ГОСТ 19395-74
Группа Г21
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ВЕНТЫ ЛИТЫЕ ДЛЯ СТЕРЖНЕВЫХ ЯЩИКОВ
Конструкция и размеры
Casting vents for core boxes. Design and dimensions
ОКСТУ 3969
Дата введения 1975-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 11 января 1974 г. N 89 дата введения установлена 01.01.75
ОГРАНИЧЕНИЕ срока действия снято по протоколу N 2-92 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 2-93)
ИЗДАНИЕ (август 2002 г.) с Изменениями N 1, 2, утвержденными в июле 1980 г., марте 1987 г. (ИУС 9-80, 6-87).
1. Настоящий стандарт распространяется на венты, изготовляемые литьем под давлением, применяемые в стержневых ящиках для пескодувного способа изготовления песчаных стержней.
2. Конструкция и размеры вент должны соответствовать указанным на чертеже и в таблице.
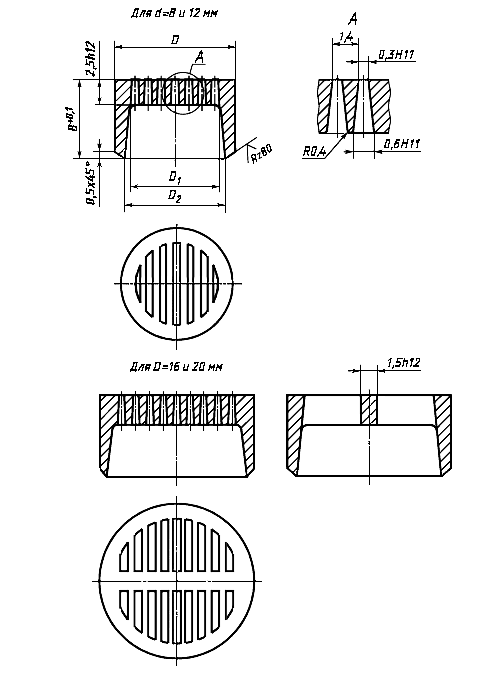
Размеры в мм
Обозначение вент |
|
| Количество пазов | Масса 100 шт., кг | ||
Номин. | Пред. откл. | |||||
0292-1171 | 8 | +0,100 +0,070 | 5,5 | 6,0 | 4 | 0,32 |
0292-1172 | 12 | +0,115 +0,080 | 9,4 | 9,9 | 7 | 0,45 |
0292-1173 | 16 | +0,145 +0,100 | 13,4 | 13,9 | 9 | 0,56 |
0292-1174 | 20 | 16,9 | 17,4 | 12 | 0,68 | |
Пример условного обозначения литой венты 8 мм:
Вента 0292-1171 по ГОСТ 19395-74
(Измененная редакция, Изм. N 1).
3. Материал - антифрикционные сплавы на цинковой основе - по ГОСТ 21438-95.
(Измененная редакция, Изм. N 2).
4. Формовочный уклон по наружной поверхности вент должен быть в пределах 0,5 допуска для .
5. Шероховатость поверхностей отливок вент должна быть от 1,0 до 2,5 мкм.
6. Предельные отклонения расстояния между любыми несмежными пазами ±0,2 мм.
7. Размеры отверстий для установки вент - по ГОСТ 19380-74.
8. Технические условия - по ГОСТ 19410-74.
(Измененная редакция, Изм. N 2).
9. Маркировать: наименование и обозначение венты, обозначение стандарта и товарный знак предприятия-изготовителя. Маркировку наносить на тару или упаковку для партии литых вент одного типоразмера.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2002
