ГОСТ Р 54849-2011
(IPC-SM-840E:2010)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МАСКА ПАЯЛЬНАЯ ЗАЩИТНАЯ ДЛЯ ПЕЧАТНЫХ ПЛАТ
Общие технические условия
Protective solder mask for printed circuit boards. General specifications
ОКС 31.180
ОКП 34 4995
Дата введения 2012-07-01
Предисловие
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Центральный научно-исследовательский технологический институт "Техномаш" (ОАО "ЦНИТИ "Техномаш") на основе собственного аутентичного перевода на русский язык международного документа, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 420 "Базовые несущие конструкции, сборка и монтаж электронных модулей"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 14 декабря 2011 г. N 1552-ст
4 Настоящий стандарт является модифицированным по отношению к международному документу IPC-SM-840E:2010* "Общие требования к отвержденной паяльной маске печатных плат и гибким материалам покрытия" (IPC-SM-840E:2010 "Qualification and performance specification of permanent solder mask and flexible cover materials") путем изменения его структуры для приведения в соответствие с правилами, установленными в ГОСТ 1.5 (подразделы 4.2 и 4.3).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Сравнение структуры настоящего стандарта со структурой указанного международного документа приведено в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
1 Область применения
Настоящий стандарт устанавливает критерии и методы получения информации и достоверной оценки паяльной маски при применении минимума испытаний. В данном стандарте установлены требования к оценке параметров паяльной маски, к соответствию характеристик материала паяльной маски требованиям качества печатных плат, к оценке качества паяльной маски в процессе изготовления печатной платы.
Настоящий стандарт распространяется на паяльную маску для односторонних, двусторонних и многослойных печатных плат на жестком, гибком и гибко-жестком основании и для гибких печатных кабелей.
Положения настоящего стандарта разработаны для применения российскими организациями и предприятиями, независимо от их организационно-правовых форм и форм собственности, разрабатывающими, изготавливающими, потребляющими и заказывающими печатные платы, предназначенные для использования в радиоэлектронной и электротехнической аппаратуре и изделиях электронной техники.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 53386-2009 Платы печатные. Термины и определения (IPC-T-50 "Термины и определения по монтажу и конструированию электронных узлов", IDT)
ГОСТ Р 53429-2009 Платы печатные. Основные параметры конструкции (IPC-2221 "Общий стандарт на проектирование печатных плат", IDT)
ГОСТ 23752-79 Платы печатные. Общие технические условия (IPC-6011 "Общие требования к печатным платам", IDT; IPC-6012 "Общие требования к жестким печатным платам", IDT; IPC-6013 "Общие требования к гибким печатным платам", IDT)
ГОСТ 23752.1-92 Платы печатные. Методы испытаний (J-STD-003 "Испытания на паяемость печатных плат", IDT; IPC-TM-650 "Руководство по методам испытаний", IDT; J-STD-004 "Требования к флюсам для пайки", IDT; J-STD-006 "Требования к сплавам припоев для электроники и к флюсованным и нефлюсованным припоям для пайки электронных узлов", IDT)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 В настоящем стандарте применены термины по ГОСТ Р 53386, а также следующие термины с соответствующими определениями:
3.1.1 меление (отвержденной паяльной маски) (chalking): Разрушение паяльной маски, выраженное в удалении с поверхности непосредственно или при стирании мелких частиц паяльной маски.
3.1.2 изменение цвета (отвержденной паяльной маски) (color change): Любое изменение исходного цвета паяльной маски после отверждения и окончательной обработки.
3.1.3 разжижение (отвержденной паяльной маски) (liquefaction): Состояние, когда паяльная маска становится частично или полностью жидкой.
3.1.4 размягчение (отвержденной паяльной маски) (softening): Снижение твердости, о чем свидетельствуют результаты испытаний твердости методом карандаша.
3.1.5 набухание (отвержденной паяльной маски) (sweling): Увеличение объема, отмечаемое как увеличение толщины паяльной маски за счет поглощения других материалов, таких как растворитель.
3.1.6 липкость (teckiness): Состояние, при котором материал паяльной маски или ее поверхность разрушается, становясь при этом липкой на ощупь.
3.1.7 затекание (паяльной маски) (wicking): Состояние, когда неотвержденная паяльная маска втягивается в отверстия, предназначенные для электрического подсоединения к проводящему рисунку печатной платы выводов изделий электронной техники, квантовой электроники и электротехнических изделий.
Примечание - В данном стандарте термин "паяльная маска" относится к постоянному полимерному покрытию любого типа, нанесенному до сборки, за исключением маркировки и материала для заполнения сквозных отверстий.
3.2 В настоящем стандарте применены следующие сокращения:
AABUS - эта аббревиатура показывает необходимость согласования отдельных положений стандарта между поставщиком и потребителем. Показываются дополнительные или альтернативные требования, которые вводятся по согласованию между производителем и потребителем в поставляемую документацию. Примером могут быть требования договора, изменения в поставляемой документации, а также информация на чертеже. Предметом соглашения могут быть определение методов испытаний, условия испытаний, их частота, категория или установление критериев в рамках теста, если они еще не установлены.
Примечание - В данном стандарте изготовитель материала паяльной маски является поставщиком, изготовитель печатной платы с нанесенной паяльной маской - потребителем;
CoC - аббревиатура сертификата соответствия;
FTIR - аббревиатура инфракрасной спектроскопии с преобразованием Фурье (Fourier Transform Infra-Red).
