ГОСТ IЕС 62326-4-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПЛАТЫ ПЕЧАТНЫЕ*
Часть 4
Жесткие многослойные печатные платы с межслойными соединениями
Технические условия
Printed boards. Part 4. Rigid multilayer printed boards with interlayer connections. Sectional specification
________________
* Поправка (ИУС 10-2015)
МКС 31.180
Дата введения 2015-03-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Некоммерческим образовательным частным учреждением "Новая инженерная школа" (НОЧУ "НИШ") на основе аутентичного перевода на русский язык указанного в пункте 5 стандарта, который выполнен Российской комиссией экспертов МЭК/ТК 91
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 420 "Базовые несущие конструкции, печатные платы, сборка и монтаж электронных модулей"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 14 ноября 2013 г. N 44)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 16 сентября 2014 года N 1111-ст межгосударственный стандарт ГОСТ IEC 62326-4-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2015 года.
5 Настоящий стандарт идентичен международному стандарту IEC 62326-4:1996* Printed boards - Part 4: Rigid multilayer printed boards with interlayer connections - Sectional specification (Печатные платы. Часть 4. Жесткие многослойные печатные платы с межслойными соединениями. Технические условия).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Перевод с английского языка (en).
Международный стандарт разработан Техническим комитетом по стандартизации IEC/TC 91 "Технология сборки электронного оборудования" международной электротехнической комиссии (IEC).
Наименование стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5 (пункт 3.5).
Официальные экземпляры международного стандарта, на основе которого подготовлен настоящий межгосударственный стандарт, и международных стандартов, на которые даны ссылки, имеются в национальных органах по стандартизации.
В разделе "Нормативные ссылки" и тексте стандарта ссылки на международные стандарты актуализированы.
Степень соответствия - идентичная (IDT).
6 ВВЕДЕН ВПЕРВЫЕ
ВНЕСЕНА поправка*, опубликованная в ИУС N 10, 2015 год
_________________________
* См. ярлык "Примечания".
Поправка внесена изготовителем базы данных
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
IEC 62326 применяют к печатным платам, готовым к монтажу компонентов, независимо от способа их изготовления.
IEC 62326 состоит из отдельных частей, содержащих информацию для разработчиков, общие технические условия, технические требования на печатные платы, информацию по аттестации производительности для Системы оценки качества электронных компонентов (IECQ) и требования к различным типам печатных плат.
1 Область применения
Настоящий стандарт применяют к жестким многослойным печатным платам независимо от способа их изготовления. Настоящий стандарт - база, на основе которой составляют соглашения между производителем и пользователем.
В настоящем стандарте приведена дополнительная информация, которой необходимо дополнить общие технические условия IEC 62326-1 в отношении печатных плат, приемку которых предполагается проводить в соответствии с Системой оценки качества электронных компонентов (IECQ).
В настоящем стандарте установлены однообразные требования к печатным платам, заданы характеристики, используемые при оценке печатных плат, и методы, используемые для испытания печатных плат на соответствие качества (при контроле по партиям, контроле процессов и периодическом контроле).
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы. Для датированных ссылок применяют только указанное издание ссылочного документа. Для недатированных ссылок применяют последнее издание ссылочного документа (включая все его изменения).
IEC 60068-2-3:1969 Environmental testing - Part 2: Tests - Test Ca: Damp heat, steady state (Испытание на воздействие внешних факторов. Часть 2. Испытания. Испытание Са: Влажное тепло, установившийся режим)
IEC 60068-2-20:1979 Environmental testing - Part 2: Tests - Test T: Soldering (Испытание на воздействие внешних факторов. Часть 2. Испытания. Испытание Т: Пайка)
IEC 60068-2-38:1974 Environmental testing - Part 2: Tests - Test Z/AD: Composite temperature/humidity cyclic tests (Испытание на воздействие внешних факторов. Часть 2. Испытания. Испытание Z/AD: Составные циклические испытания температура/влажность)
IEC 61189-3 Test methods for electrical materials, interconnections structures and assemblies - Part 3: Test methods for interconnection structures (Методы испытаний электрических материалов, структуры межсоединений и печатных узлов. Часть 3. Методы испытаний структуры межсоединений)
IEC 61249-5-1:1995 Materials for interconnection structures - Part 5: Sectional specification set for conductive foils and films with and without coatings - Section 1: Copper foils (for the manufacture of copper-clad base materials) [Материалы для структур межсоединений. Часть 5. Технические требования к проводящей фольге и пленке с покрытием и без покрытия. Раздел 1. Медная фольга (для изготовления материала основания с медным покрытием)]
IEC 62326-1:1995 Printed boards - Part 1: Generic Specification (Печатные платы. Часть 1. Общие технические условия)
IEC 62326-4-1 Printed boards - Part 4: Rigid multilayer printed boards with interlayer connections - Section 1: Capability detail specification: Performance levels А, В and С (Печатные платы. Часть 4. Жесткие многослойные печатные платы с межслойными соединениями. Раздел 1. Аттестация производительности: уровни качества А, В и С)
QC 001002:1986 Rules of Procedure of the IEC Quality Assessment System for Electronic Components (IECQ) [Правила процедуры Системы оценки качества электронных компонентов (IECQ)]
3 Общее
Если не указано особо, все пункты и таблицы, приведенные в настоящем стандарте, применяют к печатным платам, соответствующим требованиям системы (IECQ). Процедуры и требования должны соответствовать IEC 62326-1.
3.1 Печатные платы, полностью соответствующие требованиям стандартных уровней качества (уровней А, В или С)
Эти технические требования (ТТ) относятся к жестким многослойным печатным платам и предназначены служить базой для подготовки:
аттестации производительности (АП), относящейся к уровням качества (уровням А, В или С) и используемой в процедурах подтверждения возможностей производителя. Как правило, необходима АП, охватывающая все уровни качества. Аттестацию производительности готовит IEC;
частных технических условий потребителя (ЧТУП) на печатные платы в соответствии с требованиями IEC 62326-1 (подраздел 7.2). ЧТУП описывают выбранный уровень качества в соответствии с таблицей 1 настоящего стандарта. ЧТУП предоставляет потребитель, с указанием номера, присвоенного данным ЧТУП в системе нумерации потребителя.
Для изготовления печатных плат допускается использовать любые сочетания материалов основания по IEC 61249-2-7, IEC 61249-2-11 или IEC 61249-2-9 с препрегом по IEC 61249-4-1 и/или медной фольгой по IEC 61249-5-1, и/или постоянным полимерным покрытием по IEC 61249-8-5.
В таблице 1 приведены характеристики, используемые для оценки жестких многослойных печатных плат с межслойными соединениями, с указанием испытаний, необходимых для проверки этих характеристик. В ЧТУП указывают характеристики и испытания из этой таблицы.
Если в данных ЧТУП должна быть указана дополнительная информация об испытании, в соответствующем столбце ставят звездочку. Эту информацию задают в соответствии с IEC 61189-3.
В разделе 6 указывают последовательность испытаний.
3.2 Печатные платы с нестандартными требованиями (уровень качества X)
Эти технические требования (ТТ) относятся к жестким многослойным печатным платам и предназначены служить базой для подготовки частных технических условий для потребителя (ЧТУП) в соответствии с требованиями IEC 62326-1 (подраздел 7.2).
ЧТУП предоставляет потребитель с указанием номера, присвоенного ЧТУП в системе нумерации потребителя.
Потребитель с помощью таблицы 1 устанавливает требования к печатным платам, при этом ни при каких обстоятельствах уровень качества не должен быть ниже уровня А. Если выбирают другой Фактор управления риска (ФУР), в данных ЧТУП задают один из более жестких ФУР IEC 62326-1 (таблица 1).
В ЧТУП указывают материалы, используемые для изготовления печатной платы.
Если в ЧТУП должна быть указана дополнительная информация об испытании, в соответствующем столбце таблицы 1 ставят звездочку. Эта информация - согласно IEC 61189-3.
В разделе 6 указывают последовательность испытаний.
4 Подтверждение возможностей производителя и повторное подтверждение возможностей производителя
Для того чтобы стать участником системы IECQ, производитель печатных плат должен получить подтверждение своих возможностей в соответствии с IEC 62326-1 (раздел 5).
