
Высота знака | Зазор | |||||||||||
До 40 | Св. 40 до 63 | Св. 63 до 100 | Св. 100 до 160 | Св. 160 до 250 | Св. 250 до 400 | Св. 400 до 630 | Св. 630 до 1000 | Св. 1000 до 1600 | Св. 1600 до 2500 | Св. 2500 до 4000 | Св. 4000 | |
До 25 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,9 | 1,2 | 1,6 | 2,0 | ||
Св. 25 до 40 | 0,3 | 0,3 | 0,4 | 0,4 | 0,5 | 0,5 | 0,7 | 0,8 | 1,0 | 1,5 | 1,7 | 2,1 |
" 40 " 63 | ||||||||||||
Св. 63 до 100 | 0,4 | 0,5 | 0,6 | 1,1 | 1,8 | 2,2 | ||||||
" 100 " 160 | ||||||||||||
Св. 160 до 250 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,6 | |||||
" 250 " 400 | 0,6 | |||||||||||
Св. 400 до 630 | 0,5 | 0,6 | 0,7 | 0,9 | 1,0 | 1,2 | 1,7 | 2,0 | 2,3 | |||
" 630 " 1000 | 0,8 | 2,4 | ||||||||||
Св. 1000 до 1600 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,3 | 1,8 | 2,1 | 2,5 | ||
" 1600 " 2500 | 0,8 | 0,9 | 1,0 | 1,2 | 1,2 | 1,4 | 1,5 | 2,0 | 2,2 | 2,6 | ||
Св. 2500 до 4000 | 1,2 | 1,2 | 1,4 | 1,5 | 1,6 | 2,0 | 2,4 | 2,8 | ||||
" 4000 | 1,3 | 1,4 | 1,6 | 1,6 | 1,8 | 2,2 | 2,6 | 3,0 | ||||
(0,3) | (0,4) | (0,5) | (0,6) | (0,8) | (1,0) | (1,4) | (2,0) | (2,6) | (3,3) | |||
для модельного комплекта 7-9 классов точности, изготовляемого из металла, пластмассы, и 1-3 классов точности, изготовляемого из дерева, - в табл.10,
Таблица 10
мм
Высота знака | Зазор | |||||||||||
До 40 | Св. 40 до 63 | Св. 63 до 100 | Св. 100 до 160 | Св. 160 до 250 | Св. 250 до 400 | Св. 400 до 630 | Св. 630 до 1000 | Св. 1000 до 1600 | Св. 1600 до 2500 | Св. 2500 до 4000 | Св. 4000 | |
До 25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 1,1 | 1,4 | 1,9 | 2,7 | 3,3 | ||
Св. 25 до 40 | 0,4 | 0,5 | 0,6 | 0,6 | 0,7 | 0,8 | 0,8 | 1,3 | 1,6 | 2,2 | ||
" 40 " 63 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 3,0 | 3,5 | |||||
" 63 " 100 | ||||||||||||
" 100 " 160 | 0,7 | 1,0 | 1,0 | |||||||||
Св. 160 до 250 | 0,6 | 0,7 | 0,8 | 0,9 | 1,4 | 1,7 | ||||||
" 250 " 400 | 0,8 | 1,1 | 1,8 | 2,3 | 3,2 | 3,7 | ||||||
" 400 " 630 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | 2,4 | 3,3 | ||||
" 630 " 1000 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | 1,3 | 1,6 | 1,9 | 2,5 | 4,0 | ||
" 1000 " 1600 | 0,9 | 1,0 | 1,3 | 1,5 | 1,7 | 2,1 | 2,8 | 3,5 | ||||
" 1600 " 2500 | 1,2 | 1,4 | 1,5 | 1,6 | 1,7 | 1,9 | 2,3 | 3,0 | 3,8 | 4,5 | ||
" 2500 " 4000 | 1,5 | 1,7 | 2,0 | 2,3 | 2,0 | 2,5 | 3,2 | |||||
" 4000 | 1,8 | 2,0 | 2,3 | 2,5 | 2,7 | 3,0 | 3,8 | 4,0 | 5,0 | |||
(0,5) | (0,6) | (0,7) | (0,8) | (0,9) | (1,0) | (1,3) | (1,7) | (2,3) | (3,2) | (4,3) | (5,2) | |
для модельного комплекта 4-6 классов точности, изготовляемого из дерева, - в табл.11,
Таблица 11
мм
Высота знака | Зазор | |||||||||||
