ГОСТ Р 51736-2001
Группа Р22
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МЕТАЛЛОКЕРАМИКА СТОМАТОЛОГИЧЕСКАЯ ДЛЯ ЗУБНОГО ПРОТЕЗИРОВАНИЯ
Технические требования. Методы испытаний
Dental ceramic fused to metal restorative materials. Technical requirements. Test methods
ОКС 11.060.10
ОКСТУ 9391
Дата введения 2002-01-01
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 279 "Зубоврачебное дело" и Комитетом по новой медицинской технике Минздрава России
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 12 апреля 2001 г. N 176-ст
3 Разделы 3-5, подразделы 6.1-6.4 настоящего стандарта представляют собой аутентичный текст международного стандарта ИСО 9693-99* "Фарфор зуботехнический для зубных протезов"
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
4 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
Настоящий стандарт устанавливает технические требования к стоматологической керамике и литейным сплавам, используемым для изготовления металлокерамических зубных протезов, и требования к методам испытаний указанных материалов.
Настоящий стандарт распространяется на стоматологическую керамику и сплавы, используемые в сочетании друг с другом, и не распространяется на стоматологическую керамику и сплавы, используемые по отдельности.
Требования настоящего стандарта являются обязательными.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 12026-76 Бумага фильтровальная лабораторная. Технические условия
ГОСТ 19126-79 Инструменты медицинские металлические. Общие технические условия
ГОСТ 21241-89 Пинцеты медицинские. Общие технические требования и методы испытаний
ГОСТ 23932-90 Посуда и оборудование лабораторные стеклянные. Общие технические условия
ГОСТ 30393-95 (ИСО 7740-85) / ГОСТ Р 50331-92 (ИСО 7740-85) Инструменты хирургические. Скальпели со съемными лезвиями. Присоединительные размеры
ГОСТ 30396-95 (ИСО 7786-90) / ГОСТ Р 50565-93 (ИСО 7786-90) Инструменты стоматологические вращающиеся. Инструменты лабораторные абразивные. Головки
ГОСТ Р 51381-99 Заготовки из коррозионно-стойких сплавов на основе кобальта для ортопедической стоматологии. Общие технические условия
ГОСТ Р 51735-2001 Керамика стоматологическая. Технические требования. Методы испытаний
3 Определения
3.1 В настоящем стандарте применяют следующие термины с соответствующими определениями:
3.1.1 сплав для металлокерамики, металлокерамический сплав: Сплав, пригодный для использования в качестве металлического каркаса металлокерамического зубного протеза.
3.1.2 подготовка поверхности металлокерамического сплава: Процесс обработки металлического каркаса для усиления связи между керамикой и металлом.
3.1.3 связующий агент для металлокерамического сплава или подслой: Вещество, которое при использовании с металлическим каркасом и обжиге по специальному режиму улучшает эстетический вид зубного протеза и может усилить прочность связи керамического покрытия с поверхностью сплава.
3.1.4 стоматологический грунтовый (опаковый) слой для металлокерамики: Стоматологический керамический материал (далее - керамика), который после его смешивания с дистиллированной водой или подходящей жидкостью для моделирования и обжига по заданному режиму соединяется с поверхностью металлического каркаса, образуя слой, прочно связанный с металлическим каркасом и маскирующий его окраску.
3.1.5 стоматологическая дентинная керамика или дентинный слой: Полупрозрачная пигментированная стоматологическая керамика, придающая основную форму и цвет керамической части металлокерамической коронки или зубного протеза.
3.1.6 стоматологическая эмалевая керамика или эмалевый слой: Полупрозрачная слегка пигментированная керамика, помещаемая на дентинный слой для имитации эмали натуральных зубов.
3.1.7 режим обжига: Цикл, определяющий начальную температуру, время выдержки при начальной температуре (при наличии выдержки при начальной температуре), скорость нагревания, конечную температуру, время выдержки при конечной температуре (при наличии выдержки при конечной температуре), а при вакуумном обжиге - температуру приложения вакуума и точку его снятия.
3.1.8 скорость нагрева: Скорость повышения температуры печи, выраженная в градусах Цельсия в минуту.
3.1.9 металлический материал: Металл или сплав, пригодный для использования в качестве металлического каркаса зубного протеза.
3.2 В настоящем стандарте применяют следующие сокращения:
- керамика - стоматологическая металлокерамика для зубного протезирования, керамический материал;
- сплав - стоматологический литейный сплав, используемый для изготовления зубного протеза.