4.1 Возможности по производству определенных изделий
Для получения подтверждения своих возможностей по производству определенного изделия производитель печатных плат должен выполнить требования по испытаниям, указанные в АП, относящейся к изделию, по отношению к которому производитель намеревается получить подтверждение. Подтверждение на уровень А включает только уровень качества А. Подтверждение на уровень В включает уровни качества А и В. Подтверждение на уровень С распространяется на три зарегистрированных уровня качества А, В и С.
4.2 Возможности технологического процесса
Для возможностей технологического процесса применяют IEC 62326-1 (пункт 5.5.3).
4.3 Повторное подтверждение возможностей технологического процесса
Производитель должен повторно подтверждать свои возможности путем успешного выполнения испытаний соответствия качества или других эквивалентных испытаний, определенных в данных ЧТУП первоначального утверждения его возможностей. В случае невыполнения требований данных ЧТУП, для устранения несоответствия принимают корректирующие меры.
Для повторного подтверждения возможностей проверяют степень эффективности производства в соответствии с вышеописанным и IEC 62326-1 (подраздел 5.8).
5 Образцы для испытаний
5.1 Печатные платы, полностью соответствующие требованиям стандартных уровней качества (уровней А, В или С)
Образцы, используемые в качестве компонентов для аттестации возможностей производителя (КАВП), должны представлять собой тест-плату для испытаний производства (ТПИП) или сборки из нескольких ТПИП, описанные в IEC 62326-4-1 (раздел 6), или групповую заготовку (ГЗ), имеющую аналогичные образцы для испытаний. Определения уровней А, В и С приведены в IEC 62326-1 (подраздел 3.2).
5.2 Печатные платы с нестандартными требованиями (уровень качества X)
Образцы должны представлять собой групповые заготовки, имеющие рисунки печатной платы, подходящие для испытаний. Если необходимы дополнительные данные, их определяют в данных ЧТУП.
6 Последовательность испытаний
Испытания групп проводят в последовательности, приведенной ниже. Если не указано особо, последовательность испытаний в пределах одной группы испытаний может быть любой. Для указания испытаний используют коды, приведенные в таблице 1.
Группа испытаний 1 - испытания в процессе производства:
V5.2 - визуальный контроль внутренних проводников,
V6.2 - визуальный контроль частиц между внутренними проводниками,
D5.2 - контроль ширины проводников во внутренних слоях,
D6.2 - контроль зазора между проводниками во внутренних слоях;
Группа испытаний 2 - визуальный контроль и размерный контроль (неразрушающий контроль):
V1 - визуальный контроль соответствия качества,
V2 - визуальный контроль внешнего вида и качества изготовления,
V3 - визуальный контроль сквозных металлизированных отверстий в состоянии поставки,
V5.1 - визуальный контроль внешних проводников,
V6.1 - визуальный контроль частиц между внешними слоями,
V7 - визуальный контроль постоянных полимерных покрытий,
D1 - размерный контроль печатных плат (внешнего контура),
D2 - размерный контроль толщины печатных плат на участке концевых печатных контактов,
D3.1 - размерный контроль диаметров отверстий,
D4 - размерный контроль пазов, вырезов и канавок,
D5.1 - размерный контроль ширины проводников во внешних слоях,
D6.1 - размерный контроль зазора между проводниками во внешних слоях,
D7.1 - размерный контроль внешних металлизированных отверстий,
D7.2 - размерный контроль внешних неметаллизированных отверстий,
D8 - размерный контроль точности положения,
D9 - размерный контроль постоянных полимерных покрытий (без микрошлифа),
D10 - размерный контроль плоскостности;
Группа испытаний 3 - испытания состояния поверхности (неразрушающие испытания):
S1.2 - толщина металлизации (области контакта),
S1.4 - пористость образец N последовательность,
S1.1 - адгезия металлизации, метод с использованием ленты,
S1.3 - толщина металлизации (кроме областей контакта),
S2 - адгезия постоянного полимерного покрытия, метод с использованием ленты,
S4 - стойкость к воздействию чистящих веществ и флюса;
Группа испытаний 4 - электрические испытания (неразрушающие испытания):
Е1 - электрическая целостность,
Е2 - испытание током, сквозные металлизированные отверстия,
Е3 - испытание напряжением,
Е6 - волновое сопротивление (если применимо);
Группа испытаний 5 - разрушающие испытания:
V4 - визуальный контроль сквозных металлизированных отверстий после микрошлифа,
D3.2 - размерный контроль толщины металлизации (микрошлиф),
D7.3 - размерный контроль внешних внутренних металлизированных отверстий (микрошлиф),
D9.3 - размерный контроль толщины полимерного покрытия (микрошлиф),
S1.1 - адгезия металлизации, метод полирования,
S3 - паяемость,
Е4 - изменение электрического сопротивления сквозных металлизированных отверстий,
Е5 - сопротивление изоляции; Р1: Прочность на отслаивание,
Р2 - прочность на вырыв сквозных металлизированных отверстий без контактных площадок,
Y1 - расслоение, термоудар,
Y4 - металлизированные отверстия после предварительного кондиционирования.
7 Оценка качества
ЧТУП содержат полную информацию по оценке качества печатных плат, полностью соответствующих требованиям стандартных уровней качества. В данных ЧТУП указывают соответствующий уровень контроля соответствия качества из таблицы 1 (уровень качества А, В или С).
Для печатных плат с нестандартными требованиями всю необходимую оценку качества проводят в соответствии с IEC 62326-1 (пункт 7.2.6).
Если не указано особо, для проведения испытаний при контроле по партиям и при периодическом контроле допускается использовать готовые печатные платы и/или специально спроектированные образцы для испытаний.
Если используют специально спроектированные образцы для испытаний, их включают в состав панели. Такие образцы могут проектироваться на основе подходящего рисунка ТПИТ, приведенных в IEC 62326-4-1 (раздел 6). Как правило, при этом необходима консультация между производителем и потребителем.
8 Данные частных технических условий потребителя (ЧТУП)
Данные ЧТУП содержат всю информацию, необходимую для четкого и полного определения печатной платы. Рекомендуется следовать рекомендациям, приведенным в IEC 61188-1.
Необходимо избегать включения ненужных требований. В случае необходимости указывают допустимые отклонения, а если это достаточно, указывают номинальные значения без допусков или просто максимальное и минимальное значения. Если для определенных областей или частей печатной платы необходимы точные допуски, их вводят только для этих областей или частей.
Если существует несколько способов представления классов допусков, рекомендуется использовать варианты, приведенные в IEC 61188-6.
Если имеется расхождение между данными ЧТУП и другой спецификацией, например, базовой спецификацией, общими техническими условиями или техническими требованиями, преимущество имеют данные ЧТУП.
9 Характеристики печатных плат
Требования к характеристикам жестких многослойных печатных плат приведены в таблице 1. Здесь показаны уровни качества и критерии оценки соответствия их качества (уровни качества А, В и С). Для печатных плат с нестандартными требованиями (уровень качества X) всю информацию приводят в ЧТУП.
Таблица 1 - Требования к характеристикам
Примечание - буквы "GR" указывают, что должны удовлетворяться только общие требования. Расшифровка аббревиатур приведена в приложении А.
