ГОСТ IEC 61189-3-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МЕТОДЫ ИСПЫТАНИЙ ЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ, ПЕЧАТНЫХ ПЛАТ И ДРУГИХ СТРУКТУР МЕЖСОЕДИНЕНИЙ И ПЕЧАТНЫХ УЗЛОВ
Часть 3
Методы испытаний материалов для структур межсоединений (печатных плат)
Test methods for electrical materials, printed boards and other interconnection structures and assemblies. Part 3. Test methods for interconnection structures (printed boards)
МКС 31.180
Дата введения 2015-03-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Некоммерческим образовательным частным учреждением "Новая инженерная школа" (НОЧУ "НИШ") на основе аутентичного перевода на русский язык, указанного в пункте 5 стандарта, который выполнен Российской комиссией экспертов МЭК/ТК 91
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 420 "Базовые несущие конструкции, печатные платы, сборка и монтаж электронных модулей"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 14 ноября 2013 г. N 44)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 16 сентября 2014 г. N 1110-ст межгосударственный стандарт ГОСТ IEC 61189-3-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2015 года.
5 Настоящий стандарт идентичен международному стандарту IEC 61189-3:2007* Test methods for electrical materials, printed boards and other interconnection structures and assemblies - Part 3: Test methods for interconnection structures (printed boards) [Методы испытаний электрических материалов, печатных плат и других структур межсоединений и печатных узлов. Часть 3. Методы испытаний материалов для структур межсоединений (печатных плат)].
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Перевод с английского языка (en).
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам приведены в дополнительном приложении ДА.
Международный стандарт разработан Техническим комитетом по стандартизации IEC/TC 91 "Технология сборки электронного оборудования" международной электротехнической комиссии (IEC).
Официальные экземпляры международного стандарта, на основе которого подготовлен настоящий межгосударственный стандарт, и международных стандартов, на которые даны ссылки, имеются в национальных органах по стандартизации.
В разделе "Нормативные ссылки" и тексте стандарта ссылки на международные стандарты актуализированы.
Степень соответствия - идентичная (IDT).
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты" (по состоянию на 1 января текущего года), а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Настоящий стандарт устанавливает методы испытаний печатных плат и печатных узлов, а также связанных с ними материалов или прочности соединения составных частей независимо от способа их изготовления.
Настоящий стандарт состоит из частей, содержащих информацию для разработчиков продукции, технологов и специалистов в области методологии испытаний. Каждая часть посвящена определенной основной теме; методы испытаний сгруппированы в соответствии с их использованием и пронумерованы последовательно в соответствии с их разработкой и опубликованием.
В некоторых случаях методы испытаний, разработанные другими техническими комитетами (например, ТК 50), были воспроизведены из существующих стандартов IEC, чтобы предоставить читателю полный набор методов испытаний. В такой ситуации соответствующие методы испытаний будут отмечены; если метод испытаний воспроизведен с незначительным изменением, то измененные пункты также будут указаны.
Настоящий стандарт содержит описание методов испытаний печатных плат и электронных узлов. Описания обладают необходимой полнотой и содержат достаточно детальную информацию для унификации и воспроизводимости методологий испытаний и процедур.
Испытания, представленные в настоящем стандарте, сгруппированы следующим образом:
Р: методы испытаний по подготовке/кондиционированию;
V: визуальные методы испытаний;
D: размерные методы испытаний;
С: химические методы испытаний;
М: механические методы испытаний;
Е: электрические методы испытаний;
N: методы испытаний на воздействие внешних факторов;
X: другие методы испытаний.
В целях создания указателя конкретных видов испытаний, сохранения последовательности их предоставления и обеспечения дальнейшего расширения перечня применяемых типов испытаний каждое испытание идентифицировано последовательным номером, добавляемым к букве кода группы (например, Р или V, или др.), к которой принадлежит метод испытаний.
Номера методов испытаний не имеют значения для конечной последовательности их проведения; данная функция реализуется в соответствующем техническом описании, предусматривающем использование определенного метода. В соответствующем техническом описании в большинстве случаев также приведены критерии соответствия или несоответствия результатов испытания техническим требованиям.
Комбинация букв и цифр служит ссылкой к методу испытаний в конкретных технических условиях. Например, 3D02 представляет собой первый размерный метод испытаний, где 3 - это часть стандарта IEC 61189-2, D - группа методов и 02 - номер метода.
Список всех методов испытаний, включенных в настоящий стандарт, а также методы, находящиеся на рассмотрении, представлены в приложении В.
1 Область применения
Настоящий стандарт содержит методы испытаний, представляющие методологии и процедуры, которые могут применяться при испытании материалов, используемых при производстве структур межсоединений (печатных плат) и печатных узлов.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы*. Для датированных ссылок применяют только указанное издание ссылочного документа. Для недатированных ссылок применяют последнее издание ссылочного документа (включая все его изменения).
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
IEC 60051 (все части) Direct acting indicating analogue electrical measuring instruments and their accessories [Аналоговые указательные электроизмерительные приборы прямого действия и их аксессуары]
IEC 60068-1:2013 Environmental testing - Part 1: General and guidance (Испытание на воздействие внешних факторов. Часть 1. Общие положения и руководство)
_______________
Действует взамен IEC 60068-1:1988.
IEC 60068-2-20:2008 Environmental testing - Part 2-20: Tests - Test T: Soldering. Amendment 2 (1987) [Испытание на воздействие внешних факторов. Часть 2-20. Испытания. Испытание Т. Методы испытания на паяемость и стойкость к воздействию нагрева при пайке устройств с соединительными проводами]
_______________
Действует взамен IEC 60068-2-20:1979.
IEC 60068-2-78 Environmental testing - Part 2-78: Tests - Test Cab: Damp heat, steady state (Испытание на воздействие внешних факторов. Часть 2-78. Испытания - Испытание Cab: Влажное тепло, установившееся состояние)
IEC 60169-15 Radio-frequency connectors - Part 15: RF coaxial connectors with inner diameter of outer conductor 4,13 mm (0,163 in) with screw coupling - Characteristic impedance 50 ohms (Type SMA) [Радиочастотные соединители. Часть 15. Коаксиальные радиочастотные соединители с внутренним диаметром внешнего провода 4,13 мм (0,163 дюйма), с резьбовым соединением. Волновое сопротивление 50 Ом (тип SMA)]
IEC 60454-1:1992 Specifications for pressure-sensitive adhesive tapes for electrical purposes - Part 1: General requirements (Технические условия на самоклеящиеся липкие ленты для применения на электрооборудовании. Часть 1. Общие требования)
IEC 60454-3-1:1998 Pressure-sensitive adhesive tapes for electrical purposes - Part 3: Specifications for individual materials - Sheet 1: PVC film tapes with pressure-sensitive adhesive (Самоклеящиеся липкие ленты для применения на электрооборудовании. Часть 3. Технические условия на отдельные материалы. Лист 1. Ленты из пленки ПВХ с контактным клеем)
IEC 60584-1 Thermocouples - Part 1: reference tables (Термопары. Часть 1. Таблицы справочных данных)
IEC 60695-11-5 Fire hazard testing - Part 11-5: Test flames - Needle flame test method - Apparatus, confirmatory test arrangement and guidance (Испытание на пожароопасность. Часть 11-5. Пламя для испытаний - метод испытания с использованием горелки игольчатого типа - аппаратура, испытательный комплект и руководство по испытаниям на соответствие техническим условиям)
IEC 61188-1-2:1998 Printed boards and printed board assemblies - Design and use - Part 1-2: Generic requirements - Controlled impedance (Печатные платы и печатные узлы. Проектирование и использование. Часть 1-2. Общие требования. Согласованное полное сопротивления)
IEC 61189-1:1997 Test methods for electrical materials, interconnection structures and assemblies - Part 1: General test methods and methodology (Методы испытаний электрических материалов, структур межсоединений и узлов. Часть 1. Общие методы и методология испытаний)
IEC 61190-1-1 Attachment materials for electronic assembly - Part 1-1: Requirements for soldering fluxes for high quality interconnections in electronics assembl (Крепежные материалы для электронных узлов. Часть 1-1. Требования к флюсам для пайки для высококачественных межсоединений в электронных узлах)
IEC 61190-1-2 Attachment materials for electronic assembly - Part 1-2: Requirements for solder pastes for high quality interconnections in electronic assembly (Крепежные материалы для электронных узлов. Часть 1-2. Требования к паяльным пастам для пайки для высококачественных межсоединений в электронных узлах)
IEC 62326-4:1996 Printed boards - Part 4: Rigid multilayer printed boards with interlayer connections - Sectional specification (Печатные платы. Часть 4. Жесткие многослойные печатные платы с межслойными соединениями. Технические требования)
IEC 62326-4-1:1996 Printed boards - Part 4: Rigid multilayer printed boards with interlayer connections - Sectional specification - Section 1: Capability Detail Specification - Performance levels А, В and С (Печатные платы. Часть 4. Жесткие многослойные печатные платы с межслойными соединениями. Технические требования. Раздел 1. Аттестация производительности. Уровни качества А, В и С)
ISO 4046 (part 1-5) Paper, board, pulp and related terms - Vocabulary [Бумага, картон, целлюлоза и относящиеся к ним термины. Словарь. Словарь]
_______________
Действует взамен ISO 4046:1978.
ISO 9001:2008 Quality systems - Model for quality assurance in production, installation and servicing [Системы качества. Модель обеспечения качества при производстве, установке и текущем ремонте]
_______________
Действует взамен ISO 9002:1994.
ISO 9453:2006 Soft solder alloys - Chemical compositions and forms (Мягкие припойные сплавы. Химические составы и формы)
3 Погрешность, точность и разрешающая способность
Погрешности и неопределенности свойственны всем процессам измерения. Информация, предоставленная ниже, позволяет должным образом оценить погрешность и неопределенность, которые необходимо учитывать.
Результаты испытаний используются для ряда задач, включающих в себя:
- контроль процесса;
- увеличение степени уверенности в обеспечении качества;
- решение споров между потребителем и поставщиком.
В любом случае необходимо обратить особое внимание на достоверность полученных при проведении испытаний данных с точки зрения:
- погрешности: калибровки контрольно-измерительных приборов и/или систем;
- точности: повторяемости и неопределенности измерения;
- разрешающей способности: пригодности измерительных приборов и/или систем для проведения испытаний.
3.1 Погрешность
Режим проведения текущей калибровки испытательного оборудования должен быть четко определен в документации по управлению качеством поставщика или организации, проводящей испытание, и должен отвечать требованиям (ISO 9002 подраздел 4.11). Калибровку должна проводить организация, имеющая аккредитацию национального или международного органа по метрологии. Калибровку следует проводить регулярно в соответствии с национальными или международными стандартами.
В тех случаях, когда калибровка в соответствии с национальным или международным стандартом невозможна, для повышения степени достоверности погрешности измерений допускается использовать методы межлабораторной поверки с документированием результатов.
Интервал между калибровками должен, как правило, составлять один год. Оборудование, систематически выходящее за пределы допустимой погрешности, следует подвергать более частой калибровке. Оборудование, которое систематически удовлетворяет требованиям к допустимым пределам погрешности, допускается калибровать через более продолжительные интервалы.
Необходимо осуществлять запись сведений о калибровке и техническом обслуживании для каждого измерительного прибора. В этих записях должны быть указаны неопределенности технологии калибровки (отклонения в процентах) с тем, чтобы собрать сведения о неопределенностях измерения и на их основе определить точность прибора.
Должна быть предусмотрена процедура для разрешения ситуаций, когда показатели измерительного прибора оказываются вне диапазона калибровки.
3.2 Точность
Неопределенность любой технологии измерений содержит как систематические, так и случайные неопределенности. Все оценки должны быть основаны на едином уровне достоверности (минимум 95%).
Систематические неопределенности, как правило, преобладают и включают в себя все неопределенности, не относящиеся к случайным флуктуациям. Они включают:
- неопределенности калибровки;
- погрешности из-за использования прибора в условиях, которые отличаются от тех, при которых он был калиброван;
- погрешности градуировки шкалы аналогового прибора (погрешность шкалы).
Случайные неопределенности возникают по многим причинам, но могут быть сведены к неопределенностям, возникающим при повторных измерениях стандартного параметра. Поэтому, нет необходимости выделять отдельные источники возникновения этих неопределенностей. К ним могут относиться:
- случайные флуктуации, например, связанные с изменениями влияющего параметра. Как правило, изменения в атмосферных условиях снижают повторяемость результатов измерения;
- неопределенность разрешения, например, при установке стрелки на нулевую точку или интерполяции показаний между делениями аналоговой шкалы.
Суммирование неопределенностей.
В большинстве случаев допускается использовать векторное сложение неопределенностей (корень квадратный из суммы квадратов). Погрешность интерполяции, как правило, прибавляют отдельно и может приниматься в размере 20% разницы между значениями соседних делений шкалы прибора.
![]() ,
,
где - полная неопределенность;
- систематическая неопределенность;
- случайная неопределенность;
- погрешность интерполяции.
Определение случайных неопределенностей.
Случайная неопределенность может быть определена с помощью повторного измерения параметра и последующей статистической обработки данных измерений. Метод предполагает, что данные подчиняются нормальному распределению (Гаусса).
![]() ,
,
где - случайная неопределенность;
- размер образца;
- процентное значение
-распределения (из 3.5, статистическая таблица);
- стандартное отклонение (
).
3.3 Разрешающая способность
Необходимо, чтобы используемое испытательное оборудование обладало достаточной разрешающей способностью. Используемые системы измерения должны иметь разрешающую способность 10% (или выше) предельного допуска испытания.
Известно, что некоторые методы накладывают физическое ограничение на разрешающую способность (например, оптическая разрешающая способность).
3.4 Протокол
В дополнение к требованиям, указанным в техническом описании испытаний, протокол должен содержать:
- используемый метод испытаний;
- идентификацию образца(ов);
- испытательное оборудование;
- установленный(ые) предел(ы);
- оценку неопределенности измерения и получаемый(ые) в результате рабочий(ие) предел(ы) для испытания;
- детальные результаты испытаний;
- дату проведения испытания и подпись лиц, проводивших испытания.
3.5  -распределение Стьюдента
-распределение Стьюдента
Таблица 1 содержит значения коэффициента для 95%-ной и 99%-ной степеней достоверности как функции количества измерений. Достаточно использовать 95%-ные пределы, как в случае с примерами, представленными в приложении А.
Таблица 1 - -распределение Стьюдента
Размер образца | Значение | |
95%-ной достоверности | 99%-ной достоверности | |
2 | 12,7 | 63,7 |
3 | 4,3 | 9,92 |
4 | 3,18 | 5,84 |
5 | 2,78 | 4,6 |
6 | 2,57 | 4,03 |
7 | 2,45 | 3,71 |
8 | 2,36 | 3,5 |
9 | 2,31 | 3,36 |
10 | 2,26 | 3,25 |
11 | 2,23 | 3,17 |
12 | 2,2 | 3,11 |
13 | 2,18 | 3,05 |
14 | 2,16 | 3,01 |
15 | 2,14 | 2,98 |
16 | 2,13 | 2,95 |
17 | 2,12 | 2,92 |
18 | 2,11 | 2,9 |
19 | 2,1 | 2,88 |
20 | 2,09 | 2,86 |
21 | 2,08 | 2,83 |
22 | 2,075 | 2,82 |
23 | 2,07 | 2,81 |
24 | 2,065 | 2,8 |
25 | 2,06 | 2,79 |
3.6 Рекомендуемые пределы неопределенности
Рекомендуются следующие целевые неопределенности
а) напряжение <1 кВ: | ±1,5% |
b) напряжение >1 кВ: | ±2,5% |
с) ток <20: | ±1,5% |
d) ток >20 А: | ±2,5% |
Сопротивление
е) заземление и непрерывность цепей: | ±10% |
f) изоляция: | ±10% |
g) частота: | ±0,2% |
Время
h) интервал <60 с: | ±1 с |
i) интервал >60 с: | ±2% |
j) масса <10 г: | ±0,5% |
k) масса 10-100 г: | ±1% |
I) масса >100 г: | ±2% |
m) сила: | ±2% |
n) размер <25 мм: | ±0,5% |
о) размер >25 мм: | ±0,1 мм |
р) температура <100°С: | ±1,5% |
q) температура >100°С: | ±3,5% |
r) относительная влажность 30%-75% RH: | ±5% |
Толщина металлизации
s) метод обратного рассеивания: | ±10% |
t) микрошлиф: | ±2 мкм |
u) ионное загрязнение: | ±10% |
4 Перечень утвержденных методов испытаний
Настоящий стандарт содержит подробные описания выполнения каждого конкретного метода испытаний с минимальным использованием перекрестных ссылок на другие процедуры. В этих методах путем ссылки вводится использование универсальных методов кондиционирования, например, путем ссылки на IEC 61189-1 и IEC 60068, и, в применимых случаях, такое использование становится обязательной частью стандартов на методы испытаний.
Каждый метод имеет свое собственное наименование, номер и информацию о текущем статусе редакции документа, что позволяет оперативно вносить обновления и совершенствовать методы по мере изменения требований в отрасли и возникновения потребности в новой методологии. Весь комплекс методов испытаний состоит из методов, объединенных в группы, а также отдельных испытаний.
5 Р: Методы испытаний по подготовке/кондиционированию
На рассмотрении
6 V: Методы визуальных испытаний
6.1 Испытание 3V01: Визуальный контроль, 3-кратное увеличение
6.1.1 Цель
В данном методе описывается процедура визуального контроля материалов и готовых печатных плат в случаях, когда в соответствии с техническими требованиями (ТТ) или частными техническими условиями (ЧТУ) требуется 3-кратное увеличение.
6.1.2 Образец для испытаний
Готовая(ые) печатная(ые) плата(ы), участок готовой печатной платы или тест-купон(ы), указанные в конкретных ТТ или ЧТУ.
6.1.3 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
a) оптическое устройство, способное обеспечивать 3-кратное увеличение.
b) эталонное оптическое устройство, способное обеспечивать 10-кратное увеличение.
6.1.4 Метод
Выполнить следующие действия:
a) внимательно проверить изделие в соответствии с установленными требованиями с использованием устройства 3-кратного увеличения.
b) в случае сомнительного результата оценки при 3-кратном увеличении может быть выполнена арбитражная проверка при 10-кратном увеличении.
6.1.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату оценки;
c) идентификационную информацию испытуемых материалов;
d) увеличение, использованное при проверке;
e) арбитражную проверку с увеличением, если применимо;
f) результаты оценки с указанием требований, по которым проверка не прошла, характера отказа и степени повреждения, если какая-либо проверка не прошла;
g) любое отклонение от настоящего метода испытаний;
h) информацию о специалисте, проводившем испытание.
6.1.6 Дополнительная информация
Кроме указанных требований, должны быть указаны все объективные свидетельства ненормальных/нестандартных условий, таких как пыль, масло, коррозия, следы от пальцев, инородные вещества и т.д.
6.2 Испытание 3V02: Визуальный контроль, 10-кратное увеличение
6.2.1 Цель
В настоящем методе описана процедура визуального контроля материалов и готовых печатных плат в случаях, когда в соответствии с ТТ или ЧТУ требуется 10-кратное увеличение.
6.2.2 Образец для испытаний
Готовая(ые) печатная(ые) плата(ы) или тест-купон(ы), указанные в конкретных ТУ.
6.2.3 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
a) оптическое устройство, способное обеспечивать 10-кратное увеличение.
b) эталонное оптическое устройство, способное обеспечивать 50-кратное увеличение.
6.2.4 Метод
Выполнить следующие действия:
a) внимательно проверить изделие в соответствии с установленными требованиями с использованием устройства 10-кратного увеличения.
b) в случае сомнительного результата оценки при 10-кратном увеличении может быть выполнена арбитражная проверка при 50-кратном увеличении.
6.2.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату оценки;
c) идентификационную информацию испытуемых материалов;
d) увеличение, использованное при проверке;
е) арбитражную проверку с увеличением, если применимо;
f) результаты оценки с указанием требований, по которым проверка не прошла, характера отказа и степени повреждения, если какая-либо проверка не прошла;
g) любое отклонение от настоящего метода испытаний;
h) информацию о специалисте, проводившем испытание.
6.2.6 Дополнительная информация
Кроме указанных требований, должны быть указаны все объективные свидетельства ненормальных/нестандартных условий, таких как пыль, масло, коррозия, следы от пальцев, инородные вещества и т.д.
6.3 Испытание 3V03: Визуальный контроль, 250-кратное увеличение
6.3.1 Цель
В настоящем методе описана процедура визуального контроля материалов и готовых печатных плат в случаях, когда в соответствии с ТТ или ЧТУ требуется 250-кратное увеличение.
6.3.2 Образец для испытаний
Готовая(ые) печатная(ые) плата(ы), участок готовой печатной платы или тест-купон(ы), указанные в конкретных ТУ.
6.3.3 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
а) оптическое устройство, способное обеспечивать 250-кратное увеличение.
b) эталонное оптическое устройство, способное обеспечивать увеличение, по меньшей мере, вдвое превышающее увеличение основного устройства.
Примечание - При таком увеличении требуется проявлять осторожность, чтобы не допустить неправильную идентификацию неисправностей.
6.3.4 Метод
Внимательно проверить изделие в соответствии с установленными требованиями с использованием устройства 250-кратного увеличения.
В случае сомнительного результата оценки при 250-кратном увеличении может быть выполнена арбитражная проверка при любом увеличении, превосходящем увеличение основного устройства по меньшей мере вдвое.
6.3.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату оценки;
c) идентификационную информацию испытуемых материалов;
d) увеличение, использованное при проверке;
e) арбитражную проверку с увеличением, если применимо;
f) результаты оценки с указанием требований, по которым проверка не прошла, характера отказа и степени повреждения, если какая-либо проверка не прошла;
g) любое отклонение от настоящего метода испытаний;
h) информацию о специалисте, проводившем испытание.
6.3.6 Дополнительная информация
Кроме указанных требований, должны быть указаны все объективные свидетельства ненормальных/нестандартных условий, таких как пыль, масло, коррозия, посторонние включения, инородные вещества и т.д.
6.4 Испытание 3V04: Общий визуальный контроль (на рассмотрении)
7 D: Методы размерных испытаний
7.1 Испытание 3D01: Оптический метод (на рассмотрении)
7.2 Испытание 3D02: Ширина проводника и зазор
7.2.1 Цель
Цель метода - создание процедуры для определения ширины и зазоров проводника на печатной плате.
7.2.2 Образец для испытаний
Образец для испытаний должен представлять собой подходящую печатную плату, имеющую проводящие рисунки для испытания.
В случаях, когда между пользователем и поставщиком согласовано использование тест-купонов, описанных в IEC 62326-4-1, следует проводить измерение образца.
7.2.3 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование: окуляр, микроскоп или проектор с освещением, имеющие окулярный микрометр с разрешающей способностью 0,01 мм.
7.2.4 Метод
Ширину проводника и зазор между проводниками следует измерять в случайных точках, включая центральный участок и углы, в соответствии с конкретными ТУ, при наблюдении вертикально сверху. Измеренное значение должно быть записано с округлением до 0,01 мм. На краевых дефектах, таких, как вырезы, выступы и сколы, измерения проводить не следует.
7.2.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) идентификационную информацию и описание образца;
d) измеренную ширину и зазоры проводника;
е) номер слоя;
f) количество измерений;
g) максимальное и минимальное измеренные значения ширины и зазоров проводника;
h) среднюю ширину и зазоры проводника;
i) любое отклонение от настоящего метода испытаний;
j) информацию о специалисте, проводившем испытание.
7.2.6 Дополнительная информация
Нет.
7.3 Испытание 3D03: Автоматизированный оптический контроль (АОК)
7.3.1 Цель
Система АОК - комплексная система для автоматического визуального контроля и проверки печатных плат, внутренних слоев печатных плат и оригинал-макетов печатных плат. Имеются комбинации оборудования и программного обеспечения, позволяющие проводить точный контроль с высокой производительностью.
АОК проводят для проверки соответствия печатной платы требованиям потребителя.
АОК способен определять многие виды дефектов (см. 7.3.6) и может использоваться для 100%-ного контроля и для контроля в соответствии с планом выборочного контроля.
Критерий сравнения при АОК может быть физический - "золотая печатная плата" или оригинал-макет, или теоретический - правила проектирования или информация САПР.
Принцип работы оборудования АОК основан на интерпретации/сравнении данных испытуемого изделия и критерия сравнения. Оборудование работает на принципе отраженного света или использует свечение основания, подвергнутого воздействию лазерных лучей.
7.3.2 Образец для испытаний
Образец для испытаний должен представляет собой готовый оригинал-макет, готовую печатную плату или внутренние слои печатной платы.
7.3.3 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
a) автоматизированное оборудование, способное просматривать участок площадью 500х700 мм с помощью метода растровой развертки. Разрешающая способность оборудования должна быть в четыре раза выше размера исследуемого элемента;
b) для обеспечения определения размеров несоответствующих элементов печатных плат, оригинал-макетов и т.д. оптические датчики и записывающие механизмы должны быть способны определять сомнительные элементы в соответствии с заложенной в оборудование программой.
7.3.4 Метод
Для новых и повторных испытаний применяют разные методы испытания.
7.3.4.1 Метод для новых испытаний
Оборудование АОК требует стадию обучения, за которой следует стадия контроля.
7.3.4.1.1 Стадия обучения
Во время обучения в оборудование АОК вводят параметры, необходимые для контроля. Как правило, к ним относят:
- участки контроля;
- участки, которые не должны подвергаться контролю;
- минимальную ширину проводников;
- минимальный зазор между проводниками.
На основе этих данных АОК создает файл данных, используемый во время контроля в качестве эталона. Данные могут собираться с "золотой платы" или данных САПР.
Для ускорения проведения повторных испытаний/выполнения срочных заказов должна быть создана база данных.
7.3.4.1.2 Стадия контроля
Во время контроля оборудование АОК с помощью информации, полученной при обучении, выполняет контроль. Выявленные дефекты могут помечаться или записываться в виде координат ,
.
Затем выявленные дефекты должны быть подтверждены оператором.
7.3.4.2 Повторные испытания
С базы данных должны быть загружены данные, полученные при обучении при предыдущих испытаниях, и выполнена процедура, описанная в 7.3.4.1.1.
7.3.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) описание и идентификационную информацию испытуемых изделий;
d) информацию о подтвержденных дефектах;
e) статистический анализ данных дефекта (по выбору);
f) идентификационный номер аппаратуры АОК, если аппаратуру используют по субподряду;
g) информацию о специалисте, проводившем испытание.
7.3.6 Дополнительная информация
Аппаратура АОК должна быть способна определять:
a) несоответствия правилам проектирования
- разрывы цепей,
- несоответствие ширины проводника,
- несоответствие зазоров проводника,
- медные "заусенцы",
- сквозные проколы;
b) несоответствие элементов эталону
- короткие замыкания,
- отсутствие проводников,
- отсутствие зазоров,
- несоответствие контактных площадок (неправильное количество проводников, подсоединяемых к контактной площадке),
- неправильный зазор между шинами электропитания и земляными шинами,
- дефекты ширины нескольких проводников,
- короткое замыкание между разделенными слоями;
c) дефекты внешних слоев
- дефекты гарантийных поясков,
- разрыв,
- отсутствие отверстий,
- вогнутость проводника;
d) общие:
- неправильные измерения размеров.
7.4 Испытание 3D04: Размерный контроль, общий (на рассмотрении)
8 С: Методы химических испытаний:
8.1 Испытание 3С01: Горючесть. Жесткие печатные платы с удаленным металлом (на рассмотрении)
8.2 Метод испытаний 3С02: Горючесть, испытание жестких печатных плат раскаленной проволокой
8.2.1 Цель
Цель испытания - определение воздействия на печатную плату раскаленной проволоки при установленных условиях.
Интенсивность источника пламени аналогична интенсивности случайного перегрева или накаливания одного электронного компонента.
Временные параметры, измеренные при этом испытании, характеризуют способность печатной платы к самогашению пламени. Корреляция с другими характеристиками материала(ов), например с кислородным индексом, невозможна.
Материалы, подходящие для испытания настоящим методом, включают в себя жесткие печатные платы.
8.2.2 Образец для испытаний
Образец для испытания должен представлять собой готовую плату или тест-плату, репрезентативную по отношению к готовой плате с точки зрения:
a) материала(ов) основания;
b) покрытия(й) печатной платы;
c) типа (многослойная, односторонняя и т.д.);
d) размера;
_______________
Тест-плата размером 150х150 мм
может рассматриваться достаточно большой, чтобы представлять изготовленные платы большего размера. Платы меньшего размера допустимо испытывать по их фактическому размеру.
е) конструкции;
f) площади поверхности;
g) толщины;
h) распределения металла. Должно быть использовано не менее пяти образцов.
