ГОСТ Р ИСО 8007-2-2014
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МАТЕРИАЛЫ УГЛЕРОДНЫЕ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ
Планы выборочного контроля и отбор образцов от отдельных единиц
Часть 2
Обожженные аноды
Carbonaceous materials used in the production of aluminium. Sampling plans and sampling from individual units. Part 2. Prebaked anodes
ОКС 71.100.10
Дата введения 2015-07-01
Предисловие
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Уральский электродный институт" (ОАО "Уралэлектродин") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 109 "Электродная продукция"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 3 марта 2014 г. N 59-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 8007-2:1999* "Материалы углеродные для производства алюминия. Планы выборочного контроля и отбор образцов от отдельных единиц. Часть 2. Обожженные аноды" (ISO 8007-2:1999 "Carbonaceous materials used in the production of aluminium - Sampling plans and sampling from individual units - Part 2: Prebaked anodes", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Октябрь 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Настоящий стандарт идентичен международному стандарту ИСО 8007-2:1999 "Материалы углеродные для производства алюминия. Планы выборочного контроля и отбор образцов от отдельных единиц. Часть 2. Обожженные аноды" (ISO 8007-2:1999 "Carbonaceous materials used in the production of aluminium - Sampling plans and sampling from individual units - Part 2: Prebaked anodes"), который был подготовлен Техническим комитетом ISO/TC 47 "Химия", подкомитетом SC 7 "Оксид алюминия, криолит, фторид алюминия, фторид натрия, углеродные продукты для производства алюминия".
ISO 8007 состоит из трех частей под общим названием "Материалы углеродные для производства алюминия. Планы выборочного контроля и отбор образцов от отдельных единиц":
- Часть 1. Катодные блоки;
- Часть 2. Обожженные аноды;
- Часть 3. Боковые блоки
Приложение А дано для информации.
1 Область применения
Настоящий стандарт устанавливает методы разработки плана выборочного контроля и отбора образцов для обожженных анодов из крупной партии анодов или из комплекта.
Примечание - Термин "комплект" допустимо заменить термином "контролируемая партия, лот".
Настоящий стандарт устанавливает также предпочтительные места отбора образцов от отдельных анодов.
Катодные блоки и обожженные аноды рассматриваются отдельно. Процедуры отбора образцов катодных блоков описаны в ИСО 8007-1.
В отношении рекомендаций по безопасности см. ИСО 3165:1976 "Отбор проб химических веществ промышленного назначения. Безопасность при пробоотборе".
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ISO 3534.1-93, Statistics; vocabulary and symbols (Статистика. Словарь и условные обозначения)
ISO 5022:1979, Refractory products - Sampling and acceptance testing (Изделия огнеупорные фасонные. Отбор образцов и приемочные испытания)
3 Определения
В настоящем стандарте применены определения, приведенные в ИСО 3534 и ИСО 5022:1979.
4 Планы выборочного контроля для крупных партий или комплектов
4.1 Общие положения
План выборочного контроля может быть определен с точки зрения приемлемого уровня качества (AQL). Он может применяться, если заинтересованные стороны придут к соглашению и сделают выбор между различными вариантами, описанными в настоящем стандарте.
Стороны также должны согласовать различные характеристики для измерения (например, плотность и удельное электрическое сопротивление), так чтобы план выборочного контроля соответствовал конечной цели получения представительных образцов для последующих испытаний.
Также можно применить процедуры, приведенные в настоящей части стандарта, модифицируя по предварительному соглашению между заинтересованными сторонами рекомендованные значения в планах выборочного контроля (см. таблицы 1-4).
Эффективность плана выборочного контроля зависит от количества отобранных единиц продукции независимо от объема партии
при условии, что
будет меньше 10%. Таблицы 1-4 используются для определения на основе требующейся эффективности, каким должен быть объем выборки
.