Код испытания | Характеристика | Общее требование | Специальное требование к уровням качества | Оценка | |||||
А | В | С | ФУР (IEC 62326-1) | Образец для испытания (IEC 62326-4-1) | Номер испытания (IEC 61189-3) | Код контроля в ходе производства (IEC 62326-1) | |||
V | Визуальный контроль | ||||||||
V1 | Соответствие | Рисунок, маркировка и покрытия материалов при визуальной проверке без увеличения должны соответствовать ЧТУП. Не должно быть видимых дефектов | Как указано | - | - | 6,5 | Вся печатная плата/ | 3V04 | С4 |
- | Как указано | Как указано | 4,0 | ||||||
V2 | Внешний вид и качество изготовления | Платы должны быть изготовлены с тщательностью и высоким качеством, с использованием правильных способов производства | GR | - | - | 6,5 | Вся печатная плата/ | 3V01 | С4 |
- | GR | GR | 4,0 | ||||||
V3 | Сквозные металлические отверстия в состоянии поставки | При визуальной проверке без увеличения сквозные металлические отверстия должны быть чистыми, без включений, способных создать препятствия при установке компонентов и ухудшить паяемость | GR | - | - | 4,0 | Вся печатная плата | 3V04 | С4 |
- | GR | GR | 2,5 | ||||||
При визуальной проверке без увеличения количество отверстий с несплошностью не должно превышать заданный процент общего количества сквозных металлических отверстий | 5% | - | - | 4,0 | С2 | ||||
- | 1% | Нет | 2,5 | ||||||
Отверстия с несплошностью | Общая площадь несплошности в отверстии не должна превышать заданный процент от общей площади | 5% | - | - | 4,0 | С2 | |||
- | 2% | 2% | 2,5 | ||||||
Максимальный размер раковин не должен превышать заданный процент длины окружности отверстия в горизонтальной плоскости или такой же процент толщины платы в вертикальной плоскости | 15% | - | - | 4,0 | С2 | ||||
- | 10% | 5% | 2,5 | ||||||
V4 | Сквозные металлические отверстия после микрошлифа | Сквозные металлизированные отверстия (уровни В и С) испытывают при кондиционировании в состоянии поставки и после кондиционирования в соответствии с кодом испытания Y4. Раковины не должны совпадать с внутренними или внешними слоями меди. | - | GR | - | 1,5 | А или В (три отверстия) | 3X09 | С1 |
- | - | GR | 1,0 | ||||||
V4.1 | Загрязнение смолой на поверхности раздела | Загрязнение смолой между краем меди внутреннего слоя и непрерывной металлизацией не должно нарушать целостность электрических цепей или превышать заданный процент толщины меди внутренних слоев на границах раздела (см. рисунок 1) |
| - | - | 2,5 | С1 | ||
- |
| - | 1,5 | ||||||
- | - | нет | 1,0 | ||||||
V4.2 | Кольцевые трещины медной металлизации | Не должно быть кольцевых трещин меди, кольцевого отделения меди от стенок сквозного металлизированного отверстия (см. стр.2) | GR | - | - | 2,5 | С1 | ||
- | GR | - | 1,5 | ||||||
- | - | GR | 1,0 | ||||||
V4.3 | Отделение медной металлизации от отверстия | Не должно быть отделений металлизации, превышающих заданный процент длины окружности отверстия (см. рисунок 2) |
| - | - | 2,5 | С1 | ||
- |
| - | 1,5 | ||||||
- | - |
| 1,0 | ||||||
V4.4 | Проколы в фольге | Не должно быть проколов в фольге | GR | - | - | 2,5 | С1 | ||
- | GR | - | 1,5 | ||||||
- | - | GR | 1,0 | ||||||
V5 | Проводники | ||||||||
V5.1 | Внешние проводники | Не должно быть трещин и обрывов. Допускаются отклонения, такие как раковины и дефекты краев, при условии, что ширина проводника и площадь контактных площадок не уменьшается выше заданного процента (см. рисунок 3) |
| - | - | 4,0 | Вся печатная плата | 3V02 | С3 |
- |
|
| 2,5 | ||||||
V5.1 | Внешние проводники | Если указано, проводники покрывают ровным блестящим слоем припоя с разрозненными отклонениями, не превышающими 5%, такими как сквозные проколы, несмачиваемые участки и участки с потерянной смачиваемостью. Отклонения не должны быть сосредоточены в одной области | GR | - | - | - | Вся печатная плата | 3V02 | С1 |
- | GR | - | 4,0 | ||||||
- | - | GR | 2,5 | ||||||
V5.2 | Внутренние проводники | Не должно быть трещин и обрывов. Допускаются отклонения, такие как раковины и дефекты краев, при условии, что ширина проводника не уменьшается выше заданного процента (см. рисунок 3). |
| - | - | 4,0 | Вся печатная плата | 3V02 | С3 |
- |
|
| |||||||
V6 | Частицы между проводниками | ||||||||
V6.1 | Внешние проводники | Допускаются остаточные частицы металла при условии, что канал тока утечки не уменьшается выше заданного процента или до размера, меньшего расстояния, необходимого для напряжений цепей в изолированных областях, кроме подтравливания проводника, неровностей краев, пичков и т.д. (см. рисунок 3). |
| - | - | 4,0 | Вся печатная плата | 3V02 | С3 |
- |
|
| 2,5 | ||||||
V6.2 | Внутренние проводники | Допускаются остаточные частицы металла, при условии, что канал тока утечки не уменьшается выше заданного процента или до размера, меньшего расстояния, необходимого для напряжений цепей в изолированных областях, кроме подтравливания проводника, неровностей краев, пичков и т.д. (см. рисунок 3) |
| - | - | 4,0 | Вся печатная плата | 3V02 | С3 |
- |
|
| 2,5 | ||||||
V7 | Постоянное полимерное покрытие (включая защитную паяльную маску) | Рисунок полимерного покрытия должен соответствовать ЧТУП и общим требованиям, приведенным ниже. Не должно быть видимых дефектов. | Как указано | - | - | 4,0 | Вся печатная плата/ | 3V01 | С4 |
- | Как указано | Как указано | 2,5 | ||||||
Если в ЧТУП указано, что полимерное покрытие используют в качестве изоляции, все детали покрывают полностью. | Как указано | - | - | 2,5 | С3 | ||||
- | Как указано | Как указано | 4,0 | ||||||
В полимерном покрытии базового материала допускаются отклонения, такие, как сквозные проколы, небольшие участки без покрытия, царапины и т.д. | GR | - | - | 4,0 | С3 | ||||
- | GR | GR | 2,5 | ||||||
Полимерные покрытия, используемые в качестве защитной паяльной маски, должны покрывать верхнюю поверхность проводника и практически не должны иметь сквозных проколов. Должен быть покрыт, по меньшей мере один или два края смежных проводников | GR | - | - | 4,0 | |||||
- | GR | GR | 2,5 | ||||||
Края печатной платы и области вблизи пазов, канавок и т.д. не должны иметь полимерного покрытия (как указано на контрольном чертеже, когда используют готовую плату) | GR | - | - | 4,0 | С3 | ||||
- | GR | GR | 2,5 | ||||||
Металлические области, прикрепляемые припоем, и металлические области, служащие для электрического контактирования и в качестве знака установочного края, не должны иметь остатков полимерного покрытия | GR | - | - | 4,0 | 3V02 | С2 | |||
- | GR | GR | 2,5 | ||||||
D | Размерный контроль | ||||||||
D1 | Размеры печатных плат (внешнего контура) | Размеры, включая толщину, должны соответствовать ЧТУП | Как указано | - | - | 4,0 | Вся печатная плата (в трех местах) | 3D04 | С4 |
- | Как указано | Как указано | 2,5 | ||||||
D2 | Толщина печатных плат на участке концевых печатных контактов | Общая толщина платы над концевыми печатными контактами должна соответствовать ЧТУП | Как указано | - | - | 4,0 | Концевые контактные участки печатной платы | 3D04 | С4 |
- | Как указано | Как указано | 2,5 | ||||||
D3 | Отверстия (см. также D8) | ||||||||
D3.1 | Диаметр | Диаметры технологических отверстий, крепежных отверстий и монтажных отверстий должны соответствовать ЧТУП. | Как указано | - | - | 4,0 | Вся печатная плата (10 отверстий на один размер) | 3D04 | С2 |