До 40 | Св. 40 до 63 | Св. 63 до 100 | Св. 100 до 160 | Св. 160 до 250 | Св. 250 до 400 | Св. 400 до 630 | Св. 630 до 1000 | Св. 1000 до 1600 | Св. 1600 до 2500 | Св. 2500 до 4000 | Св. 4000 | |
До 25 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,3 | 1,7 | 2,3 | 3,3 | 4,3 | 5,2 |
Св. 25 до 40 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,3 | 1,6 | 1,9 | 2,5 | 4,5 | 5,5 | |
" 40 " 63 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | 2,0 | 2,6 | 3,5 | 4,6 | |||
" 63 " 100 | 1,5 | 1,7 | 5,6 | |||||||||
" 100 " 160 | 0,9 | 1,0 | 1,1 | 1,2 | 1,3 | 2,1 | 2,7 | 3,8 | 4,7 | |||
" 160 " 250 | 1,0 | 1,1 | 1,2 | 1,3 | 1,4 | 1,6 | 1,8 | 2,3 | 2,9 | 3,9 | 5,7 | |
" 250 " 400 | 1,1 | 1,2 | 1,3 | 1,4 | 1,5 | 1,9 | 4,8 | 5,8 | ||||
" 400 " 630 | 1,2 | 1,3 | 1,4 | 1,5 | 1,6 | 1,8 | 2,0 | 2,4 | 3,0 | 4,0 | 5,0 | 5,9 |
" 630 " 1000 | 1,4 | 1,6 | 1,7 | 1,8 | 1,9 | 2,2 | 2,6 | 4,1 | 5,2 | 6,0 | ||
" 1000 " 1600 | 1,6 | 1,7 | 1,8 | 1,9 | 2,0 | 2,2 | 2,5 | 2,8 | 3,8 | 4,3 | 5,4 | 6,4 |
" 1600 " 2500 | 2,1 | 2,2 | 2,3 | 2,5 | 2,6 | 3,0 | 3,2 | 4,8 | 6,0 | 6,8 | ||
" 2500 " 4000 | 2,5 | 2,7 | 3,0 | 3,2 | 3,8 | 4,4 | 5,3 | 7,5 | ||||
" 4000 | 3,0 | 3,3 | 3,5 | 3,6 | 4,0 | 4,4 | 4,8 | 5,8 | 6,4 | 8,0 | ||
(0,8) | (0,9) | (1,1) | (1,2) | (1,4) | (1,7) | (2,1) | (2,7) | (3,6) | (5,1) | (6,7) | (8,2) | |
для модельного комплекта 7-9 классов точности, изготовляемого из дерева, - в табл.12.
Таблица 12
мм
Высота знака | Зазор | |||||||||||
До 40 | Св. 40 до 63 | Св. 63 до 100 | Св. 100 до 160 | Св. 160 до 250 | Св. 250 до 400 | Св. 400 до 630 | Св. 630 до 1000 | Св. 1000 до 1600 | Св. 1600 до 2500 | Св. 2500 до 4000 | Св. 4000 | |
До 25 | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,7 | 2,1 | 2,7 | 3,5 | 5,0 | 6,5 | 8,0 |
Св. 25 до 40 | 1,2 | 1,3 | 1,5 | 1,6 | 1,8 | 2,1 | 2,5 | 3,0 | 4,0 | 7,3 | 8,5 | |
" 40 " 63 | 1,3 | 1,4 | 1,6 | 1,7 | 1,9 | 2,2 | 2,6 | 5,7 | 8,7 | |||
" 63 " 100 | 1,5 | 1,8 | 2,0 | 6,2 | ||||||||
" 100 " 160 | 1,4 | 1,6 | 1,7 | 1,9 | 2,1 | 2,3 | 2,7 | 3,1 | ||||
" 160 " 250 | 1,5 | 1,7 | 1,8 | 2,0 | 2,2 | 2,4 | 2,8 | 3,4 | 4,3 | 5,8 | 7,5 | |
" 250 " 400 | 1,7 | 1,8 | 2,0 | 2,1 | 2,3 | 2,6 | 3,0 | 4,4 | 5,9 | 7,6 | 9,0 | |
" 400 " 630 | 1,9 | 2,0 | 2,2 | 2,3 | 2,5 | 2,7 | 3,2 | 3,6 | 4,6 | 6,1 | 7,8 | 9,3 |
" 630 " 1000 | 2,2 | 2,3 | 2,4 | 2,5 | 2,6 | 3,0 | 3,4 | 3,8 | 4,8 | 6,3 | 8,0 | 9,4 |
" 1000 " 1600 | 2,4 | 2,5 | 2,8 | 3,3 | 3,8 | 4,3 | 5,3 | 6,8 | 8,5 | 9,5 | ||
" 1600 " 2500 | 3,3 | 3,4 | 3,5 | 3,7 | 3,9 | 4,2 | 4,5 | 5,1 | 6,0 | 7,5 | 9,2 | 10,6 |
" 2500 " 4000 | 4,0 | 4,5 | 5,0 | 5,5 | 5,7 | 6,8 | 8,3 | 10,0 | 11,5 | |||
" 4000 | 5,0 | 5,5 | 5,7 | 6,0 | 6,8 | 7,5 | 9,0 | 10,5 | 12,0 | |||
(1,2) | (1,5) | (1,7) | (2,0) | (2,3) | (2,7) | (3,3) | (4,3) | (5,7) | (8,1) | (10,5) | (13,0) | |
Значение зазора следует принимать равным 1,5
.