4 Технические требования
4.1 Общие требования
Керамика и сплав должны быть термически согласованными. Паста керамики (смесь порошка керамической массы с водой или соответствующей жидкостью для моделирования) должна быть легконаносимой на поверхность сплава, не должна стекать и комковаться. После обжига металлокерамического протеза недопустимо отделение керамики от металлического каркаса. Керамическое покрытие не должно иметь сколов, трещин или пузырей. Недопустимо позеленение или потемнение грунтовой (опаковой) массы, вызванное взаимодействием с оксидной пленкой используемого сплава.
4.1.1 Требования к керамическому материалу для металлокерамики
4.1.1.1 Керамический материал должен быть однородным. Неорганические пигменты, применяемые для окраски стоматологической керамики при ее обжиге, и другие красители должны быть равномерно распределены в керамическом материале. При смешивании не должны выделяться отдельные интенсивно окрашенные участки. В керамическом материале должны отсутствовать посторонние включения, раздражители и токсичные компоненты.
4.1.1.2 Керамический материал должен быть технологичным. Порошок керамического материала при смешивании с водой или с жидкостью для моделирования не должен образовывать комочки и гранулы. Подготовленная подобным образом паста должна быть удобна для ручной формовки с использованием обычных технических приемов. Излишки влаги должны быть хорошо удаляемыми при конденсации. Образец керамического материала должен хорошо удерживать форму.
4.1.1.3 Требования к физическим и химическим свойствам образцов керамического материала - в соответствии с указанными в таблице 1.
Таблица 1 - Технические требования к керамическому материалу стоматологической металлокерамики для зубного протезирования
Показатель | Тип керамики | ||
Грунтовая | Дентинная | Эмалевая. Прозрачная | |
Сопротивление окрашиванию, число пятен на образцах при выдерживании в окрашивающем растворе | 0 | ||
Пористость, число пор | Не более 16 диаметром более 30 мкм на поверхности 1 мм | ||
Коэффициент термического расширения [температурный коэффициент линейного расширения (ТКЛР)], 1/°С | Значение ТКЛР должно соответствовать значению, заданному изготовителем, или ТКЛР используемого сплава | Значение ТКЛР дентина не должно отличаться от значения ТКЛР грунтового слоя керамики в изделии более чем на 10·10 | Значение ТКЛР эмалевой, прозрачной керамики не должно отличаться от значений ТКЛР других слоев керамики в изделии более чем на 10·10 |
Прочность при изгибе, МПа |
| ||
Технологичность | Масса должна быть доведена до нужной консистенции дистиллированной водой или специальной жидкостью, при этом не должно быть образования комков. Излишки влаги должны быть хорошо удаляемыми при конденсации. Образец должен хорошо удерживать форму | ||
Линейная усадка при обжиге, % |
| ||
Химическая растворимость, % |
| ||
4.1.2 Требования к сплаву для металлокерамики
4.1.2.1 Образцы сплава для металлокерамики (далее - образцы), отлитые по инструкции изготовителя, не должны иметь пор, раковин, искажений формы. Оксидная пленка окисленного образца не должна быть рыхлой или неоднородной по цвету.
4.1.2.2 Требования к физическим и химическим свойствам образцов сплава для металлокерамики - в соответствии с указанными в таблице 2.
Таблица 2 - Технические требования к сплавам для металлокерамики
Плотность, г/см | Температурный интервал плавления, °С | Предел текучести, МПа, не менее | Относительное удлинение, %, не менее | ТКЛР |
Значения, указанные на этикетке упаковки или в инструкции изготовителя, ±0,5 | Значения, указанные на этикетке упаковки или в инструкции изготовителя, ±25 | 250 | 3 | Значение ТКЛР сплава должно соответствовать значению, заданному изготовителем, или значению ТКЛР наносимой на сплав керамики |
4.1.3 Требования к соединению керамики с металлом
4.1.3.1 Керамика должна образовывать прочное соединение с металлом. Не допускается отставание керамики от поверхности металла ни в каких точках.
4.1.3.2 Прочность связи керамики со сплавом должна быть не менее 25 МПа.
5 Требования к выбору методов испытаний
5.1 Методы испытаний керамики и сплава выбирают в зависимости от конкретного назначения этих материалов в клинической практике и от их типа в соответствии с требованиями по таблице 3.