- | Как указано | Как указано | 2,5 | ||||||
D3.2 | Толщина металлизации | Толщина металлизации должна соответствовать ЧТУП. | Как указано | - | - | 4,0 | А или В (три отверстия) | 3X09 | С1 |
- | Как указано | Как указано | 2,5 | ||||||
D4 | Пазы, вырезы и канавки | Размеры пазов, вырезов и канавок должны соответствовать ЧТУП | Как указано | - | - | 4,0 | Вся печатная плата | 3D04 | С3 |
- | Как указано | Как указано | 2,5 | ||||||
D5 | Ширина проводника | ||||||||
D5.1 | Внешний слой | Ширина должна соответствовать размерам, приведенным в ЧТУП. | Как указано | - | - | 4,0 | Вся печатная плата | 3D01 | С2 |
- | Как указано | Как указано | 2,5 | ||||||
D5.2 | Внутренний слой | Ширина должна соответствовать размерам, приведенным в ЧТУП. | Как указано | - | - | 4,0 | Вся групповая заготовка | 3D01 | С2 |
- | Как указано | Как указано | 2,5 | ||||||
D6 | Зазор между проводниками | ||||||||
D6.1 | Внешний слой | Зазор должен соответствовать размерам, приведенным в ЧТУП. | Как указано | - | - | 4,0 | Вся печатная плата | 3D01 | С3 |
- | Как указано | Как указано | 2,5 | ||||||
D6.2 | Внутренний слой | Зазор должен соответствовать размерам, приведенным в ЧТУП. | Как указано | - | - | 4,0 | Вся групповая заготовка | 3D01 | С3 |
- | Как указано | Как указано | 2,5 | ||||||
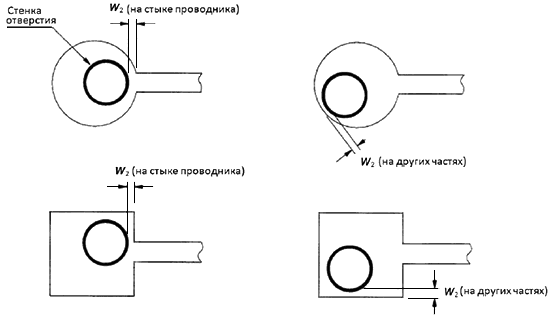
D7 | Соосность отверстий и проводящего рисунка | Не должно быть прерываний проводящего рисунка и разрывов в отверстиях (обрезаний контактной площадки) на стыке контактной площадки и проводника сверх количества, заданного ниже. Это относится как внутренним, так внешним слоям (см. рисунок 4, 5 и 6) | Вся печатная плата (10 отверстий, отобранных путем случайной выборки на всей площади в целом) | 3D01 | |||||
D7.1 | Соосность внешнего проводящего рисунка и сквозных металлизи- | Применяют заданные требования | |||||||
Минимальная ширина W1 кольца внешней контактной площадки на стыке проводника (см. рисунок 4) | На проводящем рисунке и металлизации сквозных отверстий не должно быть дефектов | - | - | 4,0 | С1 | ||||
W1 | W1 | 2,5 | |||||||
- | |||||||||
Минимальная ширина W1 кольца внешней контактной площадки на других частях | - | Разрыв в отверстии | W1 | 2,5 | |||||
D7.2 | Соосность внешнего проводящего рисунка и неметал- | Применяют заданные требования | Не должно быть разрывов. Не должно быть уменьшения размера стыка проводника с контактной площадкой | - | - | 4,0 | С1 | ||
- | Не должно быть разрывов. | Не должно быть разрывов. | 2,5 | ||||||
D7.3 | Соосность внутреннего проводящего рисунка и сквозных металлических отверстий | Применяют заданные требования. | |||||||
Минимальная ширина W2 кольца внутренней контактной площадки на стыке проводника (см. рисунок 5) | W2 | - | - | 2,5 | А или В (Три отверстия) и/или R при проверке целост- | 3X09 | С1 | ||
- | W2 | - | 1,5 | ||||||
- | - | W2 | 1,0 | ||||||
Минимальная ширина W2 кольца внутренней контактной площадки на других частях | Разрыв в отверстии | - | - | 2,5 | С1 | ||||
- | Разрыв в отверстии | - | 1,5 | ||||||
- | - | W2 | 1,0 | ||||||
D7.4 | Отверстия без контактных площадок | Рассматриваемое испытание | |||||||
D8 | Точность положения | ||||||||
D8.1 | Положение проводящего рисунка и отверстий в сравнении с данными положения | Положения отверстий должны соответствовать конкретным данным, приведенным в ЧТУП. | Как указано | - | - | 4,0 | Вся печатная плата (10 отверстий, отобранных путем случайной выборки на всей площади в целом) | 3D04 | С3 |
- | Как указано | Как указано | 2,5 | ||||||
D8.2 | Позиционный допуск центров отверстий в сравнении с данными положения | Центры отверстий должны быть в пределах допусков, заданных в ЧТУП. | Как указано | - | - | 4,0 | Вся печатная плата (10 отверстий, отобранных путем случайной выборки на всей площади в целом) | 3D04 | С2 |
- | Как указано | Как указано | 2,5 | ||||||
D9 | Постоянное полимерное покрытие (включая защитную паяльную маску) | ||||||||
D9.1 | Размеры | Размеры рисунка полимерного покрытия должны соответствовать ЧТУП | Как указано | - | - | 4,0 | Вся печатная плата/ | 3D01 | С3 |
- | Как указано | Как указано | 2,5 | ||||||
D9.2 | Толщина полимерного покрытия | Толщина должна соответствовать ЧТУП | Как указано | - | - | 4,0 | Вся печатная плата (в трех местах) | 3D04 или | С3 |
- | Как указано | Как указано | 2,5 | ||||||
Примечание - Толщину измеряют в точке, указанной в ЧТУП при использовании испытания 3X09 с 400-кратным увеличением | Как указано | - | - | 4,0 | 1 раз А или В (на панель) | 3X09 | С3 | ||
- | Как указано | Как указано | 2,5 | ||||||
D10 | Плоскостность | Изгиб и скручивание не должны превышать заданного значения для печатных плат с диагональю не менее 100 мм | 1,5% | - | - | 4,0 | Вся печатная плата/ | ЗМ04 | С3 |
- | 1% диагонали | 0,5% диагонали | 2,5 | ||||||
S | Испытания состояния поверхности | ||||||||
S1 | Финишная отделка металлизации | ||||||||
S1.1 | Адгезия металлизации, метод с использованием ленты | После снятия с проводника не должно быть признаков адгезии металлизации к ленте, превышающей допустимое значение, указанное в ЧТУП. | Как указано | - | - | 6,5 | N | 3X01 | С3 |
- | Как указано | - | 4,0 | ||||||
или | - | - | Как указано | 2,5 | |||||
Адгезия металлизации, метод полирования | Не должно быть признаков вздутия и отделения металлизации. | GR | - | - | 6,5 | Краевая область контакта ПП | 3X02 | С3 | |
- | GR | - | 4,0 | ||||||
- | - | GR | 2,5 | ||||||
S1.2 | Толщина металлизации (область контакта) | Толщина должна соответствовать ЧТУП | Как указано | - | - | 6,5 | Краевая область контакта ПП | 3Х06 | С3 |
- | Как указано | - | 4,0 | ||||||
- | - | Как указано | 2,5 | ||||||
S1.3 | Толщина металлизации (кроме области контакта) | Толщина должна соответствовать ЧТУП | Как указано | - | - | 6,5 | N | 3Х06 | С3 |
- | Как указано | - | 4,0 | ||||||
- | - | Как указано | 2,5 | ||||||
S1.4 | Пористость покрытия, выдержка в газе | Общее количество пор не должно превышать количество эффективных областей контакта. Максимальное количество пор на контакт должно быть равно двум. Процент областей контакта с двумя порами не должно превышать заданную величину | - | 40% | - | 4,0 | N | 3X03 | С3 |
или | - | - | 20% | 2,5 | |||||
Пористость, электрогра- | Общее количество пор не должно превышать количество эффективных областей контакта. Максимальное количество пор на контакт должно быть равно двум. Процент областей контакта с двумя порами не должно превышать заданную величину | - | 40% | - | 4,0 | N | 3X04 или 3X05 | С3 | |
- | - | 20% | 2,5 | ||||||
S2 | Адгезия постоянного полимерного покрытия, метод с использованием ленты | Потеря адгезии не должна превышать допустимого процента площади области испытания. | G | 3X01 | |||||
- на голой меди | 10% | - | - | 6,5 | С2 | ||||
- | 5% | - | 4,0 | ||||||
- | - | 0% | 2,5 | ||||||
- на золоте или никеле | 25% | - | - | 6,5 | С2 | ||||
- | 10% | - | 4,0 | ||||||
- | - | 5% | 2,5 | ||||||
- на слоистом материале основания | 10% | - | - | 6,5 | С2 | ||||
- | 5% | - | 4,0 | ||||||
- | - | 0% | 2,5 | ||||||
- на плавящихся металлах (металлизации олово-свинец, расплавленном сплаве олово-свинец и т.д.) | 50% | - | - | 6,5 | С2 | ||||
- | 25% | - | 4,0 | ||||||
- | - | 10% | 2,5 | ||||||