Если опыт показывает, что качество продукции изготовителя соответствует согласованному (это возможно, если партии одинакового качества часто подвергаются процедурам приемки), тогда выбирают план выборочного контроля более низкой эффективности. Это подразумевает меньший объем выборки .
Если более поздний опыт показывает, что качество продукции снизилось и не соответствует согласованному, когда оно оценивается по предварительно установленным критериям, то необходимо вернуться к исходному плану выборочного контроля более высокой эффективности.
Альтернативно план выборочного контроля можно разработать на основе средних значений испытаний наряду с ограничением на диапазон значений вместо или в дополнение к приемлемым уровням качества (AQL).
Рекомендуемыми инструментами при разработке планов выборочного контроля являются карты статистического контроля процессов (SPC) или статистического контроля качества (SQC).
4.2 Отдельная единица продукции
Отдельная единица продукции должна быть согласована между продавцом и покупателем. Это может быть отдельный анод или 1 т анодов.
4.3 Составление плана выборочного контроля на основе приемлемого уровня качества (AQL)
Прежде чем составлять план выборочного контроля по таблицам, необходимо согласовать приведенные ниже параметры:
a) Приемлемый уровень качества, т.е. самое низкое качество, которое можно считать приемлемым как среднее качество изделий при данном процессе производства [среднее (значение) процесса].
b) Какой контроль должен использоваться - нормальный (обычный) или с повышенными требованиями.
Это решается путем изучения результатов выборочного обследования для нескольких последних партий. Правила перехода с одного типа контроля на другой приведены в 4.5.2.
c) Объем партии, который может представлять собой произведенное количество изделий в серийной партии изделий (или контролируемой партии, лоте), или, что предпочтительно, количество произведенных или полученных изделий в течение одного месяца.
4.4 Разработка плана выборочного контроля на основе приемлемого уровня качества (AQL)
4.4.1 В таблице 1 указаны подходящие значения для трех описанных в 4.3 параметров. Покупатель и продавец могут заменить рекомендованные значения своими собственными значениями, если это требуется. Это необходимо включить в акт выборочного контроля.
4.4.2 Используя согласованные значения из таблицы 1, по таблице 2 выбирают нужную кодовую букву, соответствующую объему выборки (SSCL).
Таблица 1 - Рекомендованные значения для разработки плана выборочного контроля
Приемлемый уровень качества (AQL) | 2,5 |
Нормальный контроль или контроль с повышенными требованиями | Нормальный |
Объем партии | Тонны, произведенные за месяц или число единиц продукции в партии или лоте |
4.4.2.1 Если план контроля качества или план обеспечения качества функционирует по приемочному числу (Ас) и браковочному числу (Re) для приемки или браковки партии, используют значения SSCL и AQL, чтобы получить приемочное и браковочное число по таблице 3.
Таблица 2 - Кодовая буква, соответствующая размеру выборки
Объем партии или лота | Кодовая буква, соответствующая размеру выборки (см. таблицы 3 и 4) |
от 2 до 8 | A |
от 9 до 15 | B |
от 16 до 25 | B |
от 26 до 50 | C |
от 51 до 90 | C |
от 91 до 150 | D |
от 151 до 280 | E |
от 281 до 500 | F |
от 501 до 1200 | G |
от 1201 до 3200 | H |
от 3201 до 10000 | J |
от 10001 до 35000 | K |
от 35001 до 150000 | L |
от 150001 до 500000 | M |
от 500001 и более | N |
4.4.2.2 Если план выборочного контроля основан на ужесточенном выборочном контроле, то см. таблицу 4, чтобы взять оттуда приемочное число (Ас) и браковочное число (Re).
4.4.2.3 Приемлемость партии определяется испытанием образцов, полученных в соответствии с согласованным планом выборочного контроля. Если число дефектных единиц (изделий), обнаруженных в выборочной совокупности, равно или меньше приемочного числа (Ас), то партия должна считаться приемлемой. Если число дефектных единиц (изделий), обнаруженных в выборочной совокупности, равно или больше браковочного числа (Re), то партия должна считаться не соответствующей требованиям.