8.2.3 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
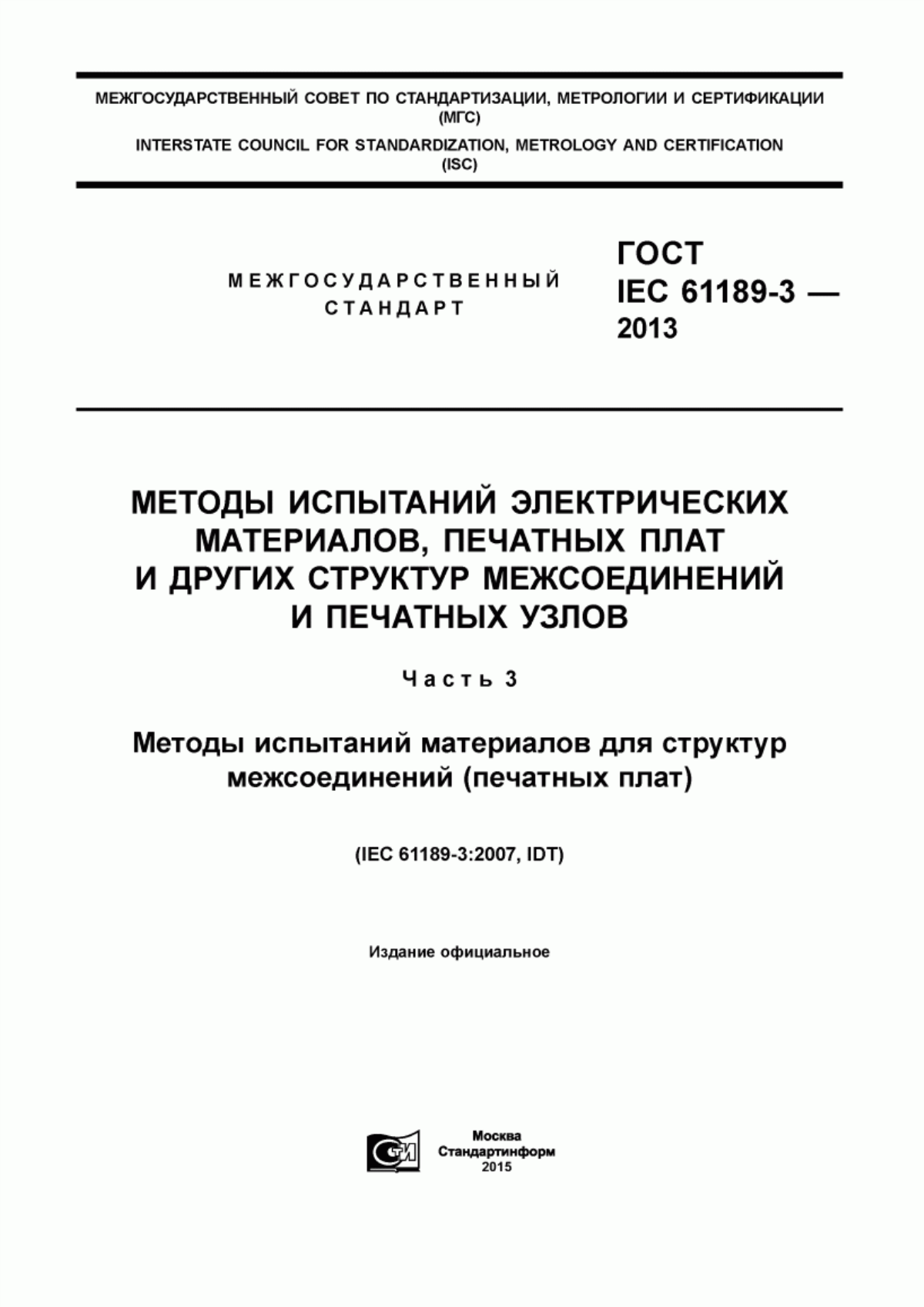
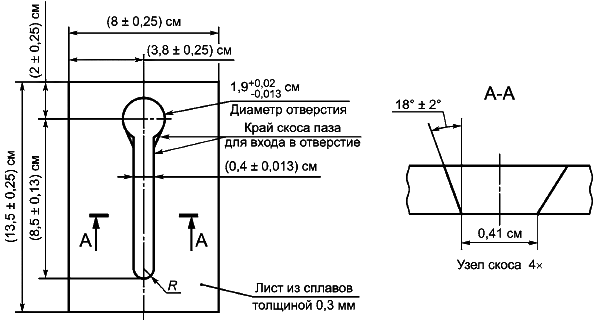
a) раскаленная проволока, состоящая из петли проволоки из никеля и хрома (80%/20%) диаметром 4 мм (см. рисунок 1). При формировании петли необходимо проявлять осторожность, чтобы не допустить образования трещины на конце;
b) для измерения температуры раскаленной проволоки используют термопару из тонкой проволоки с оболочкой, имеющую общий диаметр 0,5 мм, и провода из NiCr и NiAl со сварной точкой, расположенной внутри оболочки.
c) оболочка состоит из металла, способного выдерживать температуру не менее 960°С. Термопару устанавливают в глухом отверстии диаметром 0,6 мм, просверленном на конце раскаленной проволоки, как показано на рисунке 1 узел Z. Характеристики температура/напряжение должны соответствовать IEC 60584-1; характеристики, приведенные в настоящем стандарте, имеют практически линейный характер. Если другими способами не удается получить надежную эталонную температуру, холодное соединение должно быть расположено в таящем льде;
d) прибор для измерения характеристики температура/напряжение должен иметь точность 1% (класс 0,5 в соответствии с IEC 60051);
е) раскаленная проволока нагревается электричеством. Ток, необходимый для нагревания конца проволоки до температуры 960°С, лежит в диапазоне 120-150 А в зависимости от типа проволоки;
f) испытательная аппаратура должна быть спроектирована таким образом, чтобы раскаленная проволока располагалась горизонтально, и к образцу прикладывалась сила от 0,8 до 1,2 Н. Сила должна поддерживаться на этом значении в течение всего времени, пока раскаленная проволока или образец для испытания перемещаются относительно друг друга в горизонтальном направлении на расстояние не менее 7 мм;
g) под образец необходимо установить деревянную доску. Доска должна быть покрыта папиросной бумагой,
h) соответствующие требованиям ISO 4046 (пункт 6.86).
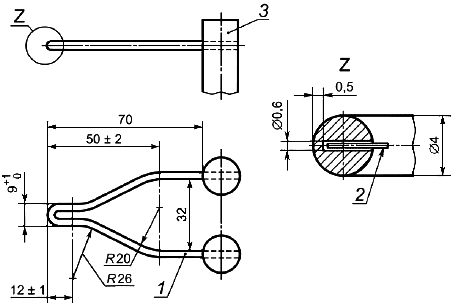
i) на рисунке 2 показан пример испытательной аппаратуры.
Размеры в миллиметрах
Ключ: 1 - проволока, паяная твердым припоем на позиции 3; 2 - термопара; 3 - штырь.
Рисунок 1 - Раскаленная проволока
Ключ: 1 - установочный зажим; 2 - каретка; 3 - натяжной шнур; 4 - плита основания; 5 - груз; 6 - упор; 7 - шкала для измерения пламени; 8 - шкала проникновения; 9 - раскаленная проволока (см. рисунок 1); 10 - сквозное отверстие в плите основания для частиц, падающих с образца.
Рисунок 2 - Испытательная аппаратура
8.2.4 Метод
Выполнить следующие действия:
a) выполнить предварительное кондиционирование образца для испытания в печи с циркуляцией воздуха в течение 24 ч при температуре (124±2)°С. Затем образцы для испытаний для стабилизации выдержать в десикаторе над безводным хлоридом кальция при комнатной температуре в течение 4 ч;
b) если ориентация расположения образца для испытания отличается от вертикальной, она должна определяться конкретными ТУ.
c) термопару следует калибровать при температуре 960°С. Стандартный метод калибровки должен заключаться в установке на верхней поверхности конца раскаленной проволоки серебряной фольги (чистота 99,8%, 2 мм, толщина 0,6 мм). Раскаленная проволока нагревается увеличением тока, при этом при расплавлении серебряной фольги достигается температура 960°С;
d) для компенсации изменений в термопаре и соединениях, через каждые пять сеансов измерения термопару следует калибровать повторно;
e) необходимо обеспечить, чтобы термопара могла повторять движение конца раскаленной проволоки, вызванное термическим удлинением;
f) образец для испытания следует устанавливать таким образом, чтобы минимизировать потерю тепла вследствие его перехода в приспособление для испытаний;
g) конец раскаленной проволоки следует прикладывать к той части образца для испытания, которая при нормальном использовании с большей вероятностью будет подвергаться воздействию термического напряжения и/или которая представляет собой самое крупное по размерам сочетание материала основания и покрытия(й). Конец следует прикладывать не менее чем на 15 мм ниже верхнего края образца для испытания. Раскаленная проволока должна быть нагрета электрическим нагревателем до одной из предпочтительных температур, указанных в ЧТУ. Температуру следует измерять калиброванным термометром. Необходимо обеспечить, чтобы перед началом испытания температура и ток нагрева были стабильны не менее чем в течение 60 с и излучение тепла не воздействовало на образец в течение этого периода или во время калибровки (например, обеспечив достаточное расстояние или с помощью экрана);
h) конец раскаленной проволоки должен быть приведен в соприкосновение с образцом для испытания на (30±1) с или на время, указанное в ЧТУ. Ток нагрева в течение этого времени должен оставаться постоянным. После этого времени раскаленная проволока и образец для испытания должны быть медленно разделены, исключив дальнейший нагрев образца для испытания и движение воздуха, которые способны повлиять на результаты испытания;
i) Перед каждым испытанием и калибровкой необходимо с конца раскаленной проволоки удалять остатки материалов (с помощью щетки).
8.2.5 Протокол
В дополнение к общим требованиям к протоколам, протокол должен содержать:
a) количество образцов, если оно отлично от пяти;
b) продолжительность времени от начала приложения конца проволоки до времени, когда образец для испытания или папиросная бумага под ним загораются;
c) продолжительность времени от начала приложения конца проволоки до времени, когда пламя гаснет (в течение времени приложения раскаленной проволоки или после него);
d) максимальную высоту пламени в любой период и в любом месте. Высота пламени - это вертикальное расстояние, измеренное между верхним краем раскаленной проволоки, когда она приложена к образцу для испытания, и видимым концом пламени. Высота пламени при зажигании, длящемся около 1 с, не должна приниматься в расчет;
e) информацию о том, как горит образец для испытания - пламенем или тлеет, и в какой степени образец для испытания или папиросная бумага были объяты пламенем;
f) прекратилось ли горение или тление в течение 30 с после удаления раскаленной проволоки от образца для испытания. Относится ли это к образцу для испытания и/или папиросной бумаге.
8.2.6 Дополнительная информация
a) При испытании на горючесть существует явная опасность. Исключительно важное значение имеет обучение лиц, проводящих испытание, и знание процедур обеспечения безопасности при работе в лабораторных условиях. Для целей безопасности все продукты горения должны считаться токсичными, даже если в действительности они не являются таковыми.
b) Испытания на горючесть небольших размеров, такого как приведенное в настоящем стандарте, дают информацию о свойствах испытуемых материалов. Огневую непроницаемость оборудования, в котором используют печатные платы, можно оценить только при испытании уровня оборудования.
c) Методы испытания, которые находятся в разработке в технических комитетах IEC, включают в себя использование материалов конического калориметра при определении огневой непроницаемости.
8.3 Испытание 3С03: Горючесть, испытание жестких печатных плат тонким пламенем
8.3.1 Цель
Цель испытания - определение воздействия раскаленной проволоки на печатную плату при определенных условиях.
Интенсивность источника пламени аналогична интенсивности случайного перегрева или накаления одного электронного компонента.
Временные параметры, измеренные при этом испытании, характеризуют способность печатной платы к самогашению пламени. Корреляция с другими характеристиками материала(ов), например с кислородным индексом, не существует.
8.3.2 Образец для испытаний
Образец для испытания должен представлять собой готовую плату или тест-плату, репрезентативную по отношению к готовой плате с точки зрения:
- материала(ов) основания;
- покрытия(ий) печатной платы;
- типа (многослойная, односторонняя и т.д.);
- размера;
- конструкции;
- площади поверхности;
- толщины;
- распределения металла.
Репрезентативными для печатных плат больших размеров могут считаться тест-платы размером 150х150 мм. Готовые платы меньших размеров следует испытывать по всему фактическому размеру.
Должно быть использовано не менее пяти образцов.
8.3.3 Испытательное оборудование и материалы
a) Помещение или отсек помещения, в которых проводят испытание, должны иметь размеры, достаточные для того, чтобы испытание проводилось в атмосфере, в значительной степени не имеющей тяги воздуха, но в то же время должно обеспечиваться поступление воздуха, достаточное для нормального горения. Предпочтителен затемненный свет.
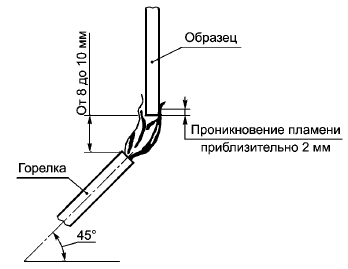
b) Горелка для создания испытательного пламени, представляющая собой трубу длиной не менее 35 мм, с внутренним диаметром (0,5±0,1) мм и наружным диаметром, не превышающим 0,9 мм. Горелка должна быть расположена в подвижном приспособлении для испытания.

а) Горизонтальный образец. Приложение пламени к поверхности
b) Горизонтальный образец. Приложение пламени к краю
с) Вертикальный образец. Нижний край горизонтален. Приложение пламени к краю

d) Нижний край горизонтален. Приложение пламени к поверхности

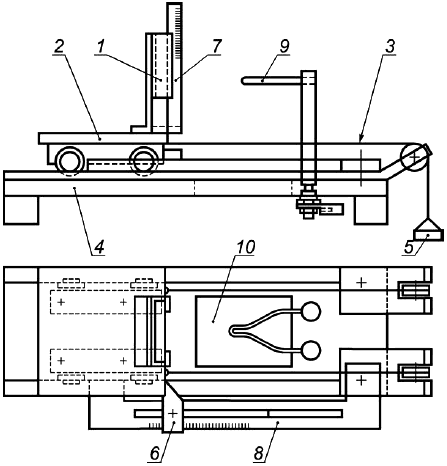
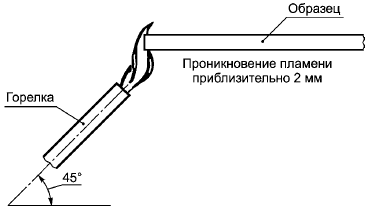
е) Испытание с использованием горелки игольчатого типа.
Виды сбоку на тест-плату и горелку
Рисунок 3 - Испытание с использованием горелки игольчатого типа
c) На горелку должен подаваться газ бутан, имеющий чистоту не менее 95%. Поступление воздуха в трубу горелки должно быть исключено. Допускается использовать газ пропан, но газ бутан должен служить эталоном.
Горелка должна быть отрегулирована в вертикальном положении так, чтобы создавалось пламя высотой (12±1) мм (см. рисунок 3).
d) Под образец необходимо установить деревянную доску. Доска должна быть покрыта папиросной бумагой, соответствующей ISO 4046 (пункт 6.86). Расстояние между нижним краем образца и папиросной бумагой должно быть (200±5) мм.
e) Ручное устройство отсчета времени с разрешающей способностью ±0,5 с или выше.
f) Печь с циркуляцией воздуха, способная поддерживать температуру (125±5)°С.
h) Десикатор, способный поддерживать относительную влажность не более 20%.
8.3.4 Метод
Выполнить следующие действия:
a) Выполнить предварительное кондиционирование образца для испытания в печи с циркуляцией воздуха в течение 24 ч при температуре (125±5)°С. Затем образцы для испытаний для стабилизации выдержать в десикаторе над безводным хлоридом кальция при комнатной температуре в течение 4 ч.
b) Положение образца для испытания и точка прикладывания пламени (например, поверхность, край платы) должны быть установлены в конкретных ТУ. Положение образца (например, горизонтальное, вертикальное) должно быть аналогично предполагаемому режиму работы в собранном оборудовании.
c) Если пламя прикладывают к поверхности, то, если размер образца позволяет, точка прикладывания пламени должна быть на расстоянии не менее 10 мм от ближайшего края, чтобы минимизировать краевые эффекты.
d) Если же пламя прикладывают к краю, то, если размер образца позволяет, точка прикладывания пламени должна быть на расстоянии не менее 10 мм от ближайшего угла.
e) Горелка должна быть расположена под углом 45° так, чтобы все капли с образца для испытания свободно падали на папиросную бумагу, лежащую под образцом.
f) Если предполагаемое рабочее положение печатной платы неизвестно, или оно не постоянно, образцы для испытания следует устанавливать следующим образом:
g) При прикладывании к краю нижний край должен быть горизонтальным, а образец должен быть наклонен под углом примерно 80°. Пламя следует прикладывать к нижней стороне образца для испытания.
h) Горелка должна быть зажжена в стороне от образца для испытания, а высота пламени должна быть отрегулирована на (12±2) мм. Затем горелка должна быть установлена в соответствии с вышеописанным так, чтобы образец для испытания проникал в пламя на расстояние приблизительно 2 мм. Для этого вертикальное расстояние от конца горелки до испытуемого края должно быть от 8 до 10 мм. При приложении пламени к вертикальной поверхности необходимо горизонтальное расстояние приблизительно 5 мм.
i) Должны быть использованы требования по длительности времени приложения пламени, указанные в ЧТУ.
j) Рекомендуются применять длительности времени приложения пламени, описанные в IEC 60695-11-5 (раздел 7). Они выглядят следующим образом: 5 - 10 - 20 - 30 - 60 - 120 с.
8.3.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) идентификационную информацию и описание образца;
d) количество образцов, если оно отлично от пяти;
е) дату проведения испытания;
f) точку прикладывания испытательного пламени;
g) длительность прикладывания испытательного пламени;
h) для каждого образца: падает ли пламя и/или горящие или тлеющие частицы с образца для испытания, распространяя горение на близлежащие части образца для испытания или на папиросную бумагу, лежащую под образцом для испытания;
i) для каждого образца: имеется ли пламя или тление в конце приложения испытательного пламени;
j) для каждого образца: составляет ли время горения менее 30 с;
k) любое отклонение от настоящего метода испытаний;
I) информацию о специалисте, проводившем испытание.
8.3.6 Дополнительная информация
При испытании на горючесть существует явная опасность. Исключительно важное значение имеет обучение лиц, проводящих испытание, и знание процедур обеспечения безопасности при работе в лабораторных условиях.
Качество образца может зависеть от гладкости его краев. Рекомендуется использовать образцы с полированной финишной обработкой. Грубая финишная обработка значительно снижает качество образца, т.к. увеличивается площадь поверхности, подвергаемой воздействию пламени.
Испытания на горючесть небольших размеров, такого как приведенное в настоящем стандарте испытание, дают информацию о свойствах испытуемых материалов. Огневую непроницаемость оборудования, в котором используют печатные платы, можно оценивать только при испытании уровня оборудования.
Детальные требования, указанные в ТУ, ссылающихся на настоящий метод испытания, должны основываться на IEC 60695-11-5 (раздел 12).
8.4 Испытание 3С04: Стойкость к воздействию растворителей и флюсов (на рассмотрении)
8.5 Испытание 3С05: Электролитическая коррозия, твердая и тонкая пленка (на рассмотрении)
8.6 Испытание 3С06: Горючесть, испытание жестких печатных плат раскаленной проволокой (на рассмотрении)
8.7 Испытание 3С07: Горючесть, испытание жестких печатных плат тонким пламенем (на рассмотрении)
8.8 Испытание 3С08: Горение в вертикальном положении (на рассмотрении)
8.9 Испытание 3С09: Водопоглощение (на рассмотрении)
8.10 Испытание 3С10: Поверхностные органические загрязнители (внутренние) (на рассмотрении)
8.11 Испытание 3С11: Удельное сопротивление растворителя (ионные загрязнители) (на рассмотрении)
8.12 Испытание 3С12: Поверхностные органические загрязнители (инфракрасные) (на рассмотрении)
8.13 Испытание 3С13: Анализ ионного состава печатных плат, метод ионной хроматографии
8.13.1 Цель
Цель этого испытания - измерение уровня анионных загрязнителей на поверхности печатных плат методом ионной хроматографии.
8.13.2 Образец для испытаний
Три образца печатных плат для экстрагирования.
8.13.3 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
a) аппаратура ионной хроматографии. Система состоит из насоса, анионитного фильтра и детектора по проводимости. Исправно работающая система должна быть способна обеспечить точность не ниже 50. Оборудование и химический состав материалов должны быть установлены и стандартизованы в соответствии с инструкцией производителя;
b) ванна с горячей водой, способная поддерживать температуру (80±5)°С.
c) чистый термосвариваемый пакет с экстрагируемыми загрязнителями в количестве менее 250( )(задать уровень чистоты или указать номер детали производителя);
d) виниловые печатки для стерильных условий (<3 CI);
e) деионизированная вода высокой степени чистоты (сорт 18,3 МОм·см и содержание хлоридов менее 50);
f) необходимые для хроматографии химикаты высокой степени чистоты;
g) изопропанол особо высокой чистоты для электронной промышленности.
8.13.4 Метод
Выполнить следующие действия:
8.13.4.1 Экстрагирование
а) Записать площадь печатной платы. Площадь поверхности вычисляют по формуле длинаширину
2.
b) При работе с испытуемыми образцами необходимо использовать чистые перчатки. Поместить каждый образец в пакет для экстрагирования.
c) Приготовить для экстрагирования растворы изопропанол/Н20 с соотношением 75%/25%.
d) Добавить в пакет для экстрагирования 100-250 см раствора для экстрагирования (в объеме, достаточном для покрытия печатной платы).
e) Запечатать пакет термосваркой и положить на 1 ч в ванну с водой температурой 80°С (в пакете вырезать отверстие).
f) После экстрагирования измерить объем раствора.
g) Приготовить для контроля необработанную печатную плату.
8.13.4.2 Эталон и анализ образцов
a) Влить раствор в устройство ионной хроматографии (УИХ) и по известным эталонным данным вычислить концентрацию.
b) Параметры химикатов, полученные с помощью УИХ, выражаются в миллиграммах на тонну ().
c) Эталоны должны быть использованы в соответствии с инструкцией изготовителя (рекомендуются уровни хлоридов 100).
d) Для сравнения печатных плат разных размеров необходимо выполнить расчет, учитывающий площадь поверхности и испарение.![]() .
.
8.13.5 Дополнительная информация
Нет.
8.13.16* Ссылочные документы
_______________
* Нумерация соответствует оригиналу. - .
IPC-TP-1043 "Чистка и программа испытания чистоты, фаза III, водорастворимые флюсы. Часть 1. B-Z4, взаимодействие водорастворимых флюсов с металлом/основаниями", октябрь, 1992 г.
IPC-TP-1044 "Чистка и программа испытания чистоты, фаза III, водорастворимые флюсы. Часть 2. В-36, Сравнение с фазой 1 Критерий канифоль", сентябрь 1992 г.
8.14 Испытание ЗС14: Коррозия при воздействии флюса (тест "медного зеркала")
8.14.1 Цель
Цель испытания - определение влияния (наличия влияния) флюса на удаление пленки меди, нанесенной на стеклянную пластинку вакуумным методом.
8.14.2 Образец для испытаний
Не менее 100 см жидкого флюса, репрезентативный контейнер паяльной пасты, расплавленный флюс паяльной пасты, флюс, извлеченный из навески припоя или флюс, извлеченный из трубчатого припоя с флюсом.
8.14.3 Испытательное оборудование и материалы/реагенты
a) 0,5 дм контрольного стандартного канифольного флюса по согласованию между пользователем и поставщиком;
b) 0,5 дмхимически чистого изопропанола (чистота 99%);
c) установка термовакуумного осаждения пленок или средство получения стеклянных панелей для испытаний, имеющих покрытие "медное зеркало", описанное в настоящем методе;
d) 0,5 дм химически чистого 0,5% раствора этилендиаминтетрауксусной кислоты (ЭДТА);
е) 0,5 дм химически чистого этанола или метанола;
f) лекарственный флакон на 100 см с пипеткой;
g) испытательная камера, способная обеспечивать температуру (23±2)°С и относительную влажность (50±5)%;
h) стеклянные пластинки;
i) для постоянного контроля условий испытания следует использовать прибор для измерения относительной влажности с точностью ±2%. Прибор должен периодически проходить калибровку.
8.14.4 Метод
Выполнить следующие действия:
8.14.4.1 Подготовка
8.14.4.1.1 Приготовление контрольного стандартного флюса
Растворить 35 г канифоли в 100 см химически чистого 99% изопропанола и тщательно размешать.
8.14.4.1.2 Подготовка камеры тепла/влажности
Если используют растворы кислоты или соли, до воздействия образцов "медного зеркала", для обеспечения требуемой относительной влажности (50±5)% камера должна быть кондиционирована минимум за 48 ч.
8.14.4.1.3 Подготовка панелей для испытания "медное зеркало"
a) Вакуумным методом на одну поверхность плоского листа чистого полированного стекла нанести пленку металла меди.
b) Металл нанести ровным слоем толщиной примерно 50 нм. Результирующее зеркало должно быть способно пропускать (10±5)% нормального падающего света или нормальной длины волны 500 нм. Выполнение этого требования можно проверить с использованием подходящего фотоэлектрического спектрофотометра. Допускается использовать имеющиеся в продаже медные зеркала, удовлетворяющие указанным выше требованиям (см. 8.14.6.2).
c) Необходимо предотвратить окисление медного зеркала. Для этого медное зеркало следует хранить в закрытом контейнере, промытом азотом.
d) Непосредственно перед испытанием, для удаления окиси меди окунуть медное зеркало в растворе ЭДТА с концентрацией 5 г/л. Зеркала, которые хранились при неокисляющих условиях, не требуют чистки перед испытанием раствором ЭДТА. При спорных результатах испытания следует использоваться чистку.
e) Тщательно промыть в проточной воде, окунуть в чистый этанол или метанол и просушить чистым воздухом, не содержащим масел.
f) Перед испытанием тщательно осмотреть зеркало. Оксидов не должно быть.
8.14.4.2 Испытание
a) Установить панель для испытания "медное зеркало" на ровную поверхность (см. рисунок 4) зеркалом кверху и защитить от попадания пыли и грязи.
b) На каждую панель для испытания "медное зеркало" нанести одну каплю испытуемого флюса или экстракта (примерно 0,05 см). Количество панелей на одно испытание не менее 3. Не допускать касания пипетки панели для испытания. Количество испытаний должно быть указано в конкретных технических условиях.
c) Паяльную пасту следует наносить непосредственно на зеркало без образования царапин на медном зеркале в количестве, соответствующем толщине 0,5 мм и диаметру 8 мм (установлено, что отклонения от этого количества на большинство флюсов не оказывают большого влияния).
d) Также непосредственно рядом с испытуемым флюсом нанести одну каплю контрольного стандартного флюса. Эти капли не должны соприкасаться.
e) Положить панели для испытаний в обеспыленную камеру температурой (23±2)°С и с относительной влажностью (50±5)% в горизонтальное положение на (24±0,5) ч.
f) После истечения 24 ч извлечь панели для испытания из камеры и снять испытуемый флюс и контрольный стандартный флюс с панелей погружением панелей в чистый изопропанол.
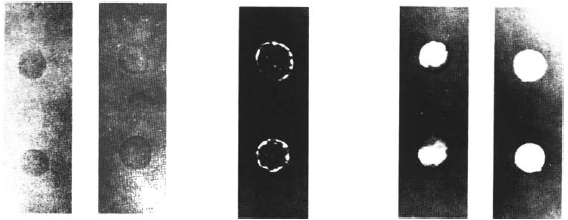
Рисунок 4 - Классификация типов флюса по результатам испытания "медное зеркало"
8.14.4.3 Оценка
Тщательно осмотреть каждую панель для испытаний на наличие удаления меди и обесцвечивание.
Если имеется полное удаление пленки меди, признаком чего является засветка, видимая через стекло, считается, что испытуемый флюс не соответствует категории L. При полном удалении пленки меди только вокруг периметра капли флюс классифицируют как М. При полном удалении пленки меди флюс классифицируют как флюс категории Н.
Если не соответствует контрольный флюс, повторить все испытание в целом с использованием новых панелей для испытания "медное зеркало".
Обесцвечивание пленки меди из-за поверхностной реакции и только частичное уменьшение толщины пленки меди не считают отказом.
Несоответствие зеркала меди может быть вызвано несколькими химическими веществами: свободными галогенидами, сильными органическими и неорганическими кислотами и свободными аминами.
8.14.5 Примечания
8.14.5.1 Безопасность
Соблюдать соответствующие меры безопасности, описанные в паспортах безопасности материалов, используемых в настоящем методе испытаний.
8.14.5.2 Готовые медные зеркала можно приобрести:
EMF Corp., 239 Cherry St., Ithaca, Нью-Йорк 14850, 800-456-7070
H.L.Clausing, Inc., 8038 Monticello Ave., Skokie, Иллинойс 60076, 847-676-0330
8.14.6 Дополнительная информация
Нет.
8.14.7 Ссылочный документ
ASTM Е104 Обеспечение постоянного уровня относительной влажности с помощью водных растворов
9 М: Методы механических испытаний
9.1 Метод испытаний 3М01: Прочность на отрыв в нормальных атмосферных условиях
9.1.1 Цель
Цель испытания - определение прочности проводников на отрыв в состоянии поставки. Испытание допускается применять только по отношению к наружной фольге, используемой в процессе припрессовки фольги, и только в случае, если указано в ТУ для потребителя и/или в контракте на закупку.