4 Основные положения
4.1 Цель стандарта
Целью данного стандарта является систематизация требований на базе соответствующих методов испытаний для оценки качества паяльной маски и подтверждения ее применимости для использования в стандартных печатных платах. Эти требования определены критериями надежности печатных плат при эксплуатации в условиях потребителя и должны применяться также для оценки качества в процессе производства печатных плат.
Паяльные маски, соответствующие стандарту, при нанесении на печатную плату должны предотвращать образование и прилипание капель припоя, образование перемычек, мостиков припоя, скопление припоя и физическое повреждение печатной платы. Паяльная маска должна замедлять миграцию металла по поверхности печатной платы и другие формы вредных или проводящих образований.
Примечание - Определение совместимости между материалом паяльной маски и материалами (продуктами) последующих процессов пайки и обработки печатного узла не являются предметом рассмотрения настоящего стандарта. Использование тест-методов, указанных в настоящем стандарте, для определения применимости паяльной маски, а также соответствия конкретным требованиям на нее должно быть согласовано между потребителем и поставщиком печатных плат (AABUS).
В данном стандарте устанавливаются основные требования к паяльной маске и процесссу ее применения. Паяльная маска должна отверждаться в соответствии с процессом, рекомендованным изготовителем материала, и при соблюдении условий, необходимых для данного материала. Дополнительные требования, а также отклонения от рекомендованного процесса должны быть AABUS.
4.2 Класс требований к паяльной маске
В данном стандарте применяются два класса требований Т и Н к функциональным характеристикам и результатам тестирования, базирующихся на требованиях поставщика и потребителя. Характеристики, относящиеся к одному классу, не должны расширяться настолько, чтобы охватывать другой класс.
Примечание - Требования, сформулированные для одного класса, не исключают возможности использования специфических требований другого класса.
Т - паяльная маска данного класса применяется в компьютерах, приборах, инструментах, в некритичном военном оборудовании. Паяльная маска этого класса на печатной плате должна обеспечивать функционирование высокотехнических коммерческих и промышленных изделий, для которых предусмотрено требование продолжительной работы, однако перерыв в работе не является критичным.
Н - паяльная маска данного класса предназначена для изделий и оборудования высокой надежности, в том числе военного назначения, для которого непрерывная работа является обязательным условием, то есть простой не допускается.
4.3 Размеры и допуски
Размеры и допуски должны устанавливаться в метрической системе. Отклонение от данного требования должно согласовываться между потребителем и поставщиком.
4.4 Приоритет документов
Если требования контракта, документа на поставку или другого эквивалентного документа вступают в противоречие с данным стандартом, то применяются требования контракта, документа на поставку или другого эквивалентного документа. Если требования используемого документа находятся в противоречии с требованиями настоящего стандарта, то применяется данный стандарт. Однако настоящий стандарт не заменяет действующих законов и правил.
5 Технические требования
5.1 Общие технические требования
5.1.1 Данный стандарт определяет требования для всех групп тестирования между поставщиком, изготовителем и потребителем для обеспечения гарантии соответствия материала, процедуры оценки качества материала, процедуры оценки качества процесса производства и общего соответствия всем приемо-сдаточным критериям. Отклонение от этих требований должно быть AABUS.
5.1.2 Поставщик материала паяльной маски несет ответственность за оценку, качество и подтверждение соответствия требованиям, указанным в 5.1, для каждого стандартного или измененного состава материала паяльной маски. Качество паяльной маски квалифицируется в результате ее контроля в соответствии с требованиями таблицы 1. Необходимые испытания для оценки качества паяльной маски приведены в колонке А таблицы 1. Поставщик должен указать тип фольгированного материала, тип финишного покрытия и класс каждого признанного годным продукта. Отклонение от этих требований должно быть AABUS.
Таблица 1 - Критерии для оценки качества паяльной маски
Требование | Пункт стан- | Метод испытаний | Тестирование | |
ГОСТ 23752.1 Платы печатные. Методы испытаний | Колонка А | Колонка В | ||
Отверждение | 5.3.2 | Нет | + | + |
Отсутствие питательных веществ в маске | 5.2.1 | Нет. | + | - |
5.6 | Испытание 18 | - | + | |
Визуальные требования | 5.7 | Нет | + | + |
Изменение цвета | 5.7.3 | Нет | - | AABUS |
Требования к размерам | 5.8.1 | Нет | - | + |
Толщина отвержденной маски | 5.8.2 | Испытание 15 В | - | + |
Твердость по карандашу | 5.9.1 | Нет | + | + |
Адгезия к жестким печатным платам | 5.9.2.2 | Испытание 13 А | + | + |
Адгезия к гибким печатным платам | 5.9.2.6 | Нет | + | + |
Защита отверстий | 5.9.2.4 | Испытание 13 А | - | + |
Адгезия к материалам маркировочных знаков | 5.9.2.7 | Нет | - | AABUS |
Адгезия к плавящимся металлам | 5.9.2.3 | Испытание 13 А | - | + |
Адгезия между слоями маски | 5.9.2.8 | Испытание 13 А | + | + |
Способность к механической обработке | 5.9.3 | Нет | + | + |
Стойкость к растворителям, очистителям, флюсам | 5.10.1.2 | Испытание 17 А | - | + |
Стойкость к процессам сборки и химии | 5.10.1.3 | Нет | - | AABUS |
Гидролитическая стабильность | 5.10.2 | Испытания 18 и 20 | + | + |
Горючесть - класс Н | 5.10.3.2 | Испытание 16 С | + | + |
Горючесть - класс Т | 5.10.3.3 | Испытание 16 С | + | + |
Паяемость | 5.11.1 | Испытание 14 А | + | + |
Стойкость к оловянно-свинцовым припоям | 5.11.2.1 | Испытание 19 С | + | + |
Стойкость к бессвинцовым припоям | 5.11.2.2 | Испытание 19 С | + | + |
Имитация бессвинцового оплавления | 5.11.2.3 | Нет | + | + |
Электрическая прочность изоляции | 5.12.1 | Испытание 7 А | + | AABUS |
Сопротивление изоляции | 5.13.2 | Испытание 6 А | + | + |
Влагостойкость и сопротивление изоляции | 5.13.1 | Испытание 6 А | + | + |
Электрохимическая миграция | 5.13.2 | Испытание 6 А | + | + |
Термический удар | 5.13.3 | Испытание 19 С | + | AABUS |
5.1.3 Потребитель материала несет ответственность за оценку и выбор процесса нанесения и отверждения паяльной маски, которые будут использоваться для получения покрытия необходимого класса при применении печатных плат, за правильность применения технологии, предложенной поставщиком. Указанная ответственность определяется испытаниями, перечень которых указан в колонке В таблицы 1. Отклонение от этих требований должно быть AABUS.