Примечания
1 В этом случае рекомендуется, чтобы покупатель и продавец обсудили план действий. Рекомендуемый план действий заключается в делении исходной партии или груза на две или больше небольших партий или грузов. Каждую из полученных частей следует опробовать в соответствии с данной частью настоящего стандарта и затем снова обследовать. Цель заключается в сведении к минимуму количества анодов, которые необходимо забраковать.
2 Рекомендуется согласовать заранее, как поделить издержки, связанные с повторным опробованием и обследованием, между продавцом и покупателем. Приемлемым может считаться соотношение 80:20.
Словосочетание "дефектная единица" должно применяться к любой единице, которая в испытании по контрактной спецификации дает значение, которое выходит за пределы согласованного диапазона приемлемости. Для большинства задач диапазон приемлемости определяется на основе максимального значения или минимального значения, или того и другого.
4.5 Составление плана выборочного контроля на основе средних значений, полученных в испытаниях
4.5.1 Если план контроля качества или план обеспечения качества функционирует на основе средних значений, полученных в испытаниях для репрезентативной выборки, то первые два столбца таблицы 3 дают объем выборки для применения плана нормального контроля для определения числа единиц (анодов) в выборке. Если применяется ужесточенный контроль, то применяются первые два столбца таблицы 4.
4.5.2 Переход с нормального контроля на ужесточенный должен осуществляться следующим образом
4.5.2.1 В начале контроля должен использоваться нормальный контроль, если между сторонами нет иного соглашения.
4.5.2.2 Если используется нормальный контроль, ужесточенный контроль должен вводиться, если две из каждых пяти последовательных партий определены как неприемлемые согласно плану выборочного контроля.
4.5.2.3 Если используется ужесточенный контроль, то нормальный контроль должен вводиться, если пять последовательных партий определены как приемлемые согласно плану выборочного контроля.
5 Отбор образцов для испытаний от отдельных анодов
5.1 Процедура отбора
Используется оборудование для колонкового бурения или выпиливания с режущими кромками, изготовленными из алмазосодержащих или других сверхтвердых материалов.
5.2 Размеры образцов для испытания
Выбирают размеры каждого образца в соответствии с планируемым испытанием и стандартами на испытания.
Примечание - Если в соответствующих стандартах инструкции в отношении размеров образцов отсутствуют, следует придерживаться следующего руководства:
a) предпочтительно отбирать образцы с круглым поперечным сечением. Диаметр образца рекомендуется брать 50 мм;
b) наименьший размер образца должен равняться утроенному максимальному размеру частиц наполнителя в рецептуре;
c) Длина образца должна равняться по крайней мере 1,5-кратному диаметру для образцов с круглым поперечным сечением и 1,5-кратной диагонали для образцов с прямоугольным (квадратным) поперечным сечением.
Образцы для испытаний, отобранные от анода, уже могут иметь нужные для испытаний размеры. В противном случае из них можно выпилить или высверлить образцы непосредственно для испытания или обточить их на токарном станке с допуском 0,1 мм. Размеры образцов для испытания должны быть достаточными для того, чтобы получить из них образцы нужного размера с параллельными сторонами.
Указывают в акте выборочного контроля размеры отобранных образцов для испытания и места отбора этих образцов.