Примечание - На уровне материалов ламинированных печатных плат проводят другие испытания на отрыв.
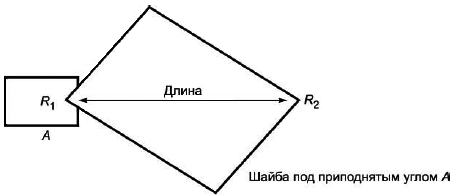
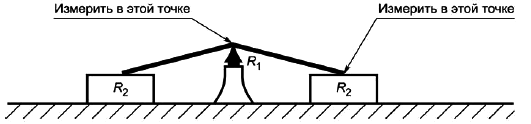
9.1.2 Образец для испытаний
В качестве образцов для испытания используются отдельные образцы для испытания (тест-купоны). Каждый купон должен иметь четыре полосы, параллельные осям и
, как показано на рисунке 5, соответствующей печатной платы. Для каждой стороны печатной платы, на которой имеется припрессованная фольга, необходим один купон. Купоны должны быть расположены на готовой плате и должны изготовляться совместно с соответствующей печатной платой при тех же условиях.
9.1.3 Испытательное оборудование и испытательные материалы
Должны быть использованы следующие материалы и испытательное оборудование:
a) копер для испытания на растяжение: стандартный калиброванный копер для испытания на растяжение, оснащенный ячейкой низкой нагрузки, способный измерять 45 мН, и тросик для легких грузов длиной не менее 450 мм или зажим и цепь. Копер при расчете должен учитывать свою массу. Губки зажима должны охватывать ширину фольги каждого язычка полосы для отрыва. Допускается использовать любое оборудование и аппаратуру, имеющие указанную погрешность, точность и повторяемость;
b) подходящая система прижима по характеристикам аналогична показанной на рисунке 5 а);
c) для квалификационных испытаний в состав испытательной аппаратуры должно быть включено регистрирующее устройство.
9.1.4 Метод
Выполнить следующие действия:
a) Установить образцы (купоны) на готовую панель так, чтобы полосы для отрыва на каждом образце были в обоих направлениях, и так, чтобы с противоположной стороны образцов для испытания можно было снять (вытравить) медь полностью.
b) При испытаниях на соответствие качества испытание необходимо проводить на двух полосах на один образец (купон), а для квалификационных испытаний - на четырех полосах на один образец (купон).
c) Вырезать образцы из панели параллельно стекловолокнам. Краевую часть 25 мм не используют. Для облегчения испытаний образцы допускается вырезать. Для тонких образцов необходимо предусмотреть опору в виде жесткого приспособления из алюминия или другой аналогичной опоры, или испытание можно проводить с использованием зажимного приспособления "замочная скважина". При арбитражной оценке в качестве эталона необходимо использовать сцепление с жестким основанием.
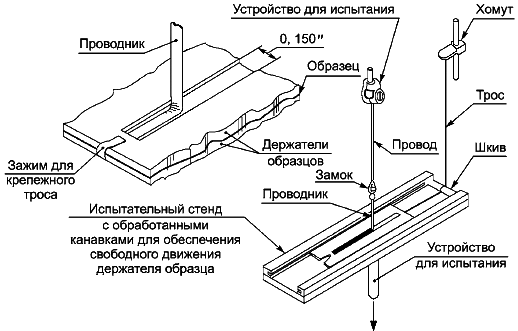
а) Система прижима
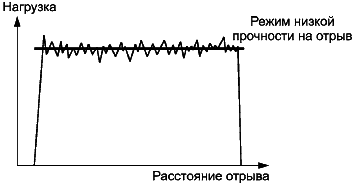
b) Режим единичной нагрузки

с) Режим нескольких нагрузок
d) Зажимное приспособление "замочная скважина"
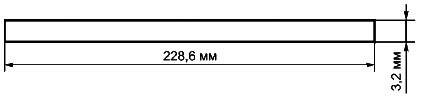
Рисунок 5 - Медная фольга для испытания на отрыв
d) Присвоить каждому образцу идентификационный номер и записать взаимное расположение панелей.
e) Выполнить отдирающее движение за конец язычка.
f) Закрепить конец каждого язычка медной фольги. Провод для подсоединения зажима к копру для испытания на растяжение должен быть достаточно свободным, чтобы его можно было потянуть вертикально в пределах угла ±5°.
g) Закрепить образец (купон) прижимным приспособлением так, чтобы его можно было беспрепятственно потянуть в вертикальном направлении. Конец полосы медной фольги с язычком должен быть в вертикальном, готовом для испытания положении.
h) Выполнить на копре для испытания на растяжение компенсацию проводов и зажима.
i) Запустить копер и приложить силу 50 мм/мин в вертикальном направлении в течение 30 с до получения отрыва 25 мм или до разрушения, или разрыва металла или фольги. Если не удается достичь отрыва полосы по всей ширине, результаты должны быть отвергнуты, и должно быть выполнено еще одно испытание.
j) Наблюдать и записывать среднюю нагрузку [см. рисунки 5 b) и 5 с)] для каждого образца, указав назначенный идентификационный номер.
9.1.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату оценки;
c) идентификационную информацию испытуемых материалов;
d) среднюю нагрузку для каждого образца/испытания, указав идентификационную информацию, установленную пользователем;
е) любое отклонение от настоящего метода испытаний;
f) результаты оценки с указанием требований, по которым проверка не прошла, характера отказа и степени повреждения, если какая-либо проверка не прошла;
g) информацию о специалисте, проводившем испытание.
9.1.6 Дополнительная информация
Разрыв медной фольги может быть вызван или более высоким сцеплением, или хрупкостью меди. Признаком более высокого сцепления является значение при разрыве, превосходящее установленное; в таких случаях в протоколе для каждого образца нужно указывать фактическую нагрузку при разрыве. В протоколе должно быть указано, что значение выше установленного значения.
После окончания испытания прочности на отрыв можно также оценить материал основания, лежащий ниже.
9.2 Испытание 3М02: Испытание на отрыв при повышенной температуре (на рассмотрении)
9.3 Испытание 3М03: Прочность металлизированных сквозных отверстий на вырыв, отверстия с контактными площадками и без контактных площадок
9.3.1 Цель
Цель метода - проверка прочности сцепления или прочности на вырыв вывода в сквозных металлизированных отверстиях в процессе изготовления печатных плат, а также при их доработке и ремонте. Пять циклов, из которых состоит испытание, предназначены для моделирования начальной пайки, установки компонентов при начальном изготовлении и последующей повторной установки компонентов при ремонте оборудования.
9.3.2 Образец для испытаний
Стандартный образец для испытаний (купон) или печатная плата со сквозными металлизированными отверстиями, которые можно использовать для установки компонентов. Диаметр испытуемых металлизированных отверстий должен быть не менее диаметра, который используют для установки компонентов в технологии сквозных металлизированных отверстий в обычных условиях. Межслойные отверстия и другие небольшие отверстия, которые в нормальных условиях считаются межслойными, для этого испытания использовать не следует.
Примечание - Это испытание относят к разрушающим испытаниям.
Количество испытуемых отверстий должно быть указано в ТУ.
9.3.3 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
а) регулируемый паяльник на 60 Вт;
b) луженая медная проволока. Диаметр испытательных проволок должен быть на (0,25-0,70) мм меньше диаметра испытуемых отверстий;
c) припой Sn60Pb40 или Sn63Pb37, описанный в ISO 9453;
d) прибор для проверки силы: прибор для проверки тянущей силы, способный работать на скорости 50 мм/мин и измерять силу до 100 Н.
9.3.4 Метод
Выполнить следующие действия:
a) обрезать от контактной площадки проводники длиной не более 6 мм, не повреждая соединений на контактной площадке и в сквозных металлизированных отверстиях, если проводники присоединяют к контактной площадке и/или к сквозному металлизированному отверстию;
b) вставить в сквозные металлизированные отверстия провода длиной, достаточной для подсоединения к зажимному механизму прибора для проверки силы сцепления, и распаять с помощью устройства для пайки или вручную, в зависимости от обстоятельств. Провода не следует закрепляться скобами;
c) после начальной пайки вручную пять раз отпаять и запаять в одно(и) и то/те же отверстие(я) провод. В каждом цикле провод следует извлекать из отверстия полностью. Если используют один и тот же провод, перед повторной установкой в испытуемое отверстие и запайкой его необходимо охладить до комнатной температуры. Для каждой повторной пайки допускается использовать новый провод.
Включить паяльник на 60 Вт и настроить на напряжение, соответствующее температуре жала от 232°С до 260°С.
Приложить паяльник к испытательному проводу и выполнить стандартную операцию пайки или отпайки. Паяльник может касаться контактной площадки вокруг отверстия, но во избежание повреждения испытуемого сквозного металлизированного отверстия, следует избегать приложения излишне высокого давления. Паяльник следует прикладывать только в течение времени, необходимого для выполнения пайки и отпайки.
Примечание - При этом испытании для пайки и отпайки рекомендуется привлекать только обученный персонал, имеющий допуск к выполнению паяльных и ремонтных электромонтажных работ;
d) после пятого цикла зажать образец для испытания в губках устройства для проверки сцепления;
e) потянуть провод на "стороне рисунка" платы со скоростью 50 мм/мин с нагрузкой, обеспечивающей силу по следующей формуле:
![]() Н/мм
Н/мм,
где - диаметр отверстия;
- диаметр вывода;
- нагрузка.
Приложить нагрузку перпендикулярно к главной поверхности контактной площадки до получения требуемой нагрузки или до появления неисправности.
9.3.5 Оценка
Отказ считается когда
a) металлизированное отверстие расшаталось прикрепленным пайкой проводом независимо от состояния контактной площадки;
b) расшаталась контактная площадка вокруг отверстия.
Обрыв провода или вырывание провода не считают отказом; при вырывании провод необходимо запаять обратно в отверстие и повторить испытание (сила вырыва).
9.3.6 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) любое отклонение от настоящего метода испытаний;
c) идентификационную информацию испытуемых материалов;
d) размер(ы) отверстий и проводов, используемых в испытании;
e) силу вырыва;
f) результаты оценки с указанием характера отказа и степени повреждения, если какая-либо проверка не прошла;
g) дату оценки;
h) информацию о специалисте, проводившем испытание.
9.3.7 Дополнительная информация
Нужно иметь в виду, что результаты испытания могут в значительной степени зависеть от квалификации оператора, выполняющего операции пайки и отпайки, необходимые при испытании.
9.4 Испытание 3М04: Плоскостность слоистых материалов и печатных плат (изгиб и скручивание)
9.4.1 Цель
Для определения плоскостности готовых жестких печатных плат, включая односторонние, двухсторонние, многослойные печатные платы и жесткие участки гибко-жестких печатных плат представлены четыре процедуры.
9.4.2 Определения
9.4.2.1 Изгиб
Изгиб показан на рисунке 6.
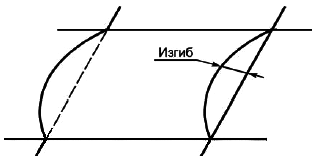
Рисунок 6 - Изгиб
9.4.2.2 Скручивание
Скручивание показано на рисунке 7.
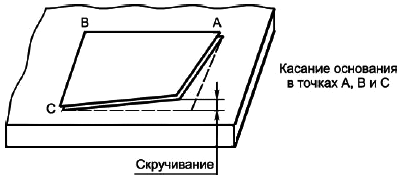
Рисунок 7 - Скручивание
9.4.3 Образец для испытаний
Готовые платы (односторонние, двухсторонние, многослойные, гибко-жесткие печатные платы).
9.4.4 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
a) поверочная плита с плоской поверхностью, с допуском плоскостности ±0,010 мм;
b) стандартные метрологические циферблатные индикаторные калибры высоты;
c) калибры толщины;
d) концевые калибры;
e) нивелировочные домкраты;
f) измерительные плитки;
g) регулировочные шайбы нужной толщины;
h) линейные датчики с точностью измерения ±0,025 мм;
i) микрометр.
9.4.5 Метод
Выполнить следующие действия.
9.4.5.1 Процедура номер 1: изгиб (см. рисунок 6)
а) Установить измеряемый образец на высокоточную поверочную плиту с плоской поверхностью выпуклой стороной кверху. Для обеспечения контактирования с поверхностью оба угла каждого края прижать с необходимой силой. Снять показания калибра высоты на максимальном вертикальном смещении края, включая толщину образца (см. рисунок 8).

Рисунок 8 - Схема проведения измерения изгиба
b) Выполнить эту процедуру для всех четырех краев образца. В некоторых случаях для выполнения этой процедуры образец приходится переворачивать. Обозначить край с самым большим отклонением от поверочной плиты. Записать отклонение как .
c) Снять показания калибра высоты или эквивалентного измерительного устройства в углу образца, контактирующем с поверочной плитой, или же определить путем измерения толщины образца микрометром.
d) Приложив достаточную прижимную силу, обеспечить контактирование края с поверочной плитой, измерить длину края и обозначить ее .
e) Вычислить изгиб этого края по формуле:
![]() .
.
За изгиб образца берут самый большой изгиб из всех краев.
9.4.5.2 Процедура номер 2: скручивание
a) Установить измеряемый образец на поверочную плиту так, чтобы три угла касались поверхности; приложив достаточную прижимную силу, обеспечить контактирование трех углов с поверочной плитой.
b) Под приподнятый угол подложить подходящую регулировочную шайбу, достаточную для того, чтобы для угла обеспечивалась опора. Если подложена шайба правильной толщины, три других угла будут контактировать с поверхностью без оказания давления на углы (см. рисунок 9).
- наибольшее расстояние от нижней части платы
Рисунок 9 - Схема проведения измерения скручивания
c) Без прикладывания ненужной силы к образцу снять показание индикаторного калибра высоты в месте максимального вертикального смещения (на рисунке 9 обозначено ) и записать его.
d) Измерить микрометром толщину образца.
Примечание - Для собранных плат оба показания следует снимать на материале основания.
e) Измерить диагональ образца (длина на рисунке 9) (в случае прямоугольных плат) и записать показание. Для непрямоугольных плат измерение выполнять от углов, имеющих смещение, по диагонали к углам на противоположной стороне платы.
f) Расчет
Вычесть из показания показание
(в формуле это значение делится на 2, т.к. при данном методе измерения измеряется двойное вертикальное отклонение).
Разделить измеренное отклонение на записанную длину и умножить на 100. В результате такого расчета получают процент скручивания:
![]() .
.
9.4.5.3 Процедура номер 3: арбитражное испытание на скручивание
а) Установить измеряемый образец на поверочную плиту так, чтобы два нижних противоположных угла касались поверхности плиты, или на две приподнятые параллельные поверхности, расположенные на одинаковой высоте от поверочной плиты [см. рисунок 10 а)].

а) Схема измерения скручивания при арбитражном испытании, приподнятые параллельные поверхности

b) Схема измерения скручивания при арбитражном испытании, опорные домкраты или блоки
с) Схема измерения скручивания при арбитражном испытании
Рисунок 10 - Схема арбитражного испытания
b) Опереть два других угла печатной платы на нивелировочные домкраты или другие подходящие устройства так, чтобы два приподнятых угла были на одинаковой высоте от поверочной плиты. Выполнение этого требования можно проверить с использованием индикаторного калибра высоты [см. рисунок 10 b)].
c) С помощью индикаторного калибра высоты измерить самый высокий приподнятый участок платы и записать показание как [см. рисунок 10 с)].
d) Не касаясь образца, снять показание калибра высоты или эквивалентного измерительного устройства в одном из углов, контактирующих с поверхностью, и записать как [см. рисунок 10 с)].
e) Измерить диагональ образца (в случае прямоугольных плат) и записать показание. Для непрямоугольных плат измерение выполнить от угла, имеющего максимальное смещение, по диагонали к углу на противоположной стороне платы.
f) Расчет
Вычесть из результата измерения результат измерения
. Полученную разницу обозначают как скручивание. Разделить измеренное отклонение на записанную длину и умножить на 100. В результате такого расчета получают процент скручивания.
9.4.5.4 Процедура номер 4: испытание на производстве (на скручивание и изгиб)
Определив ранее максимально допустимое отклонение печатной платы от плоской поверхности, можно использовать следующую процедуру годен - не годен.
При касании обоих углов какой-либо стороны плиты попытаться вставить между приподнятым участком платы и базовой поверхностью подходящий калибр, соответствующий максимально допустимому отклонению (концевой калибр или калибр толщины (см. рисунок 11). Попытаться вставить между приподнятым углом платы и базовой поверхностью калибр, соответствующий максимально допустимому размеру поверхности (см. рисунок 12).

Рисунок 11 - Измерение изгиба
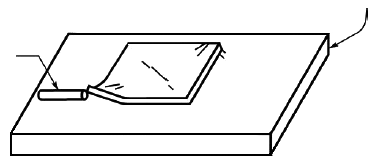
Рисунок 12 - Измерение скручивания
Если калибр не помещается в зазор, это значит, что плата соответствует требованиям к изгибу и скручиванию.
9.4.6 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) номера процедур, использованных для испытания(й);
d) идентификационную информацию и описание образца;
e) расчеты, если применимо;
f) результаты оценки с указанием характера отказа и степени повреждения, если какая-либо проверка не прошла;
g) любое отклонение от данного метода испытаний;
h) информацию о специалисте, проводившем испытание.
9.4.7 Дополнительная информация
Этими методами невозможно оценить другие формы деформации, отличные от указанных в настоящем методе испытания (например, многократные свертки). Поэтому для таких форм деформации необходимы специальные методы.
9.5 Испытание 3М05: Испытание на отрыв, гибкие печатные платы
9.5.1 Цель
Определение прочности на отрыв печатного проводника шириной 1 и/или 3 мм на гибкой печатной плате.
9.5.2 Образец для испытаний
Испытание следует проводить с использованием не менее чем четырех прямых проводников подходящей длины и одинаковой ширины, взятых из указанных частей готовой платы, тест-купона или составного тест-купона.
Предпочтительно, чтобы длина проводника была не менее 75 мм.
Проводники шириной менее 0,8 мм испытывать не следует.
Если на печатной плате имеются металлизированные проводники, некоторые из них необходимо испытать.
В случае, если вместо готовой платы должны быть испытаны листы плакированного медью пленочного основания, образец материала должен иметь не менее четырех вытравленных проводящих рисунков шириной 1 и/или 3 мм и длиной 230 мм - два в направлении устройства и два в поперечном направлении. В случае слоистого материала с двойной плакировкой должен быть подготовлен отдельный образец, который должен быть испытан с каждой стороны. Медная фольга на неиспытуемой стороне может быть оставлена, с тем чтобы обеспечить устойчивость и во время испытания предотвратить тентинг образца от вращающегося барабана. В случае, если материалы плакированы медной фольгой с номинальной массой на единицу площади менее 305 г/м, масса фольги на единицу площади может быть увеличена до 335 г/м
с применением любого процесса осаждения вязкой меди.
9.5.3 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
a) устройство для испытания на растяжение, обеспечивающая скорость отрыва - (50±5) мм/мин;
b) зажим для захвата незакрепленного конца фольги по всей его ширине;
c) цифровой самопишущий прибор с требуемыми характеристиками, способный записывать нагрузку отрыва на скорости не менее трех точек в секунду; Или аналоговый самопишущий прибор с требуемыми характеристиками, способный записывать и показывать нагрузку отрыва;
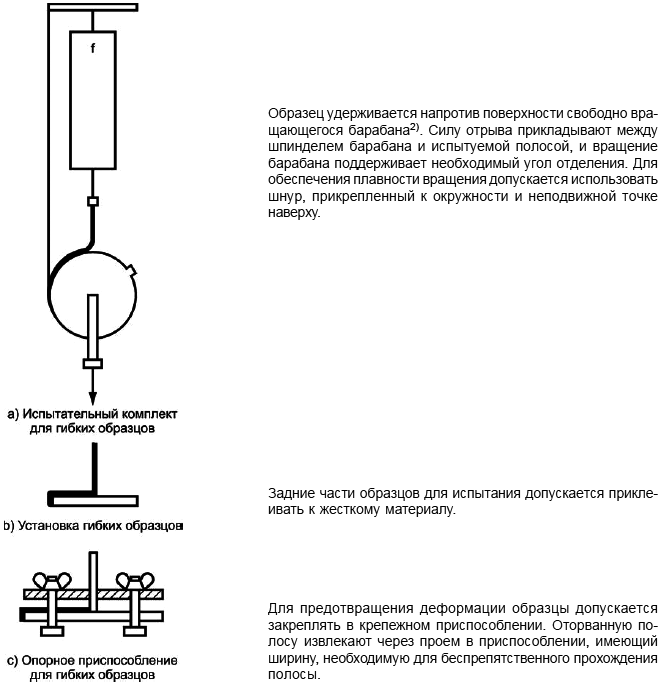
d) вращающийся барабан свободного хода [см. рисунок 13 а)], предназначенный для поддерживания направления отрыва под углом (90±5)° к плоскости печатной платы;
e) для подготовки тестовых рисунков на листе плакированной медью панели должны быть использованы технологические процессы с требуемыми характеристиками;
f) подходящая линейка или оптические устройства с делением до 0,01 мм для измерения ширины испытуемого проводника.
9.5.4 Метод
Выполнить следующие действия.
9.5.4.1 Кондиционирование
Кондиционировать эталонные образцы в течение 24 ч при стандартных лабораторных условиях - температуре (23±2)°С и относительной влажности (45±5)%. Если имеются статистически достоверные свидетельства возможности сокращения времени стабилизации на конкретной производственной линии, время стабилизации можно сократить. При стандартном испытании должны быть использованы стандартные атмосферные условия.
_______________
Сила, вызванная трением вращающихся частей, показываемая измерительным устройством, не должна превышать 50 мН. Она также не должна превышать 10% общей силы, измеренной в ходе испытания на прочность на отслоение.
Рисунок 13 - Измерительное оборудование для испытания гибких печатных плат на отрыв
9.5.4.2 Измерение
Измерить и записать ширину испытуемого проводника с округлением до 0,01 мм. Отделить один конец проводника от материала основания на расстояние около 10 мм, достаточное для используемой аппаратуры. Необходимо обеспечить подходящую опору для испытуемой платы, например, путем зажима между двумя жесткими плоскими пластинами с вырезом для отрываемого проводника в верхней плите или путем закрепления на вращающемся барабане, как показано на рисунке 13. Зажав незакрепленный конец проводника по всей его ширине или закрепив в зажиме устройства для испытания на растяжение, в направлении (90±5)° к плоскости печатной платы приложить постепенно увеличивающуюся тянущую силу до тех пор, пока проводник не оторвется на скорости (50±5) мм/мин, при этом измерить силу, потребовавшуюся для отрыва. От каждого из четырех проводников должна быть оторвана длина не менее 25 мм.
Нагрузка отрыва должна постоянно записываться записывающим устройством, автоматически должны вычисляться и распечатываться на форме средние значения нагрузок за каждые секунды, или должна вычерчиваться диаграмма нагрузки.
9.5.4.3 Оценка
Должно быть оторвано не менее 50 мм; нагрузки отрыва, соответствующие первой секунде или первым 5 мм, должны отбрасываться.
Если используется цифровое записывающее устройство, с помощью следующей формулы рассчитать прочность на отслоение для каждого проводника:
![]() .
.
Если используют аналоговое записывающее устройство, рассчитать среднее значение записей на ленте самописца для образца за минимальный стабильный участок на самописце.
В качестве прочности на отрыв должно быть вычислено и записано среднее значение четырех испытаний.
9.5.5 Протокол
Протокол должен содержать:
a) номер и указатель редакции метода испытаний;
b) дату проведения испытания;
c) идентификацию испытуемого материала;
d) испытуемые проводники;
e) минимальную прочность на отрыв;
f) любое отклонение от настоящего метода испытаний.
9.5.6 Дополнительная информация
На измеренную прочность на отрыв влияет сила, необходимая для изгиба проводника. Это влияние усиливается с увеличением толщины проводника.
Если наблюдается повышенный тентинг образцов для испытания на отрыв, к задней стороне образца для испытания можно приложить подходящий материал-подложку. Эталонным материалом-подложкой может служить неплакированный стеклоэпоксидный материал.
9.6 Испытание 3М06: Усталость от изгиба гибких печатных плат (на рассмотрении)
9.7 Метод испытаний 3М07: Прочность на отрыв контактных площадок неметаллизированных отверстий
9.7.1 Цель
Цель испытания - оценка качества адгезии контактных площадок к материалу основания при напряжении, вызванном многократными операциями пайки. Прочность на отрыв измеряется как перпендикулярная к поверхности печатной платы сила, необходимая для отделения контактной площадки от материала основания. В результате этого испытания получают приблизительное значение прочности на отрыв после операции пайки.
9.7.2 Образец для испытания
Испытания следует проводить на круглых контактных площадках, отделенных от присоединенных проводников в соответствии с конкретными ТУ.
Размеры контактных площадок, отверстий и проводов приведены в таблице 2.
Таблица 2 - Предпочтительные размеры контактных площадок, отверстий и проводов
Диаметр контактной площадки, мм | Диаметр отверстия, мм | Диаметр провода, мм |
4,0±0,1 | 1,3±0,1 | 0,9-1,0 |
2,0±0,1 | 0,8±0,1 | 0,6-0,7 |
Контактные площадки и провода следует паять в течение 3 с первоначальным устройством или вручную.
Размеры других контактных площадок, отверстий и проводов могут быть установлены в ТУ.
9.7.3 Испытательное оборудование и материалы
Должны быть использованы следующие испытательное оборудование и материалы:
a) паяльник, способный обеспечивать температуру жала от 232°С до 260°С;
b) подходящий прибор для проверки вертикальной тянущей силы, способный работать на скорости 50 мм/мин и измерять силу до 50 Н;
c) подходящие провода длиной, достаточной для подсоединения к зажимному механизму прибора для проверки силы сцепления;
d) припой Sn60Pb40 или Sn63Pb37, описанный в ISO 9453.
9.7.4 Метод
Выполнить следующие действия:
a) Вставить провод в отверстие, расположенное приблизительно в центре контактной площадки. Распять провод вручную. Провод не должен быть закреплен скобами.
b) После распайки охладить образец до комнатной температуры в течение 5 мин.
c) Паяльник следует прикладывать к проводам, а не к фольге, на время, необходимое для выполнения пайки.
d) Зажать печатную плату в горизонтальном положении в тисках устройства для проверки сцепления. Присоединить провод к зажимному механизму устройства для проверки сцепления.
e) Затем с помощью устройства для проверки сцепления приложить к проводу силу, тянущую провод на скорости 50 мм/мин под прямым углом к печатной плате. Процесс следует продолжать до получения силы, необходимой для отделения контактной площадки от материала основания.
f) В качестве прочности на отрыв испытуемой печатной платы следует принимать наименьшую силу, потребовавшуюся для отделения пяти контактных площадок от материала основания.
g) После первоначальной пайки паяльным устройством или вручную подвергнуть провода четырем циклам пайки и отпайки. В ходе этих четырех циклов провода следует полностью извлекать во время операции отпайки, а затем перед операцией пайки их следует установить на место.
h) Паяльник следует прикладывать к проводам, а не к фольге, на время, необходимое для выполнения операции пайки или отпайки.
i) После пайки образец каждый раз следует охлаждать до комнатной температуры в течение 5 мин.
j) После четвертого цикла зажать печатную плату горизонтально в тисках устройства для проверки сцепления.
k) Затем с помощью устройства для проверки сцепления приложить силу, тянущую провод на скорости 50 мм/мин под прямым углом к печатной плате. Процесс следует продолжать до получения силы, необходимой для отделения контактной площадки от материала основания.
I) В качестве прочности на отрыв испытуемой печатной платы следует принимать наименьшую силу, потребовавшуюся для отделения пяти контактных площадок от материала основания.
m) Обрыв провода или вырывание провода не считают отказами; при этом провод необходимо запаять обратно в отверстие и продолжать его тянуть.
9.7.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) расположение испытываемых контактных площадок;
d) метод пайки;
е) результат измерения (все значения и минимальное значение) после одного цикла;
f) результат измерения (все значения и минимальное значение) после двух циклов;
g) информацию о специалисте, проводившем испытание.
9.7.6 Дополнительная информация
Нет.
9.8 Испытание 3М08: Твердость (сопротивление истиранию) органических поверхностных покрытий печатных плат
9.8.1 Цель
Метод испытаний описывает процедуру определения твердости постоянных органических покрытий печатных плат.
Настоящим методом можно испытывать следующие органические материалы:
- постоянные полимерные покрытия;
- проводящие чернила;
- маркировочные краски.
Твердость определяют путем сравнения со стандартным набором карандашей с возрастающей твердостью.
9.8.2 Образец для испытаний
Образец для испытания должен состоять из куска плакированного металлом материала основания (100±10)х(100±10) мм с органическим отверделым покрытием, нанесенным поставщиком.
Или по согласованию между клиентом и поставщиком можно использовать участок готовой платы с нанесенным покрытием.
Необходимо использовать не менее трех образцов (отдельных плат).