5.1.4 Поставщик несет ответственность за изменение характеристик процесса для любого материала, за изменение стандартного состава материала паяльной маски. Отклонение от этих требований должно быть AABUS.
5.2 Технические требования к составу паяльной маски
5.2.1 Паяльная маска и/или покрытия печатных плат должны быть приготовлены в соответствии с требованиями настоящего стандарта и не должны содержать вредных веществ. Поставщик паяльной маски несет ответственность за предоставление объективных доказательств, что поставляемые материалы паяльной маски при обработке по инструкции поставщика достигают уровня полимеризации, отвечающего критериям качества. Материалы, используемые для ретуши дефектов, должны удовлетворять требованиям настоящего стандарта.
5.2.2 Изменение состава паяльной маски требует нового наименования или обозначения продукта и оценки его качества. Степень изменения наименования определяет поставщик, но изменения в наименовании или обозначении должны быть очевидны для изготовителя и пользователя.
5.2.3 Варианты изменения в составе паяльной маски, являющиеся основанием для замены наименования или обозначения материала:
- изменения, превышающие ±2% в весовом содержании любого нелетучего компонента относительно содержания этого же компонента в исходном рецепте;
- удаление нелетучего компонента;
- добавление нового нелетучего компонента;
- изменения типа красителя или пигмента, за исключением цвета красителя или пигмента в определенном, испытанном диапазоне низких и высоких уровней насыщенности отдельного красящего материала;
- любое изменение в маске, в результате которого происходит изменение в спектральной характеристике FTIR отвержденной паяльной маски;
- добавление, удаление или изменение в композиции "инертных" материалов, входящих в состав матирующих агентов, исключая количественное изменение в одном, уже имеющемся в составе, "инертном" материале, которое определяется тестированием этого конкретного материала в диапазоне от самого низкого (нет такого) до самого высокого уровня (уровень при поставке). Изменения, относящиеся более чем к одному материалу, рассматриваются как изменение рецептуры.
5.2.4 Варианты изменения в составе паяльной маски, не являющиеся основанием для замены наименования или обозначения материала:
- изменения, составляющие менее ±2% в весовом содержании любого нелетучего компонента относительно содержания этого компонента в исходном составе;
- изменения в летучих компонентах (растворителях), если количественный остаток в покрытии после сушки "до отлипа" при рекомендованных режимах сушки составляет менее 1% сухого веса;
- изменения в процентном соотношении твердой части относительно летучей в паяльной маске, поставляемой изготовителем.
5.2.5 Материалы паяльной маски должны подходить для нанесения и применения на печатных платах и быть совместимыми химически, физически, экологически и электрически с материалами конструкции. Эти материалы не должны вызывать ухудшения, разрушения материалов, применяемых в печатных узлах или изделиях электронной техники и электротехнических, смонтированных на печатной плате. Материал не должен вызывать коррозию металла, существующего на печатной плате, в том числе нанесенного для защиты.
5.2.6 Подтверждение совместимости материала паяльной маски с другими веществами, не указанными в 5.2.5, является обязанностью изготовителя.
5.3 Срок годности паяльной маски при хранении
5.3.1 Срок годности и условия хранения паяльной маски определяются поставщиком материала.
5.3.2 Паяльная маска должна быть нанесена и отверждена в течение срока хранения, указанного поставщиком материала.
5.4 Технические требования к цвету паяльной маски
Цвет отвержденной паяльной маски должен быть стандартным для определенного типа продукта, устанавливаемого поставщиком материала. Допускается также прозрачная, без пигмента паяльная маска.
5.5 Технические требования к процессу отверждения паяльной маски
5.5.1 Необходимый уровень отверждения может быть определен функционально путем контроля соответствия отвержденной паяльной маски всем или части требований настоящего стандарта. Перечень необходимых требований - AABUS.
5.5.2 Другие, отличные от требований настоящего стандарта, методы контроля уровня отверждения паяльной маски могут быть использованы. Разрешение на альтернативные методы и средства испытаний и возможность их использования должны быть AABUS.
5.6 Техническое требование к отсутствию питательных веществ
Отвержденная паяльная маска не должна способствовать или поддерживать рост биологических субстанций при проведении испытаний по ГОСТ 23752.1, испытание 18.