Таблица 3 - Методы испытаний стоматологических металлокерамических материалов
Наименование метода | Керамика | Сплав |
1 Методы испытаний эстетических показателей | ||
Оценка внешнего вида | + | + |
Определение цвета (соответствия расцветке) | + | - |
Определение наличия посторонних включений | + | - |
Определение сопротивления к окрашиванию | + | - |
Определение пористости | + | - |
2 Методы испытаний физико-химических и физико-механических свойств | ||
Определение коэффициента термического расширения (температурного коэффициента линейного расширения) | + | + |
Определение прочности при изгибе | + | - |
Определение технологичности | + | - |
Определение линейной усадки при обжиге | + | - |
Определение химической растворимости | + | - |
Определение температурного интервала плавления | - | + |
Определение плотности | - | + |
Определение предела текучести | - | + |
Определение относительного удлинения | - | + |
3 Методы испытаний прочности связи | ||
Определение прочности связи керамики с металлом | + | + |
Примечание - Знак "+" показывает, что данный стоматологический материал подлежит испытаниям указанным методом, знак "-" - испытаниям не подлежит.
| ||
6 Требования к методам испытаний
6.1 Общие положения
Смешивание порошков для приготовления образцов и последующие испытания проводят при температуре окружающей среды (23±3) °С, если это не противоречит условиям проведения испытаний, установленным инструкцией изготовителя керамики (далее - инструкция изготовителя). Контроль относительной влажности воздуха необязателен.
6.2 Методы испытаний эстетических показателей
6.2.1 Оценка внешнего вида керамики
Внешний вид керамики оценивают в соответствии с ГОСТ Р 51735.
6.2.2 Определение цвета керамики (соответствия расцветке)
6.2.2.1 Сущность метода
Цвет фантомной коронки, изготовленной по инструкции изготовителя керамики, сравнивают с цветом стандартного образца шкалы расцветок и устанавливают соответствие или несоответствие цвета коронки цвету образца.
6.2.2.2 Ограничения метода
Воспроизводимые результаты испытаний могут быть достигнуты при соблюдении процедуры приготовления образцов, установленной настоящим стандартом.
6.2.2.3 Меры предосторожности
При работе с порошками стоматологической керамики следует соблюдать меры предосторожности. Во избежание ожогов при выемке металлокерамической фантомной коронки из зуботехнической печи следует пользоваться длинным пинцетом, а сами образцы помещать на огнеупорную подставку. Шлифовать керамику следует в респираторе при включенном вытяжном устройстве.
6.2.2.4 Продолжительность испытаний
Продолжительность испытаний определяется циклами обжига образцов, установленными инструкцией изготовителя керамики.
6.2.2.5 Расход порошка керамики для проведения испытания
Расход порошка керамики на каждый образец - 2 г, расход сплава - 1 г.
6.2.2.6 Оборудование, инструменты, формы, посуда
Оборудование для литья стоматологических сплавов по нормативному документу (далее - НД).
Пескоструйная установка с корундовым песком по НД.
Устройство для обдувки сжатым воздухом по НД.
Стоматологическая фарфоровая палитра или стеклянная пластина для смешивания по НД.
Стоматологический шпатель по ГОСТ 19126.
Капельница для жидкости по ГОСТ 23932.
Стоматологический скальпель по ГОСТ 30393/ГОСТ Р 50331.
Длинный пинцет по ГОСТ 21241.
Стоматологическая рифленка для конденсации керамики по ГОСТ 19126.
Промокательная (фильтровальная, адсорбирующая) бумага по ГОСТ 12026.
Вакуумная зуботехническая печь для обжига керамики по НД.
Шлифмотор или бормашина по НД.
Шлифовальные стоматологические цилиндрические головки по ГОСТ 30396/ГОСТ Р 50565.
6.2.2.7 Приготовление образца для испытаний
6.2.2.7.1 Отливка металлического каркаса коронки
Металлический каркас коронки отливают в соответствии с инструкцией изготовителя выбранного сплава. Каркас подготовляют для нанесения керамики, соблюдая инструкции изготовителя по очистке, пескоструйной обработке, оксидированию.