Таблица 3 - Планы выборочного контроля для нормального контроля (основная таблица)
|
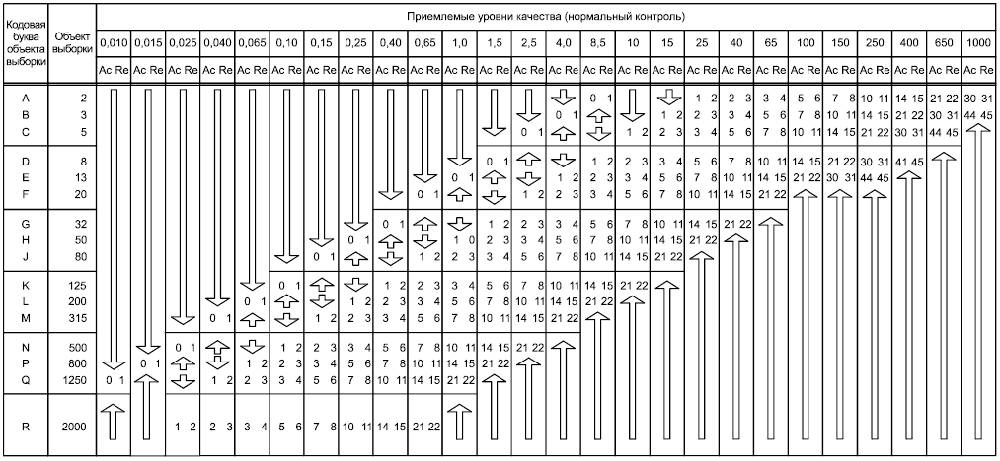
- использовать первый план выборочного контроля под стрелкой. Если объем выборки равен или превышает объем партии или лота, выполняют 100%-й контроль;
- использовать первый план выборочного контроля над стрелкой. Ac - приемочное число; Re - браковочное число.
Таблица 4 - Планы выборочного контроля для ужесточенного контроля (основная таблица)
|
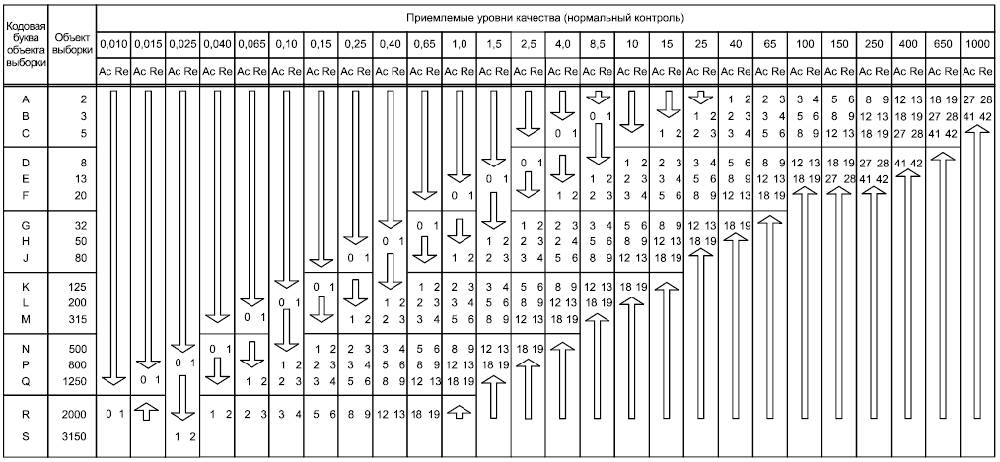
- использовать первый план выборочного контроля под стрелкой. Если объем выборки равен или превышает объем партии или лота, выполняют 100%-й контроль;
- использовать первый план выборочного контроля над стрелкой. Ac - приемочное число; Re - браковочное число.
5.3 Точки отбора образцов
На рисунке 1 показаны местоположения точек отбора образцов и направление для различных размеров и конструкций анодного блока.