2.6.2. При изготовлении модели из одного материала, а стержневых ящиков из другого, значения зазоров следует принимать по наибольшим допускам материала.
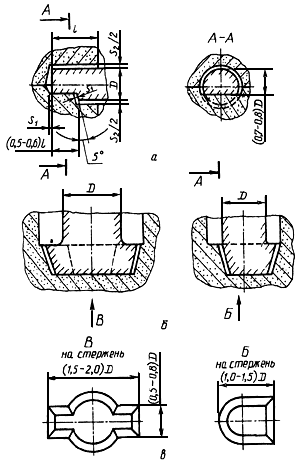
2.7. С целью предотвращения попадания жидкого металла в вентиляционные каналы стержня следует выполнять на верхнем знаке (при вертикальном расположении его) углубление для получения в сырой форме обжимного кольца или обжимного полукольца на горизонтальном знаке.
Для предупреждения скопления частиц смеси в форме (всех видов) при возможном задире ее стержнем на нижнем вертикальном и горизонтальном знаках следует выполнять канавки или фаски, для сырой формы дополнительно на горизонтальном знаке - выполнять противообжимный поясок. Примеры упомянутых конструктивных элементов даны на черт.6, а их размеры - в табл.13.
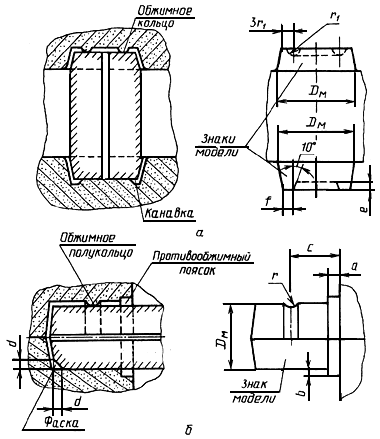
Черт.6
Таблица 13
мм
Диаметр знака | Горизонтальный знак | Вертикальный знак | ||||||
Св. 40 до 63 | 5 | 0,5 | - | |||||
Св. 63 до 100 | 1,0 | 15 | 2 | 10 | 2 | 3 | 2 | |
Св. 100 до 250 | 8 | 1,5 | 20 | 3 | 15 | 3 | 4 | 3 |
Св. 250 до 400 | 10 | 25 | 5 | 4 | 5 | 5 | ||
Св. 400 | 12 | 2,0 | 40 | 20 | 5 | 6 | 5 | |
2.8. Примеры конструктивных исполнений знаков, предупреждающих смещение стержней, приведены в приложении 2, черт.8.
3. ДОПУСКИ РАЗМЕРОВ
3.1. Стандарт устанавливает девять классов точности изготовления модельных комплектов.
Допуски размеров модельных комплектов взаимоувязаны с допусками размеров отливок по ГОСТ 26645 и приведены в табл.14.