S3 | Паяемость | Примечание - При испытании проводящую поверхность платы и внутреннюю часть отверстий тщательно смачивают. При испытании готовых плат, во избежание "эффекта поглощения тепла" проверяют только отверстия, не имеющие соединения с внутренними слоями | |||||||
S3.1 | В случае, когда между потребителем и поставщиком согласовано использование неактивиро- | Примечания | М или S | 3Х07 | |||||
В состоянии поставки | Смачивание: образец должен смачиваться в течение 3 с. Если применяется временное защитное покрытие, предназначенное для сохранения смачивания, образец следует смачивать в течение 4 с | - | - | GR | 2,5 | С1 | |||
Несмачивание: образец контактирует с расплавленным припоем в течение 5-6 с и не смачивается | - | - | GR | 2,5 | С1 | ||||
После ускоренного старения | Смачивание: образец следует смачивать в течение 4 с | - | - | GR | 2,5 | С1 | |||
Несмачивание: образец контактирует с расплавленным припоем в течение 5-6 с и не смачивается | - | - | GR | 2,5 | С1 | ||||
S3.2 | В случае, когда между потребителем и поставщиком согласовано использование активиро- | Примечания | М и S | 3Х07 | |||||
В состоянии поставки и после ускоренного старения | Для плат с паяемым (временным) защитным покрытием и без покрытия: | ||||||||
Смачивание: образец следует смачивать в течение 3 с | GR | - | - | 6,5 | Общие требования | ||||
- | GR | - | 4,0 | ||||||
Несмачивание: образец контактирует с расплавленным припоем в течение 5-6 с и не смачивается | GR | - | - | 6,5 | С1 | ||||
- | GR | - | 4,0 | ||||||
S4 | Стойкость к воздействию чистящих веществ и флюса | ||||||||
S4.1 | Постоянное полимерное покрытие | Не должно быть признака: | - | GR | - | 4,0 | Вся печатная плата | 3С06 | С4 |
- | - | GR | 2,5 | ||||||
S4.2 | Маркировка | Критерий приемки: | - | GR | - | 4,0 | Вся печатная плата | 3С04 | С4 |
- | - | GR | 2,5 | ||||||
S5 | Монтажное поле | Испытание на стадии обсуждения | |||||||
S6 | Чистота | Испытание на стадии обсуждения | |||||||
E | Электрические испытания | ||||||||
E.1 | Электрическая целостность | ||||||||
E1.1 | Целостность цепей | Электрическое сопротивление проводников и соединений не должно превосходить заданную в ЧТУП | Как указано | Как указано | Как указано | Все печатные платы | Вся печатная плата | 300 | С4 |
Е1.2 | Изоляция цепей | Применяют требования, заданные в ЧТУП. При прикладывании 220 В на минимальное время 5 с (испытание в ручном режиме) или двойного номинального напряжения электрическое сопротивление между проводящими рисунками не должно превосходить заданное значение. Минимально допустимый испытательный ток должен быть 1 мА. | Как указано | Как указано | Как указано | Все печатные платы | Вся печатная плата | 30 | С4 |
Е2 | Испытание током | Испытывают, по меньшей мере, пять отверстий. Металлизация в отверстиях должна выдерживать ток, заданный в IEC 61189-3, без прожогов (расплавления) и без перегрева, вызывающего изменение цвета. Проводники не должны прожигаться (расплавляться) и не должно быть перегрева, вызывающего изменение цвета | - | GR | - | 2 в квартал | Н | 3Е14 или 3Е15 | С5 |
- | - | GR | 2 в месяц | ||||||
Е3 | Испытание напряжением | Не должно быть разрядов с пробоем | - | GR | - | 2 в квартал | Н | 3Е09 | С5 |
- | - | GR | 2 в месяц | ||||||
Е4 | Изменение электрического сопротивления сквозных металлизи- | Во время кондиционирования должны выполняться требования. | - | Повышение при 10 циклах: <100% | - | 2 в квартал | D | 3Е08 | С5 |
- | - | Повышение при 30 циклах: <100% | 2 в месяц | ||||||
Е5 | Сопротивление изоляции | Примечание - Сопротивление изоляции измеряют перед кондиционированием условий окружающей среды, после кондиционирования условий окружающей среды и при повышенной температуре, как указано в ЧТУП | |||||||
Е5.1 | Измерение при стандартных атмосферных условиях | Предварительное кондиционирование с применением испытания 1Р01. Сопротивление изоляции должно соответствовать заданному значению | |||||||
Поверхностные слои | - |
|
| 2 в месяц (уровень В) | Е | 3Е03 | С5 | ||
Внутренние слои | - |
|
| 2 на партию (уровень С) | Е | 3Е04 | |||
Между слоями | - |
|
| Е | 3Е05 | ||||
Е5.2 | Измерение после кондицио- | Кондиционирование в соответствии с IEC 60068-2-3. Испытание Са: Влажное тепло, установившееся состояние или IEC 60068-2-38. Испытание Z/AD: Составное циклическое испытание температура/ | - | 10 дней | 21 день | ||||
Поверхностные слои | - |
|
| 2 в месяц (уровень В) | Е | 3Е03 | С5 | ||
Внутренние слои | - |
|
| 2 на партию (уровень С) | 3Е04 | ||||
Между слоями | - |
|
| 3Е05 | |||||
Е5.3 | Измерение при повышенной температуре | Примечание - В ЧТУП указывают температуру и время выдержки в камере. Указывают сопротивление изоляции | |||||||
Поверхностные слои | - |
|
| 2 в месяц (уровень В) | Е | ЗЕ03 | С5 | ||
Внутренние слои | - |
|
| 2 на партию (уровень С) | Е | ЗЕ04 | |||
Между слоями | - |
|
| Е | ЗЕ05 | ||||
Е6 | Волновое сопротивление | Рассматриваемое испытание | |||||||
Р | Физические испытания | ||||||||
Р1 | Прочность на отслаивание | Примечание - Только для прессования фольги | |||||||
Р1.1 | Измерение при стандартных атмосферных условиях | Прочность на отслаивание должна быть не менее заданной в ЧТУП | - | - |
| 4,0 | N | ЗМ01 | С1 |
Р1.2 | Измерение при повышенной температуре | Рассматриваемое испытание | |||||||
Р2 | Прочность на отрыв сквозных металлизи- | Прочность на отрыв после пяти операций пайки должна быть не менее заданной в ЧТУП. | - |
| - | 4,0 | Вся печатная плата/групповая | 3М03 | С1 |
- | - |
| 2,5 | ||||||
Р3 | Прочность на вырыв контактных площадок поверхностного монтажа | Рассматриваемое испытание | |||||||
Р4 | Твердость постоянного полимерного покрытия | При использовании карандашной твердости покрытие не должно быть повреждено | 2В | F | - | 4,0 | Вся печатная плата | 2 | С2 |
- | - | 2Н | 2,5 | ||||||
Y | Испытания на конструктивную целостность | ||||||||
Y1 | Расслоение, термоудар | Не должно быть видимого вздутия и расслоения. | - | GR | - | 4,0 | S | 3X08 | С5 |
- | - | GR | 2,5 | ||||||
Y2 | Воспламе- | Используемые материалы должны соответствовать требованиям к степени воспламеняемости, указанным в ЧТУП | Как указано | Как указано | Как указано | 6,5 | Вся печатная плата | 3С01 | С5 |
Y3 | Тангенс угла диэлектрических потерь | Рассматриваемое испытание | |||||||
Y4 | Сквозные металлические отверстия после предвари- | После кондиционирования в соответствии с испытанием 3NC IEC 61189-3 должны быть выполнены требования, указанные в коде испытания V4 | - | См. V4 | См. V4 | См. V4 | См. V4 | См. V4 | С5 |
| |||||||||
10 Программа испытаний производства
Проверяемые характеристики и требования приведены в IEC 62326-4-1. Изделие, используемое для подтверждения возможностей производителя печатных плат, должно соответствовать описанию этих возможностей в соответствии с данными IEC 62326-4-1. Информация для случая подтверждения возможностей технологического процесса приведена в IEC 62326-1 (пункт 5.5.3). Для случая составного тестового рисунка и мультиплицированных расположений тестовых рисунков информация приведена в IEC 62326-4-1 (раздел 6) и IEC 62326-4-1 (рисунки 2 и 4).
В случае, когда для подтверждения возможностей производителя печатных плат используют готовую панель, части готовой платы допускается использовать в качестве образцов для испытания при условии, что они схожи с образцами для испытания, показанными на рисунке 1 IEC 62326-4-1.
Последовательность испытаний приведена в разделе 6.