Применение процедуры отбора образцов не должно привести к загрязнению, потере прочности или разрушению анодного блока.
|
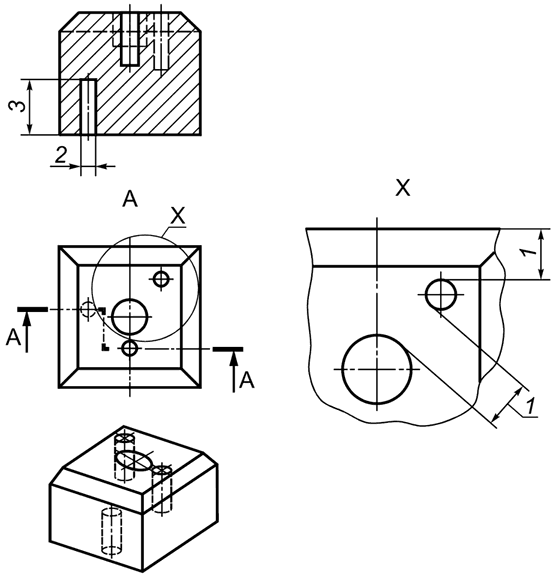
Расстояние 1 - не менее 150 мм; диаметр 2 - 50 или 30 мм; глубина 3 - 250 или 260 мм
Рисунок 1а - Примеры местоположений и направление отбора образцов для различных размеров и конструкций анодных блоков с одним ниппельным гнездом
|
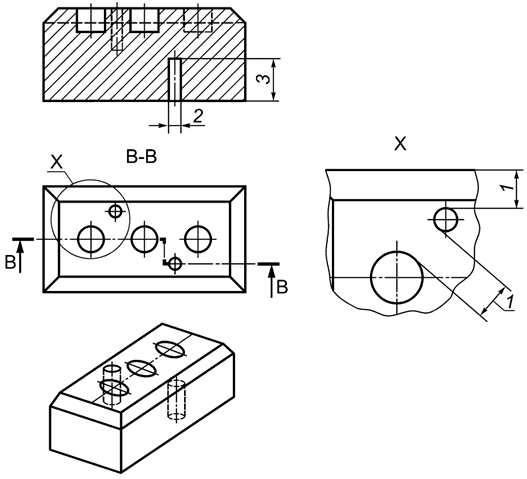
Расстояние 1 - не менее 150 мм; диаметр 2 - 50 или 30 мм; глубина 3 - 250 или 260 мм
Рисунок 1b - Примеры местоположений и направление отбора образцов для различных размеров и конструкций анодных блоков с тремя ниппельными гнездами
|
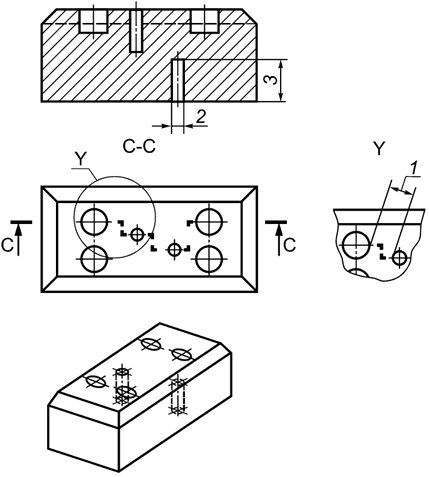
Расстояние 1 - не менее 150 мм; диаметр 2 - 50 или 30 мм; глубина 3 - 250 или 260 мм
Рисунок 1с - Примеры местоположений и направление отбора образцов для различных размеров и конструкций анодных блоков с четырьмя ниппельными гнездами
6 Акт выборочного контроля
Акт выборочного контроля должен включать следующую информацию:
a) наименование производителя и заказчика;
b) идентификацию опробуемой партии или груза;
c) ссылку на данную часть стандарта и на стандарты, описывающие испытания, которые предполагается осуществить на отобранных образцах;
d) дату и место отбора образцов;
e) план выборочного контроля (см. 4.3, 4.4 и 4.5), включая следующие сведения:
1) AQL, если выборочный контроль осуществлялся на основе приемлемого уровня качества,
2) какой контроль был использован: нормальный или ужесточенный,
3) объем партии или груза и число отобранных образцов;
f) для отбора образцов от отдельных анодов:
1) все детали, необходимые для идентификации образца,
2) все идентификационные метки на образце,
3) процедуру, используемую для отбора образцов (колонковое бурение или выпиливание),
4) чертеж, показывающий расположение точек отбора образцов и направление отбора (вертикальное или горизонтальное).
