ГОСТ 15020-69*
Группа Г44
0298-0150; 0298-0200;
0298-0250
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
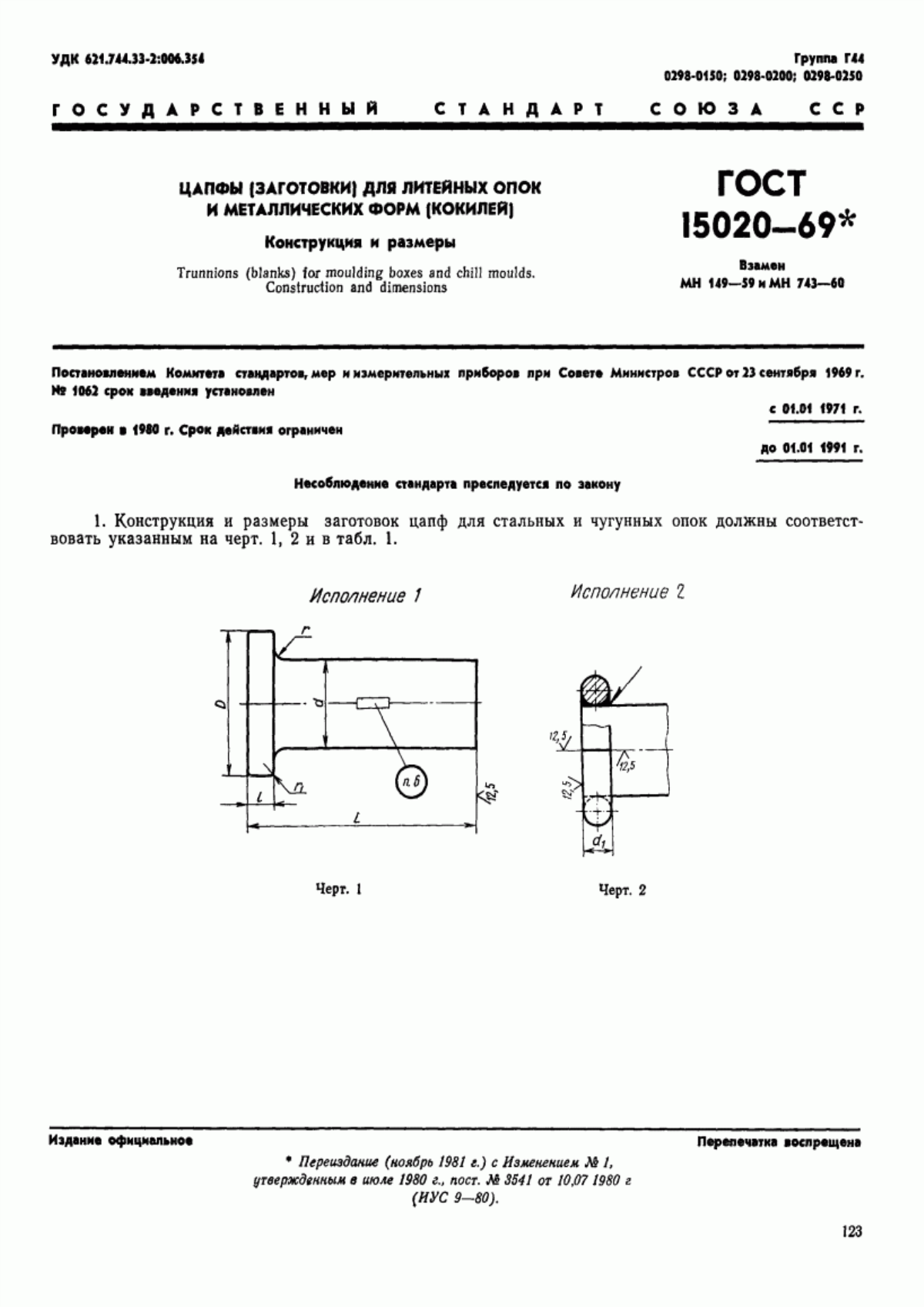
ЦАПФЫ (ЗАГОТОВКИ) ДЛЯ ЛИТЕЙНЫХ ОПОК
И МЕТАЛЛИЧЕСКИХ ФОРМ (КОКИЛЕЙ)
Конструкция и размеры
Trunnions (blanks) for moulding boxes and chill moulds.
Construction and dimensions
Дата введения 1971-01-01
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 23 сентября 1969 г. N 1062 срок введения установлен с 01.01 1971 г.
ПРОВЕРЕН в 1980 г. Срок действия ограничен до 01.01 1991 г.**
________________
** Ограничение срока действия снято постановлением Госстандарта СССР от 23.09.91 N 1479 (ИУС N 12, 1991 год). - .
ВЗАМЕН МН 149-59 и МН 743-60
* ПЕРЕИЗДАНИЕ (ноябрь 1981 г.) с Изменением N 1, утвержденным в июле 1980 г., пост. N 3541 от 10.07 1980 г. (ИУС 9-80).
1. Конструкция и размеры заготовок цапф для стальных и чугунных опок должны соответствовать указанным на черт.1, 2 и в табл.1.

Черт.1 | Черт.2 |
Таблица 1
Размеры в мм

2. Конструкция и размеры заготовок цапф для металлических форм должны соответствовать указанным на черт.1 и в табл.2.
Таблица 2
Размеры в мм
Обозначе- | При- | Допускаемая нагрузка на цапфу, кН (кгс) | Размеры металлических форм | Масса, кг | ||||||
0298-0251 | 2 (200) | 200х160 | 20 | 32 | 90 | 10 | 3 | 5 | 0,25 | |
0252 | 3 (300) | 250x200 | 25 | 40 | 0,40 | |||||
0253 | 4,5 (450) | 320х250 | 32 | 50 | 110 | 0,80 | ||||
400х320 | ||||||||||
0254 | 10 (1000) | 500х400 | 40 | 60 | 140 | 16 | 5 | 5 | 1,50 | |
630x500 | ||||||||||
0298-0255 | 16 (1600) | 800x630 | 50 | 80 | 180 | 10 | 3,00 |
Пример условного обозначения цапфы (заготовки) =100 мм;
=360 мм исполнения 1:
Цапфа (заготовка) 0298-0153 ГОСТ 15020-69
То же, исполнения 2:
Цапфа (заготовка) 0298-0203 ГОСТ 15020-69
1, 2 (Измененная редакция, Изм. N 1)
3. Типы и размеры концов цапф под заливку указаны в приложении.
4. Материал - круг |
|
Ст.3 ГОСТ 535-79** |
______________
* На территории Российской Федерации действует ГОСТ 2590-88;
** На территории Российской Федерации действует ГОСТ 535-2005. - .
5. Предельные отклонения размеров: валов h14, остальных ![]() .
.
(Измененная редакция, Изм. N 1)
6. Маркировать: обозначение и товарный знак предприятия-изготовителя.
7. Сварка кольца исполнение 2, ручная электродуговая. Шов сварного соединения должен быть непрерывным, прожоги и трещины не допускаются.
(Введен дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ
Рекомендуемое
ТИПЫ И РАЗМЕРЫ КОНЦОВ ЦАПФ ПОД ЗАЛИВКУ
| |
Заершить: до | |
| |
Вырезать: до | |


Длина заливаемой части для стальных опок - не менее 1,3
, для чугунных опок не менее 1,5
.
Электронный текст документа подготовлен
З и сверен по:
Опоки литейные цельнолитые чугунные.
Конструкция и размеры (часть 2).
ГОСТ 14996-69-ГОСТ 15022-69: Сб. ГОСТов. -
М.: Издательство стандартов, 1981