6.2.2.7.2 Изготовление образцов
Порошок грунтовой массы замешивают на дистиллированной воде до пастообразной консистенции. Приготовленную массу наносят кисточкой маленькими порциями на металлический каркас фантомной коронки, конденсируют, удаляют влагу фильтровальной бумагой. Толщина первого слоя должна быть минимальной, но металлическая поверхность должна быть полностью покрыта. Каркас с нанесенной на него грунтовой массой устанавливают на подставку и обжигают в соответствии с инструкцией изготовителя керамики. При вторичном нанесении слоя грунтовой массы ею заполняют трещины и усадочные впадины, проводят конденсацию, удаляют излишки влаги и затем повторно обжигают, добиваясь полной маскировки цвета металла.
Дентинную массу наносят порциями, уплотняя рифлением, избыток влаги удаляют фильтровальной бумагой. Обжиг коронки проводят по инструкции изготовителя керамики. Для компенсации усадки при обжиге наносят дополнительной слой дентинной массы и повторно обжигают. Поскольку каждая масса при обжиге дает усадку, наносить ее следует с избытком. Перед глазурованием поверхность коронки шлифуют и тщательно промывают в проточной воде. Глазуровочный обжиг металлокерамической коронки проводят в соответствии с инструкцией изготовителя керамики.
6.2.2.8 Проведение испытания
Для определения цвета (соответствия расцветке) три эксперта визуально сравнивают цвет изготовленной фантомной коронки с эталоном расцветки изготовителя. Если изготовитель керамики не предоставляет эталонную расцветку, следует сравнить испытуемый образец с образцами керамики из двух других партий. Цвет всех трех сравниваемых образцов должен быть практически одинаковым.
6.2.2.9 Оценка результатов испытаний
При наличии отклонений в цвете партию керамики считают непригодной.
6.2.3 Определение наличия посторонних включений в керамике
Наличие посторонних включений в керамическом покрытии металлокерамического образца определяют в соответствии с ГОСТ Р 51735.
6.2.4 Определение сопротивления керамики к окрашиванию
Сопротивление керамики к окрашиванию определяют в соответствии с ГОСТ Р 51735.
6.2.5 Определение пористости керамики
Пористость керамического покрытия металлокерамического образца определяют в соответствии с ГОСТ Р 51735.
6.3 Методы испытаний физико-механических и физико-химических свойств
6.3.1 Определение коэффициентов термического расширения (температурного коэффициента линейного расширения) металла и керамики
6.3.1.1 Сущность метода
Сущность данного метода заключается в оценке расширения металла и керамики при нагревании. Термическое расширение измеряют с помощью индикатора, установленного на дилатометре. При отсутствии термической согласованности между металлом и керамикой возможны растрескивание, снижение механической прочности и ухудшение термостойкости керамического покрытия металлокерамического протеза.
6.3.1.2 Ограничения метода
Воспроизводимые результаты испытаний могут быть достигнуты только при соблюдении метода подготовки образцов и условий проведения дилатометрических испытаний, установленных инструкцией изготовителя дилатометра. При дилатометрических испытаниях нельзя использовать сильно закристаллизованные кварцевые трубки.
6.3.1.3 Меры предосторожности
Во избежание ожогов следует быть внимательным при выемке образцов из зуботехнической печи и вертикального кварцевого дилатометра. Шлифовать керамику следует в респираторе при включенном вытяжном устройстве.
6.3.1.4 Продолжительность испытаний
Продолжительность испытаний определяется температурой начала усадки керамики при проведении дилатометрического испытания. В среднем продолжительность дилатометрического испытания составляет 2-3 ч (без учета времени изготовления образцов). Подсчет результатов испытания занимает 1 ч.
6.3.1.5 Расход керамики и металла для проведения испытания
Для изготовления керамического образца требуется 5 г порошка.
Расход металла для литья металлического образца определяется плотностью сплава, заданной изготовителем последнего.
6.3.1.6 Оборудование
Оборудование для отливки металлических образцов по НД.
Вакуумная зуботехническая печь для обжига керамики по НД.
Калиброванный дилатометр по НД.
6.3.1.7 Изготовление образцов
Изготовляют по два образца сплава методом литья по инструкции изготовителя сплава и по четыре образца грунтовой, дентинной и эмалевой керамики в соответствии с ГОСТ Р 51735. Образцы изготовляют в виде стержней или брусков площадью поперечного сечения не более 40 мм. Края образцов должны быть отшлифованы так, чтобы они были плоскими и параллельными.