Таблица 14
мм
Интервал номинальных размеров | Допуск размеров модельных комплектов для классов точности | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
До 10 | 0,04 | 0,07 | 0,11 | 0,18 | 0,28 | 0,44 | 0,72 | 1,00 | - |
Св. 10 до 16 | 0,05 | 0,08 | 0,13 | 0,20 | 0,32 | 0,50 | 0,80 | 1,26 | - |
" 16 " 25 | 0,06 | 0,09 | 0,14 | 0,22 | 0,36 | 0,56 | 0,90 | 1,44 | 2,2 |
" 25 " 40 | 0,06 | 0,10 | 0,16 | 0,25 | 0,40 | 0,64 | 1,00 | 1,60 | 2,5 |
" 40 " 63 | 0,07 | 0,11 | 0,18 | 0,28 | 0,44 | 0,72 | 1,14 | 1,80 | 2,8 |
" 63 " 100 | 0,08 | 0,13 | 0,20 | 0,32 | 0,50 | 0,80 | 1,26 | 2,00 | 3,2 |
" 100 " 160 | 0,09 | 0,14 | 0,22 | 0,36 | 0,56 | 0,90 | 1,44 | 2,20 | 3,6 |
" 160 " 250 | 0,10 | 0,16 | 0,25 | 0,40 | 0,64 | 1,00 | 1,60 | 2,50 | 4,0 |
" 250 " 400 | 0,11 | 0,18 | 0,28 | 0,44 | 0,72 | 1,14 | 1,80 | 2,80 | 4,4 |
" 400 " 630 | 0,13 | 0,20 | 0,32 | 0,50 | 0,80 | 1,26 | 2,00 | 3,20 | 5,0 |
" 630 " 1000 | 0,16 | 0,22 | 0,36 | 0,56 | 0,90 | 1,44 | 2,20 | 3,60 | 5,6 |
" 1000 " 1600 | - | 0,28 | 0,40 | 0,64 | 1,00 | 1,60 | 2,50 | 4,00 | 6,4 |
" 1600 " 2500 | - | - | 0,44 | 0,72 | 1,14 | 1,80 | 2,80 | 4,40 | 7,2 |
" 2500 " 4000 | - | - | 0,64 | 0,80 | 1,26 | 2,00 | 3,20 | 5,00 | 8,0 |
" 4000 " 6300 | - | - | - | 1,00 | 1,44 | 2,20 | 3,60 | 5,60 | 9,0 |
" 6300 " 10000 | - | - | - | - | 1,80 | 2,80 | 4,40 | 7,20 | 11,4 |
" 10000 | - | - | - | - | 2,40 | 3,60 | 5,60 | 9,00 | 14,4 |
Класс точности модельного комплекта назначается в соответствии с табл.15.
Таблица 15
Класс точности отливок по ГОСТ 26645 | Класс точности модельного комплекта |
4, 5т | 1 |
5, 6 | 2 |
7, 7т | 3 |
8, 9т | 4 |
9, 10 | 5 |
11т, 11 | 6 |
12, 13т | 7 |
13, 14 | 8 |
15, 16 | 9 |
Пример условного обозначения точности модельного комплекта (МК):
а) металлического для отливки 9, 10 класса:
Точность МК5 - металл ГОСТ 3212-92
б) деревянного для отливки 13, 14 класса:
Точность МК5 - дерево ГОСТ 3212-92
3.2. Допуск на размеры стержневых знаков может быть на класс ниже, чем формообразующие поверхности модельных комплектов.
3.3. Допуски размеров криволинейных формообразующих поверхностей, изготавливаемых по шаблону, могут быть увеличены на 50%.
3.4. Для деревянных модельных комплектов допускаемые погрешности измерения на формообразующие поверхности устанавливаются с учетом требований ГОСТ 26214 (таблица).
3.5. Точность модельного комплекта проверяют сопоставлением действительных размеров с контролируемыми допускаемыми размерами, заданными чертежом с нанесенными элементами литейной формы или модельного комплекта.
ПРИЛОЖЕНИЕ 1
Справочное
Примеры выполнения формовочных уклонов
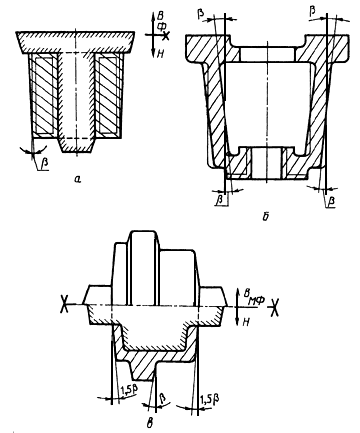
Черт.7
ПРИЛОЖЕНИЕ 2
Справочное
Примеры конструктивных исполнений знаков,
предупреждающих смещение стержней
Черт.8
Текст документа сверен по:
М.: ИПК Издательство стандартов, 2004