9.8.3 Испытательное оборудование и материалы
Должны быть использованы следующие испытательное оборудование и материалы:
a) испытательное устройство (держатель карандашей, см. рисунок 14);
b) стандартный набор карандашей твердостью от 4В до 8Н.
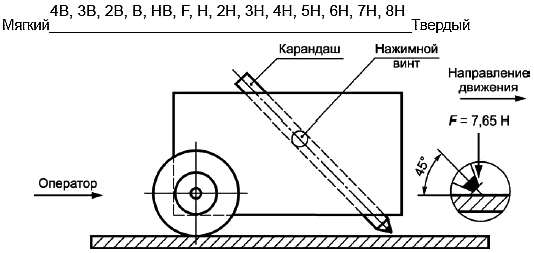
Рисунок 14 - Держатель карандашей
9.8.4 Метод
Выполнить следующие действия:
a) установить образец на горизонтальную поверхность;
b) концы карандашей должны быть заточены, как показано на рисунке 14;
c) начиная с самого твердого карандаша в каретке, толкать ее в показанном на рисунке 14 направлении с равномерной силой, направленной вперед, отрезками по 20-30 мм, в результате чего вследствие массы держателя образца (750±25) г, к концу карандаша будет прикладываться сила (7,65±0,25) Н. Продолжать эту процедуру с другими карандашами в порядке возрастания твердости, пока не будет выявлен карандаш, который не врезается в материал покрытия и не делает в нем выемки. Карандаши после каждого испытания следует перезатачивать;
d) твердость - это свойство, а не переменный параметр. Заявления об уровне неопределенности не требуются.
9.8.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) идентификационную информацию и описание образца(ов);
d) полученную твердость; твердость карандаша, который не врезается в органический материал покрытия и не делает в нем выемки;
e) поставщика и описание набора карандашей;
f) любое отклонение от настоящего метода испытаний;
g) информацию о специалисте, проводившем испытание.
9.8.6 Дополнительная информация
Принято считать, что результаты настоящего метода испытания по природе субъективны. Чтобы уменьшить субъективность, рекомендуется использовать только профессиональные чертежные карандаши.
При возникновении спорных моментов между испытательными организациями для испытания необходимо использовать единый согласованный набор карандашей.
9.9 Испытание 3М09: Степень отверждения постоянных органических покрытий печатных плат
9.9.1 Цель
Настоящий метод испытания определяет процедуру определения степени отвердения постоянных органических покрытий печатных плат.
Метод имеет качественный характер.
Метод испытания допускается использовать для определения степени отверждения постоянного полимерного резистивного покрытия припоя, токопроводящих паст и маркировочных красок.
9.9.2 Образец для испытаний
По согласованию между клиентом и поставщиком образец для испытаний может содержать любой подходящий участок печатной платы или компонент для аттестации возможностей производителя (КАВП).
Необходимо использовать не менее трех отдельных плат.
9.9.3 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
a) согласованный между пользователем и поставщиком растворитель;
b) безворсовая ткань или подушечка;
c) секундомер или хронометр.
9.9.4 Метод
Выполнить следующие действия:
a) обработать испытуемый(ые) материал(ы) в соответствии с инструкцией поставщика;
b) на одно и то же место на образце нанести три капли растворителя и подождать 60 с;
c) очень сильно потереть образец безворсовой тканью или подушечкой;
d) удалить излишнюю жидкость;
e) осмотреть поверхность для обнаружения перехода частей покрытия на безворсовую ткань или подушечку, размягчения или липкости покрытия.
9.9.5 Протокол
В дополнение к общим требованиям, протокол должен содержать:
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) идентификационную информацию и описание образца(ов);
d) тип и сорт использованного растворителя;
e) информацию о том, имеется ли переход образца на ткань или подушечку (более трех частиц на поверхности), стало покрытие мягким или липким;
f) любое отклонение от настоящего метода испытаний;
g) информацию о специалисте, проводившем испытание.
При использовании растворителей необходимо соблюдать меры предосторожности в соответствии с местными законами и процедурами.
Имеются контрольно-измерительные приборы, позволяющие осуществлять качественную оценку степени отвердения рекомендуемых испытываемых материалов. Метод, описанный в настоящем стандарте, предназначен для получения полезного качественного показателя, подходящего для использования как в производственных, так и в лабораторных условиях.
10 Е: Методы электрических испытаний:
10.1 Испытание 3Е01: Изоляция цепей (на рассмотрении)
10.2 Испытание 3Е02: Непрерывность (на рассмотрении)
10.3 Метод испытаний 3Е03: Сопротивление изоляции на наружных слоях
10.3.1 Цель
Цель испытания - определение сопротивления изоляции между установленными частями проводящего рисунка на поверхности печатной платы или слоя многослойной печатной платы.
10.3.2 Образец для испытаний
a) Сопротивление изоляции следует измерять между любыми двумя электрически изолированными точками проводящего рисунка на поверхности готовой печатной платы, тест-купона или составной тест-платы.
b) В случаях, когда согласовано использование тест-купонов, описанных в IEC 62326-4-1, следует проводить измерение образца Е.
10.3.3 Испытательное оборудование и материалы
Должно быть использовано следующее испытательное оборудование:
мегомметр, способный прикладывать напряжение (10±1), (100±15) и (500±50) В и измерять сопротивление от 1х10 до 1х10
Ом с точностью 5% при самом высоком масштабе шкалы.
10.3.4 Метод
Образец должен быть подвергнут предварительному кондиционированию с помощью испытания 1Р01 IEC 61189-1.
Сопротивление изоляции должно быть измерено мегомметром. Испытательное напряжение должно быть (10±1) или (100±15), или (500±50) В в соответствии с ТУ. Испытательное напряжение следует прикладывать за 1 мин до измерения.
10.3.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) части рисунка, подлежащие измерению;
d) испытательное напряжение;
e) результат измерения (среднее и минимальное значения);
f) любое отклонение от настоящего метода испытаний;
g) информацию о специалисте, проводившем испытание.
10.3.6 Дополнительная информация
Нет.
10.4 Испытание 3Е04: Сопротивление изоляции на внутренних слоях
10.4.1 Цель
Цель испытания - определение сопротивления изоляции между установленными частями проводящего рисунка на внутреннем слое многослойной печатной платы.
10.4.2 Образец для испытаний
Сопротивление изоляции следует измерять между любыми двумя электрически изолированными точками проводящего рисунка на внутреннем слое готовой печатной платы, тест-купона или составной тест-платы.
В случаях, когда согласовано использование тест-купонов, описанных в IEC 62326-4, следует проводить измерение образца J.
10.4.3 Испытательное оборудование и материалы
Должно быть использовано следующее испытательное оборудование:
мегомметр, способный прикладывать напряжение (10±1), (100±15) и (500±50) В и измерять сопротивление от 1х10 до 1х10
Ом с точностью 5% при самом высоком масштабе шкалы.
10.4.4 Метод
Образец должен быть подвергнут предварительному кондиционированию с помощью испытания 1Р01 IEC 61189-1.
Сопротивление изоляции следует измерять мегомметром. Испытательное напряжение должно быть (10±1) или (100±15), или (500±50) В в соответствии с ТУ. Испытательное напряжение следует прикладывать за 1 мин до измерения.
10.4.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) части рисунка, подлежащие измерению;
е) испытательное напряжение;
f) результат измерения (среднее и минимальное значения);
g) любое отклонение от настоящего метода испытаний;
h) информацию о специалисте, проводившем испытание.
10.4.6 Дополнительная информация
Нет.
10.5 Испытание 3Е05: Сопротивление изоляции между слоями
10.5.1 Цель
Цель испытания - определение сопротивления изоляции между частями проводящего рисунка между слоями многослойной печатной платы.
10.5.2 Образец для испытаний
Сопротивление изоляции измерять между любыми двумя электрически изолированными точками проводящего рисунка между слоями готовой печатной платы, тест-купона или составной тест-платы.
В случаях, когда согласовано использование тест-купонов, описанных в IEC 62326-4-1, следует проводить измерение образца М.
10.5.3 Испытательное оборудование и материалы
Должно быть использовано следующее испытательное оборудование:
мегомметр, способный прикладывать напряжение (10±1), (100±15) и (500±50) В и измерять сопротивление от 1х10 до 1х10
Ом с точностью 5% при самом высоком масштабе шкалы.
10.5.4 Метод
Образец должен быть подвергнут предварительному кондиционированию с помощью испытания 1Р01 IEC 61189-1.
Сопротивление изоляции следует измерять мегомметром. Испытательное напряжение должно быть (10±1) или (100±15) или (500±50) В в соответствии с ТУ. Испытательное напряжение следует прикладывать за 1 мин до измерения.
10.5.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) части рисунка, подлежащие измерению;
d) испытательное напряжение;
e) результат измерения (среднее и минимальное значения);
f) отклонения от настоящего стандартного метода испытаний;
g) информацию о специалисте, проводившем испытание.
10.5.6 Дополнительная информация
Нет.
10.6 Испытание 3Е06: Уход частоты (на рассмотрении)
10.7 Испытание 3Е07: Полное сопротивление цепи (на рассмотрении)
10.8 Испытание 3Е08: Изменение сопротивления сквозных металлизированных отверстий, термоциклирование
10.8.1 Цель
Цель испытания - создание процедуры для определения изменения сопротивления металлизированных сквозных отверстий, которое может произойти при термоциклировании отверстий. Альтернативным вариантом такого испытания является 3Е16 (см. 10.16).
10.8.2 Образец для испытаний
Образцы для испытания должны удовлетворять следующим требованиям:
a) образец должен представлять собой подходящую печатную плату, тест-купон или составной тест-купон. Составные тестовые рисунки показаны на рисунке 15;
b) в случаях, когда между пользователем и поставщиком согласовано использование тест-купонов, описанных в IEC 62326-4-1, испытание следует проводить на образце А или В;
c) предпочтительно, чтобы образец не был луженым. Если он луженый, перед испытанием необходимо снять металлизацию химическим способом с помощью состава для удаления металлизации, описанного в перечислении d) пп.10.8.3, при этом необходимо принять меры, исключающие вредное воздействие на медь.
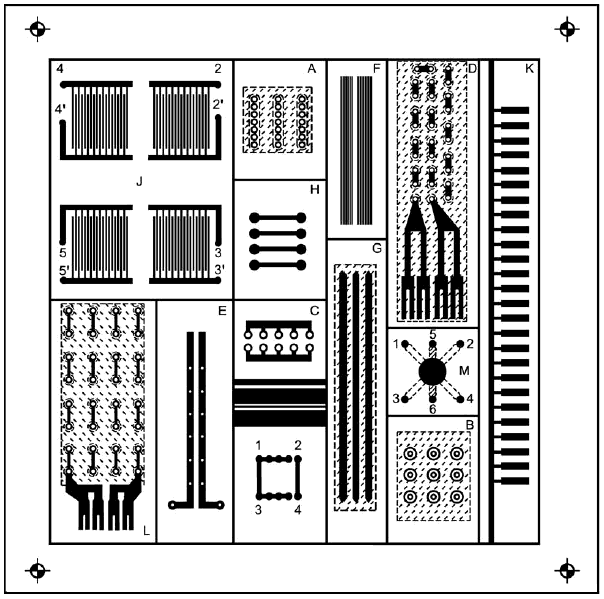
а) Расположение образцов для испытания
а) предназначен для определения расположения образцов на составном проводящем рисунке; на нем проводящий рисунок слоя не показан.
Штрихованные участки, показанные на образцах ,
,
,
,
- проводящие рисунки слоя
.
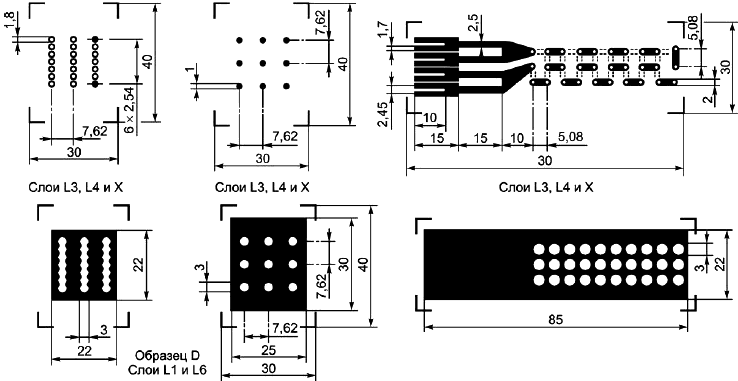
b) Расположение образцов для испытания
Рисунок 15 - Составной тестовый рисунок
10.8.3 Испытательное оборудование и материалы
Должны быть использованы следующие испытательное оборудование и материалы:
a) камера с циркуляцией воздуха, способная поддерживать температуру (85±2)°С;
b) камера для термоциклирования, способная циклически изменять температуру от минус 70°С до плюс 150°С со временем перехода не более 1 мин;
c) четырехзондовый миллиомметр с диапазоном измерения от 1 мОм до 1 Ом;
d) раствор для удаления состава олово-свинец, состоящий из
- 330 см 60%-ной азотной кислоты (плотность 1,36 г/см
при температуре 20°С);
- 3 см 40%-ной фтороборной кислоты (плотность 1,32 г/см
при температуре 20°С);
- 670 см деионизированной воды.
10.8.4 Метод
Выполнить следующие действия:
Кондиционировать образец путем сушки в камере с циркуляцией воздуха в течение 1 ч при (85±2)°С и охладить для испытания до комнатной температуры.
Сопротивление сквозных металлизированных отверстий следует измерять при постоянном токе (100±5) мА с помощью четырехзондового миллиомметра в стандартных атмосферных условиях для измерений и испытаний. Измеренное сопротивление должно быть записано как начальное сопротивление.
Во время испытания сопротивление следует постоянно контролировать. Образец должен быть подсоединен к записывающему устройству, например, с помощью краевого соединителя печатной платы.
Термоциклирование следует выполнять при одном из следующих условий в соответствии с документом на поставку продукции. Общее количество термоциклирований должно быть регламентировано.
Условие А (1 цикл):
Температура минус 65°С | 30 мин; |
переход | 3 |
Температура плюс 125°С | 30 мин; |
переход | 3 |
Условие В (1 цикл):
Температура минус 65°С | 10 мин; |
переход | не более 1 мин; |
Температура плюс 125°С | 10 мин; |
переход | не более 1 мин. |
Строят график значений сопротивления (или соответствующего падения напряжения) при разных количествах циклов.
Увеличение сопротивления в процентах между
и
(измеренное сопротивления при температуре окружающей среды после
циклов) следует вычислять по формуле
![]() ,
,
где - измеренное сопротивление после
термических циклов, Ом;
- измеренное сопротивление после 0 термических циклов, Ом;
- увеличение сопротивления, %.
Максимально допустимое увеличение сопротивления в процентах между и
должно быть установлено в ТУ.
Увеличение сопротивления также должно быть измерено при температуре 125°С и вычислено по формуле
![]() ,
,
где ![]() - измеренное сопротивление при температуре 125°С после
- измеренное сопротивление при температуре 125°С после термических циклов;
- измеренное сопротивление после 0 термических циклов;
- увеличение сопротивление при температуре 125°С, %.
10.8.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) идентификацию испытуемого материала;
c) условие термоциклирования (А или В);
d) количество циклов;
e) максимальное увеличение измеренного сопротивления в процентах;
f) максимальное увеличение сопротивления, измеренного при температуре 125°С, в процентах;
g) дату проведения испытания;
h) отклонения от настоящего метода испытаний;
i) информацию о специалисте, проводившем испытание.
10.8.6 Дополнительная информация
С раствором для удаления состава олово-свинец необходимо обращаться с осторожностью, не допуская попадания в глаза и на кожу. Для этого необходимо использовать защитные очки и химически стойкие перчатки.
10.9 Испытание 3Е09: Электрическая прочность наружных слоев
10.9.1 Цель
Цель - определение способности печатных плат выдерживать заданные испытательные напряжения без электрического пробоя, свидетельством которого являются искрение (поверхностный разряд, воздушный разряд) или пробой (разряд с пробоем). Разряд может наблюдаться визуально или показываться соответствующим образом испытательным оборудованием.
10.9.2 Образец для испытаний
Испытание следует проводить на заданных частях проводящего рисунка на поверхности печатной платы. Если для испытания установлены части поверхностного слоя многослойной печатной платы, необходимо принять меры, чтобы исключить влияние других частей и слоев платы.
С образцом необходимо обращаться осторожно, не допуская его загрязнения, например оставления следов пальцев, попадания пыли и т.д.
10.9.3 Испытательное оборудование и материалы
Должно быть использовано следующее испытательное оборудование:
а) источник напряжения постоянного тока или источник напряжения переменного тока приблизительно синусоидальной формы с частотой от 40 до 60 Гц;
b) оборудование должно быть способно обеспечивать подачу необходимого высоковольтного напряжения. Оно должно показывать наступление пробоя и/или установленного тока утечки, если отказ визуально не виден.
10.9.4 Метод
Выполнить следующие действия:
10.9.4.1 Кондиционирование
Образец следует выдерживать в стандартных атмосферных условиях для измерений и испытаний в течение 24 ч.
10.9.4.2 Испытание
Приложить напряжение между установленными контрольными точками. Постепенно увеличить напряжение от нуля в течение 5 с до установленного значения. Поддерживать это значение в течение 1 мин.
10.9.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) идентификацию испытуемого материала;
c) точки приложения напряжения;
d) испытательное напряжение;
e) максимальный ток утечки;
f) дату проведения испытания;
g) любое отклонение от настоящего метода испытаний;
h) информацию о специалисте, проводившем испытание.
10.9.6 Дополнительная информация
Нет.
10.10 Испытание 3Е10: Испытание напряжением между слоями
10.10.1 Цель
Цель - определение способности печатной платы выдерживать установленные испытательные напряжения без электрического пробоя, указываемого испытательным оборудованием.
10.10.2 Образец для испытаний
Испытание следует проводить на установленных частях проводящего рисунка на смежных слоях печатной платы.
С образцом необходимо обращаться осторожно, не допуская его загрязнения, например, оставления следов пальцев, попадания пыли и т.д.
10.10.3 Испытательное оборудование и материалы
Должно быть использовано следующее испытательное оборудование:
- источник напряжения постоянного тока или источник напряжения переменного тока приблизительно синусоидальной формы с частотой от 40 до 60 Гц.
Оборудование должно быть способно обеспечивать подачу необходимого высоковольтного напряжения. Оно должно показывать наступление пробоя и/или установленного тока утечки, если отказ визуально не виден.
10.10.4 Метод
Выполнить следующие действия:
10.10.4.1 Кондиционирование
Образец следует выдерживать в стандартных атмосферных условиях для измерений и испытаний в течение 24 ч.
10.10.4.2 Испытание
Приложить напряжение между установленными контрольными точками. Постепенно увеличивать напряжение от нуля до установленного значения в течение 5 с. Поддерживать это значение в течение 1 мин.
10.10.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) идентификационную информацию испытательного материала;
c) точки приложения напряжения;
d) испытательное напряжение;
е) максимальный ток утечки;
f) дату проведения испытания;
g) любое отклонение от настоящего метода испытаний;
h) информацию о специалисте, проводившем испытание.
10.10.6 Дополнительная информация
Нет.
10.11 Испытание 3Е11: Сопротивление изоляции, многослойная монтажная печатная плата (в пределах одного слоя)
10.11.1 Цель
Настоящее испытание - это метод определения электрического сопротивления диэлектрического материала между проводниками (включая металлизированные сквозные отверстия) на установленном слое многослойной монтажной печатной платы во время и после циклического изменения температуры.
Примечание - Для целей настоящего стандарта термины "монтажная плата" и "печатная плата" имеют одинаковый смысл.
10.11.2 Образец для испытаний
Необходимо использовать тест-купон J из тестового рисунка, показанного на рисунке 15 а), метод испытания 3Е08.
10.11.3 Испытательное оборудование и материалы
Должно быть использовано следующее испытательное оборудование:
a) испытательная камера, способная поддерживать температуру (65-10)°С и относительную влажность 95%;
b) мегомметр, способный выдавать 100 В постоянного тока, со шкалой от 1 до 3х10 Ом.
10.11.4 Метод
Выполнить следующие действия:
10.11.4.1 Подготовка:
a) установить образцы с помощью стандартных крепежных приспособлений в нормальное положение установки готовых плат, репрезентативными по отношению к которым данные тест-купоны являются;
b) перед циклированием выдержать образцы в условиях окружающей среды в течение 30 мин, измерить сопротивления и записать результаты в качестве начальных значений сопротивления;
c) подвергнуть образцы воздействию 10 циклов по 30 мин при условиях испытания и 30 мин - в условиях окружающей среды.
10.11.4.2 Испытание
а) Провести измерения после пятого и десятого циклов. Подать электропитание (100±10)% на 1 мин.
c) Провести также измерения через 15 мин после извлечения из камеры.
d) Измерения проводить на следующих контрольных точках 2и2', 3и3', 4и4' и 5и5' тест-купонов.
10.11.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) части рисунка, подлежащие измерению;
d) испытательное напряжение;
e) результат измерения (среднее и минимальное значения);
f) отклонения от настоящего стандартного метода испытаний;
g) информацию о специалисте, проводившем испытание.
10.11.6 Дополнительная информация
В случае высоких требований к характеристикам следует использовать напряжение постоянного тока, а в случае обычных требований - напряжение переменного тока.
10.12 Испытание 3Е12: Сопротивление проводников
10.12.1 Цель
Цель испытания - создание процедуры для определения сопротивления проводников печатной платы с металлизированными сквозными отверстиями.
10.12.2 Образец для испытаний
Образец для испытаний должен представлять собой подходящую печатную плату, имеющую проводящие рисунки для испытания. Проводящие рисунки должны иметь максимально возможные малые длину и ширину. Для каждого образца следует испытывать не менее трех проводников.
10.12.3 Испытательное оборудование и материалы
Должны быть использованы следующие испытательное оборудование и материалы:
- четырехполюсный миллиомметр с точностью не ниже 1%.
10.12.4 Метод
Выполнить следующие действия:
a) измерить сопротивление установленного проводника с помощью миллиомметра путем контактирования измерительных щупов с металлизированными сквозными отверстиями, подсоединенными к обоим концам проводника;
b) погрешность измерения не должна превышать 5%. Ток должен быть достаточно низким, чтобы не происходило заметного нагревания образца;
c) на основе ширины, толщины, длины и измеренного сопротивления проводника вычислить проводимость проводника.
10.12.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) измеренные ширину и длину проводника;
c) номер слоя;
d) количество измеренных проводников;
e) среднюю, максимальную и минимальную проводимость проводников в соответствии с ТУ.
f) дату испытания;
g) любое отклонение от настоящего метода испытаний;
h) информацию о специалисте, проводившем испытание.
10.12.6 Дополнительная информация
Нет.
10.13 Испытание 3Е12: Сопротивления сквозных отверстий
10.13.1 Цель
Цель испытания - определение изменения электрического сопротивления сквозных металлизированных отверстий после многократного термоциклирования.
10.13.2 Образец для испытаний
Образец должен быть изготовлен с использованием слоистого материала, идентичного слоистому материалу готового изделия, и должен соответствовать всем требованиям рисунка 16.
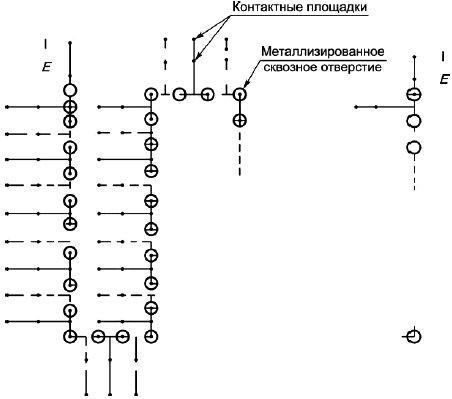
Технические требования:
- последовательная цепь должна состоять из 100 отверстий диаметром 1,0 мм (0,040");
- центры отверстий должны быть расположены на расстоянии 2,54 мм (0,100") друг от друга;
- посередине между каждой парой отверстий должны быть предусмотрены проводящие дорожки, соединяющиеся на двух изолированных контактных площадках, также на расстоянии 2,54 мм (0,100") друг от друга;
- для создания непрерывной цепи проводящие дорожки между парами отверстий должны переходить от одной стороны отверстия платы к другой стороне;
- рекомендуемый размер контактной площадки вокруг металлизированного сквозного отверстия составляет 1,9 мм (0,075") (диаметр).
Рисунок 16 - Составной тестовый рисунок
10.13.3 Испытательное оборудование и материалы
Должно быть использовано следующее испытательное оборудование:
a) камера с циркуляцией воздуха, способная поддерживать однообразную температуру от 135°С до 150°С;
b) четырехзондовый миллиомметр с диапазоном измерения не менее 2-300 мОм;
c) камера для термоциклирования - система воздух-воздух или жидкость-жидкость, способная циклически изменять температуру от минус 75°С до плюс 200°С со временем перехода не более 1 мин;
d) десикатор.
10.13.4 Метод
Выполнить следующие действия:
10.13.4.1 Предварительная обработка
Кондиционировать образцы путем сушки в печи в течение 4 ч при температуре от 80°С до 120°С и охладить для испытания до комнатной температуры в десикаторе.
10.13.4.2 Измерение сопротивления
С помощью четырехзондового миллиомметра подсоединить щупы для измерения тока к контактным площадкам на каждом конце последовательно соединенного рисунка. Подсоединить щупы для измерения напряжения к контактным площадкам
на каждом конце последовательно соединенного рисунка. Записать общий ток последовательной цепи в соответствующей части диаграммы. Начальное сопротивление - согласно таблице 3.
Таблица 3 - Общее сопротивление
Вход | Количество циклов | Общее сопротивление, мОм |
1 | Начальное | |
2 | Цикл 10 | |
3 | Цикл 20 | |
4 | Цикл 30 | |
5 | Цикл 40 |
10.13.4.3 Рекомендуемый температурный цикл
Рекомендуемый температурный цикл для измерения:
Температура минус 65°С | 10 мин; |
время перехода | не более 1 мин: |
температура плюс 25°С | 10 мин; |
время перехода | не более 1 мин: |
(повторить) |
10.13.4.4 Процедура:
a) загрузить детали в камеру и провести 10 циклов;
b) после испытания на циклическое изменение температуры установить в камере температуру окружающей среды, затем извлечь из нее образцы;
c) подсоединить щупы для измерения напряжения к контактным площадкам, находящимся непосредственно рядом с отверстиями;
d) с помощью миллиомметра измерить сопротивление и записать значение сопротивления;
e) повторить измерение сопротивления по 10.13.4.1, записать общее сопротивление последовательной цепи в диаграмму, показанную в таблице 8.
10.13.4.5 Измерение сопротивления металлизированных сквозных отверстий
Если необходимо измерить сопротивление отдельной пары отверстий, измерение нужно проводить с помощью того же самого миллиомметра.
Из четырех контактных площадок, предусмотренных на оригинал-макете, показанном на рисунке 16, выбрать две контактные площадки на каждой стороне пары отверстий.
Приложить щупы для измерения напряжения к самым отдаленным от отверстий контактным площадкам.
10.13.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) измеренное сопротивление;
c) дату проведения испытания;
d) любое отклонение от настоящего метода испытаний;
f) информацию о специалисте, проводившем испытание.
10.13.6 Дополнительная информация
Нет.
10.14 Испытание 3Е14: Испытание током, сквозное металлизированное отверстие (на рассмотрении)
10.15 Испытание 3Е15: Испытание током, проводники (на рассмотрении)
10.16 Испытание 3Е16: Изменение сопротивления сквозных металлизированных отверстий и межсоединений, термоудар
10.16.1 Цель
Цель испытания - создание процедуры для определения изменения сопротивления металлизированных сквозных отверстий, включая их соединения с внутренними слоями, происходящего, когда отверстия подвергаются воздействию термоудара. Испытание также можно применять для отверстий, межсоединения от которых выполнены с применением технологий, отличных от технологии сквозных металлизированных отверстий.
10.16.2 Образец для испытаний
a) Образец должен представлять собой подходящую печатную плату, тест-купон или составной тест-купон, или составной тест-купон, имеющий определенное количество последовательно соединенных металлизированных сквозных отверстий.
b) В случаях, когда согласовано использование тест-купонов, описанных в IEC 62326-4-1, испытание следует проводить на образце D или образце L, описанном в IEC 62326-4 (см. рисунки 26, 27 и 28).
c) Образец не должен быть луженым. Если он луженый, перед испытанием необходимо снять металлизацию химическим способом с помощью раствора для удаления покрытия, описанного в перечислении е) 10.16.4, при этом необходимо принять меры, исключающие вредное воздействие на медь.
10.16.3 Испытательное оборудование и материалы
Должны быть использованы следующие испытательное оборудование и материалы:
a) камера с циркуляцией воздуха, способная поддерживать температуру (85±2)°С;
b) флюидизированная песочная баня подходящей конструкции, например показанная на рисунке 17, в которой в течение всего испытания поддерживается температура 260°С;
c) четырехзондовый миллиомметр, способный измерять сопротивление по меньшей мере от 1 мОм до 1 Ом.
d) Раствор для удаления состава олово-свинец, состоящий из:
- 330 см 60%-ной азотной кислоты (плотность 1,36 г/см
при температуре 20°С);
- 3 см 40%-ной фтороборной кислоты (плотность 1,32 г/см
при температуре 20°С);
- 670 см деионизированной воды.