11 Контроль соответствия качества
Все изделия, изготовляемые как изделие, соответствующее IECQ и предназначенные для поставки потребителю как изделие, соответствующее IECQ, проходят контроль соответствия качества или подходящий контроль в ходе производства. В таблице 1 приведены факторы управления риска для проверок и контроля в ходе производства, необходимые для печатных плат различных уровней качества.
Проверяемые характеристики и требования приведены в таблице 1.
Последовательность испытаний приведена в разделе 6.
12 Образцы для испытаний
Образцы для испытаний получают из групповых заготовок (ГЗ) или панелей для испытаний (ПИ). Конкретные виды испытаний проводят на единичных образцах для испытаний (ЕОИ).
ЕОИ может состоять из:
- части проводящего рисунка на готовой печатной плате (ГПП)
или
- специального тестового рисунка, спроектированного и изготовленного только для испытаний.
ЕОИ может быть расположен:
- на панели для испытаний и входить в состав тест-платы для испытаний производства (ТПИП)
или
- на групповой заготовке.
12.1 Применение тестовых рисунков и тест-плат
Если необходимо проводить сравнительные испытания, например, для сравнения различных материалов или технологических процессов производства, нужно использовать идентичные тестовые рисунки.
12.1.1 Испытания для подтверждения возможностей производителя
Возможности по производству определенных изделий устанавливаются с помощью ТПИП, описанной в IEC 62326-4-1, или с помощью готовых плат или доработанных ТПИП при условии, что они идентичны аспектам изделия, описанного в IEC 62326-4-1.
В случаях, когда предполагается использовать ТПИП, а заявлено подтверждение возможностей по производству печатной платы с большим количеством слоев, используют 10-слойную плату, указанную в IEC 62326-1. Дополнительные слои могут содержать любой проводящий рисунок из рисунков 2-9 и любые комбинации этих рисунков. Необходимо применять структуру, приведенную в 6.1.
В случаях, когда предполагается использовать ТПИП, а заявлено подтверждение возможностей по производству печатной платы большего размера (активной области), чем тест-плата с одной тест-платой для испытаний производства (370х170 мм), указанная в IEC 62326-4-1, допускается использовать сборки из нескольких тест-плат с для испытаний производства.
См. также IEC 62326-1 (подраздел 5.5).
12.1.2 Контроль соответствия качества
Как правило, для испытаний используют групповые заготовки или готовые печатные платы. По согласованию между производителем и клиентом для контроля соответствия качества допускается использовать индивидуальные тестовые рисунки, входящие в состав тест-плат для испытаний производства, как указано в IEC 62326-4-1, или же специально спроектированные индивидуальные тестовые рисунки.
12.1.3 Испытания при контроле процессов
По усмотрению производителя для испытаний при контроле процессов допускается использовать индивидуальные тестовые рисунки (входящие в состав проводящего рисунка готовой платы или любой специальный тестовый рисунок), при условии, что испытания, проводимые в процессе производства, согласуются с требованиями соответствия качества.

Рисунок 1 - Загрязнение смолой на поверхности раздела

Рисунок 2 - Кольцевые дефекты

Рисунок 3 - Дефекты проводящего рисунка

Рисунок 4 - Минимальная ширина кольца внешней контактной площадки
Примечание - не включает металлизацию
Рисунок 5 - Минимальная ширина кольца внутренней контактной площадки

Рисунок 6 - Разрыв в отверстии (обрезание контактной площадки)
Примеры отверстий с пайкой высокого качества, где показано, что припой смочил боковые поверхности отверстия:

Примеры отверстий с пайкой низкого качества, где показано, что припой не смочил боковые поверхности отверстий:

_______________
* Этот пример, в частности, относится к печатным платам из чистой меди, изготовленным оплавлением.
Рисунок 7 - Примеры паяных отверстий
Приложение А
(справочное)
Акронимы, связанные с IEC, и их расшифровка
BS - базовая спецификация;
CAD - автоматизированное проектирование;
САМ - автоматизированное производство;
Cap DS - аттестация производительности;
CDS - частные технические условия потребителя (ЧТУП);
CQC - компонент для аттестации возможностей производителя;
CR - утвержденный протокол;
СТВ - тест-плата для испытаний производства;
СТР - составной тестовый рисунок;
CTS - тест-элемент для испытаний производства;
DS - частные технические условия;
DP - групповая заготовка;
GS - общие технические условия;
IEC - международная электротехническая комиссия;
IECQ - система оценки качества электронных компонентов (IECQ);
ISO - международная организация по стандартизации;
ITP - индивидуальный тестовый рисунок;
ITS - единичный образец для испытаний;
NSI - национальная контрольная инспекция;
NSO - национальная организация по стандартизации;
РВ - печатная плата;
PC - контроль в ходе производства;
PL - уровень качества;
РР - групповая заготовка;
РРВ - готовая печатная плата;
РТН - сквозное металлизированное отверстия;
QML - перечень сертифицированных производителей;
QPL - перечень сертифицированных изделий;
RMF - фактор управления риска (ФУР);
SS - технические требования;
ТР - панель для испытаний;
TS - образец для испытаний.
Приложение В
(справочное)
Переходная таблица
Таблица В 1
Публикация IEC | Метод испытаний | Описание | Текущая публикация IEC | Номер метода испытаний |
IEC 61189-1 | 1Р01 | Предварительное кондиционирование в нормальных атмосферных условиях | IEC 62326/9.1.1 | 18а |
IEC 61189-1 | 1Р02 | Предварительное кондиционирование при температуре 125 °С | IEC 62326/9.2.1 | 18b |
IEC 61189-1 | 1Р03 | Ускоренное старение, пар/кислород | IEC 62326/9.4 | 20а |
IEC 61189-2 | 2С01 | Стойкость к воздействию гидроокиси натрия | ||
IEC 61189-2 | 2С02 | Время гелеобразования материалов препрега | ||
IEC 61189-2 | 2С03 | Содержание смолы в материалах препрега по обработанной массе | ||
IEC 61189-2 | 2С04 | Содержание летучих веществ в материалах препрега | ||
IEC 61189-2 | 2С05 | Образование вздутий в результате термоудара | IEC 61249/3.7 | |
IEC 61189-2 | 2С06 | Горючесть, в вертикальном положении | IEC 61249/4.3.4 | |
IEC 61189-2 | 2С07 | Горючесть, в горизонтальном положении | IEC 61249/3.3.4 | |
IEC 61189-2 | 2С08 | Горючесть, гибкий материал | IEC 61249/5.3.4 | |
IEC 61189-2 | 2С09 | Вязкость расплавленного связующего препрега | ||
IEC 61189-2 | 2С10 | Содержание смолы в материалах препрега, определение методом возгонки | ||
IEC 61189-2 | 2D01 | Толщина | IEC 61249/3.14 | |
IEC 61189-2 | 2Е01 | Состояние поверхности при влажных условиях | IEC 60112 | |
IEC 61189-2 | 2Е02 | Электрическая прочность под напряжением сети переменного тока | IEC 60243 | |
IEC 61189-2 | 2Е03 | Поверхностное сопротивление после влажного тепла, установившееся состояние | IEC 61249/2.2 | |
IEC 61189-2 | 2Е04 | Объемное удельное сопротивление после влажного тепла, установившееся состояние | IEC 61249/2.3 | |
IEC 61189-2 | 2Е05 | Диэлектрическая проницаемость и тангенс угла диэлектрических потерь | IEC 60250 | |
IEC 61189-2 | 2Е06 | Объемное удельное сопротивление и поверхностное удельное сопротивление, три электрода | IЕС 6093/ | |