6.3.1.8 Методика проведения испытаний
Перед испытанием металла проводят термическую обработку двух образцов сплава в соответствии с инструкцией изготовителя сплава. Дилатометрические испытания проводят на обоих образцах. Скорость нагрева (5±1)°С/мин. Температурный коэффициент линейного расширения сплава ![]() определяют в диапазоне температур 25-700°С из записи данных линейного расширения в зависимости от температуры.
определяют в диапазоне температур 25-700°С из записи данных линейного расширения в зависимости от температуры.
Для испытаний керамики изготовляют по четыре образца из грунтовой, дентинной и эмалевой масс. По два образца от каждой массы обжигают один раз в вакууме и один раз на воздухе при атмосферном давлении, а оставшиеся образцы обжигают по три раза в вакууме и один раз на воздухе при атмосферном давлении. Дилатометрические испытания всех образцов проводят со скоростью нагрева (5±1)°С/мин до начала усадки образца. Температурный коэффициент линейного расширения керамики ![]() определяют в диапазоне температур 25-500°С.
определяют в диапазоне температур 25-500°С.
6.3.1.9 Обработка результатов испытаний
Температурный коэффициент линейного расширения , 1/°С, рассчитывают по формуле
![]() , (1)
, (1)
где | константа дилатометра для новой кварцевой трубки и градуированной термопары, обладающей небольшой погрешностью; |
| показание индикатора, см; |
| исходная длина образца, см; |
| температура, при которой снимают данное показание, °С; |
| комнатная температура, °С (для удобства подсчетов принимают |
Температурный коэффициент линейного расширения в диапазоне температур 20-500°С ![]() , 1/°C, рассчитывают по формуле
, 1/°C, рассчитывают по формуле
![]() . (2)
. (2)
Результат рассчитывают как среднее арифметическое двух показаний.
Затем определяют среднее квадратическое отклонение полученных значений ТКЛР по формуле
 , (3)
, (3)
где | значение ТКЛР |
| среднее арифметическое значение ТКЛР, 1/°С; |
| число образцов. |
6.3.2 Определение прочности керамики при изгибе
Прочность керамики при изгибе определяют в соответствии с ГОСТ Р 51735.
6.3.3 Определение технологичности керамики
Технологичность керамики определяют в соответствии с ГОСТ Р 51735.
6.3.4 Определение линейной усадки керамики при обжиге
Линейную усадку керамики при обжиге определяют в соответствии с ГОСТ Р 51735.
6.3.5 Определение химической растворимости керамики
Химическую растворимость керамики определяют в соответствии с ГОСТ Р 51735.
6.3.6 Определение температурного интервала плавления сплава для металлокерамики
Температурный интервал плавления сплава для металлокерамики определяют в соответствии с ГОСТ Р 51381.
6.3.7 Определение плотности сплава
Плотность сплава определяют в соответствии с ГОСТ Р 51381.
6.3.8 Определение предела текучести сплава
Предел текучести сплава определяют в соответствии с ГОСТ Р 51381.
6.3.9 Определение относительного удлинения сплава
Относительное удлинение сплава определяют в соответствии с ГОСТ Р 51381.
6.4 Метод испытания прочности связи керамики с металлом
6.4.1 Сущность метода
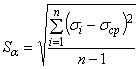
Металлокерамические образцы с керамикой, нанесенной, как показано на рисунке 1 (симметричное расположение), помещают на изгибающее устройство так, чтобы керамика находилась на стороне, противоположной прилагаемой нагрузке. Прилагают нагрузку и определяют усилие, при котором произошел отрыв керамики.
6.4.2 Ограничения метода
Воспроизводимые результаты испытаний могут быть достигнуты при соблюдении процедуры подготовки образцов, установленной 6.2.2.7.2.
6.4.3 Меры предосторожности
Во избежание ожогов следует быть внимательным при выемке образцов из зуботехнической печи. Обработку керамики и сплава следует проводить в респираторе при включенном вытяжном устройстве.
6.4.4 Время проведения испытаний
Продолжительность изготовления образца определяется временем литья металлических подложек и циклами обжига керамического покрытия, рекомендованными изготовителем материала.
Продолжительность испытания на изгиб - 2 ч. Оформление результатов испытания занимает 1 ч.
6.4.5 Расход порошка керамики для проведения испытания
Для изготовления образца требуется 2 г порошка керамики.
6.4.6 Оборудование, инструменты, формы, посуда
Оборудование для отливки металлических образцов по НД.
Стоматологическая фарфоровая палитра или стеклянная пластина для смешивания по НД.