10.16.4 Метод
Выполнить следующие действия:
a) кондиционировать образец путем сушки в камере с циркуляцией воздуха в течение 1 ч при температуре (85±2)°С и охладить до комнатной температуры;
b) сопротивление соединенных последовательно сквозных металлизированных отверстий (или соответствующее падение напряжения) следует измерять при постоянном токе (100±5) мА с помощью четырехзондового миллиомметра. Образец должен быть подсоединен к записывающему устройству, например, с помощью краевого соединителя печатной платы. Перед первым погружением в песчаную баню измеренное сопротивление необходимо записать в качестве начального сопротивления;
c) во время испытания сопротивление следует постоянно контролировать. Вставить образец в держатель, в который образец должен входить полностью. Держатель должен иметь низкую теплоемкость, чтобы температура бани не снижалась ниже 260°С;
d) окунуть образец на время, установленное в ТУ. В ТУ также должно быть указано общее количество циклов (для учета типа материала основания и применения печатной платы). После извлечения из песчаной бани образец необходимо охладить в нормальных условиях до температуры 15°С-35°С.
Строят график изменения сопротивления (или соответствующего падения напряжения) со временем в зависимости от количества погружений. Увеличение сопротивления в процентах между
и
(измеренное сопротивления при установленной температуре после N циклов) вычисляют по формуле:
![]() .
.
Принцип работы
Небольшие твердые частицы легко флюидизируются с помощью потока подходящего газа (воздуха). Выше схематически показано поперечное сечение флюидизированной песочной бани. В камеру, расположенную под диффузором (пористой пластиной), из насоса или линии подачи воздуха через регулировочный клапан подается чистый сухой воздух при постоянном давлении приблизительно 2 Н/см. Пористая пластина обеспечивает однородность потока воздуха во всем сечении контейнера, а также служит опорой для твердой песчаной постели.
По мере медленного открывания регулировочного клапана твердая песчаная постель остается невозмущенной, и воздух проходит между частицами; при таких условиях падение давления пропорционально скорости потока воздуха. По мере дальнейшего открывания клапана напор воздуха приводит к отделению частиц, и можно увидеть, как вся масса постели расширяется. Постель теперь ведет себя как флюид. В таких случаях говорят, что постель флюидизируется. При дальнейшем открывании клапана падение давления не увеличивается, оно остается постоянным, равным величине, соответствующей напору столба частиц, но постель становится более турбулентной и будет иметь вид кипящей жидкости. Наилучшая передача тепла и наибольшее однообразие температуры обеспечиваются, когда баня находится в таком кипящем состоянии.
Рисунок 17 - Флюидизированная песочная баня
10.16.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) идентификацию испытуемого материала;
c) количество погружений;
d) результаты:
- максимальное увеличение сопротивления в процентах между первым и последним погружением при температуре 25°С;
- максимальное увеличение сопротивления в процентах между первым и последним погружением при температуре 260°С;
- максимальное увеличение сопротивления в процентах во время любого погружения при температуре 260°С;
e) дату проведения испытания;
f) информацию о специалисте, проводившем испытание.
10.16.6 Дополнительная информация
С раствором для удаления состава олово-свинец необходимо обращаться с осторожностью, не допуская попадания в глаза и на кожу. Для этого необходимо использовать защитные очки и химически стойкие перчатки.
10.17 Испытание 3Е17: Определение волнового сопротивления продукта методом рефлектометрии временного интервала (РВИ)
10.17.1 Цель
Метод испытаний описывает процедуру измерения волнового сопротивления конфигураций проводников на несмонтированных печатных платах, предназначенных для использования в линиях связи.
Единственный практически применимый метод точного измерения - метод рефлектометрии временного интервала (РВИ). В испытании 3Е07 в настоящем стандарте описан прогрессивный метод, в котором используют дорогое испытательное оборудование и который предназначен для обученных соответствующим образом инженеров-электроников.
В настоящем методе описан альтернативный метод, более приспособленный для производителей печатных плат, который до сих пор сохраняет необходимую точность. Метод был сравнен с методом 3Е07. Корреляция была в пределах повторяемости измерений.
Настоящий метод испытания пригоден и для полосковых, и для микрополосковых линий, но предназначен только для единичных измерений РВИ. В настоящем стандарте методы измерения дифференциального полного сопротивления не описаны.
В методе рефлектометрии временного интервала используют импульсный генератор со ступенчатым выходным сигналом высокой частоты и широкополосный стробоскопический осциллограф. Ступенчатый импульс прикладывают к отобранному проводнику печатной платы (линии связи) и с помощью стробоскопического осциллографа ведут контроль отраженного напряжения. Изменение приводит к отражению напряжения, которое можно использовать для вычисления полного сопротивления линии связи на любом известном расстоянии от РВИ. Рекомендуется определять среднее значение в выбранной действующей длине.
Использование, недостатки и применимость методологии испытания РВИ подробно описаны в IEC 61188-1-2 раздел 9, с которым необходимо ознакомиться перед проведением измерения полного сопротивления.
10.17.2 Образец для испытаний
a) Образец для испытания должен соответствовать рисунку 35 или может содержать подходящие конфигурации проводников на готовой плате. Необходимо, чтобы длина "линии" была не менее 150 мм. Компоновку, представленную на рисунке 35, можно изменить так, чтобы получить разнообразные полосковые и микрополосковые линии.
b) Образцы для получения одобрения МЭК ЭК определены четко. Если нет специальных требований клиента, образцы не требуют специального предварительного кондиционирования или специальных условий хранения.
c) Некоторые приборы РВИ могут повреждаться электростатическим разрядом. Такое повреждение может быть незаметным и не может иметь явных симптомов; его обнаружение может представлять трудность, а устранение может быть дорогостоящим. Такие повреждения могут приводить к неправильным показаниям приборов. Поэтому при обращении с образцами необходимо соблюдать соответствующие меры безопасности.
10.17.3 Испытательное оборудование и материалы
Для улучшения повторяемости измерений функционирование контрольно-измерительных приборов необходимо максимально автоматизировать.
Имеются наборы контрольно-измерительных приборов, компьютерного оборудования и программных средств, производящие автоматическую настройку системы на нужный режим и операции калибровки и измерения. Допускается использование ручного оборудования, но при этом увеличивается время настройки, затраты и риск ошибок оператора.
Оборудование РВИ для измерения подходящих стандартных проводников печатных плат на тест-купонах длиной 150 мм должно состоять из генератора ступенчатых импульсов и системы выборочных измерений со следующими минимальными характеристиками.
10.17.3.1 Генератор ступенчатых импульсов
a) Внутреннее сопротивление - 50 Ом, контактное сопротивление - 1%.
b) Максимальное время нарастания, отраженное на входное отверстие прибора для ввода проб, - 200 пс.
c) Минимальная амплитуда ступени при подсоединении к нагрузке - 50 Ом: 200 мВ; минимальная амплитуда ступени при разомкнутой выходной цепи - свыше 400 мВ;
d) Аберрации ступеней импульса: менее 3% - между 10 нс и 35 пс до перехода ступени, в пределах диапазона плюс 10% и минус 5% - от 35 пс до перехода ступени до 500 пс после перехода ступени, и менее 3% - между 500 пс и 10 нс после перехода ступени.
e) Уход напряжения смещения ступени - менее 0,25% амплитуды ступенчатого импульса за один период калибровки.
f) Уход амплитуды ступени - менее 0,25% амплитуды ступенчатого импульса за один период калибровки.
10.17.3.2 Система выборочных измерений
a) Диапазон частот - не менее 1,75 ГГц при измерении испытуемых проводников длиной 150 мм с использованием генератора ступенчатых импульсов 200 пс.
b) Точность горизонтальной временной развертки - не менее 25 пс плюс 0,1% интервала горизонтальной временной шкалы.
c) Горизонтальная разрешающая способность по времени - не менее 25 пс; отображение расстояний - в миллиметрах.
d) Вертикальный интервал напряжений - не менее двух напряжений ступени.
e) Вертикальное отображение коэффициента отражения - в миллиомах, отображение полного сопротивления - в омах.
f) Вертикальная разрешающая способность - не менее 0,1% амплитуды напряжения ступени;
g) Уход измерений - менее 0,1% за один интервал калибровки.
10.17.3.3 Кабели
Всегда следует использовать высокочастотный коаксиальный кабель с низкими потерями, имеющий стабильное полное сопротивление 50 Ом, с точным регулированием. Для минимизации радиационных потерь защита наружного проводника должна представлять собой сплошной экран или двойной экран. Для минимизации поверхностного эффекта и активных высокочастотных потерь в последовательно включенных элементах внутренний проводник должен представлять собой медь, покрытую чистым серебром. Подходят многие типы диэлектрического материала; их выбор должен быть обусловлен необходимостью увеличения стабильности и снижения потерь. Для исключения износа и повреждения при эксплуатации кабельный узел должен иметь прочную конструкцию.
10.17.3.4 Соединители
Должны быть использованы описанные в IEC 60169-15 розетки для печатных плат с прямой установкой и коаксиальные вилки концов кабелей с винтовым соединением (18 ГГц) на 50 Ом, установленные с поверхностным монтажом.
10.17.3.5 Щупы
Щупы для подсоединения к испытуемому проводнику и соответствующей точке заземления должны иметь конструкцию, минимизирующую аберрации и разрывы непрерывности полного сопротивления. При испытаниях печатных плат со стандартным шагом между печатными проводниками, как правило, используются соединители печатных плат с поверхностным монтажом, но предназначенные для печатных плат микрополосковые датчики в сборе способны обеспечивать зазоры, необходимые для разнообразных шагов между сигнальными и земляными проводниками, и зачастую обеспечивают более надежное соединение компонентов при испытаниях.
10.17.4 Метод
Выполнить следующие действия:
10.17.4.1 Калибровка
a) Если проводят ручные измерения, до использования оборудование должно проходить калибровку в соответствии с инструкцией поставщика оборудования. Если при испытании происходят неполадки в соединениях компонентов схемы испытания, отличных от связи между щупом и образцом, необходимо провести повторную калибровку.
b) В системах, управляемых программными средствами, могут предусматриваться циклы самокалибровки.
10.17.4.2 Измерение
На рисунке 18 показан один из вариантов схемы испытания. В некоторых случаях в состав испытательных приборов включают эталонное полное сопротивление.
Методика работы зависит от выбранного оборудования, при этом необходимо строго соблюдать инструкции поставщиков оборудования. Невозможно дать подробное описание общего метода испытания.
Общие требования к обращению с оборудованием и образцами даны в перечислении с) 10.17.2.
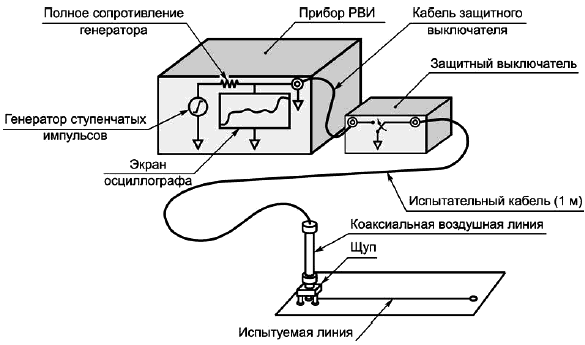
Рисунок 18 - Вариант схемы испытания
10.17.4.3 Расчет
a) Параметр испытуемой конфигурации проводников зависит от среднего испытательного напряжения в неискаженном интервале испытуемой линии, показанной на рисунках 19 и 20.
b) ![]() ,
,
где - волновое сопротивление эталонного полного сопротивления. В нормальных условиях оно составляет 50 Ом;
- измеренное среднее напряжение на неискаженном участке испытуемой линии;
- напряжение фронта падающей волны.
Напряжение получается при отсоединении кабеля от эталонного полного сопротивления и последующей его заменой на щуп к выводу соединителя в соответствии с описанным. Результирующая форма сигнала дает возможность измерять амплитуду ступени напряжения между двумя видами соединения. Как показано на рисунке 21, диапазон времени этого измерения начинается с начала эталонного полного сопротивления и длится в течение двух задержек времени эталонного полного сопротивления. Амплитуда напряжения, или - это разница напряжений при двух видах оконечного соединения.
c) Вышеописанный расчет может выполняться автоматизированными системами с выдачей результатов в визуальной или печатной форме в виде таблицы или графика.
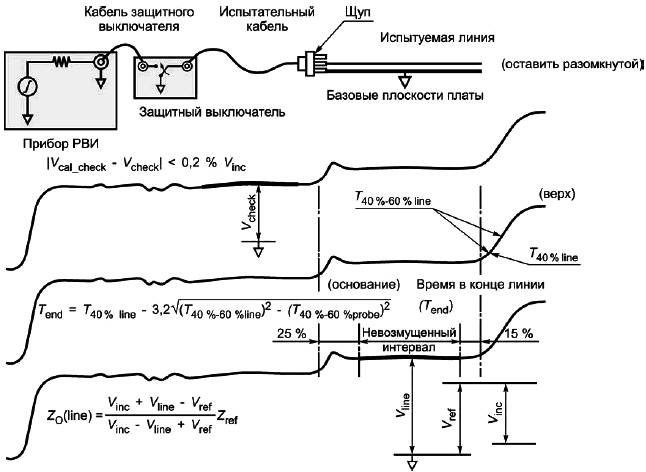
Рисунок 19 - Неискаженный интервал
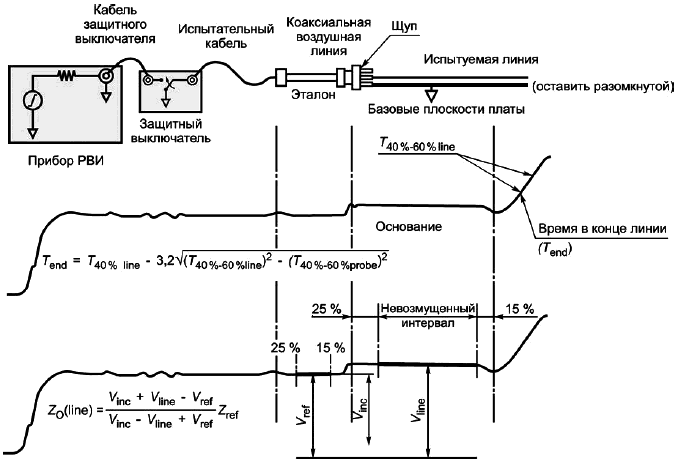
Рисунок 20 - Пример формы испытательного сигнала

Рисунок 21 - Напряжение падающей волны, на котором задержка воздушной линии составляет 2Х
10.17.4.4 Требования при обращении с образцом
10.17.4.4.1 Соединение между щупом и образцом
Эксперименты показали, что разбросы измеренного полного сопротивления из-за деформации щупа и соединителя, изменения угла и глубины зависят от конкретного случая и составляют около 0,2%, поэтому ими можно пренебречь. Но разброс прижима щупа способен вызывать значительное изменение высоких и нестабильных показаний. Поэтому при выборе щупов необходимо учитывать эти факторы и факторы, приведенные ниже.
10.17.4.4.2 Перепутывание сигнальных и земляных соединений
При перепутывании сигнальных соединений и земляных соединений получаются крайне неточные результаты. Как правило, погрешность при этом составляет десятки ом, и опытному оператору она сразу заметна. Этот вид погрешности можно устранить путем использования стандартного образца для испытания, показанного на рисунке 22.

Примечание 1 - Разделение диэлектриком воспроизводят структуры полного сопротивления на печатной плате.
Примечание 2 - Чтобы обеспечить доступ к испытуемым проводникам внутренних слоев, отверстия для соединений при испытании должны представлять собой отверстия со сквозной металлизацией.
Примечание 3 - Квадратные контактные площадки обозначают соединения металлизированных отверстий для обеспечения доступа ко всем базовым плоскостям заземления/питания.
Примечание 4 - Ширины проводников воспроизводят критические проводники на каждом слое полного сопротивления.
Примечание 5 - При необходимости добавить межслойные отверстия.
Примечание 6 - При необходимости к внешним слоям добавить координатную сетку.
Примечание 7 - Два купона на каждую панель. Купоны должны иметь маркировку А + В.
Примечание 8 - Необходимо добавить номер заказа и код даты в соответствии с требованиями клиента.
Рисунок 22 - Сведения об образце для испытания
10.17.5 Заземление земляной шины/шины питания полосковой линии
Базовая плоскость для одинарной или двойной полосковой конфигурации должна представлять собой плоскость, наиболее близкую к испытуемому(ым) проводнику(ам). Выбор других плоскостей на печатной плате приведет к разбросу результатов. Рекомендуется все соединения заземления на тест-купоне присоединять к земляной шине.
10.17.6 Влияние непредусмотренного контактирования с тест-купоном
a) В случае микрополосковой структуры контактирование пальцев оператора с поверхностью тест-купона может привести к значительному разбросу измеренного полного сопротивления.
b) Этот разрыв непрерывности полного сопротивления может быть четко виден в виде протоколливого* провала отображаемого полного сопротивления. Контактирование пальцев приводит к локальному увеличению емкостной нагрузки. Это приводит к соответствующему локальному снижению величины полного сопротивления.
_______________
* Текст документа соответствует оригиналу. - .
c) Аналогично, если при испытании оператор касается контрольной точки, происходит большой разброс полного сопротивления структур для измерения полного сопротивления. Микрополосковые структуры более подвержены такому разбросу, чем полосковые линии.
d) Полное сопротивление микрополосковой структуры с проводниками на нижней внешней поверхности образца печатной платы может зависеть от диэлектрических свойств материала, на котором расположены эти проводники. Для устранения этой зависимости рекомендуется использовать подходящие крепежные приспособления, которые обеспечивают устойчивость положения измерительных электронных устройств.
Сложное оборудование может повреждаться электростатическим разрядом, поэтому оператор обязан использовать подходящие коврики. Но если оборудование позволяют, предпочтительно, чтобы образец висел в воздухе.
10.17.7 Разброс температуры окружающей среды
В случае, если образец изготовлен с использованием подложки из стеклоэпоксида, разброс температуры окружающей среды в 5°С приводит к разбросу результатов порядка 0,6%.
10.17.8 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) идентификационную информацию и описание образца(ов);
c) количество испытанных образцов;
d) идентификационную информацию испытательного оборудования;
e) информацию о калибровке;
f) любое отклонение от настоящего метода испытаний;
g) информацию о специалисте, проводившем испытание;
h) результаты испытания в омах.
Результаты можно оформлять в виде таблиц или графиков, при этом значения полного сопротивления должны быть указаны четко и для каждого испытания отдельно.
10.17.9 Дополнительная информация
a) В сложных ручных системах РВИ используют сложные процедуры настройки, и они требуют высокой квалификации оператора. Такие системы дают отличные результаты, но при высоких затратах. Но эти высокие затраты обусловлены высокими общими возможностями контрольно-измерительных приборов. Во многих случаях затраты на измерение волнового сопротивления могут считаться всего лишь небольшой долей затрат на высококачественное оборудование. По этой причине их используют специальные лаборатории и производители.
b) В продаже имеются менее дорогостоящие системы, характеристик которых достаточно для измерения полного сопротивления на печатных платах. Хотя в таких случаях требования к квалификации оператора более низки, необходимо учитывать ограничения, характерные для данного оборудования. Такие системы допускается применять для контроля технологических процессов и процедур разрешения на выпуск серий продукции.
c) Целевая неопределенность метода измерений, описанного в настоящем разделе, при соблюдении требований настоящего метода испытания составляет 1,5%.
10.18 Метод испытаний 3Е18: Контактное сопротивление контактов кнопочной панели печатной платы
10.18.1 Цель
Настоящий метод испытаний описывает процедуру измерения электрического сопротивления между отдельными половинами контактов кнопочной панели на печатных платах, закороченных специальным проводящим испытательным щупом.
Покрытие кнопочной панели, как правило, представляет собой проводящую пасту, но ту же самую процедуру допускается использовать и для покрытий из драгоценных материалов.
10.18.2 Образец для испытаний
a) Необходимо использовать любой из рисунков кнопочной панели, показанных на рисунке 24.
b) По согласованию между клиентом и поставщиком допускается использовать другие типы рисунков.
c) Допускается проводить не менее пяти измерений.
10.18.3 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
a) покрытый золотом цилиндрический закорачивающий щуп диаметром от 3 до 5 мм с плоской сопрягаемой поверхностью. По согласованию между клиентом и поставщиком вместо такого щупа допускается использовать эластомерную нагрузку полосковой линии передачи;
b) измерительная система, схема которой показана на рисунке 23 (предпочтительно использование моста сопротивлений), с диапазоном от 0 до 1000 Ом. Предпочтительно использование четырехпроводной измерительной системы. Неопределенность измерений при используемом методе не должна быть более ±5%.

- токопровод;
DVM - цифровой вольтметр;
- сопротивление образца.
Рисунок 23 - Схема измерения контактного сопротивления
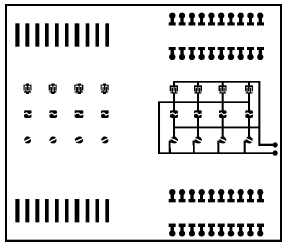
Рисунок 24 - Рисунки кнопочной панели
10.18.4 Метод
Выполнить следующие действия:
подсоединить кнопочную панель к мосту сопротивлений таким образом, чтобы минимизировать контактное сопротивление щупа (т.е. сопротивление, не связанное с контактной системой);
электрические параметры испытания должны быть согласованы между клиентом и поставщиком:
- ток (постоянный или переменный),
- напряжение (при разомкнутой цепи),
- частота (если переменный ток);
приложить покрытый золотом или эластомерный закорачивающий щуп с силой (3,5±0,5) Н к каждой кнопочной панели и измерить сопротивление.
10.18.5 Протокол
В дополнение к общим требованиям, протокол должен содержать:
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) идентификационную информацию и описание образца(ов);
d) размер образца;
e) измеренные значения;
f) материал испытательного щупа;
g) электрические параметры испытания;
h) любое отклонение от настоящего метода испытаний;
i) информацию о специалисте, проводившем испытание.
10.18.6 Дополнительная информация
В продаже имеется патентованное оборудование, способное измерять сопротивление в необходимом диапазоне с необходимой точностью.
Четырехпроводный мост сопротивлений можно легко изготовить с помощью (цифрового) вольтметра и источника напряжения постоянного тока. При использовании четырехпроводного метода контактное сопротивление щупа состоит только из сопротивления провода между щупами вольтметра.
11 N: Методы испытаний на воздействие внешних факторов
11.1 Испытание 3N01: Термоудар, погружение, ванна с маслом при температуре 260°С
11.1.1 Цель
Цель испытания - определение способности печатной платы с металлизированными сквозными отверстиями выдерживать термоудар вследствие погружения в нагретую жидкость. Испытание также можно применять для испытания отверстий, межсоединения от которых выполнены с применением технологий, отличных от технологии сквозных металлизированных отверстий.
11.1.2 Образец для испытаний
Образцы отделяют от панели или тест-купона выпиливанием, фрезерованием или другими аналогичными методами. Для предотвращения повреждения испытуемого участка необходимо предусмотреть зазоры достаточного размера.
Образец необходимо отделить таким образом, чтобы на выполненном микрошлифе были видны не менее трех смежных металлизированных сквозных отверстий самого малого возможного размера.
Образец, используемый как эталон, должен быть подвергнут предварительному кондиционированию в камере с циркуляцией воздуха в течение времени, указанного в ТУ, затем охлажден в стандартных атмосферных условиях до температуры ниже 35°С. Время восстановления не должно превышать 8 ч.
11.1.3 Испытательное оборудование и материалы
Должны быть использованы следующие испытательное оборудование и материалы:
a) нагревательный контейнер, способный нагревать жидкость и поддерживать температуру на уровне 260°С;
b) кремниевое масло или другая эквивалентная жидкость;
c) термометр для измерения температуры жидкости на глубине 25 мм ниже поверхности;
d) таймер с разрешением ±1 с;
е) держатель с такой низкой теплопроводностью, чтобы температура жидкости не опускалась ниже 260°С;
f) камера с циркуляцией воздуха, способная поддерживать однообразную температуру (125±5)°С.
11.1.4 Метод
Выполнить следующие действия:
установить образец на держатель;
удерживая образец в горизонтальном положении, окунуть его на глубину 15 мм в нагретую жидкость.
Образец должен оставаться в окунутом положении в течение времени, указанного в ТУ.
Извлечь образец из ванны с маслом и охладить до окружающей температуры.
После охлаждения почистить образец пропаном 2-OL (изопропиловый спирт) и высушить воздухом.
Затем выполнить на образце микрошлиф в соответствии с испытанием 3X09 (см. 12.9) и проверить на соответствие требованиям.
11.1.5 Протокол
Протокол должен содержать:
a) номер и указатель редакции метода испытаний;
b) дату анализа;
c) идентификацию испытуемого материала;
d) время погружения;
e) результаты анализа микрошлифа, включая, кроме прочего, расслоение, отделение межсоединений, трещины в сквозных отверстиях, поднятие контактных площадок, пазухи без канифоли;
f) любое отклонение от настоящего метода испытаний.
11.1.6 Дополнительная информация
Подходящая жидкость должна иметь температуру самовозгорания свыше 300°С, температуру разложения свыше 270°С и стойкость к окислению, сравнимую со стойкостью к окислению метилфенилполисилоксана.
Испытание также допускается применять в качестве операции предварительного кондиционирования перед оценкой метода испытания 3Е16 (см. 10.16).
Хотя вопросы надежности, как правило, касаются небольших отверстий, надежность больших отверстий также может представлять проблему, даже если самые малые отверстия прошли настоящее испытание.
11.2 Испытание 3N02: Термоудар при плавании образца в ванне с припоем при температуре 280°С
11.2.1 Цель
Цель испытания - определение возможности конструкции печатной платы выдерживать термоудар вследствие воздействия ванны с расплавленным припоем. В этом способе происходит моделирование процесса сборки, пайки волной или протягиванием, в которых воздействие тепла происходит, главным образом, с одной стороны.
11.2.2 Образец для испытаний
Образцы отделяют от печатной платы, панели или тест-купона выпиливанием, фрезерованием или другими аналогичными методами. Для предотвращения повреждения испытуемого участка необходимо предусмотреть зазоры достаточного размера.
Образец необходимо отделить таким образом, чтобы на выполненном микрошлифе были видны не менее трех смежных металлизированных сквозных отверстий самого малого возможного размера.
11.2.3 Испытательное оборудование и материалы
Должны быть использованы следующие испытательное оборудование и материалы:
a) тигель с припоем подходящей конструкции с электронагревом, с регулированием с помощью термореле, содержащий по меньшей мере 1 кг Sn60, Sn62 или Sn63. Температура испытания должна быть 260°С;
b) термометр для измерения температуры припоя на глубине 25 мм ниже поверхности;
c) устройство отсчета времени с разрешающей способностью не менее ±1;
d) низкоактивированный или неактивированный водорастворимый флюс.
11.2.4 Метод
Выполнить следующие действия:
покрыть поверхность и металлизированные сквозные отверстия образца флюсом;
удалить из припоя оксид, опустить образец на поверхность припоя так, чтобы только одна сторона образца контактировала с припоем. Образцы должны плавать в припое в течение времени, указанного в ТУ;
извлечь образцы из тигля с припоем и дать охладиться при окружающей температуре;
после охлаждения почистить образец изопропиловым спиртом и высушить воздухом.
Затем выполнить на образцах микрошлиф в соответствии с испытанием 3X09 (см. 12.9) и проверить на соответствие требованиям.
11.2.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) идентификационную информацию и описание образца(ов);
d) результаты анализа микрошлифа;
e) подробное описание образца, включая, кроме прочего, его приготовление, размер, количество и время/температуру сушки;
f) состав припоя и тип флюса;
g) любое отклонение от настоящего метода испытаний;
h) информацию о специалисте, проводившем испытание.
11.2.6 Дополнительная информация
Критерии анализа включают в себя, кроме прочего:
- расслоение;
- отделение межсоединений;
- трещины в сквозных отверстиях;
- отслоение контактных площадок;
- пазухи без канифоли.
11.3 Метод испытаний 3N03: Термоудар, ручная пайка, монтаж методом сквозных отверстий
11.3.1 Цель
Метод испытания предназначен для моделирования процедуры демонтажа и замены компонентов с тем, чтобы определить влияние ремонта на качество и целостность металлизированного сквозного отверстия и проводников на жестких и гибких печатных платах. Пять циклов, из которых состоит испытание, предназначены для моделирования начальной пайки, установки компонентов при начальном изготовлении и последующей повторной установки компонентов при ремонте оборудования
11.3.2 Образец для испытаний
Стандартный образец для испытаний (купон) или печатная плата со сквозными металлизированными отверстиями и контактными площадками, которую можно использовать для установки компонентов. Диаметр испытуемых металлизированных отверстий должен быть не менее диаметра, который используют для установки компонентов в технологии сквозных металлизированных отверстий в обычных условиях. Межслойные отверстия и другие небольшие отверстия, которые в нормальных условиях считаются межслойными, для этого испытания использовать не следует.