Примечание - Примеры приведены на рисунке 1.
5) размеры отобранных образцов для испытания;
g) все необычные события, отмеченные входе выборочного контроля;
h) все операции, не включенные в данную часть стандарта или в международные стандарты, на которые даны ссылки, а также все процедуры и операции, считающиеся необязательными.
Приложение А
(справочное)
Примеры
А.1 Выборочный контроль в соответствии с приемлемым уровнем качества (AQL) для покупателя
Произведенный или поставленный груз включает 2500 анодов массой 1 т каждый и подлежит нормальному контролю.
a) В соответствии с данными таблицы 1 приемлемый уровень качества (AQL) составляет 2,5.
b) Должен производиться нормальный (не ужесточенный) контроль, так что в соответствии с данными таблицы 2 кодовая буква объема выборки (SSCL) - Н.
c) В соответствии с данными таблицы 3 (нормальный контроль), репрезентативная выборка составляет 50 анодов.
d) Если выполняется план контроля/обеспечения качества по приемочному (Ас) и браковочному (Re) числам, то:
1) три - это максимальное число анодов, которые могут не соответствовать испытаниям на соответствие спецификации, и партия принимается;
2) если большее количество анодов не прошло испытания на соответствие спецификации, то вся партия считается бракованной.
е) Если выполняется план контроля/обеспечения качества на основе средних значений испытаний, то объем репрезентативной выборки составляет те же 50 анодов [см. пункт с)]. Репрезентативная(ые) выборка(и) должна(ы) удовлетворять максимальному значению, минимальному значению и диапазонам значений для различных испытаний на соответствие спецификации по контракту между покупателем и продавцом, если партия считается приемлемой.
А.2 Выборочный контроль в соответствии с приемлемым уровнем качества (AQL) для продавца
Произведенная единица анодов составляет 7500 т анодов в месяц, предполагается, что каждый анод имеет массу 1 т и подлежит нормальному контролю.
a) В соответствии с данными таблицы 1 приемлемый уровень качества (AQL) составляет 2,5.
b) Должен производиться нормальный (не ужесточенный) контроль, так что в соответствии с данными таблицы 2 кодовая буква объема выборки (SSCL) - J.
c) В соответствии с данными таблицы 3 (нормальный контроль) репрезентативная выборка составляет не менее 80 анодов.
d) Аноды должны опробоваться и испытываться в течение месяца. Интервал между опробованиями каждого анода должен быть одинаковым. Этот постоянный интервал можно определить по времени или по числу произведенных анодов:
1) Постоянный временной интервал основан на 80 анодах за 30 дней
![]() .
.
Следовательно, опробуют по три анода в день; если каждый день состоит из трех рабочих смен, то опробуют по одному аноду за смену;
2) Постоянный интервал по тоннажу на основе 80 анодов составляет 7500 т
![]() .
.
Следовательно, отбирают каждый 94-й анод массой 1 т.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным и межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального, межгосударственного стандарта |
ISO 3534-1 | MOD | ГОСТ Р 50779.10-2000 (ИСО 3534.1-93) "Статистические методы. Вероятность и основы статистики. Термины и определения" |
ISO 5022:1979 | MOD | ГОСТ 8179-98 (ИСО 5022:1979) "Изделия огнеупорные фасонные. Отбор образцов и приемочные испытания" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - MOD - модифицированные стандарты. | ||
УДК 621.3.035:006.354 | ОКС 71.100.10 |
Ключевые слова: материалы углеродные, производство алюминия, обожженные аноды, планы выборочного контроля, отбор образцов | |
Электронный текст документа
и сверен по:
, 2019