Стоматологический шпатель по ГОСТ 19126.
Капельница для жидкости по ГОСТ 23932.
Стоматологический скальпель по ГОСТ 30393/ГОСТ Р 50331.
Длинный пинцет по ГОСТ 21241.
Стоматологическая рифленка для конденсации фарфора по ГОСТ 19126.
Промокательная (фильтровальная, адсорбирующая) бумага по ГОСТ 12026.
Вакуумная зуботехническая печь для обжига керамики по НД.
Шлифмотор или бормашина по НД.
Испытательная машина типа Динстат или Инстрон, или любая другая испытательная машина, которая может создать разрушающее усилие посредством трехточечного изгиба, по НД.
Штангенциркуль по ГОСТ 166 или микрометр по ГОСТ 6507.
6.4.7 Изготовление образцов
Испытания проводят на шести образцах. Для испытаний на испытательной машине типа Инстрон отливают плоские металлические образцы размерами 253
0,5 мм. В центре плоского металлического образца симметрично наносят слой грунтовой керамики длиной 8 мм (т.е. приблизительно на
длины образца). На каждый образец дополнительно наносят дентинный слой керамики так, чтобы общая толщина керамического слоя составляла 1-1,5 мм (рисунок 1а).
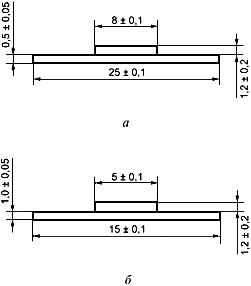
Рисунок 1 - Конфигурация образца для испытаний прочности связи керамики с металлом: а - на испытательной машине Инстрон; б - на испытательной машине Динстат
Для испытаний на испытательной машине типа Динстат отливают плоский металлический образец размерами 155
1 мм. В центре плоского металлического образца симметрично наносят слой грунтовой керамики длиной 5 мм (т.е. приблизительно на
длины образца). На каждый образец дополнительно наносят слой дентинной керамики таким образом, чтобы общая толщина керамического слоя составляла 1-1,5 мм (рисунок 1б).
Обжиг и глазурование образцов проводят по инструкции изготовителя керамики.
Перед глазурованием проводят подшлифовку керамического покрытия так, чтобы придать ему прямоугольную форму.
Допускается проведение испытаний на испытательных машинах другого типа. При этом длина образцов может быть изменена в соответствии с расположением опор. Длина наносимого слоя керамики должна составлять приблизительно длины образца.
6.4.8 Методика проведения испытаний
Испытания проводят на испытательных машинах типа Динстат или Инстрон, или на любых других испытательных машинах, способных создавать разрушающее усилие () посредством трехточечного изгиба. Перед испытаниями каждый образец должен быть измерен. Разрушение образцов проводят в строгом соответствии с инструкциями по эксплуатации испытательной машины. Если отрыв произошел не по поверхности раздела металла с керамикой, а внутри керамического слоя, образец следует заменить.
6.4.9 Обработка результатов испытаний
Прочность связи керамики по сплавом , МПа, рассчитывают по формуле
![]() , (4)
, (4)
где | коэффициент, который является функцией толщины металлического каркаса и модуля упругости сплава, указываемого его изготовителем; |
| разрушающая нагрузка, полученная на машине Динстат или Инстрон при испытании, кгс. |
Коэффициент определяют по диаграмме на рисунке 2.
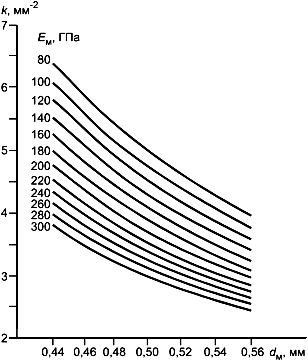
Рисунок 2 - Диаграмма определения коэффициента как функции толщины металлического каркаса
и модуля упругости сплава
Если требованию 4.1.3.2 соответствуют менее четырех образцов, испытания следует повторить. Если в результате повторных испытаний указанному требованию соответствуют менее четырех образцов, стоматологическую металлокерамику считают не прошедшей испытания.
______________________________________________________________________
УДК 615.461:006.354 ОКС 11.060.10 Р22 ОКСТУ 9391
Ключевые слова: стоматология, стоматологическая металлокерамика, зубное протезирование, испытания
______________________________________________________________________
Электронный текст документа
и сверен по:
М.: ИПК Издательство Стандартов, 2001