Примечание - Это испытание относится к разрушающим испытаниям.
11.3.3 Испытательное оборудование и материалы
Должны быть использованы следующие испытательное оборудование и материалы:
a) регулируемый паяльник на 60 Вт;
b) луженая медная проволока; диаметр испытательных проволок должен быть на (0,25-0,70) мм меньше диаметра испытательных отверстий;
c) флюс для пайки, соответствующий требованиям IEC 61190-1-1;
d) паяльные пасты, соответствующие требованиям IEC 61190-1-2;
e) канифольный флюс, соответствующий требованиям IEC 61190-1-1;
f) металлографическое лабораторное оборудование, соответствующее требованиям испытания 3X09 (см. 12.9);
g) металлографический микроскоп, обеспечивающий 400 увеличение.
11.3.4 Метод
Выполнить следующие действия:
a) перед испытанием провести кондиционирование образца при температуре 23°С, относительной влажности от 40% до 60% в течение 24 ч;
b) вставить испытательные провода в испытуемые сквозные металлизированные отверстия и распаять, в зависимости от обстоятельств, с помощью устройства для пайки или вручную. Провода не должны быть закреплены скобами;
c) после первоначальной пайки вручную пять раз отпаять и запаять провод в одни и те же отверстия. В каждом цикле провод следует извлекать из отверстия полностью. Если используют один и тот же провод, перед повторной установкой в испытуемое отверстие и запайкой его необходимо остудить до комнатной температуры. Для каждой повторной пайки допускается использовать новый провод;
d) включить паяльник на 60 Вт и настроить на напряжение, соответствующее температуре жала от 232°С до 260°С;
е) приложить паяльник к испытательному проводу и выполнить стандартную операцию пайки или отпайки. Паяльник может касаться контактной площадки вокруг отверстия, но во избежание повреждения испытуемого сквозного металлизированного отверстия следует избегать приложения излишне высокого давления. Паяльник прикладывают только в течение времени, необходимого для выполнения пайки и отпайки.
Примечание - При этом испытании для пайки и отпайки рекомендуется привлекать только обученный персонал, имеющий допуск к выполнению паяльных и ремонтных электромонтажных работ;
f) после пятого цикла приготовить образец микрошлифа в соответствии с испытанием 3X09 (см. 12.9) и подготовить к металлографической оценке.
11.3.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) любое отклонение от настоящего метода испытаний;
c) размер(ы) отверстий и проводов, используемых в испытании;
d) информацию о типах и измерениях металлизации;
e) результаты оценки с указанием характера отказа и степени повреждения, если какая-либо проверка не прошла;
f) дату проведения испытания;
g) информацию о специалисте, проводившем испытание.
11.3.6 Дополнительная информация
Испытание предназначено для моделирования ремонта и технического обслуживания в полевых условиях, при отсутствии нормальных производственных условий. Если в кампании или организации нет методики ремонта и технического обслуживания на уровне компонентов, данное испытание можно не проводить. Первоначально это испытание предназначалось для таких ситуаций, как аварийный ремонт в условиях военных операций ("в полевых условиях"); его не следует проводить для ремонта "в полевых условиях" на уровне модулей. Нужно иметь в виду, что результаты испытания могут в значительной степени зависеть от квалификации оператора, выполняющего операции пайки и отпайки, необходимые при испытании.
11.4 Испытание 3N04: Термоудар, погружение в припой при температуре 260°С
11.4.1 Цель
Цель испытания - определение способности печатной платы с металлизированными сквозными отверстиями (образца для испытания) выдерживать многократные термоудары вследствие погружения в ванну с расплавленным припоем. Испытание также допускается применять для отверстий, межсоединения от которых выполнены с применением технологий, отличных от технологии сквозных металлизированных отверстий.
11.4.2 Образец для испытаний
Образцы отделяют от панели или тест-купона выпиливанием, фрезерованием или другими аналогичными методами. Для предотвращения повреждения испытуемого участка необходимо предусмотреть зазоры достаточного размера.
Образец необходимо отделить таким образом, чтобы на выполненном микрошлифе были видны не менее трех смежных металлизированных сквозных отверстий самого малого возможного размера.
Образец, используемый как эталон, должен быть подвергнут предварительному кондиционированию в камере с циркуляцией воздуха в течение времени, указанного в ТУ, затем охлажден в стандартных атмосферных условиях до температуры ниже 35°С. Время восстановления не должно превышать 8 ч.
11.4.3 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
a) тигель с припоем подходящей конструкции с электронагревом, с регулированием с помощью термореле, заполненный на глубину не менее 75 мм. Температура в течение всего испытания должна быть 260°С;
b) термометр для измерения температуры припоя на глубине 25 мм ниже поверхности;
c) таймер с разрешением ±1 с;
d) низкоактивированный или неактивированный водорастворимый флюс или канифоль с содержанием хлоридов не более 0,2%;
е) подходящее крепежное приспособление (см. рисунок 25);
f) камера с циркуляцией воздуха, способная поддерживать температуру (125±5)°С.
11.4.4 Метод
Выполнить следующие действия:
a) покрыть образец и провод флюсом;
b) установить образец и провод на крепежное приспособление с обеспечением необходимого положения платы и провода;
c) удалить с поверхности припоя оксиды и погрузить образец на глубину 25 мм в расплавленный припой. Время погружения - (4±0,5) с;
d) извлечь образец из тигля с припоем и дать охладиться до окружающей температуры;
e) второе погружение на (4±0,5) с должно моделировать термоудар при отпайке провода. После охлаждения, третье погружение должно моделировать обратную запайку провода;
f) если требуется, почистить образец;
g) затем выполнить на образце микрошлиф в соответствии с испытанием 3X09 (см. 12.9) и проверить на соответствие требованиям.
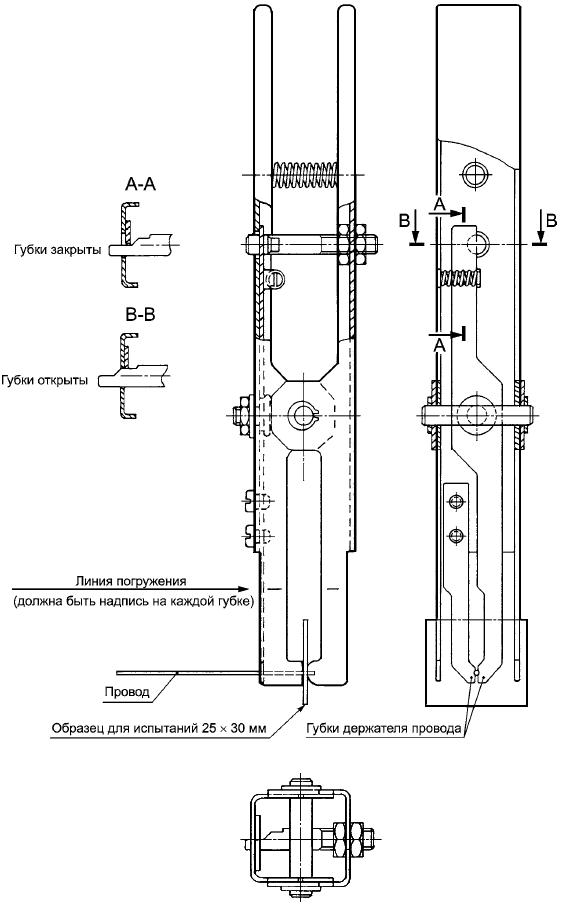
Рисунок 25 - Крепежное приспособление с клещами для испытаний на термоудар, пайка погружением
11.4.5 Протокол
Протокол должен содержать:
a) номер и указатель редакции метода испытаний;
b) дату анализа;
c) идентификацию испытуемого материала;
d) время погружения;
e) результаты анализа микрошлифа, включая, кроме прочего, расслоение, отделение межсоединений, трещины в сквозных отверстиях, отслоение контактных площадок, пазухи без канифоли;
f) любое отклонение от настоящего метода испытаний.
11.4.6 Дополнительная информация
Указанные три погружения составляют первый цикл пайки. Если проведено больше одного цикла, для каждого дополнительного цикла необходимо добавить два погружения. Количество циклов должно быть указано в ТУ.
Хотя вопросы надежности, как правило, касаются небольших отверстий, надежность больших отверстий также может представлять проблему, даже если самые малые отверстия прошли настоящее испытание.
11.5 Испытание 3N05: Термоудар при плавании образца в ванне с припоем при температуре 288°С
11.5.1 Цель
Цель испытания - определение способности печатной платы с металлизированными сквозными отверстиями (образца для испытания) выдерживать установленный термоудар вследствие плавания в расплавленном припое. Испытание также допускается применять для испытания отверстий, межсоединения от которых выполнены с применением технологий, отличных от технологии сквозных металлизированных отверстий.
11.5.2 Образец для испытаний
Образцы отделяют от панели или тест-купона выпиливанием, фрезерованием или другими аналогичными методами. Для предотвращения повреждения испытуемого участка необходимо предусмотреть зазоры достаточного размера.
Образец необходимо отделить таким образом, чтобы на выполненном микрошлифе были видны не менее трех смежных металлизированных сквозных отверстий самого малого возможного размера.
Образец, используемый как эталон, должен быть подвергнут предварительному кондиционированию в камере с циркуляцией воздуха в течение времени, указанного в ТУ, затем охлажден в стандартных атмосферных условиях до температуры ниже 35°С. Время восстановления не должно превышать 8 ч.
11.5.3 Испытательное оборудование и материалы
Должны быть использованы следующие испытательное оборудование и материалы:
a) камера с циркуляцией воздуха, способная поддерживать однообразную температуру (125±5)°С;
b) тигель с припоем подходящей конструкции с электронагревом, регулированием с помощью термореле, содержащий не менее 1 кг Sn60, Sn62 или Sn63. Температура испытания - (288±3)°С;
c) термометр для измерения температуры припоя на глубине 25 мм ниже поверхности;
d) таймер с разрешением ±1 с;
e) низкоактивированный или неактивированный водорастворимый флюс или канифоль с содержанием хлоридов не более 0,2%.
11.5.4 Метод
Выполнить следующие действия:
- покрыть поверхность и металлизированные сквозные отверстия образца флюсом;
- удалить с поверхности припоя оксиды и опустить образец на поверхность припоя так, чтобы только одна сторона образца контактировала с припоем. Образцы должны плавать в припое в течение времени, указанного в ТУ;
- извлечь образцы из тигля с припоем и дать охладиться до окружающей температуры;
- после охлаждения почистить образец пропаном 2-OL (изопропиловый спирт) и высушить воздухом;
- затем выполнить на образце микрошлиф в соответствии с испытанием 3X09 (см. 12.9) и проверить на соответствие требованиям.
11.5.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату анализа;
c) идентификацию испытуемого материала;
d) время погружения;
e) результаты анализа микрошлифа, включая, кроме прочего, расслоение, отделение межсоединений, трещины в сквозных отверстиях, отслоение контактных площадок, пазухи без канифоли;
f) любое отклонение от настоящего метода испытаний.
11.5.6 Дополнительная информация
Испытание также допускается применять в качестве операции предварительного кондиционирования перед оценкой метода испытания 3Е16 (см. 12.9).
Хотя вопросы надежности, как правило, касаются небольших отверстий, надежность больших отверстий также может представлять проблему, даже если самые малые отверстия прошли настоящее испытание.
11.6 Испытание 3N06: Влажное тепло, установившееся состояние
11.6.1 Цель
Цель испытания - определение пригодности образцов материалов печатных плат, печатных плат и узлов печатных плат для использования и хранения в условиях высокой относительной влажности.
Испытание, главным образом, предназначено для создания возможности наблюдения над воздействием высокой влажности при постоянной температуре за установленный период.
11.6.2 Образец для испытаний
Не указывается.
11.6.3 Испытательная аппаратура и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
11.6.3.1 Испытательная камера
Испытательная камера с конструкцией, обеспечивающей:
a) постоянный контроль температуры и влажности в камере с помощью измерительных устройств, расположенных в рабочей зоне;
b) поддержание температуры и относительной влажности на уровне (40±2)°С и 93% RH соответственно;
c) постоянный слив конденсированной воды из камеры; конденсированную воду используют повторно только после очистки;
d) сопротивление воды не менее 500 Ом, если используют камеру инжекционного типа.
11.6.3.2 Меры предосторожности
Необходимо принять меры, чтобы обеспечить выполнение следующих требований:
a) условия в рабочей зоне однообразны и максимально схожи с условиями, существующими в непосредственной близости от контрольных устройств;
b) свойства и процесс загрузки испытуемого образца не оказывают большого влияния на условия внутри камеры;
c) на образец не падает конденсированная вода со стен и потолка камеры.
11.6.4 Метод
Выполнить следующие действия:
проверить образец визуально, проверить его электрические и механические характеристики согласно ТУ.
11.6.4.1 Кондиционирование
Провести кондиционирование образца следующим образом:
a) поместить образец в камеру в состоянии, указанном в ТУ. Для исключения конденсации воды на образце, он может быть прогрет до температуры, существующей в камере;
b) в зависимости от требований ТУ, время кондиционирования может составлять: 4 дня, 10 дней, 21 день, 56 дней;
c) нужно иметь в виду, что в зависимости от требований ТУ, может требоваться загрузка и/или измерение в ходе или в конце кондиционирования, пока образец находится в камере.
11.6.4.2 Восстановление
Провести восстановление следующим образом:
a) перед измерениями образец должен проходить восстановление в стандартных атмосферных условиях;
b) в течение не менее 1 ч и не более 2 ч;
c) если указанные выше стандартные атмосферные условия для испытуемого образца неприемлемы;
d) в ТУ могут быть указаны другие условия восстановления;
e) в ТУ должна быть указана необходимость (если она существует) принятия специальных мер для удаления влаги с поверхности.
11.6.4.3 Проверка
Проверить образец визуально, проверить его электрические и механические характеристики согласно ТУ. Если не указано иное, измерения должны быть завершены в течение 30 мин после извлечения образца из камеры.
11.6.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) идентификацию материалов;
d) процедуру предварительного кондиционирования;
e) время кондиционирования;
f) условия восстановления, если они отличаются от стандартных.
11.6.6 Дополнительная информация
Информация, необходимая согласно ТУ:
a) процедура предварительного кондиционирования;
b) проверки электрических и механических характеристик, которые необходимо выполнить перед испытанием;
c) состояние образца при помещении в камеру;
d) время кондиционирования;
e) загрузка во время кондиционирования;
f) проверки электрических характеристик, которые необходимо выполнить во время кондиционирования и период(ы), после которого(ых) эти проверки необходимо выполнять;
g) специальные меры, которые необходимо принять для удаления влаги с поверхности;
h) условия восстановления, если они отличаются от стандартных;
i) проверки электрических и механических характеристик, которые необходимо выполнить в конце испытания, параметры, которые необходимо проверить в первую очередь, и максимальный период, отведенный на проверку этих параметров.
11.7 Метод испытаний 3N07: Термоциклирование
11.7.1 Цель
Испытание проводят с целью определения устойчивости материала, например слоистого материала, или многослойной печатной платы к удару в виде многократного воздействия крайне высоких и низких температур за сравнительно короткий период времени.
11.7.2 Образец для испытаний
Образец для испытания должен представлять собой лист слоистого материала размерами 150х150толщина слоистого материала. В случае многослойных плат в качестве образца следует использовать всю плату, предназначенную для квалификационного испытания.
11.7.3 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
оборудование для автоматического циклического изменения температуры в камере, подходящее для крайних значений температуры, установленных в настоящем разделе. Температуру воздуха следует поддерживать на установленном значении принудительной циркуляцией воздуха. Камера должна иметь нагревательную и охладительную способности, достаточные для поддержания установленной температуры воздуха.
11.7.3.1 Условия
Во время воздействия температуру камеры поддерживать на значениях, указанных в таблице 4.
Таблица 4 - Температура камеры в течение одного цикла
Стадия | Класс А | Класс В | ||
Температура, °С | Время, мин | Температура, °С | Время, мин | |
1 | 125 | 30 | 85 | 30 |
2 | 25 | 10-15 | 25 | 10-15 |
3 | -65 | 30 | -55 | 30 |
4 | 25 | 10-15 | 25 | 10-15 |
11.7.4 Метод
Перед воздействием температуры образец для испытания необходимо очистить от грязи, жира и других загрязнителей. Образец для испытания необходимо чистить сухой чистой неворсистой материей или чистой неворсистой материей, смоченной ацетоном или изопропиловым спиртом. Перед воздействием температуры образцу необходимо дать высохнуть на воздухе.
11.7.4.1 Испытательное воздействие
Поместить образец для испытания в тепловую камеру, в которой температура поддерживается в условиях, указанных в таблице 4 для стадии 1. Выдерживать образец при каждой температуре в указанном порядке. В течение всего испытания образец следует устанавливать в такое положение, при котором вокруг его не существует препятствий для потока воздуха. Подвергнуть образец воздействию указанной температуры в последовательности, указанной в целом для пяти циклов, выполняемых непрерывно.
После проведения пяти температурных циклов дать образцу восстановиться до комнатной температуры. Визуально проверить образец в соответствии с детальными требованиями.
11.7.4.2 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) любое отклонение от настоящего метода испытаний;
c) образцы, использованные при испытании;
d) информацию о типах и измерениях металлизации;
e) результаты оценки с указанием характера отказа и степени повреждения, если какая-либо проверка не прошла;
f) дату проведения испытания;
g) информацию о специалисте, проводившем испытание.
11.7.4.3 Дополнительная информация
Нет.
11.8 Испытание 3N08: Термоудар, погружение, флюидизированная песочная баня при температуре 260°С
11.8.1 Цель
Цель испытания - определение способности печатной платы с металлизированными сквозными отверстиями выдерживать термоудар вследствие погружения в нагретый песок. Испытание также можно применять для испытания отверстий, межсоединения от которых выполнены с применением технологий, отличных от технологии сквозных металлизированных отверстий.
11.8.2 Образец для испытаний
Образцы отделяют от панели или тест-купона выпиливанием, фрезерованием или другими аналогичными методами. Для предотвращения повреждения испытуемого участка необходимо предусмотреть зазоры достаточного размера.
Образец необходимо отделить таким образом, чтобы на выполненном микрошлифе были видны не менее трех смежных металлизированных сквозных отверстий самого малого возможного размера.
Образец, используемый как эталон, должен быть подвергнут предварительному кондиционированию в камере с циркуляцией воздуха в течение времени, установленного в ТУ, затем охлажден в стандартных атмосферных условиях до температуры ниже 35°С. Время восстановления не должно превышать 8 ч.
11.8.3 Испытательное оборудование и испытательные материалы
Должны быть использованы следующие материалы и испытательное оборудование:
a) флюидизированная песочная баня подходящей конструкции с электронагревом, регулированием с помощью термореле, в которой в течение всего испытания поддерживается температура 250°С;
b) термометр для измерения температуры песка приблизительно в той же самой точке, в которой будет находиться образец;
c) таймер с разрешением ±1 с;
d) держатель с такой низкой теплопроводностью, при которой температура песка не опускается ниже 260°С;
е) камера с циркуляцией воздуха, способная поддерживать однообразную температуру (125±5)°С.
11.8.4 Метод
Выполнить следующие действия:
a) установить образец на держатель;
b) погрузить образец на боку в нагретый песок на время, указанное в ТУ;
c) извлечь образец из песочной ванны и охладить до окружающей температуры;
d) затем выполнить на образце микрошлиф в соответствии с испытанием 3X09 (см. 12.9) и проверить на соответствие требованиям.
11.8.5 Протокол
Протокол должен содержать:
a) номер и указатель редакции метода испытаний;
b) дату анализа;
c) идентификацию испытуемого материала;
d) время погружения;
e) результаты анализа микрошлифа, включая, кроме прочего, расслоение, отделение межсоединений, трещины в сквозных отверстиях, отслоение контактных площадок, пазухи без канифоли;
f) любое отклонение от настоящего метода испытаний;
11.8.6 Дополнительная информация
Испытание также допускается применять в качестве операции предварительного кондиционирования перед оценкой метода испытания 3Е16 (см. 10.16) - изменение сопротивления сквозных металлизированных отверстий и межсоединений, термоудар.
Хотя вопросы надежности, как правило, касаются небольших отверстий, надежность больших отверстий также может представлять проблему, даже если самые малые отверстия прошли данное испытание.
11.9 Метод испытаний 3N12: Влагостойкость и сопротивление изоляции жестких, гибко-жестких и гибких печатных плат
11.9.1 Цель
Метод испытания предназначен для определения визуальной деградации и изменения сопротивления электрических образцов жестких монтажных печатных плат из-за вредного воздействия высокой влажности и температуры, характерных для тропических условий. Графическая иллюстрация воздействия внешних условий приведена на рисунке 26.

Рисунок 26 - Температурные циклы для испытания на воздействие влаги и сопротивление изоляции
11.9.2 Образец для испытаний
Рисунок "Y"
См. рисунок 27. В отрасли также существуют разнообразные тестовые рисунки "Y" с разнообразными характеристиками, но подготовка образцов и испытание следует проводить в соответствии с настоящим стандартом.

Рисунок 27 - Купон для испытания на сопротивление изоляции, мкм
Рисунок "Гребенка"
См. рисунок 28. Разнообразные рисунки "Гребенка", например, используемые в отрасли, в которой требования к воздействию влаги и сопротивлению изоляции имеют важное значение. Хотя эти рисунки "Гребенка" и имеют разные ширины проводников и зазоры между проводниками, их монтируют и испытывают с использованием одних и тех же контактных площадок. Эти цепи можно испытывать с помощью процедур, приведенных в настоящем стандарте.
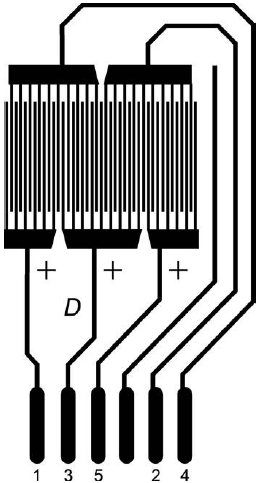
Рисунок 28 - Типовой рисунок "Гребенка"
Испытание готовых плат
Иногда вместо тестовых рисунков необходимо испытывать готовые платы. В таких случаях необходим тщательный анализ. Для испытания контактных площадок необходимо выбирать смежные проводники. Во всех других отношения эта процедура дает значимые результаты.
11.9.3 Испытательное оборудование и материалы
Должны быть использованы следующие испытательное оборудование и материалы:
a) чистая испытательная камера с возможностью программирования, способная регистрировать окружающую температуру в диапазоне (25±2)°С-(65±2)°С и относительную влажность в диапазоне 85%-93%;
b) источник электропитания, способный вырабатывать постоянно существующее напряжение смещения постоянного тока 100 В с допуском ±10%;
c) измеритель сопротивления, способный измерять высокое сопротивление (не менее 1012 Ом) при испытательном напряжении 500 В;
d) два лабораторных стакана на 3500 см;
e) электрическая плитка;
f) вытяжной колпак вытяжной вентиляции;
g) металлические клещевые захваты;
h) мягкая волосяная щетка;
i) деионизированная вода (рекомендуется минимальное удельное сопротивление 2·10 Ом·см);
j) изопропиловый спирт;
k) сушильная печь, способная поддерживать температуру по меньшей мере 80°С-120°С;
I) согласованное между пользователем и поставщиком конформное покрытие.
11.9.4 Условия испытания
а) 1-й класс: температура (35±5)°С, относительная влажность от 90% до 98%, четыре дня;
b) 2-й класс: температура (50±5)°С, относительная влажность от 90% до 98%, семь дней;
с) 3-й класс: температура 20 циклов с 25°С на (65±2)°С, относительная влажность от 90% до 98%, всего 160 ч.
11.9.5 Подготовка образцов
a) Исключительно высокое значение имеет достоверная, стойкая и незагрязняющая маркировка образца.
b) Проверить образцы для испытания визуально на отсутствие видимых дефектов. Если есть сомнение в качестве какого-либо образца для испытания, его необходимо исключить из испытуемых образцов.
c) К каждой точке соединения образцов припаять одножильные (для моделирования осевых выводов дискретных компонентов) провода с изоляцией из политетрафторэтилена (тефлона). Эти провода должны быть использованы для подсоединения тестовых рисунков к поляризационному напряжению и для испытания на сопротивление изоляции.
11.9.6 Удаление флюса
Удалить флюс с контактных площадок выводов следующим образом:
a) смочить выводы деинизированной или дистиллированной водой и потереть мягкой волосяной щеткой;
b) в течение не менее 30 с. В течение оставшейся части процесса подготовки образца его необходимо брать только за края;
c) тщательно промыть образец струей деинизированной или дистиллированной воды. Образец держать приблизительно под углом 30° и промывать с верхней части к нижней;
d) окунуть испытуемые выводы в чистый изопропиловый спирт и встряхивать в течение не менее 30 с. Для удаления остатков флюса потереть мягкой волосяной щеткой;
е) очищенный участок тщательно промыть свежим изопропиловым спиртом;
f) просушить образцы для испытания в сушильной печи в течение не менее 3 ч при температуре от 49°С до 60°С;
g) если до нанесения покрытия платы будут находиться на хранении, поместить их в полиэтиленовые мешки, не имеющие ионных примесей, и закрыть мешки (не запечатывая термосваркой).
11.9.7 Нанесение покрытия
a) Нанести на нужные участки образца для испытания покрытие(я) в соответствии с технологией производства пользователя или указаниями поставщика.
b) После нанесения покрытия образцы для испытания необходимо высушить в соответствии с указаниями производителя.
с) После сушки образцы для испытания (как с покрытием, так и без покрытия) необходимо подвергнуть кондиционированию при лабораторной окружающей температуре в течение 24 ч.
11.9.8 Метод
Выполнить следующие действия:
- провести кондиционирование образцов обоих типов при температуре (50±5)°С в течение 24 ч без дополнительной влажности;
- дать образцам охладиться и выполнить начальное измерение сопротивления изоляции при лабораторной окружающей температуре. Измерителем сопротивления приложить к контрольным точкам образца напряжение постоянного тока 500 В и через 1 мин снять показание;
- для рисунков "Гребенка" контрольные точки - это 1 к 2, 2 к 3, 3 к 4 и 4 к 5. Контрольные точки 1, 3, 5 подсоединяются к положительному выводу ("+"), а контрольные точки 2, 4 - к отрицательным выводам ("-") измерителя сопротивления. При испытаниях на соответствие качества на купонах с тестовым рисунком "Y" контрольными точками являются все точки соединения;
- поместить образцы в вертикальном положении в камеру под защитный фартук от конденсированных капель и подсоединить контрольные точки образцов к источнику напряжения постоянного тока. Приложить к образцам напряжение постоянного тока (100±5) В;
- подвергнуть тест-платы 1-го и 2-го классов воздействию статических условий, описанных в перечислении а) или b) 11.9.4. При нахождении в камере образцы должны быть защищены от образования на поверхности влаги;
- подвергнуть тест-платы 3-го класса воздействию 20 циклов температуры и влажности. Образцы выдерживать в течение всех 20 циклов при относительной влажности 90%, за исключением времени перехода на низкую температуру, когда влажность может упасть до 80% относительной влажности;
- испытание начать при температуре 25°С, затем температуру поднять до 65°С в течение (1,75±0,75) ч.
- в течение не менее 3 ч поддерживать температуру на уровне 65°С, а относительную влажность на уровне от 90% до 98%;
- в течение (1,75±0,75) ч снизить температуру от 65°С до 25°С, поддерживая относительную влажность на уровне свыше 80%.
Это составляет один полный цикл. Между циклами перерывы не допускаются. Подвергнуть образец воздействию еще 19 циклов, доведя общее количество циклов до 20 общей продолжительностью 160 ч (см. рисунок 26).
11.9.9 Измерение (если требуется)
a) Перед измерением сопротивления изоляции отсоединить источник электропитания постоянного тока 100 В. Выполнить электрические соединения образца или рисунка Y тест-платы, показанной на рисунке 27, таким образом, чтобы электрическое поляризационное напряжение и испытательное напряжение подсоединялись к одному и тому же выводу.
b) При завершающем испытании измерения следует проводить при температуре (23±2)°С и относительной влажности (50±10)% после отсоединения напряжения смещения, извлечения образца из камеры; стабилизировать образец при окружающей температуре в течение 1-2 ч.
c) Необходимо записывать все причины, чтобы отвергнуть результаты - царапины, конденсацию, короткое замыкание между проводниками и т.д.
11.9.10 Оценка
a) Все образцы для испытания оценить на соответствие сопротивления изоляции классу и типу образца, в зависимости от применимых требований, после или во время выдерживания в начальных условиях, условиях влажности и сухом состоянии.
b) После завершения всех испытаний на соответствие электрических характеристик, по окончании 24 ч стабилизации при лабораторной окружающей температуре проверить все образцы для испытания на отсутствие мизлинга, расслоения и других форм деградации.
11.9.11 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) любое отклонение от настоящего метода испытаний;
c) образцы, использованные при испытании;
d) результаты оценки с указанием характера отказа и степени повреждения, если какая-либо проверка не прошла;
e) дату проведения испытания;
f) информацию о специалисте, проводившем испытание.