5.7 Технические требования к внешнему виду
5.7.1 Отвержденная паяльная маска должна быть однородной по цвету, не должна содержать инородных включений, трещин, отслоений, не должна иметь каких-либо нарушений на поверхности, которые могли бы мешать сборке или функционированию печатной платы.
5.7.2 Допускается обесцвечивание металлических поверхностей под отвержденной паяльной маской.
5.7.3 Допускается обесцвечивание паяльной маски после процесса пайки. Допустимая степень обесцвечивания согласовывается между поставщиком и потребителем.
5.8 Требования к размерам
5.8.1 Отвержденная паяльная маска должна визуально покрывать всю поверхность в соответствии с чертежом печатной платы. При использовании бесцветной паяльной маски, а также при получении тонкого или светлого покрытия проверку следует производить путем поперечного сечения, которое проводится на трех произвольно выбранных для анализа печатных платах.
5.8.2 Изготовитель печатной платы должен подтвердить, что минимальная толщина паяльной маски на печатной плате достаточна для электрической защиты печатной платы при проверке напряжением пробоя. Толщина паяльной маски должна измеряться любым микрометром или индикатором с погрешностью до 2,5 мкм на микрошлифе, изготовленном по ГОСТ 23752.1, испытание 15 В. Если требуется специальная толщина или защита от повышенного напряжения пробоя, это должно быть AABUS.
5.9 Физические требования
5.9.1 Твердость по карандашу
На отвержденной маске не должны оставаться царапины, риски или штрихи после воздействия карандаша с литерой "F".
5.9.2 Требование адгезии
5.9.2.1 Отвержденная маска должна выдержать испытания на соответствие требованиям на адгезию к жестким и гибким печатным платам. Применяемые требования и отклонение от них, а также использование тест-купонов или производственных печатных плат должно быть AABUS.
5.9.2.2 Адгезия отвержденной паяльной маски к базовому материалу жесткой печатной платы и к неплавящимся металлам должна проверяться по ГОСТ 23752.1, испытание 13 А. Максимальный процент отслоения отвержденной маски от поверхности диэлектрика или проводникового материала проверяемого образца до и после пайки должен быть в пределах, указанных в таблице 2.
Таблица 2 - Адгезия отвержденной паяльной маски к жестким печатным платам
Материал поверхности | Пункт стандарта | Максимальный процент дефектов |
Чистая медь | 5.9.2.2 | 0 |
Золото, никель | 5.9.2.2 | 5 |
Диэлектрик | 5.9.2.2 | 0 |
Плавящиеся металлы (сплав олово-свинец, оплавленный сплав олово-свинец, блестящее олово) | 5.9.2.3 | 10 |
5.9.2.3 Адгезия отвержденной паяльной маски, нанесенной на плавящиеся металлы, должна проверяться по ГОСТ 23752.1, испытание 13 А. Максимальный процент отслоения отвержденной паяльной маски от поверхности плавящихся металлов до и после пайки не должен превышать указанное в таблице 2.
5.9.2.4 Адгезия отвержденной паяльной маски к материалу, используемому для заполнения или перекрытия отверстий, должна проверяться по ГОСТ 23752.1, испытание 13 А. Качество соответствия тест-купона должно проверяться не менее чем по шести защищенным отверстиям на каждом купоне, предусмотренном при проектировании печатной платы. На отвержденной паяльной маске не должно быть дефектов, как указано в 5.9.2.2, 5.9.2.3.
5.9.2.5 При проектировании печатных плат с паяльной маской следует руководствоваться требованиями ГОСТ 53429* с учетом следующих правил:
_______________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р 53429-2009. - .
- если проводники печатной платы покрываются плавящимся металлом, а паяльная маска должна покрывать проводники полностью с сохранением требований по адгезии, то максимальная ширина печатных проводников не должна превышать 1,27 мм;
- если на печатной плате имеются широкие проводники и/или экраны, следует при проектировании предусмотреть их разрезку. При этом площадь разрезки должна быть не менее 6,45 мм и размещаться в координатной сетке с шагом не более 6,35 мм;
- если контактная площадка, покрытая плавящимся металлом, не должна быть покрыта паяльной маской, то маска не должна перекрывать поверхность с плавящимся металлом более чем на 0,075 мм для любого класса печатных плат. Совмещение контактной площадки и паяльной маски должно соответствовать требованиям чертежа на печатную плату.
5.9.2.6 Адгезия отвержденной паяльной маски к гибким печатным платам проверяется путем изгиба гибкой печатной платы вокруг оправки диаметром 3,18 мм. На отвержденной маске не должно быть трещин или отслоений от поверхности диэлектрика, проводников, контактных площадок, экранов и т.п. после проведения 25 циклов.
5.9.2.7 Адгезия маркировочных знаков, наносимых на паяльную маску в ходе последующих технологических операций, не должна являться критерием оценки полноты ее отверждения. Определение критерия приемлемости адгезии материалов для маркировки к отвержденной паяльной маске и методы испытаний - AABUS.
5.9.2.8 При нанесении паяльной маски в несколько слоев адгезия между слоями должна соответствовать требованиям 5.9.2.2, 5.9.2.3. Это требование относится также к состоянию "до отлипа".
5.9.3 Способность к механической обработке
Отвержденная паяльная маска, нанесенная на основание печатной платы, свободное от металлических площадок, должна допускать механическую обработку (сверление, обрезку по контуру, фрезерование, перфорацию). На отвержденной паяльной маске не должно быть трещин и разрывов с размерами большими, чем на основании печатной платы, на которое нанесена паяльная маска. Контроль должен быть визуальным без применения средств увеличения.