IEC 61189-2 | 2Е07 | Поверхностное удельное сопротивление и объемное удельное сопротивление при повышенной температуре | IEC 61249/2.9 | |
IEC 61189-2 | 2Е08 | Поверхностная коррозия | IEC 61249/2.4 | |
IEC 61189-2 | 2E09 | Сравнительный показатель трекингоустойчивости | IEC 61249/2.6 | |
IEC 61189-2 | 2E10 | Диэлектрическая проницаемость | IEC 61249/2.7 | |
IEC 61189-2 | 2E11 | Электрическая прочность | IEC 61249/2.8 | |
IEC 61189-2 | 2E12 | Сопротивление фольги | IEC 61249/2.1 | |
IEC 61189-2 | 2E13 | Коррозия края | IEC 61249/2.5 | |
IEC 61189-2 | 2E14 | Дугостойкость | ||
IEC 61189-2 | 2E15 | Пробой диэлектрика | ||
IEC 61189-2 | 2E16 | Контактные сопротивления кнопочной панели печатной схемы | ||
IEC 61189-2 | 2M01 | Изгиб и скручивание | IEC 61249/3.1 | |
IEC 61189-2 | 2M02 | Изгиб и скручивание после травления и нагревания | IEC 61249/3.2 | |
IEC 61189-2 | 2M03 | Фактор термоотверждения по DSC/TMA | IEC 61249/3.3 | |
IEC 61189-2 | 2M04 | Скручивание после нагревания | IEC 61249/3.4 | |
IEC 61189-2 | 2M05 | Прочность на отрыв контактной площадки | IEC 61249/3.5 | |
IEC 61189-2 | 2M06 | Прочность на отслаивание фольги после воздействия паров растворителя | IEC 61249/4.6.3 | |
IEC 61189-2 | 2M07 | Прочность на отслаивание фольги после воздействия растворителя | IEC 61249/6.6.3 | |
IEC 61189-2 | 2M08 | Прочность на изгиб | ISO 178 | |
IEC 61189-2 | 2M09 | Текучесть связующего препрега | ||
IEC 61189-2 | 2M10 | Температура стеклования материалов основания, метод сканирующей калориметрии (DSC) | ||
IEC 61189-2 | 2M11 | Температура стеклования материалов основания, метод термомеханического анализа (ТМА) | ||
IEC 61189-2 | 2M12 | Волнистость поверхности | ||
IEC 61189-2 | 2M13 | Прочность на отслаивание в исходном состоянии | IEC 61249/1.6.3 | |
IEC 61189-2 | 2M14 | Прочность на отслаивание после термоудара | IEC 61249/2.6.3 | |
IEC 61189-2 | 2M15 | Прочность на отслаивание фольги после сухого тепла | IEC 61249/3.6.3 | |
IEC 61189-2 | 2M16 | Прочность на отслаивание фольги после имитации металлизации | IEC 61249/5.6.3 | |
IEC 61189-2 | 2M17 | Прочность на отслаивание при высокой температуре | IEC 61249/7.6.3 | |
IEC 61189-2 | 2M18 | Качество поверхности | IEC 61249/3.9 | |
IEC 61189-2 | 2M19 | Штампуемость | IEC 61249/3.8 | |
IEC 61189-2 | 2M20 | Прочность на изгиб | IEC 61249/4.1 | |
IEC 61189-2 | 2M21 | Усталость от изгиба для гибких ламинатов | IEC 61249/3.12 | |
IEC 61189-2 | 2M22 | Масса фольги после прессования (травления) | IEC 61249/3.12 | |
IEC 61189-2 | 2M23 | Прямоугольность | IEC 61249/3.14 | |
IEC 61189-2 | 2M24 | Коэффициент линейного теплового расширения | IEC 61249/4.5 | |
IEC 61189-2 | 2M25 | Определение времени до расслоения | ||
IEC 61189-2 | 2M26 | Коэффициент прессования препрега | ||
IEC 61189-2 | 2M27 | Текучесть смолы пленок, используемых при изготовлении гибких печатных плат | ||
IEC 61189-2 | 2N01 | Климатические испытания при повышенных давлении и температуре | IEC 61249/4.2 | |
IEC 61189-2 | 2N02 | Водопоглощение | IEC 61249/4.4 | |
IEC 61189-2 | 2P01 | Сухое тепло | IEC 60068-2-2/Ва | |
IEC 61189-2 | 2P02 | Плавание образца в ванне с припоем | IEC 60068-2-20/T | |
IEC 61189-2 | 2X02 | Стабильность размеров тонких материалов | IEC 61249/3.1 | |
IEC 61189-3 | 3C01 | Горючесть. Жесткие печатные платы с удаленным металлом | IEC 62326/8.4.1 | 16a |
IEC 61189-3 | 3C02 | Горючесть. Жесткие печатные платы, метод раскаленной проволоки | IEC 62326/8.4.2 | 16b |
IEC 61189-3 | 3C03 | Горючесть. Использование горелки игольчатого типа. Жесткие печатные платы | IEC 62326/8.4.3 | 16c |
IEC 61189-3 | 3C04 | Стойкость к воздействию растворителей и флюсов | IEC 62326/8.5 | 17a |
IEC 61189-3 | 3C05 | Электролитическая коррозия, твердая и тонкая пленка | IEC 60426/все | |
IEC 61189-3 | 3C06 | Горючесть, испытание раскаленной проволокой жестких печатных плат | IEC 60695-2-1 | |
IEC 61189-3 | 3C07 | Горючесть, испытание тонким пламенем жестких печатных плат | IEC 60695-2-2 | |
IEC 61189-3 | 3C08 | Горение в вертикальном положении | ISO R 1326 | |
IEC 61189-3 | 3C09 | Водопоглощение | ISO Std 62 | |
IEC 61189-3 | 3C10 | Поверхностные органические загрязнения (внутренние) | ||
IEC 61189-3 | 3C11 | Удельное сопротивление растворителя (ионные загрязнители) | ||
IEC 61189-3 | 3C12 | Органические поверхностные загрязнители (инфракрасные) | ||
IEC 61189-3 | 3D01 | Оптический метод | IEC 62326/5.2.2 | 2a |
IEC 61189-3 | 3D02 | Ширина проводника и зазор | ||
IEC 61189-3 | 3D03 | Автоматизированный оптический контроль | ||
IEC 61189-3 | 3D04 | Проверка размеров, общая | IEC 62326/5.2 | 2 |
IEC 61189-3 | 3E01 | Короткое замыкание | IEC 62326/6.2.1 | 4a |
IEC 61189-3 | 3E02 | Целостность цепи | IEC 62326/6.2.2 | 4b |
IEC 61189-3 | 3E03 | Сопротивление изоляции на наружных слоях | IEC 62326/6.4.1 | 6a |
IEC 61189-3 | 3E04 | Сопротивление изоляции на внутренних слоях | IEC 62326/6.4.2 | 6b |
IEC 61189-3 | 3E05 | Сопротивление изоляции между слоями | IEC 62326/6.4.3 | 6c |
IEC 61189-3 | 3E06 | Уход частоты | IEC 62326/6.6 | 8a |
IEC 61189-3 | 3E07 | Полное входное сопротивление (импеданс) схемы | IEC 62326/6.7 | 9a |
IEC 61189-3 | 3E08 | Изменение сопротивления сквозных металлизированных отверстий, термоциклирование | IEC 62326/6.1.3 | 3c |
IEC 61189-3 | 3E09 | Электрическая прочность наружных слоев | IEC 62326/6.5.1 | 7a |
IEC 61189-3 | 3E10 | Испытание напряжением между слоями | IEC 62326/6.5.2 | 7b |
IEC 61189-3 | 3E11 | Сопротивление соединений, многослойные печатные платы | ||
IEC 61189-3 | 3E12 | Сопротивление проводников | IEC 62326/6.1.1 | 3a |
IEC 61189-3 | 3E13 | Сопротивление соединений | IEC 62326/6.2.1 | 3b |
IEC 61189-3 | 3E14 | Токовая нагрузка, сквозное металлизированное отверстие | IEC 62326/6.3.1 | 5a |
IEC 61189-3 | 3E15 | Токовая нагрузка, проводники | IEC 62326/6.3.2 | 5b |
IEC 61189-3 | 3E16 | Изменение сопротивления сквозных металлизированных отверстий, термоудар | IEC 62326/6.3.1 | 3c |
IEC 61189-3 | 3E17 | Волновое сопротивление продукта, измеренное с помощью рефлектометрии временного интервала | ||
IEC 61189-3 | 3M01 | Прочность на отслаивание в нормальных атмосферных условиях | IEC 62326/7.1.1 | 10a |
IEC 61189-3 | 3M02 | Прочность на отслаивание при повышенной температуре | IEC 62326/7.2.1 | 10b |
IEC 61189-3 | 3M03 | Прочность на вырыв покрытий сквозных металлизированных отверстий без контактных площадок | IEC 62326/7.2.2 | 11b |
IEC 61189-3 | 3M04 | Плоскостность | IEC 62326/7.3 | 12a |
IEC 61189-3 | 3M05 | Прочность на отслаивание гибких печатных плат в нормальных атмосферных условиях | IEC 62326/7.3.1 | 10c |
IEC 61189-3 | 3M06 | Усталость от изгиба гибких печатных плат | IEC 62326/7.4 | 21a |
IEC 61189-3 | 3M07 | Прочность на отрыв контактных площадок неметаллизированных отверстий | IEC 62326/7.1.2 | 11a |
IEC 61189-3 | 3M08 | Твердость органических поверхностных покрытий печатных плат (сопротивление истиранию) | ||
IEC 61189-3 | 3M09 | Степень отвердения органических покрытий печатных плат | ||
IEC 61189-3 | 3N01 | Тепловой удар при погружении в масло | IEC 62326/9.2.1 | 19a |
IEC 61189-3 | 3N02 | Термоудар при плавании образца в ванне с припоем | IEC 62326/9.2.3 | 19c |