11.9.12 Дополнительная информация
a) Если есть предположение, что обработка щеткой может отрицательно повлиять на результаты испытания [например, когда образцы для испытания имеют очень маленькие зазоры или покрыты мягким металлом (составом олово/свинец, золотом и т.д.] можно применять документированные альтернативные методы чистки.
b) Для обеспечения воспроизводимости результатов провода на протяжении всего испытания необходимо устанавливать в одно и то же положение.
c) Отказы, например мизлинг, расслоение и другие формы деградации могут быть вызваны несколькими факторами, а необязательно плохим качеством покрытия. Такие несоответствия, выявленные на паяльной маске и/или конформном покрытии на подложке, не должны являться причиной отбраковки покрытия. В таких случаях требуется повторное испытание всей системы.
12 X: Методы других испытаний
12.1 Испытание 3X01: Адгезия металлического покрытия, метод клеящей ленты
12.1.1 Цель
Цель испытания - определение качества адгезии металлизации на слоистых материалах, плакированных металлом, используемых на печатных платах.
12.1.2 Образец для испытаний
Адгезию металлизации следует измерять на готовых изделиях или на образце, металлизированном подповерхностными металлами.
12.1.3 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
лента, моток самоклеющейся ленты шириной 12 мм или другой равноценной ленты.
12.1.4 Метод
Выполнить следующие действия:
a) очистить поверхность образца для испытания спиртом;
b) к поверхности проводящего рисунка плотно прижать полоску самоклеящейся ленты шириной 12 мм и длиной 50 мм, не допуская попадания воздуха в место соприкосновения. Через 10 с быстро снять ленту вручную, приложив силу приблизительно перпендикулярно к проводящему рисунку цепи. Каждый раз необходимо использовать новую ленту;
c) проверить ленту и образец визуально на наличие признаков отхода металлизации от образца в виде частиц металлизации, прилепившихся к ленте;
d) если отламывается и прилепляется к ленте нависание печатного проводника (скол), это не является признаком несоответствия адгезии металлизации.
12.1.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) любое отклонение от настоящего метода испытаний;
c) дату проведения испытания;
d) образцы, использованные при испытании;
e) результаты оценки с указанием характера отказа и степени повреждения, если какая-либо проверка не прошла;
f) информацию о специалисте, проводившем испытание.
12.1.6 Дополнительная информация
Нет.
12.2 Испытание 3X02: Адгезия металлического покрытия, метод полировки (на рассмотрении)
12.3 Испытание 3X03: Пористость, выдержка в газе (на рассмотрении)
12.4 Испытание 3X04: Пористость, электрографические испытания (золото по меди)
12.4.1 Цель
Цель испытания - выявление разрывов непрерывности некоторых видов металлизации на печатных платах электрографическим способом.
Испытание допускается использовать для проверки покрытий из золота, палладия и родия без нижнего покрытия из никеля.
Описанное испытание известно как электрографический метод переноса красителя.
12.4.2 Образец для испытаний
Образец для испытаний - подходящая часть готовой платы с покрытием из золота, палладия и родия на меди.
Примечание - Электрические соединения с участками, имеющими покрытие, необходимо выполнять с помощью печатных проводников или с помощью изолированной на одной стороне проводящей ленты.
Для удаления жира и т.д., участки, имеющие покрытие, необходимо вытереть безворсовой тканью, смоченной нейтральным органическим растворителем (например, ацетоном).
12.4.3 Испытательное оборудование и материалы
Должны быть использованы следующие испытательное оборудование и материалы:
a) устройство для электрографического испытания с плитой из алюминия высокой чистоты, имеющей номинальные размеры 150х25 мм, выполняющей функцию катода, способное прикладывать давление 12 Н/см и вырабатывать постоянный ток без пульсаций от источника питания напряжением не более 12 В;
b) бумага сорта FDW для переноса красителя, т.е. высококачественная фотобумага, покрытая слоем желатина, но без светочувствительности, порезанная по удобному размеру;
c) электролит с молярностью 0,01 по отношению к хлориду натрия и карбонату натрия, т.е. растворить 0,59 г NaCI и 1,06 г ![]() в 1 дм
в 1 дм дистиллированной воды;
d) проявляющий раствор дитиооксамида (рубеанового водорода), 0,25% раствор в этаноле. Растворить 0,25 г дитиооксамида в 100 см этанола при слабом нагреве. При необходимости профильтровать в холодном состоянии.
12.4.4 Метод
Выполнить следующие действия:
- размочить полосы бумаги для передачи красителя в электролите из хлорида натрия/карбоната натрия в течение 30 мин;
- после размачивания, удалить с бумаги для передачи красителя излишек электролита путем зажатия между двумя листами промокательной бумаги. Затем бумагу положить стороной эмульсии книзу на металлизированный образец, служащий в качестве анода. Затем бумагу и образец установить под плиту из алюминия;
- затем эту конструкцию сдавить давлением от 140 до 170 Н/см;
- в сдавленном положении подать напряжение постоянного тока 4 В на 60 с. Затем прекратить сдавливание, снять бумагу для передачи красителя и проявить в растворе дитиооксамида в течение 30 с.
Примечание - Для погружения бумаги в раствор дитиооксамида рекомендуется использовать пинцет, т.к. этот раствор способен вызывать появление стойких черных пятен на пальцах;
- полученную электрограмму промыть в проточной воде и дать высохнуть. О наличии дефекта на покрытии (например, пористости) свидетельствует наличие темного коричневато-зеленого пятна на бумаге;
- визуально проверить электрограмму при линейном увеличении не более 10. Пористость золота будет проявляться в виде ярких розовых пятен. Необходимо оценить количество пятен на 1 см
металлизированного участка.
12.4.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) идентификационную информацию и описание образцов для испытания;
c) дату проведения испытания;
d) пористость в порах/см;
e) любое отклонение от настоящего метода испытаний;
f) информацию о специалисте, проводившем испытание.
12.4.6 Дополнительная информация
Изменения на краях не следует принимать во внимание.
12.5 Испытание 3X05: Пористость, электрографическое испытание покрытия золото по никелю
12.5.1 Цель
Цель испытания - выявление разрывов непрерывности некоторых видов металлизации на печатных платах электрографическим способом.
Испытание допускается использовать для проверки покрытий из золота, палладия и родия поверх нижнего покрытия из никеля.
Описанное испытание известно как электрографический метод переноса красителя.
12.5.2 Образец для испытаний
Подходящая часть готовой платы с покрытием из золота, палладия и родия на никеле.
Примечание - Электрические соединения с участками, имеющими покрытие, необходимо выполнять с помощью печатных проводников или с помощью изолированной на одной стороне проводящей ленты.
Для удаления жира и т.д., участки, имеющие покрытие, необходимо вытереть безворсовой тканью, смоченной нейтральным органическим растворителем (например, ацетоном).
12.5.3 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
a) устройство для электрографического испытания с плитой из алюминия высокой чистоты, имеющей номинальные размеры 150х25 мм, выполняющей функцию катода, способное прикладывать давление 12 Н/см и вырабатывать постоянный ток без пульсаций от источника питания напряжением не более 12 В;
b) бумага сорта FDW для переноса красителя, т.е. высококачественная фотобумага, покрытая слоем желатина, но без светочувствительности, порезанная по удобному размеру;
c) электролит с молярностью 0,01 по отношению к хлориду натрия и карбонату натрия, т.е. растворить 0,59 г NaCI и 1,06 г ![]() в 1 дм
в 1 дм дистиллированной воды;
d) проявляющий раствор ниоксима (1,2-циклогексанондиоксима), 0,25%-ный раствор по массе в этаноле. Растворить 0,5 г ниоксима в 100 см этанола.
12.5.4 Метод
Выполнить следующие действия:
- размочить полосы бумаги для передачи красителя в электролите из хлорида натрия/карбоната натрия в течение 30 мин;
- после размачивания удалить с бумаги для передачи красителя излишек электролита путем зажатия между двумя листами промокательной бумаги. Затем бумагу положить стороной эмульсии книзу на металлизированный образец, служащий в качестве анода. Затем бумагу и образец установить под плиту из алюминия;
- затем эту конструкцию сдавить давлением от 140 до 170 Н/см;
- в сдавленном положении подать напряжение постоянного тока 4 В на время 60 с. Затем прекратить сдавливание, снять бумагу для передачи красителя и проявить в растворе ниоксима в течение 30 с;
- полученную электрограмму промыть в проточной воде и дать высохнуть. О наличии дефекта на покрытии (например, пористости) свидетельствует наличие светлого розового пятна на бумаге;
- визуально проверить электрограмму при линейном увеличении не более 10. Пористость золота будет проявляться в виде ярких розовых пятен. Необходимо оценить количество пятен на 1 см
металлизированного участка.
12.5.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) идентификационную информацию и описание образцов для испытания;
c) дату проведения испытания;
d) пористость в порах/см;
e) любое отклонение от настоящего метода испытаний;
f) информацию о специалисте, проводившем испытание.
12.5.6 Дополнительная информация
Изменения на краях не следует принимать во внимание.
12.6 Испытание 3X06: Толщина металлического покрытия, метод микрошлифа
12.6.1 Цель
Цель метода - создание процедуры для определения толщины металлизации на печатной плате.
12.6.2 Образец для испытаний
Образец для испытания следует вырезать из готовой платы, тест-купона или установленной части составного тест-купона, имеющего металлизированные сквозные отверстия.
В случаях, когда согласовано использование тест-купонов, описанных в IEC 62326-4-1 или IEC 62326-4, следует проводить измерение образца С.
12.6.3 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
a) устройство для вырезания образцов, фасонно-фрезерный станок или алмазная пила для вырезания образцов из печатных плат;
b) крепежное приспособление для крепежа образца во время герметизации;
c) герметизирующий материал, например эпоксидная смола, затвердевающая при комнатной температуре;
d) наждачная бумага (например, номера 150-220, 320, 400, 600, 800 и 1200) для грубой и тонкой шлифовок;
e) алмазная полировальная паста (например, на 6, 3, 1 мкм) или оксидноалюминиевая полировальная паста (например, на 5, 3, 0,5 мкм) для удаления царапин, оставляемых наждачной бумагой;
f) ткань для полирования полировальной пастой;
g) микроскоп, обеспечивающий увеличение 100, 250
, 500
и 1000
.
12.6.3.1 Травильные растворы
12.6.3.1.1 Приготовление раствора гидроксида аммония и перекиси водорода
Добавить 1-2 см В к 100 см
А. Размешивать в течение нескольких секунд. Перед использованием подождать 1 мин.
А - это 14%-ный - 20%-ный гидроксид аммония (по объему);
В - это 30%-ная - 35%-ная перекись водорода (по объему);
Рекомендуется каждый день готовить новый раствор и перед использованием к травильному раствору добавлять несколько капель 30%-ного раствора перекиси водорода.
12.6.3.1.2 Приготовление раствора серной кислоты и перекиси водорода
Добавить 1-2 см В к 100 см
С. Размешивать в течение нескольких секунд. Перед использованием подождать 1 мин.
С - это 10%-ная - 20%-ная серная кислота (по объему);
В - это 30%-ная - 35%-ная перекись водорода (по объему);
Рекомендуется каждый день готовить новый раствор и перед использованием к травильному раствору добавлять несколько капель 30%-ного раствора перекиси водорода.
12.6.4 Метод
Выполнить следующие действия:
установить образец на крепежное приспособление и тщательно залить герметизирующим материалом, обращая внимание на заполнение отверстий герметизирующим материалом.
На участке, где необходимо измерить толщину металлизации, между герметизирующим материалом и слоями не должно быть пустот. Воздушные пузыри можно устранить размешиванием, взбалтыванием или вакуумной дегазацией.
После отвердения образец тщательно отшлифовать до плоскости, содержащей точку анализа, с применением потока воды, последовательно используя более тонкую наждачную бумагу; в завершении прошлифовать номером не менее 1200. В случаях, когда необходимо анализировать поперечное сечение, перпендикулярное к плоскости печатной платы, отполированная плоскость микрошлифа должна быть наклонена под углом 85°-95° к плоскости печатной платы.
Для исключения попадания частиц на следующих этапах испытания после каждого сеанса шлифования образцы следует промывать.
Прошлифовать образец полировальной тканью с использованием пасты, последовательно применяя более тонкую пасту, с тем, чтобы получить четкий и протоколливый вид точки анализа.
Если необходимо измерить толщину металлизированных сквозных отверстий, диаметр отверстия, видимого на поперечном сечении, должен быть не менее 90% фактического диаметра отверстия, измеренного до выполнения микрошлифа.
После шлифования, перед визуальной проверкой и измерением размеров протравить образец с применением травильного раствора таким образом, чтобы четко были видны границы металлизации.
Визуально проверить образец с помощью микроскопа. Увеличение следует выбирать в соответствии с проверяемыми характеристиками. Если необходимо измерить размеры, то следует использовать калиброванную измерительную систему.
При измерении размеров в фокусе должны быть одновременно обе границы измеряемого узла. При измерении толщины металлизации наросты, пустоты и трещины не должны приниматься во внимание.
Примечание - Для проверки наличия трещин фольги и отрыва переходов на внутренних слоях многослойных печатных плат испытание 3X11 имеет более высокую чувствительность.
ТУ могут требовать проверки перед травлением границы раздела металлизированных сквозных отверстий и проводников на внутренних слоях
12.6.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) идентификационную информацию и описание образца(ов);
d) измеренную толщину металлизации;
e) количество циклов;
f) минимальную и максимальную выявленную толщину металлизации;
g) измерения средней толщины;
h) любое отклонение от настоящего метода испытаний;
i) информацию о специалисте, проводившем испытание.
12.6.6 Дополнительная информация
Нет.
12.7 Испытание 3X07: Паяемость, испытание при погружении края (на рассмотрении)
12.8 Испытание 3X08: Расслоение, термоудар
12.8.1 Цель
Цель метода испытания - определение правильности использованной обработки и материалов путем проверки способности печатной платы выдерживать установленный термоудар без признаков расслоения.
12.8.2 Образец для испытаний
Испытание следует проводить на готовой плате, тест-купоне или установленной части составного тест-купона.
12.8.3 Испытательное оборудование и материалы
Должны быть использованы следующие испытательное оборудование и материалы:
a) камера с циркуляцией воздуха, способная поддерживать однообразную температуру (125±5)°С;
b) тигель с припоем подходящей конструкции с электронагревом, регулированием с помощью термореле, содержащий не менее 1 кг Sn60, Sn62 или Sn63. Температура испытания - (260)°С;
c) термометр для измерения температуры припоя на глубине 25 мм ниже поверхности;
d) таймер с разрешением ±1 с и выше;
е) низкоактивированный или неактивированный водорастворимый флюс или канифоль с содержанием хлоридов не более 0,2%;
f) оптическое оборудование с линейным увеличением приблизительно 3, которое при возможности освещает образец пропущенным светом.
12.8.4 Метод
Выполнить следующие действия:
a) кондиционировать образец в камере с циркуляцией воздуха при температуре (85±2)°С в течение времени, указанного в ТУ;
b) дать образцу остыть при атмосферных условиях до достижения температуры ниже 35°С. Время восстановления не должно превышать 8 ч;
c) покрыть поверхность флюсом;
d) удалить из припоя оксид, опустить образец на поверхность припоя так, чтобы только одна сторона образца контактировала с припоем. Образцы должны плавать в припое в течение времени, указанного в ТУ;
e) извлечь образцы из тигля с припоем и дать охладиться при окружающей температуре;
f) после охлаждения почистить образец изопропиловым спиртом и высушить воздухом;
g) затем образцы проверить визуально на отсутствие расслоения.
12.8.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) подробное описание образца, включая, кроме прочего, его приготовление, размер, количество и время/температуру сушки;
c) результат: расслоение есть/нет;
d) дату проведения испытания;
e) любое отклонение от настоящего метода испытаний;
f) информацию о специалисте, проводившем испытание.
12.8.6 Дополнительная информация
При кондиционировании высушить образец до такой степени, чтобы на результаты испытания не оказывала влияния влага, имеющаяся в материале.
12.9 Испытание 3X09: Микрошлиф
12.9.1 Цель
Цель метода - создание процедуры для определения внутреннего состояния металлизированных сквозных отверстий, проводящих рисунков, материалов основания и покрытия печатной платы. Для проверки наличия трещин фольги и отрыва переходов на внутренних слоях многослойных печатных плат, испытание 3X11 (на рассмотрении) для этих условий имеет более высокую чувствительность.
12.9.2 Образец для испытаний
Образец для испытания следует вырезать из готовой платы или тест-купона с осторожностью, чтобы не повредить испытуемый участок.
В случае мягкой и/или тонкой металлизации, например из золота, олова, сплава олово/свинец, для исключения загрязнения в некоторых случаях перед герметизацией необходимо проводить наращивание металла с использованием более твердой металлизации.
Когда необходимо проверить органические покрытия, в некоторых случаях необходимо проводить наращивание металла или использовать окрашенный герметизирующий материал, дающий цветовой контраст с испытуемым покрытием.
12.9.3 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
a) устройство для вырезания образцов, фасонно-фрезерный станок или алмазная пила для вырезания образцов из печатных плат;
b) крепежное приспособление для крепежа образца во время герметизации;
c) герметизирующий материал, например эпоксидная смола, затвердевающая при комнатной температуре;
d) наждачная бумага (например, номера 150-220, 320, 400, 600, 800 и 1200) для грубой и тонкой шлифовки;
e) алмазная полировальная паста (например, на 6, 3, 1 мкм) или оксидноалюминиевая полировальная паста (например, на 5, 3, 0,5 мкм) для удаления царапин, оставляемых наждачной бумагой;
f) ткань для полирования полировальной пастой;
g) микроскоп, имеющий увеличение 100, 250
, 500
и 1000
.
12.9.3.1 Травильные растворы
12.9.3.2 Приготовление раствора гидроксида аммония и перекиси водорода
Добавить 1-2 см В к 100 см
А. Размешивать в течение нескольких секунд. Перед использованием подождать 1 мин.
А - это 14%-ный - 20%-ный гидроксид аммония (по объему);
В - это 30%-ная - 35%-ная перекись водорода (по объему);
Рекомендуется каждый день готовить новый раствор и непосредственно перед использованием к травильному раствору добавлять несколько капель 30%-ного раствора перекиси водорода.
12.9.3.3 Приготовление раствора серной кислоты и перекиси водорода
Добавить 1-2 см В к 100 см
С. Размешивать в течение нескольких секунд.
Перед использованием подождать 1 мин.
В - это 30%-ная - 35%-ная перекись водорода (по объему);
С - это 10%-ная - 20%-ная серная кислота (по объему);
Рекомендуется каждый день готовить новый раствор и непосредственно перед использованием к травильному раствору добавлять несколько капель 30%-ного раствора перекиси водорода.
12.9.4 Метод
Выполнить следующие действия:
a) установить образец на крепежное приспособление и тщательно залить герметизирующим материалом, обращая внимание на заполнение отверстий герметизирующим материалом;
b) на участке, где необходимо измерить толщину металлизации, между герметизирующим материалом и слоями не должно быть пустот. Воздушные пузыри можно устранить размешиванием, взбалтыванием или вакуумной дегазацией;
c) после отвердения образец тщательно отшлифовать до точки анализа с применением потока воды, последовательно используя более тонкую наждачную бумагу; в завершении прошлифовать номером не менее чем 1200. В случаях, когда необходимо анализировать поперечное сечение, перпендикулярное к плоскости печатной платы, отполированная плоскость микрошлифа должна быть наклонена под углом 85°-95° к плоскости печатной платы;
d) для исключения попадания частиц на следующих этапах испытания после каждого сеанса шлифования образцы промывать;
e) прошлифовать образец полировальной тканью с использованием пасты, последовательно применяя более тонкую пасту, с тем чтобы получить четкий и протоколливый вид точки анализа;
f) если необходимо измерить толщину металлизированных сквозных отверстий, диаметр отверстия, видимого на поперечном сечении, должен быть не менее 90% фактического диаметра отверстия, измеренного до выполнения микрошлифа;
g) после шлифовки, перед визуальной проверкой и измерением размеров протравить образец с применением травильного раствора таким образом, чтобы четко были видны границы металлизации;
h) визуально проверить образец с помощью микроскопа. Увеличение следует выбирать в соответствии с проверяемыми характеристиками. Если необходимо измерить размеры, то следует использовать калиброванную измерительную систему;
i) при измерении размеров в фокусе должны быть одновременно обе границы измеряемого узла. При измерении толщины металлизации наросты, пустоты и трещины не следует принимать во внимание;
j) в соответствии с ТУ следует проверять одну или более из следующих характеристик и параметров:
- толщину проводника и металлизации, толщину медной фольги слоистых материалов;
- пустоты и трещины в металлизации;
- трещины в медной фольге слоистых материалов (см. примечание);
- заусенцы и наросты;
- качество сверления (например, загрязнение смолой, утолщения на внутренних слоях);
- подтравливание и нависание;
- границу раздела стенки металлизированных отверстий и проводника на внутренних слоях;
- отслаивание металлизации (см. примечание);
- толщину органических соединений (включая материалы основания);
- пустоты в органических соединениях (включая материалы основания);
- подтравливание диэлектрика;
- выпячивание стекловолокна;
- расслоение;
- взаимное смещение между слоями;
- взаимное смещение между проводником и рисунками отверстий;
- ширину гарантийных поясков.
Примечание - Для проверки наличия трещин фольги и отрыва переходов на внутренних слоях многослойных печатных плат испытание 3X11 для этих условий имеет более высокую чувствительность.
ТУ могут требовать проверки перед травлением границы раздела металлизированных сквозных отверстий и проводников на внутренних слоях.
12.9.5 Протокол
Протокол должен содержать:
a) номер и указатель редакции метода испытаний;
b) дату проведения испытания;
c) идентификацию испытуемого материала;
d) проверенные элементы;
е) результаты проверки.
12.9.6 Дополнительная информация
Гидроксид аммония - едкое химическое вещество с высокой щелочностью. Перекись водорода - сильный окислитель. Серная кислота - агрессивный раствор. С ними необходимо обращаться осторожно. Для предотвращения попадания серной кислоты в глаза и на кожу необходимо надевать защитные очки и химически стойкие перчатки. Полная инструкция по технике безопасности содержится в местных нормах.
12.10 Испытание 3X10: Паяемость, испытание металлизированных отверстий, проводников с поверхностным монтажом и соединительных контактных площадок при вращательном погружении
12.10.1 Цель
В испытании приведены методы испытания, описания дефектов и иллюстрации по оценке паяемости поверхностных проводников печатных плат, соединительных контактных площадок и металлизированных сквозных отверстий. Испытание проводят с помощью испытательного устройства с вращательным погружением. Испытание предназначено для использования как клиентом, так и поставщиком.
Настоящий метод испытания не является методом производственной пайки и лужения для подготовки или пайки печатных плат или узлов.
Определение паяемости проводят с целью проверки, что технологические процессы изготовления и последующее хранение печатных плат не оказали вредного воздействия на паяемость частей печатных плат, предназначенных для пайки. Для этого проводят оценку паяемости образца для испытания, взятого из платы, или репрезентативного купона, обработанного в составе панели плат и в последующем взятого из нее для испытания по выбранному методу.
Цель испытания паяемости - определение способности поверхностных проводников и соединительных контактных площадок смачиваться припоем и выдерживать жесткие условия процессов сборки.
12.10.2 Образец для испытаний
12.10.2.1 Требования к образцу для испытаний
Образец для испытания должен представлять собой репрезентативный купон, участок испытуемой печатной платы или всю плату, если размер позволяет, которые могут погружаться на установленную глубину. Образец для испытания должен быть репрезентативным для испытуемой партии или производственной серии печатных плат.
Если образец для испытания необходимо испытывать для испытания приемки печатной платы, количество образцов для испытания должно быть указано в ТУ.
12.10.2.2 Информация об образце для испытаний
Образец для испытания должен представлять собой всю плату в целом, участок платы или рекомендуемый купон. На рисунках 29 и 30 показаны рекомендуемые купоны. Образец для испытания должен быть шириной, обеспечивающей зазор 13 мм от сторон тигля с припоем.
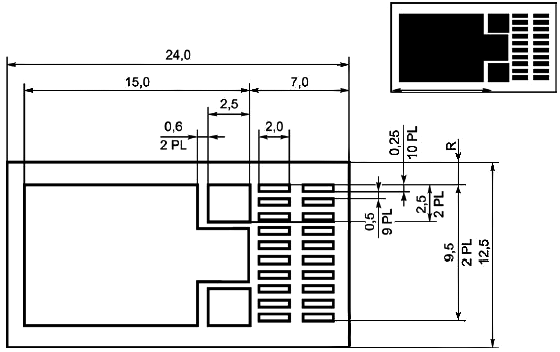
Рисунок 29 - Рекомендуемый образец для испытания элементов с поверхностным монтажом
Размеры в миллиметрах
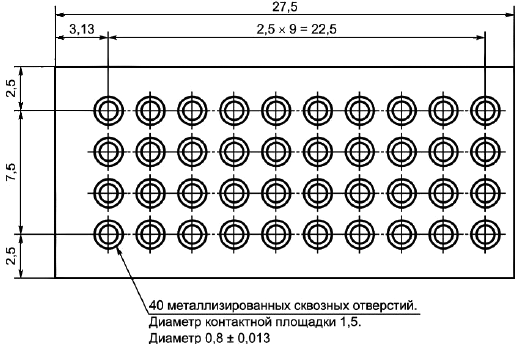
Рисунок 30 - Рекомендуемый образец для испытания металлизированных сквозных отверстий
Если необходимо испытать металлизированные сквозные отверстия, минимальное количество отверстий должно быть 30 на испытуемую партию. Минимальное количество выводов (металлизированных сквозных отверстий, соединительных контактных площадок) на один образец для испытания должно быть шесть. Образец для испытания должен быть репрезентативным для изделия.
Длина подвергаемой воздействию поверхности образца в направлении перемещения должна быть (25±5) мм.
12.10.2.3 Срок службы покрытия
Требуемый срок службы покрытия должен быть регламентирован. Ниже приведены рекомендации по определению нужного уровня срока службы покрытия. Перед испытанием необходимо выполнить предварительное кондиционирование образцов и установить тип флюса в соответствии с таблицей 5.
Таблица 5 - Требования к ускоренному старению и испытанию
Категория | Предварительное кондиционирование | Флюс |
1 (минимальный срок) | Без старения | Производственного типа |
2 (средний срок) | То же | Канифоль (см. 12.7.3.1.2) |
3 (максимальный срок) | старение 8 ч | То же |
12.10.2.3.1 Категории срока службы покрытия
Категория 1: минимальный срок службы покрытия
Предназначается для плат, которые распаиваются в течение 30 дней со дня изготовления и на которые предполагается минимальное тепловое воздействие и воздействие припоя.
Категория 2: средний срок службы покрытия
Предназначается для плат, которые предполагается хранить до 6 мес со дня изготовления и на которые предполагается умеренное тепловое воздействие и воздействие припоя.
Категория 3: максимальный срок службы покрытия
Предназначается для плат, которые предполагается хранить в течение длительного времени (более 6 мес) со дня изготовления и на которые предполагается сильное тепловое воздействие и воздействие припоя.
12.10.3 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
12.10.3.1 Материалы
12.10.3.1.1 Припой
В качестве припоя следует использовать Sn60 или Sn63. По согласованию между клиентом и поставщиком допускается использовать другие сплавы. Состав пайки должен поддерживаться в пределах, приведенных в таблице 6.
Таблица 6 - Максимальное содержание примесей в ванне с припоем
Примесь | Максимальное содержание примесей по массе |
Медь | 0,300 |
Золото | 0,200 |
Кадмий | 0,005 |
Цинк | 0,005 |
Алюминий | 0,006 |
Сурьма | 0,500 |
Железо | 0,020 |
Мышьяк | 0,030 |
Висмут | 0,250 |
Серебро | 0,100 |
Никель | 0,010 |
| |
12.10.3.1.2 Флюс
Необходимо использовать неактивную канифоль с номинальным составом, содержащим 25%-ной бесцветной, как вода, живичной канифоли, например типа LR3CN, в растворе 99%-ного изпропилового спирта. Плотность должна быть (0,843±0,005) г/см при температуре 25°С. Другие типы флюса для испытания паяемости допускается использовать только по согласованию между клиентом и поставщиком (например, активированный флюс, описанный в IEC 60068-2-20 (пункт 6.6.2), см. также 12.10.6.1.2 настоящего стандарта).
Примечание - При хранении флюсов, используемых при испытании на паяемость, необходимо принять меры, позволяющие сохранять содержание твердых составляющих неизменным и предотвратить загрязнение флюса.
12.10.3.1.3 Материал для удаления флюса
Материал, используемый для чистки образцов для испытания перед испытанием на паяемость, должен быть способен удалять видимые остатки флюса.
12.10.3.2 Оборудование
12.10.3.2.1 Тигель/ванна с припоем
Необходимо использовать ванну с припоем с регулированием с помощью термореле, имеющую размеры, необходимые для помещения в них образцов. Если не согласовано иное между клиентом и поставщиком, ванна с припоем должна содержать припой в количестве, позволяющем поддерживать во время испытания температуру (245±2)°С на глубине 25 мм ниже поверхности.