5.10 Химические требования
5.10.1 Стойкость к растворителям, очистителям и флюсам
5.10.1.1 Отвержденная паяльная маска должна выдерживать воздействие растворителей, очистителей и флюсов, применяемых в дальнейших технологических процессах обработки печатных плат и печатных узлов. Стойкость к материалам, не предусмотренным технологическими процессами - AABUS.
5.10.1.2 Стойкость паяльной маски к растворителям и очистителям должна проверяться на тест-образцах в условиях, оговоренных ГОСТ 23752.1, испытание 17 А. Стойкость к каждому реагенту должна испытываться отдельно с использованием новых образцов для каждого реагента. На паяльной маске не должно быть видимых глазу отслоений, трещин, залипания, набухания или постоянного разрушения поверхности.
5.10.1.3 Стойкость отвержденной паяльной маски к химическим процессам, применяемым в процессе сборки, и совместимость ее с процессом сборки не должны являться критериями оценки возможности применения маски. Ответственность за определение совместимости и разрешение на использование паяльной маски должно быть AABUS.
5.10.2 Гидролитическая стабильность
Гидролитическая стабильность отвержденной паяльной маски должна определяться тестированием в условиях кондиционирования в соответствии с ГОСТ 23752.1, испытания 18 и 20. На отвержденной паяльной маске не должно быть размягчения, меления, образования пузырей, трещин, залипания, потери адгезии, разжижения.
5.10.3 Горючесть
5.10.3.1 Характеристика горючести отвержденной паяльной маски должна определяться в соответствии с ГОСТ 23752.1, испытание 16 С.
5.10.3.2 Горючесть материала паяльной маски класса Н не должна повышать индекс "V" для базового материала.
5.10.3.3 Паяльная маска класса Т, нанесенная на базовый материал, не должна повышать его индекс горючести более чем на единицу, и этот параметр должен быть не хуже "V-1".
5.11 Требования к пайке
5.11.1 Паяемость
При производстве печатных плат и/или изготовлении тест-купонов должны удовлетворяться требования к паяемости при проведении испытаний в соответствии с ГОСТ 23752.1, испытание 14 А. На участках, предназначенных для пайки, не должно оставаться следов маски, которые отрицательно влияют на паяемость.
5.11.2 Стойкость к припоям
5.11.2.1 Стойкость отвержденной маски к прилипанию припоя олово-свинец должна определяться испытанием на термоудар (опускание в расплавленный припой) в соответствии с ГОСТ 23752.1, испытание 19 С.
Сразу после воздействия припоя должен производиться визуальный контроль паяльной маски на отсутствие каких-либо следов прилипания припоя.
5.11.2.2 Способность отвержденной маски быть стойкой к прилипанию бессвинцового припоя должна определяться испытанием на соответствие требованиям 5.11.2.1.
5.11.2.3 Образцы, которые испытываются на стойкость к прилипанию бессвинцового припоя, должны быть подвергнуты воздействию пяти дополнительных тестов перемещением по поверхности припоя при температуре (260±5) °C в течение (10±1) с для каждого теста. На поверхности маски не должно быть каких-либо следов припоя.
5.12 Электрические требования
5.12.1 Электрическая прочность изоляции
Материал паяльной маски должен выдерживать или превышать минимальное значение пробивного напряжения 500 В при толщине маски 25 мкм, если испытание проводится по ГОСТ 23752.1, испытание 7 А. Если толщина паяльной маски менее 25 мкм, то она также должна выдерживать минимальное пробивное напряжение 500 В. Требование должно быть AABUS.
5.12.2 Сопротивление изоляции
Сопротивление изоляции печатных плат с паяльной маской должно оцениваться в соответствии с ГОСТ 23752.1, испытание 6 А, путем сравнения величин сопротивления до и после испытаний печатных плат на стойкость к воздействию припоя. Образец или тест-купон должен иметь минимальное сопротивление изоляции 500 МОм до и после воздействия припоя по 5.11.2.
5.13 Требования устойчивости к воздействию окружающей среды
5.13.1 Влагостойкость
Способность отвержденной паяльной маски, нанесенной на печатные платы, соответствовать требуемому уровню влагостойкости и сопротивления изоляции (как в условиях испытания, так и после выдержки в условиях окружающей среды в течение от одного до двух часов после удаления из камеры влажности) должна определяться в соответствии с ГОСТ 23752.1, испытание 6 А, и таблицей 3. Тест-образцы должны быть стойкими без образования пузырей или отслаивания и соответствовать требованиям по сопротивлению изоляции в условиях, указанных в таблице 3.
Таблица 3 - Сопротивление изоляции печатных плат с отвержденной паяльной маской в условиях повышенной влажности
Класс паяль- | Темпе- | Влаж- | Смеще- | Испыта- | Дли- | Тест- | Сопро- |
Т | 65±2 | 90±3 | 0 | 100 | 24 | E и F, C | 500 |
Н | от 25 до 65±2 | 90+3/-5 | 50 | 100 | 160 | D, C | 500 |
5.13.2 Электрохимическая миграция
Способность отвержденной паяльной маски предотвращать электрохимическую миграцию металла по поверхности печатной платы должна определяться путем измерения сопротивления изоляции на наружных слоях печатной платы по ГОСТ 23752.1, испытание 6 А. На тест-образцах не должно быть заметных следов миграции металла, сопротивление изоляции должно соответствовать требованиям таблицы 4.