IEC 61189-3 | 3N03 | Тепловой удар при пайке паяльником | IEC 62326/9.2.4 | 19d |
IEC 61189-3 | 3N04 | Тепловой удар при пайке погружением в припой | IEC 62326/9.2.5 | 19e |
IEC 61189-3 | 3N05 | Термоудар при плавании образца в ванне с припоем при температуре 280 °С | IEC 62326/9.2.6 | 19f |
IEC 61189-3 | 3N06 | Влажное тепло, установившееся состояние | IEC 60068-2-3/Са | |
IEC 61189-3 | 3N07 | Термоциклирование | IEC 60068-2-30/Da | |
IEC 61189-3 | 3N08 | Тепловой удар при погружении во флюидизированную песочную баню | IEC 62326/9.2.2 | 19b |
IEC 61189-3 | 3N12 | Влагостойкость и сопротивление изоляции печатных плат | ||
IEC 61189-3 | 3V01 | Метод 3-кратного увеличения | IEC 62326/5.1.1 | 1a |
IEC 61189-3 | 3V02 | Метод 10-кратного увеличения | IEC 62326/5.2.1 | 1b |
IEC 61189-3 | 3V03 | Метод 250-кратного увеличения | IEC 62326/5.3.1 | 1c |
IEC 61189-3 | 3V04 | Общий визуальный контроль | IEC 62326/5.1 | 1 |
IEC 61189-3 | 3X01 | Адгезия металлического покрытия, метод клеющей ленты | IEC 62326/8.1.1 | 13a |
IEC 61189-3 | 3X02 | Адгезия металлического покрытия, метод полировки | IEC 62326/8.2.1 | 13b |
IEC 61189-3 | 3X03 | Пористость покрытия, выдержка в газе | IEC 62326/8.3.1 | 13с |
IEC 61189-3 | 3X04 | Пористость, электрографические испытания (золото по меди) | IEC 62326/8.1.4 | 13d |
IEC 61189-3 | 3X05 | Пористость, электрографическое испытание покрытия золото по никелю | IEC 62326/8.1.5 | 13е |
IEC 61189-3 | 3X06 | Толщина гальванического покрытия | IEC 62326/8.1.6 | 13f |
IEC 61189-3 | 3X07 | Паяемость, краевой угол | IEC 62326/8.2 | 14а |
IEC 61189-3 | 3X08 | Расслоение, термоудар | IEC 62326/8.3.1 | 15а |
IEC 61189-3 | 3X09 | Микрошлиф | IEC 62326/8.3.2 | 15b |
IEC 61189-3 | 3X10 | Паяемость, заполнение по окружности | IEC 62326/8.2 | 14а |
IEC 61189-3 | 3X11 | Оценка качества внутренних переходов многослойных печатных плат после термоудара | ||
IEC 61189-3 | 3X12 | Адгезия органического покрытия печатной платы (липкая лента) | ||
Примечания | ||||
Приложение ДА
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам
Таблица ДА.1
Обозначение и наименование ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
IEC 60068-2-3 Испытание на воздействие внешних факторов. Часть 2. Испытания. Испытание Са: Влажное тепло, установившийся режим | IDT | ГОСТ 28201-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Испытание Са: Влажное тепло, постоянный режим |
IEC 60068-2-20:1979 Испытание на воздействие внешних факторов. Часть 2. Испытания. Испытание Т: Пайка | IDT | ГОСТ 28211-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Испытание Т: Пайка |
IEC 60068-2-38:1974 Испытание на воздействие внешних факторов. Часть 2. Испытания. Испытание Z/AD: Составные циклические испытания температура/влажность | IDT | ГОСТ 28224-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Испытание Z/AD: Составное циклическое испытание на воздействие температуры и влажности |
IEC 61189-3 Методы испытаний электрических материалов, структуры межсоединений и печатных узлов. Часть 3. Методы испытаний структуры межсоединений | IDT | ГОСТ IEC 61189-3-2013 Методы испытаний электрических материалов, печатных плат и других структур межсоединений и печатных узлов. Часть 3. Методы испытаний материалов для структур межсоединений (печатных плат) |
IEC 62326-4-1 Печатные платы. Часть 4. Жесткие многослойные печатные платы с межслойными соединениями. Раздел 1. Аттестация производительности: уровни качества А, В и С | IDT | ГОСТ IEC 62326-4-1-2013 Печатные платы. Часть 4-1. Жесткие многослойные печатные платы с межслойными соединениями. Технические условия. Требования соответствия. Классы качества А, В и С |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: | ||
Библиография
[1] | IEC 61188-1 | Design and use of printed boards and printed board assemblies - Part 1: Generic design and use requirements for printed boards and printed board assemblies (under consideration) |
[Проектирование и использование печатных плат и печатных узлов. Часть 1. Обобщенные требования к проектированию и использованию печатных плат и печатных узлов (на рассмотрении)] | ||
[2] | IEC 61188-5 | Design and use of printed boards and printed board assemblies - Part 5: Sectional design and use requirements for printed boards and printed board assemblies (under consideration) |
[Проектирование и использование печатных плат и печатных узлов. Часть 5. Частичные требования к проектированию и использованию печатных плат и печатных узлов (на рассмотрении)] | ||
[3] | IEC 61249-2-7 | Material for interconnection structures - Part 2: (Sectional specification set for reinforced base materials, clad and unclad - Section 7: Epoxide woven glass laminate (under consideration) |
[Материал для структуры межсоединений. Часть 2. Технические требования, установленные к армированным материалам основания, фольгированным и нефольгированным. Раздел 7. Слоистый материал из эпоксидного стекловолокна (на рассмотрении)] | ||
[4] | IEC 61249-2-9 | Material for interconnection structures - Part 2: Sectional specification set for reinforced base materials, clad and unclad - Section 9: Bismaleimide/trazine modified epoxide woven glass laminate (under consideration) |
[Материал для структуры межсоединений. Часть 2. Технические требования, установленные к армированным материалам основания, фольгированным и нефольгированным. Раздел 9: Слоистый материал из эпоксидного стекловолокна, модифицированного бисмалеимид/триазином (на рассмотрении)] | ||
[5] | IEC 61249-2-11 | Material for interconnection structures - Part 2: Sectional specification set for reinforced base materials, clad and unclad - Section 11: Epoxide woven glass laminate (under consideration) |
[Материал для структуры межсоединений. Часть 2. Технические требования, установленные к армированным материалам основания, фольгированным и нефольгированным. Раздел 11. Слоистый материал из полимидного стекловолокна (на рассмотрении)] | ||
[6] | IEC 61249-2-7 | Material for interconnection structures - Part 4: Sectional specification set for prepreg materials, unclad (for the manufacture of multilayer boards) - Section 1: Epoxide woven glass laminate (under consideration) |
[Материал для структуры межсоединений. Часть 4. Технические требования, установленные к материалам препрега, нефольгированным (для изготовления многослойных плат. Раздел 1. Препреги из эпоксидного стекловолокна (на рассмотрении)] | ||
[7] | IEC 61249-2-7 | Material for interconnection structures - Part 8: Sectional specification set for non-conductive films and coatings - Section 5: Permanent polymer coating (under consideration) |
[Материал для структуры межсоединений. Часть 8. Технические требования, установленные к непроводящим пленкам и покрытиям. Раздел 5. Постоянное полимерное покрытие (на рассмотрении)] |
__________________________________________________________________________
УДК 621.3.049.75:006.354 МКС 31.180 IDT
Ключевые слова: Жесткие многослойные печатные платы, оценка качества, уровни качества, методы испытаний
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