Не реже чем каждые 30 рабочих дней, припой должен проходить химический или спектрографический анализ или заменяться. Рабочий день состоит из любых 8 ч или любой части этого периода, в течение которых припой сжижается и используется. Максимальное содержание примесей и Sn должно соответствовать таблице 6.
Если результаты испытания, оформленные в соответствии с требованиями пользователя, указывают, что содержание примесей не достигает предельных значений, интервал между анализами может быть увеличен.
Если содержание примесей превосходит предельные значения, указанные в таблице 6, припой должен быть заменен, и интервал между анализами должен быть уменьшен.
12.10.3.2.2 Оборудование для оптического контроля
Как правило, контроль следует осуществлять невооруженным глазом (очки для коррекции зрения допускаются), но в некоторых случаях допускается использовать системы простых или проекционных линз с максимальным увеличением 10.
12.10.3.2.3 Оборудование для вращательного погружения
Необходимо использовать устройство, позволяющее перемещать образец по круговой траектории таким образом, чтобы плоская поверхность образца контактировала с припоем на постоянной скорости без остановки. Расстояние между нижним краем образца и папиросной бумагой должно быть (100±5) мм. На рисунке 31 показан пример оборудования для вращательного погружения.
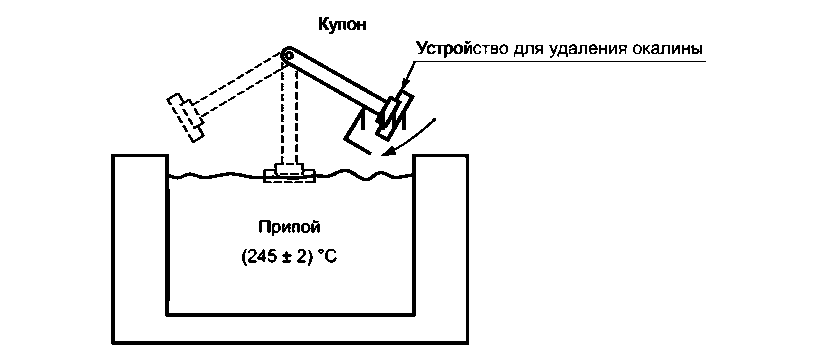
Примечание 1 - Таймер выдержки времени установлен на (3,0±0,5) с.
Примечание 2 - Регулирование частоты вращения на радиус 100,0 мм на паяльной станции.
Примечание 3 - Выдержка времени в конце поворота радиусом 100 мм для отвердения припоя.
Рисунок 31 - Оборудование вращательного погружения для испытания на паяемость
Части держателя, включая стопорную пружину (если установлена), контактирующие с образцом и/или припоем, должны иметь низкую теплоемкость и проводимость.
12.10.3.2.4 Оборудование для отсчета времени
В применимых случаях оборудование для отсчета времени должно быть автоматизированным и должно иметь точность, соответствующую требованиям настоящего метода испытания.
12.10.4 Метод
Выполнить следующие действия.
12.10.4.1 Ограничения
Настоящий метод допускается применять на большинстве конструкций печатных плат, имеющихся в отрасли. Из-за высокой теплоемкости, большого количества плоскостей и большой массы припоя в отверстии поведение толстых печатных плат отличается от поведения тонких плат. Эти факторы значительно снижают вероятность того, что все поверхности будут полностью в смоченном состоянии.
Если пользователю предоставлены достаточные свидетельства необходимости введения в процедуру испытания изменений, связанных с физическими характеристиками образца, а не с его паяемостью, должна быть оформлена документально и использована новая процедура, причем она должна быть использована только для этого конкретного случая.
12.10.4.2 Кондиционирование
12.10.4.2.1 Подготовка и кондиционирование образца для испытания
Образец (образцы) для испытания в состоянии поставки должен (должны) быть подготовлен (подготовлены) к испытанию в соответствии с методом кондиционирования 12.10.2.3, установленным пользователем. Необходимо принять меры, чтобы предохранить испытываемые поверхности от загрязнения (жира, пота и других загрязнителей).
По согласованию между клиентом и поставщиком, испытуемый образец может проходить другие типы предварительной подготовки, например, обезжиривание, чистку водой, полировку меди и пайки и/или горячую сушку.
12.10.4.2.2 Ускоренное старение
Ускоренное старение проводят в соответствии с испытанием 1Р03.
12.10.4.2.3 Горячая сушка
Непосредственно после старения паром до испытания на паяемость все образцы должны проходить горячую сушку при температуре (105±5)°С в течение (60) мин для удаления влаги и других летучих веществ с поверхности. До нанесения флюса и испытания образцы для испытания необходимо охладить до комнатной температуры.
12.10.4.3 Нанесение флюса
Погрузить образцы для испытания в флюс на время 5-10 с на всю глубину, на которую будут проводить пайку. Состав флюса должен поддерживаться в соответствии с требованиями, указанными в 12.10.3.1.2. После извлечения из флюса дать ему стечь с образца в течение не более 60 с в вертикальном положении и положить на лист впитывающей бумаги. Затем через не менее чем 1 мин, но не более 5 мин после сушки впитывающей бумагой, выполнить испытание на паяемость.
12.10.4.4 Испытание при вращательном погружении
Время контактирования между любой точкой испытуемой поверхности образца для испытания и расплавленным припоем должно определяться таймером, включаемым при электрическом контакте датчика с расплавленным припоем. Наконечник датчика должен находиться рядом с образцом на держателе образцов. Датчик необходимо содержать в чистоте; он должен быть электрически изолирован от держателя образцов, на котором распоен.
Для удаления окислов и остатков флюса с поверхности припоя в испытательном цикле непосредственно перед вводом образца для испытания должна вводиться полоса политетрафторэтилена или другого аналогичного материала шириной 50 мм.
Непосредственно перед погружением с поверхности расплавленного припоя необходимо полностью удалить шлак и обожженный флюс/остатки флюса.
После нанесения флюса и стекания флюса по 12.10.4.3 установить испытуемый образец в держатель образцов испытательного оборудования.
Если не указано иное, отрегулировать температуру на значение, необходимое для погружения в припой образца размером от 0,75 до 1,0 мм. Для обеспечения воздействия припоя на образец включить испытательное оборудование. После того как образец полностью извлечен из ванны с припоем, до его снятия с держателя дать припою отвердеть в положении, в котором остановилось устройство. Необходимо принять меры, чтобы припой не перетекал через верхнюю поверхность образца. Это можно обеспечить выбором правильной ширины образца.
Выдержка времени на максимальной глубине должна быть не менее (3±0,5) с.
До проверки необходимо с образцов удалить флюс с использованием вещества, указанного в 12.10.3.1.3.
12.10.4.5 Оценка
Визуальный контроль следует проводить невооруженным глазом с коррекцией 20/20. Для контроля необходимо обеспечить правильное освещение. Для облегчения оценки на граничных участках и в случаях, когда клиент и поставщик согласовали применение визуальной проверки при более лучших условиях, рекомендуется использовать оборудование, описанное в 12.10.3.2.2.
Участок шириной 3,2 мм от нижнего края образцов для испытания оценивать не следует. Участки, с которыми контактировали приспособления для крепления, оценивать не следует.
12.10.4.6 Составляющие протокола
12.10.4.7 Оценка металлизированных отверстий
Необходимо оценивать только металлизированные сквозные отверстия, расположенные на расстоянии не менее 5 мм от любой поверхности или крепежной конструкции, которая во время испытания служила опорой для образца. Участок шириной 3,2 мм от нижнего края образцов для испытания оценивать не следует. Участки, с которыми контактировали приспособления для крепления, оценивать не следует. На рисунке 32 показано качество смачивания металлизированных сквозных отверстий припоем.

Рисунок 32 - Качество смачивания металлизированных сквозных отверстий припоем
12.10.4.8 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) идентификационную информацию всех типов/источников образцов (плата, участок платы, купон и т.д.);
d) количество испытанных образцов;
e) использованные условия кондиционирования;
f) критерии приемки/отбраковки и результаты для каждого испытанного образца;
g) любое отклонение от настоящего метода испытаний.
12.10.5 Дополнительная информация
12.10.5.1 Требования к флюсу
12.10.5.1.1 Использование неактивированного флюса
По двум главным причинам для испытания на паяемость используют неактивированные канифольные флюсы из чистого флюса: для обеспечения максимальной чувствительности во время испытания и для обеспечения применения правильного основного флюса для результатов испытания. Материалы из активированной канифоли имеют разные характеристики - как произведенные одним изготовителем, так и произведенные разными изготовителями. Поэтому в отличие от материалов из неактивированной канифоли они не обеспечивают стабильность материала основания, достаточную для целей испытания.
12.10.5.1.2 Другие типы флюса
В некоторых случаях необходимо использовать иные типы флюса, чем неактивированный флюс, флюс из чистой канифоли. Необходимо помнить, что разные типы флюсов могут давать разные результаты. Поэтому, если испытания проводят клиент и поставщик, важно, чтобы в обоих случаях применялся один и тот же тип флюса.
12.10.5.2 Требования к горячей сушке
12.10.5.2.1 Время между горячей сушкой и испытанием
Чтобы не допустить адсорбцию пара в слоистую структуру, время между горячей сушкой и испытанием на паяемость должно быть минимально возможным. Это время зависит от окружающей температуры и влажности.
12.10.5.2.2 Предварительная горячая сушка
Газовыделение, которое может привести к появлению газовых раковин, мизлинга, вздутий и расслоению, можно снизить горячей сушкой печатных плат и/или образцов для испытания до пайки и/или испытания на паяемость для удаления влаги и растворителей. К появлению дефектов могут приводить и другие факторы, например скорость конвейера (при испытании пайки волной), температура припоя, содержание примесей, поэтому при появлении проблем необходимо анализировать и эти причины. Образцы должны проходить горячую сушку в подходящей печи с целью удаления адсорбированной влаги. Время между горячей сушкой и испытанием не должно превышать 24 ч. Температуру и время горячей сушки следует определять индивидуально.
Печатные платы следует подвергать предварительной горячей сушке только в том случае, если предварительную горячую сушку используют в процессе производства. В целях предотвращения и роста интерметаллических соединений предварительная сушка должна быть сведена к минимуму но, по крайней мере, она должна быть не меньше предварительной сушки в процессе производства.
12.11 Испытание 3X11: Оценка многослойных печатных плат (после термоудара) на неисправность переходов внутренних слоев и микротрещины фольги внутренних слоев
12.11.1 Цель
Метод испытаний описывает способ металлографической подготовки, шлифовки и полировки образцов печатных плат и способ оценки двух часто встречающихся отказов.
a) Неисправность переходов внутренних слоев (отрыв переходов)
Отрыв переходов внутренних слоев - это отделение или отсутствие соединения (частичное или полное) покрытий, нанесенных химическим или электролитическим способом, с фольгой или пленкой внутренних слоев в металлизированных сквозных отверстиях многослойной печатной платы.
b) Трещина фольги на внутренних слоях
Трещины в фольге или пленке на внутренних слоях, как правило, происходят вблизи области соединения покрытий, нанесенных химическим или электролитическим способом в металлизированных сквозных отверстиях многослойной печатной платы.
Метод испытания - дополнение к методу 3X09, который является главным металлографическим методом (метод микрошлифа), используемым при оценке многих параметров печатных плат.
В этом методе не приведены все возможные отказы, которые можно идентифицировать с помощью метода термоудара кондиционирования и последующего контроля под микроскопом.
12.11.2 Образец для испытаний
Как правило, образец для испытания содержит образец А или В в соответствии с IEC 62326-4-1. Берут не менее четырех образцов, из них не менее трех проходят микрошлиф перпендикулярно к поверхности образца и не менее одного параллельно к поверхности образца.
Образец также может содержать подходящую многослойную готовую плату. Необходимо анализировать не менее пяти отверстий с соединениями с внутренними слоями, распределенными между одним и более образцом. Количество микрошлифов должно соответствовать размеру партии, причем не менее 75% должны быть перпендикулярны к поверхности образца, а 25% должны быть параллельны поверхности образца.
В любом случае участок платы, выбранный в качестве образца, должен вырезаться из платы способом, не вызывающим внутреннего или внешнего повреждения проверяемых отверстий. Вырез выполняют на расстоянии не менее 5 мм от проверяемых отверстий.
12.11.3 Испытательное оборудование и материалы
Должны быть использованы следующие материалы и испытательное оборудование:
a) печь с циркуляцией воздуха, способная поддерживать температуру не менее (125±5)°С;
b) тигель с припоем, способный поддерживать температуру 260°С-265°С (измеренную на 25 ниже поверхности припоя). Размеры тигля должны быть не менее чем 25 мм в длину, ширину и глубину. Припой может представлять собой состав олово/свинец с соотношением 60:40 или 63:37;
c) допускается использовать запатентованное вращательное шлифовальное и полировальное оборудование с комплектом наждачной бумаги;
d) для облегчения полировки может быть составлено подходящее смазочное вещество, состоящее из:
- 65%-ной дистиллированной или деионизированной воды,
- 25%-ного метанола,
- 10%-ного глицерола,
- капли моющей присадки;
e) травильный раствор для оценки внутреннего слоя на отсутствие трещин фольги следует готовить для каждой оценки или ежедневно в следующем составе:
- 50 см дистиллированной или деионизированной воды,
- 25 см аммиачного раствора (удельная плотность 0,88),
- 20 см перекиси водорода (% по объему);
f) травильный раствор для оценки наличия неисправности переходов внутренних слоев. Его следует готовить для каждой оценки или ежедневно в следующем составе:
- 65 см дистиллированной или деионизированной воды,
- 25 см аммиачного раствора,
- 10 мг персульфата аммония.
Примечание - Перед использованием раствор необходимо выдержать не менее 2 ч;
g) установка для сушки нагретым воздухом для сушки струей горячего воздуха;
h) микроскоп с диапазоном увеличения не менее 400- 1000
.
12.11.4 Метод
Выполнить следующие действия.
12.11.4.1 Предварительное кондиционирование
Образец выдержать в печи с циркуляцией воздуха в течение 1 ч при температуре (125±5)°С, затем снова установить лабораторные окружающие условия на период не более 8 ч.
12.11.4.2 Кондиционирование (термоудар)
Нанести на образец флюс, используя материал, указанный в IEC 60068-2-20 (пункт 6.6.2).
12.11.4.3 Подготовка образцов
Образцы, на которых необходимо выполнить вертикальный микрошлиф, следует шлифовать наждачной бумагой номер 180-320, используя воду в качестве смазочного материала, под прямым углом к краю платы до состояния, когда через слоистый материал чуть виден цилиндр металлизированного сквозного отверстия с параллельными сторонами. Шлифованные края должны быть параллельны оси сверленого отверстия. Образцы, на которых необходимо выполнить горизонтальный микрошлиф, следует шлифовать до удаления поверхностного мениска припоя. До герметизации все образцы должны быть высушены.
12.11.4.4 Герметизация образца
Образцы монтируют с использованием пасты для заливки/запрессовки из эпоксидной или акриловой смолы с холодным отвердением. Должны быть использованы способы монтажа с принудительным отвердением и повышенным давлением или же методы горячего прессования.
Образцы, на которых необходимо выполнить вертикальный микрошлиф, монтируют с использованием подходящего разделительного зажима, удерживающего образец в вертикальном положении и по центру формы.
Образцы, на которых необходимо выполнить горизонтальный микрошлиф, в форме должны быть установлены плашмя. При необходимости для ограничения скорости шлифования по обеим сторонам образца могут быть установлены металлические штыри.
Микрошлифы следует маркировать таким образом, чтобы можно было установить их принадлежность к партии испытания/контроля. Необходимо принять меры, чтобы маркировка не удалялась в результате герметизации или шлифования.
Паста для заливки/запрессовки должна заливаться в форму таким образом, чтобы обеспечивалось заполнение всех отверстий образца и до полного покрытия образца обеспечивалось удаление всех пузырей захваченного воздуха. После отвердения герметизированный образец должен быть полностью извлечен из формы.
12.11.4.5 Шлифование микрошлифа
В начале смонтированный образец следует шлифовать наждачной бумагой номер 180 с водой в качестве смазки. Вертикальные микрошлифы следует шлифовать до уровня, находящегося непосредственно рядом с осевой линией металлизированного сквозного отверстия, причем все отверстия следует шлифовать до одинакового уровня. Горизонтальные микрошлифы следует шлифовать до глубины, находящейся непосредственно рядом с первым внутренним слоем.
Затем микрошлифы необходимо слегка прошлифовать последовательно наждачной бумагой номеров 320, 600 и 1200. После этого при необходимости можно использовать наждачную бумагу номер 2400. В качестве смазочного материала необходимо использовать воду. После каждой стадии шлифования образец необходимо промывать и поворачивать на 90° для следующей стадии. Шлифование на каждой стадии необходимо продолжать до состояния, когда признаки предыдущей стадии шлифования становятся невидимы.
12.11.4.6 Полировка микрошлифа
Затем микрошлифы необходимо полировать легким нажатием руки с использованием подходящей ткани для полировки, при этом вращая образец против направления полировального круга. Необходимо последовательно использовать более тонкие полировальники и полировальные составы и полировать в течение указанных периодов времени:
- алмазный круг 6 мкм - 30 с;
- алмазный круг 3 мкм - 20 с;
- алмазный круг 1 мкм - 10 с.
Смазочный материал, подходящий для полировки, описан в перечислении с) 12.11.3 настоящего метода испытания.
После каждой стадии полировки микрошлиф следует промывать подходящим патентованным очищающим средством до удаления всех следов алмазной пасты и/или смазочного средства. После сушки следует выполнить завершающую промывку микрошлифа спиртом.
12.11.4.7 Проверка качества подготовки микрошлифа
После полировки, но до травления, микрошлиф необходимо проверить при 400 увеличении. На поверхности микрошлифа не должно быть царапин, пятен и других дефектов, способных затруднять контроль элементов образцов.
При необходимости микрошлифы следует подвергнуть повторной шлифовке наждачной бумагой номеров от 1200 или 2400, а затем повторной полировке в соответствии с 12.11.4.5.
Примечание - Контроль внутренних переходов до травления образца способен выявить плохое соединение металлов, осажденных на внутренние слои, а также другие дефекты, которые при последующем травлении могут быть скрыты.
12.11.4.8 Травление микрошлифа
После первоначального контроля необходимо выполнить травление микрошлифа с целью выявления отделения или отсутствия соединения металлов, осажденных на внутренние слои, или трещин фольги внутренних слоев. Необходимо выполнить два отдельных процесса травления.
Примечание - Указанные травильные растворы предназначены для электроосажденной меди и медной фольги внутренних слоев. Травильные растворы имеют ограниченное время хранения и должны готовиться заново. Для образцов, имеющих электроосажденный материал и материал фольги внутренних слоев, отличный от меди, могут требоваться другие типы травильного раствора. Травильный раствор следует наносить только на свежеполированные, очищенные и обезжиренные микрошлифы.
12.11.4.8.1 Трещины фольги на внутренних слоях
Необходимо использовать травильный раствор, описанный в перечислении d) 12.11.3. На суспензию гамма-глинозема или альфа-глинозема, осажденного на вращающуюся полировальную ткань, необходимо нанести несколько капель травильного раствора. Затем легким надавливанием руки микрошлиф следует вращать против направления вращения ткани в течение 10-15 с. Затем микрошлифы необходимо промыть водой для удаления остаточного травильного раствора, затем промыть спиртом и высушить.
Или травильный раствор на микрошлиф можно нанести с помощью ватной палочки, смоченной суспензией глинозем/травильный раствор.
Рекомендуется сначала выполнить легкое травление, а затем для увеличения глубины травления повторять травление. Перетравления следует избегать, но можно исправить повторной полировкой образца.
12.11.4.8.2 Неисправность переходов внутренних слоев
Необходимо использовать травильный раствор, описанный в 12.11.3. После полировки и промывки микрошлиф следует погрузить в травильный раствор приблизительно на 1 с (в зависимости от активности травильного раствора), а затем промыть в воде, спирте и высушить.
Или же, травильный раствор на микрошлиф можно нанести с помощью ватной палочки, смоченной суспензией глинозем/травильный раствор.
Рекомендуется сначала выполнить легкое травление, а затем для увеличения глубины травления повторять травление. Перетравления следует избегать, но можно исправить повторной полировкой образца.
12.11.4.9 Проверка
Протравленный микрошлиф необходимо проверить при увеличении 400 и 1000
.
12.11.5 Протокол
Протокол должен содержать (для каждого образца):
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) идентификационную информацию и описание образцов;
d) количество испытанных образцов;
е) тип неисправности, если имеется неисправность;
f) микрофотоснимок в случае визуального контроля в протокол должен быть включен;
g) любое отклонение от настоящего метода испытаний;
h) информацию о специалисте, проводившем испытание.
12.11.6 Дополнительная информация
В процессе подготовки и анализа микрошлифа важное значение имеют уровень опыта и квалификация оператора. Перед применением настоящего метода операторы должны ознакомиться с основами выполнения микрошлифа.
Для обеспечения качественного шлифования необходимо регулярно менять шлифовальные чаши. Другие лабораторные расходные материалы должны регулярно пополняться.
Необходимо использовать цветные микрофотоснимки.
12.12 Испытание 3X12: Адгезия органического покрытия печатной платы (метод с использованием ленты)
12.12.1 Цель
Метод испытаний описывает процедуру оценки адгезии материала органического покрытия к низлежащим материалам печатной платы.
С помощью этого метода можно оцениваться материалы, такие как стабильный полимерный паяльный резист, проводящие пасты и маркировочные краски.
К низлежащим материалам печатной платы, испытуемым совместно с оцениваемым материалом, относят материал основания (подложку) и неорганические покрытия.
12.12.2 Образец для испытаний
Необходимо использовать тестовый рисунок в форме шахматной доски, описанный в IEC 62326-4-1 как образец G. Весь образец G должен быть покрыт испытуемым органическим покрытием. На рисунке 33 показан образец для испытания.
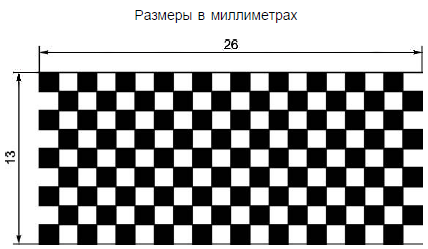
Примечание - Белые квадраты обозначают присутствие низлежащих покрытий и/или металлизации. Черные квадраты обозначают отсутствие низлежащих покрытий и/или металлизации. Испытуемый материал наносятся на весь образец для испытания.
Рисунок 33 - Образец для испытания
Низлежащие материалы печатной платы - это те материалы, на который наносят испытуемый материал. Сочетания этих материалов должны быть согласованы между поставщиком печатных плат и клиентом.
Минимальное количество оценок должно быть пять.
12.12.3 Испытательное оборудование и материалы
Должны быть использованы материалы:
необходимо использовать непереходную самоклеющуюся ленту в соответствии с IEC 60454-1. Ширина ленты должна быть не менее 13 мм. Одна из подходящих для этой цели лент имеет обозначение IEC 60454-3-1-5/F-PVCP/90x. Для каждого испытания следует использовать новый кусок ленты.
12.12.4 Метод
Выполнить следующие действия:
a) Образец очистить подходящим органическим растворителем и дать высохнуть.
b) Необходимо взять кусок ленты длиной 50 мм. Клейкую сторону ленты приложить к испытываемому образцу без образования воздушных пузырьков. Это можно сделать надавливанием пальцем, с помощью ручного валика или ластика. Лента должна полностью накрывать образец для испытания.
c) После интервала времени не менее 10 с снять ленту резким рывком, направленным примерно перпендикулярно к плоскости образца для испытания.
d) Затем ленту можно перевести на чистый лист белой бумаги или картона. Это позволяет оценить степень перехода материала и облегчить регистрацию настоящих испытаний. В случаях, когда испытывают белые или светлые пасты, следует использовать бумагу или картон подходящего контрастного цвета.
12.12.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) идентификационную информацию и описание образцов;
d) количество испытанных образцов;
e) расположенное(ые) ниже покрытие(я).
f) описание степени перехода материала на ленту. Или если выполнен перевод ленты на бумагу или картон, как описано в 12.12.4, в протокол может быть включена сама лента;
g) описание состояния низлежащих материалов печатной платы;
h) чистящий раствор;
i) любое отклонение от настоящего метода испытаний;
j) информацию о специалисте, проводившем испытание.
12.12.6 Дополнительная информация
В некоторых стандартах проверку адгезии материалов печатных плат проводят с помощью метода поперечного разреза. Для органических покрытий печатных плат описанный в настоящем стандарте метод должен рассматриваться как предпочтительный метод.
Результат данного испытания является качественной характеристикой. Неопределенность измерений не следует принимать во внимание. Результаты действительны только для испытанных сочетаний материалов и/или покрытий.
Приложение А
(справочное)
Примеры с решениями
Ниже приведены примеры оценки неопределенности при различных испытаниях печатных плат с решениями:
Пример 1:
Метод: Многократное измерение собственного веса (номинального) 200 Н с помощью тензометра (аналог испытания на вырыв QTH).
Исходные данные: | 198,50 | 198,50 | 198,75 | 198,75 | 198,75 |
198,00 | 198,50 | 198,50 | 198,50 | 198,75 | |
198,20 | 198,50 | 198,50 | 198,50 | 198,75 | |
198,20 | 198,50 | 198,50 | 198,50 | 198,50 | |
198,00 | 198,50 | 198,75 | 198,50 | 198,75 |
Табличное значение |
|
Размер образца | 25. |
Градуировка шкалы: | 1,0 Н. |
Среднее значение: | 198,50 Н. |
Стандартное | 0,215 Н. |
![]() Н.
Н.
±1% (в соответствии с сертификатом калибровки) = 1,985 Н.
±20% (в соответствии с градуировкой) = ±0,2 Н.
![]() ±2,187 Н = ±1,1%.
±2,187 Н = ±1,1%.
Таким образом, неопределенность измерения оценивается, как равная ±1,1%.
Пример 2:
Метод: Многократное измерение уровня ионных примесей в испытуемом растворе при добавлении отмеренного количества калибровочного раствора. Измерение проводят с помощью промышленного прибора для измерения ионных примесей.
Исходные данные: | 1,00 | 1,03 | 1,11 | 1,03 | 1,05 |
1,10 | 0,92 | 1,06 | 0,91 | 0,92 |
Табличное значение |
|
Размер образца | 10. |
Среднее значение: | 1,013 мкг. |
Стандартное отклонение | 0,074 мкг. |
Градуировка шкалы: | неприменимо. |
![]() мг/см
мг/см.
±5% (калибровка пипетки Гильмана или испытуемого раствора) = ±0,05 мг.
![]() ±0,0729 мг = ±7,29%.
±0,0729 мг = ±7,29%.
Таким образом, неопределенность измерения оценивается, как равная ±7,29%.
Пример 3:
Метод: Многократное измерение сопротивления изоляции поверхности образца для испытания (номинальное значение 100 МОм) с помощью мегомметра.
Исходные | 68,00 | 102,50 | 105,00 | 108,75 |
81,25 | 102,50 | 107,50 | 113,75 | |
90,00 | 102,50 | 107,50 |
Табличное значение |
|
Размер образца | 11. |
Среднее значение: | 99,02 МОм. |
Стандартное отклонение | 13,73 МОм. |
Градуировка шкалы: | 1,25 МОм. |
![]() МОм.
МОм.
±5% (в соответствии с сертификатом калибровки) = ±5% от 99,02 = ±0,4951 МОм.
±20% от градуировки (1,25 МОм) = ±0,25 МОм.
![]() ±9,456 МОм = 9,5%.
±9,456 МОм = 9,5%.
Приложение ДА
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам
Таблица ДА.1
Обозначение и наименование международного стандарта | Степень соответствия | Обозначение и наименование межгосударственного стандарта |
IEC 61188-1-2:1988 Печатные платы и печатные узлы. Проектирование и использование. Часть 1-2. Общие требования. Согласованное полное сопротивления | IDT | ГОСТ IEC 61188-1-2-2013 Печатные платы и печатные узлы. Проектирование и применение. Часть 1-2. Общие требования. Контролируемое волновое сопротивление |
IEC 62326-4:1996 Печатные платы. Часть 4. Жесткие многослойные печатные платы с межслойными соединениями. Технические требования | IDT | ГОСТ IEC 62326-4-2013 Печатные платы. Часть 4. Жесткие многослойные печатные платы с межслойными соединениями. Технические требования |
IEC 62326-4-1:1996 Печатные платы. Часть 4. Жесткие многослойные печатные платы с межслойными соединениями. Технические требования. Раздел 1. Аттестация производительности. Уровни качества А, В и С | IDT | ГОСТ IEC 62326-4-1-2013 Печатные платы. Часть 4-1. Жесткие многослойные печатные платы с межслойными соединениями. Технические условия. Требования соответствия. Классы качества А, В и С |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: | ||
УДК 261.3.049.75:006.354 | МКС 31.180 | IDT |
Ключевые слова: печатные платы, испытания, визуальные испытания, химические испытания, механические испытания, электрические испытания, испытания на воздействие внешних факторов | ||
Электронный текст документа
и сверен по:
, 2015