Таблица 4 - Условия испытаний печатных плат на электрохимическую миграцию
Класс паяльной маски | Темпе- | Влаж- | Смеще- | Испыта- | Длитель- | Тест- | Сопро- |
Т | 85±2 | 85 минимум | 10 | 45-100 | 500 | D, C | |
Н | 85±2 | 90±3 | 10 | 10 | 168 | D, C |
5.13.3 Термический удар
Стойкость отвержденной паяльной маски класса Н, нанесенной на печатную плату, к воздействию термического удара должна определяться результатом испытаний в соответствии с ГОСТ 23752.1, испытание 19 С, в условиях в соответствии с таблицей 5. Перед испытанием на термоудар образцы должны пройти тест на воздействие припоя по 5.11.2. Тест-образцы должны быть проверены визуально. На образцах не должно быть пузырей, трещин, отслоений. Требования к испытанию паяльной маски класса Т согласно таблице 5 - AABUS.
Таблица 5 - Условия испытаний печатных плат на термический удар
Класс паяльной маски | Температура испытаний, °C | Количество циклов |
Н, Т - по согласованию | от минус 65 до 125 | 100 |
6 Обеспечение гарантированного качества паяльной маски
6.1 Ответственность за испытания и контроль
6.1.1 Поставщик паяльной маски, изготовитель печатных плат, конечный потребитель и испытательные лаборатории должны нести ответственность за применяемые средства испытаний и контроля для подтверждения соответствия полученных результатов квалификации паяльной маски в соответствии с 4.2 настоящего стандарта.
6.1.2 Поставщик паяльной маски должен нести ответственность за результаты испытаний, проведенных согласно таблице 1, колонка А, и таблице 6, определяющей перечень исходных испытаний паяльной маски. Периодические испытания, обеспечивающие постоянство характеристик материала паяльной маски, должны проводиться в соответствии с требованиями 6.3.2 настоящего стандарта.
Таблица 6 - Перечень и последовательность исходных испытаний паяльной маски, проводимых поставщиком, количество и идентификация образцов для испытаний
Требование | Идентификация образца | Количество образцов для испытаний | |||
Непо- | До пайки | После пайки* | Общее количество образцов | ||
Внешний вид | Все | - | Все | - | Все |
Способность к механической обработке | A | - | 3 | 3 | 3 |
Отверждение | A и B | - | - | - | См. примечание |
Твердость по карандашу | A | - | 3 | 3 | 3 |
Адгезия к жестким печатным платам | A | - | 3 | 3 | 3 |
Адгезия к гибким печатным платам | Проектирование по заказу | - | 3 | 3 | 3 |
Гидролитическая стабильность/старение | Проектирование по заказу | - | 3 | - | 3 |
Диэлектрическая прочность | Проектирование по заказу | - | 3 | - | 3 |
Стойкость к растворителям и очистителям | B | - | 5 | - | 5 |
Паяемость | B | - | 3 | - | 3 |
Стойкость к припою | B | - | 3 | - | 3 |
Сопротивление изоляции/ | C | ||||
Класс Т | 6 | 6 | 6 | 18 | |
Класс Н | 1 | 1 | 1 | 3 | |
Электрохимическая миграция | D | ||||
Класс Т | - | 3 | - | 3 | |
Класс Н | - | 3 | - | 3 | |
Термоудар | A | ||||
Класс Т*** | - | - | 3 | 3 | |
Класс Н | - | - | 3 | 3 | |
Суммарное количество образцов с идентификацией A, B, C, D | Класс Т - 38 | ||||
* Образцы испытываются после проведения пайки. ** Образцы, использованные для испытания сопротивления изоляции. *** Не обязательно. Примечание - Отвержденная паяльная маска должна соответствовать требованиям 5.9.2.6, 5.10.1, 5.11.1, 5.11.2. | |||||
6.1.3 Изготовитель печатных плат и/или потребитель должны нести ответственность за результаты испытаний согласно таблице 1, колонка В, и таблице 7.
Таблица 7 - Перечень и последовательность испытаний паяльной маски, проводимых изготовителем печатных плат и/или потребителем, количество и идентификация образцов для испытаний
Требование | Идентифи- | Количество образцов для испытаний | |||
Непок- | До пайки | После пайки** | Общее коли- | ||
Внешний вид | Все | - | Все | - | Все |
Способность к механической обработке | A | - | 3 | 3 | 3 |
Твердость по карандашу | A | - | 3 | 3 | |
Адгезия к жестким печатным платам | A | - | 3 | 3 | |
Адгезия к гибким печатным платам | Проектирование по заказу | - | 3 | 3 | 3 |
Размеры: | |||||
- визуально | A | - | Все | - | Все |
- микрошлиф | A | - | 3 | - | 3 |
Защита отверстий (если требуется) | Отдельное проектирование | - | - | 3 | 3 |
Термоудар (если требуется) | A | - | - | 3 | 3 |
Стойкость к растворителям и очистителям | B | - | 5 | - | 5 |
Стойкость к процессам сборки и химии | B | - | По согласованию | - | По согласованию |
Паяемость | B | - | 3 | - | 3 |
Стойкость к припою (пайке) | B | - | 3 | - | 3 |
Отверждение | A и B | - | - | - | См. примечание |
Сопротивление изоляции/ | C | ||||
Класс Т | 6 | 6 | 6 | 18 | |
Класс Н | 1 | 1 | 1 | 3 | |
Электрохимическая миграция | D | ||||
Класс Т | - | 3 | - | 3 | |
Класс Н | - | 3 | - | 3 | |
Горючесть | F | - | - | - | Как требуется для UL 9 |
Суммарное количество образцов | Класс Т - 32 | ||||
* Образцы по IPC-B-25A, изготовленные из одного базового материала по одному технологическому процессу или серийные купоны соответствующего качества, идентичные образцам от A до D, или печатные платы. ** Образцы испытываются после проведения пайки по 5.11.2. *** Образцы, использованные для испытания сопротивления изоляции. Примечание - Отвержденная паяльная маска должна удовлетворять требованиям 5.9.2.6, 5.10.1, 5.11.1, 5.11.2. | |||||
6.1.4 Поверка или контроль находящихся в эксплуатации технических средств для проведения испытаний на соответствие технической документации должны проводиться в соответствии с установленным порядком. Применимость этих испытательных средств и разрешение на их использование должны быть ААВUS.
6.2 Контроль качества
6.2.1 Контроль качества согласно 5.2 и 5.5 может быть проведен как в одном месте, так и в нескольких местах в соответствии с 6.1. Так как образцы, оборудование, технологические операции, методы могут меняться в зависимости от места, необходим полный и точный отчет о деталях тестирования и данных контроля.
6.2.2 Тест-образцы должны соответствовать требованиям таблиц 6 и 7, если не определены другие методы испытаний. Отклонения относительно количества или типа применяемых тест-образцов должны быть AABUS.
6.2.3 Тест-образцы должны испытываться, как указано в соответствующей колонке таблицы 1. Отклонение от этого требования должно быть AABUS. Рекомендуемый для использования формат образца для каждого вида испытаний показан в таблицах 6 и 7.
6.2.4 При обнаружении дефектов при тестировании следует после определения вида дефекта и его исправления провести повторные испытания.
6.2.5 Испытания качества материала паяльной маски и совокупности процесса изготовления и характеристик печатных плат должны соответствовать одному из перечисленных условий:
- статистический контроль ключевых параметров технологического процесса, которые влияют на характеристики паяльной маски. Требование обеспечения сертификата соответствия (CoC), т.е. соблюдение норм стандартов AABUS;
- проверка свойств паяльной маски в объеме таблицы 7 в случае отсутствия статистического контроля. Требование обеспечения CoC должно быть обязательным.
6.3 Порядок проведения испытаний и контроля паяльной маски перед поставкой
6.3.1 Все виды контроля по отдельным показателям должны соответствовать требованиям действующих стандартов. Применение контрольной документации на материалы и процессы для тестирования ключевых параметров, являющихся определяющими для характеристик продукта, должно быть AABUS.
6.3.2 После проведения первичных испытаний материал паяльной маски должен проходить периодические испытания на соответствие исходным требованиям с частотой, обеспечивающей постоянство характеристик. Партия должна состоять из всего материала паяльной маски одной, двух или более серий, предназначенных для одновременного контроля. Партия должна быть идентифицирована.
6.4 Условия проведения испытаний
6.4.1 Стандартные лабораторные условия, если не предусмотрены специальные условия для испытаний, должны соответствовать требованиям ГОСТ 23752.
6.4.2 При использовании для испытаний на воздействие окружающей среды специальных камер тест-образцы должны размещаться только в пределах рабочей зоны с соблюдением следующих условий:
- контрольные приборы в камере должны обеспечивать установленную температуру с погрешностью ±2 °C;
- камеры должны быть сконструированы таким образом, чтобы в любое заданное время температура в любой точке рабочей зоны не отклонялась более чем на 3 °C относительно контрольной точки, за исключением непосредственной близости к образцам, генерирующим тепло.
6.5 Образцы для испытаний
6.5.1 Образцы для испытаний должны быть с металлизированными отверстиями или без них в соответствии с требованиями 6.5.2 и 6.5.3. Отклонение от данного требования должно быть AABUS.
6.5.2 В качестве тест-образца должна использоваться универсальная тест-плата, представленная на рисунке 1.
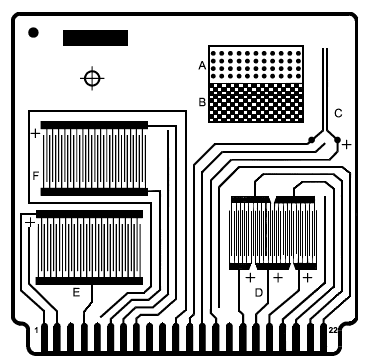
Рисунок 1
6.5.3 В качестве тест-купона должна использоваться стандартная "Y"-конфигурация, представленная на рисунке 2.

Рисунок 2
6.5.4 Паяльная маска должна быть нанесена на образцы и отверждена в соответствии с рекомендациями поставщика материала. Отклонение от этого требования должно быть AABUS. Контактные площадки для припайки технологических проводов, необходимых для проведения испытаний, должны быть свободны от маски.
6.5.5 Перед нанесением паяльной маски печатная плата должна быть очищена до уровня чистоты в соответствии с требованиями ГОСТ 23752.
6.5.6 Количество образцов должно быть достаточным для получения статистических данных и быть не менее трех, рекомендуемых для каждого теста, как указано в таблицах 6 и 7.
7 Упаковка, маркировка
7.1 Расфасовка и упаковка материала паяльной маски должны производиться в соответствии с практикой изготовителя.
7.2 На этикетках должны быть приведены следующие данные:
- описание паяльной маски;
- номер партии;
- номер протокола испытаний партии материала;
- дата изготовления;
- срок годности;
- особые требования, связанные с сертификатом соответствия.
Отклонение от этих требований должно быть AABUS.
Приложение ДА
(справочное)
Сопоставление структуры настоящего стандарта со структурой международного документа
Таблица ДА.1
Структура настоящего стандарта | Структура международного документа IPC-SM-840E | ||||||
Раз- | Подраз- | Пункты | Под- | Раз- | Подраз- | Пункты | Под- |
1 | - | - | - | 1 | 1.1 | - | - |
2 | - | - | - | 2 | - | - | - |
3 | 3.1 | 3.1.1 | - | 1 | 1.5.3 | - | |
3.1.2 | - | 1.5.4 | - | ||||
3.1.3 | - | 1.5.9 | - | ||||
3.1.4 | - | 1.5.12 | - | ||||
3.1.5 | - | 1.5.14 | - | ||||
3.1.6 | - | 1.5.15 | - | ||||
3.1.7 | - | 1.5.16 | - | ||||
3.2 | - | - | 1.5.1 | - | |||
- | 1.5.5 | - | |||||
- | 1.5.8 | - | |||||
4 | 4.1 | - | - | 1.2 | - | - | |
4.2 | - | - | 1.3 | - | - | ||
4.3 | - | - | 1.4 | - | - | ||
4.4 | - | - | 2 | 2.4 | - | - | |
5 | 5.1 | 5.1.1 | - | 3 | 3.1 | - | - |
5.1.2 | - | 3.1.1 | - | ||||
5.1.3 | - | 3.1.2 | - | ||||
5.1.4 | - | 3.1.3 | - | ||||
5.2 | 5.2.1 | - | 3.2 | - | - | ||
5.2.2 | - | 3.2.1 | - | ||||
5.2.3 | - | 3.2.1.1 | |||||
5.2.4 | - | 3.2.1.2 | |||||
5.2.5 | - | 3.2.2 | - | ||||
5.2.6 | - | 3.2.2.1 | |||||
5.3 | 5.3.1 | - | 3.2.2.2 | ||||
5.3.2 | - | 3.2.3 | |||||
5.4 | - | - | 3.2.4 | ||||
5.5 | 5.5.1 | - | 3.2.5 | 3.2.5.1 | |||
5.5.2 | - | 3.2.5.2 | |||||
5.6 | - | - | 3.2.6 | - | |||
5.7 | 5.7.1 | - | 3.3 | 3.3.1 | - | ||
5.7.2 | - | 3.3.2 | - | ||||
5.7.3 | - | 3.3.3 | - | ||||
5.8 | 5.8.1 | - |
| 3.4 | - | - | |
5.8.2 | - | 3.4.1 | - | ||||
5.9 | 5.9.1 | - | 3.5 | 3.5.1 | - | ||
5.9.2 | 5.9.2.1 | 3.5.2 | - | ||||
5.9.2.2 | 3.5.2.1 | ||||||
5.9.2.3 | 3.5.2.5 | ||||||
5.9.2.4 | 3.5.2.3 | ||||||
5.9.2.5 | 3.5.2.5 | ||||||
5.9.2.6 | 3.5.2.2 | ||||||
5.9.2.7 | 3.5.2.4 | ||||||
5.9.2.8 | 3.5.2.6 | ||||||
5.9.3 | - | 3.5.3 | - | ||||
5.10 | 5.10.1 | 5.10.1.1 | 3.6 | 3.6.1 | - | ||
5.10.1.2 | - | 3.6.1.1 | |||||
5.10.1.3 | - | 3.6.1.2 | |||||
5.10.2 | - | 3.6.2 | - | ||||
5.10.3 | 5.10.3.1 | 3.6.3 | - | ||||
5.10.3.2 | 3.6.3.1 | ||||||
5.10.3.3 | 3.6.3.2 | ||||||
5.11 | 5.11.1 | - | 3.7 | 3.7.1 | - | ||
5.11.2 | 5.11.2.1 | 3.7.2 | - | ||||
5.11.2.2 | 3.7.3 | - | |||||
5.11.2.3 | 3.7.3.1 | ||||||
5.12 | 5.12.1 | - | 3.8 | 3.8.1 | - | ||
5.12.2 | - | 3.8.2 | - | ||||
5.13 | 5.13.1 | - | 3.9 | 3.9.1 | - | ||
5.13.2 | - | 3.9.2 | - | ||||
5.13.3 | - | 3.9.3 | - | ||||
6 | 6.1 | 6.1.1 | - | 4 | 4.1 | - | - |
6.1.2 | - | 4.1.1 | - | ||||
6.1.3 | - | - | |||||
6.1.4 | - | 4.1.2 | - | ||||
6.2 | 6.2.1 | - | 4.2 | - | - | ||
6.2.2 | - | 4.2.1 | - | ||||
6.2.3 | - | 4.2.2 | - | ||||
6.2.4 | - | 4.2.3 | - | ||||
6.2.5 | - | 4.3 | - | - | |||
6.3 | 6.3.1 | - | 4.3.1 | - | |||
6.3.2 | - | 4.4 | 4.4.1 | - | |||
6.4 | 6.4.1 | - | 4.4.1.1 | ||||
6.4.2 | - | 4.4.1.2 | |||||
6.5 | 6.5.1 | - | 4.4.2 | - | |||
6.5.2 | - | 4.4.2.1 | |||||
6.5.3 | - | 4.4.2.2 | |||||
6.5.4 | - | 4.4.3 | |||||
6.5.5 | - | 4.4.3.1 | |||||
6.5.6 | - | 4.4.4 | - | ||||
7 | 7.1 | - | - | 5 | 5.1 | - | - |
7.2 | - | - | 6 | - | - | - | |
Электронный текст документа
и сверен по:
, 2013
