МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION (ISC)
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
ГОСТ ISO 11244-2011
СМЕСЬ ОГНЕУПОРНАЯ СТОМАТОЛОГИЧЕСКАЯ ДЛЯ ПАЙКИ ТВЕРДЫМ ПРИПОЕМ
Технические требования.
Методы испытаний
(ISO 11244:1998, IDT)
Издание официальное
Москва 2013
ГОСТ ISO 11244—2011
Предисловие
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0—92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2—2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в маши построен и и» (В Н И И Н М Л11J)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Госстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 40-2011 от 29 ноября 2011 г.)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004 -97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Республика Беларусь | BY | Госстандарт Республики Беларусь |
Республика Казахстан | KZ | Госстандарт Республики Казахстан |
Кыргызская Республика | KG | Кыргызстандарт |
Российская Федерация | RU | Госстандарт |
Республика Таджикистан | TJ | Таджи кстапдарт |
Республика Узбекистан | UZ | Узстаидарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 13 декабря 2011 г. № 1273-ст межгосударственный стандарт ГОСТ ISO 11244-2011 введен в действие в качестве национального стандарта Российской Федерации с I января 2013 г.
5 Настоящий стандарт идентичен международному стандарту ISO 11244:1998 Dental brazing investments (Стоматологические формовочные материалы для пайки твердым припоем).
Степень соответствия - идентичная (1DT).
Стандарт подготовлен на основе применения ГОСТ Р ИСО 11244 -2006
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст изменений - в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
II
ГОСТ ISO 11244—2011
© . 2013
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
111
ГОСТ ISO 11244—2011
М Е Ж Г О С У Д Л Р С Т В Е Н II Ы Й СТ А II ДАРТ
СМЕСЬ ОГНЕУПОРНАЯ СТОМАТОЛОГИЧЕСКАЯ ДЛЯ ПАЙКИ ТВЕРДЫМ ПРИПОЕМ
Технические требования. Методы испытаний
Dental brazing investments.
Technical requirements. Test methods
Дата введения — 2013-01-01
1 Область применения
Настоящий стандарт устанавливает классификацию, технические требования и методы испытаний огнеупорной стоматологической смеси для пайки твердым припоем (далее - огнеупорная смесь для пайки).
Настоящий стандарт устанавливает требования к информации, которая должна быть включена в инструкцию изготовителя, маркировке и упаковке.
2 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
2.1 процесс пайки твердым припоем: Пайка твердым припоем: Процесс соединения, обычно применяемый к металлам, в которых во время или после нагревания расплавленный припой путем капиллярного натяжения заполняет пространство между соединенными поверхностями частей.
П р и м е ч а и и е - Обычно интервал плавления металла заполнителя выше 450 "С, но всегда ниже температуры плавления спаиваемых элементов.
2.2 огнеупорная смесь для пайки твердым припоем: Порошкообразная смесь из огнеупорного наполнителя и связующего,
Издание официальное
1
ГОСТ ISO 11244—2011
специально разработанные для изготовления огнеупорной модели, на которой устанавливаются детали для пайки твердым припоем.
2.3 огнеупорная смесь на гипсовом связующем для пайки твердым припоем: Порошкообразная смесь из огнеупорного наполнителя и связующего, состоящего главным образом из полугидрата сульфата кальция, разработанная специально для пайки твердым припоем стоматологических сплавов.
2.4 огнеупорная смесь на фосфатном связующем для пайки твердым припоем: Порошкообразная смесь из огнеупорной основы и связующего, состоящего главным образом из кислого фосфата (например однозамещенный фосфат аммония) и основного оксида (например оксид магния), специально разработанная для пайки твердым припоем стоматологических сплавов.
2.5 специальная жидкость: Жидкость, состоящая в основном из водного раствора коллоидных частиц кремнезема, для смешивания с порошком огнеупорной смеси для увеличения термического расширения.
Жидкость поставляется производителем или поставщиком.
3 Классификация
Огнеупорные смеси для пайки твердым припоем в соответствии с их составом классифицируют по двум типам:
- тип I - огнеупорная смесь на гипсовом связующем для пайки твердым припоем;
- тип 2 - огнеупорная смесь на фосфатном связующем для пайки твердым припоем.
Примечание - Тип I применяют для пайки сплавов с температурой пайки ниже 1000 °C. Тип 2 - для сплавов с температурой пайки свыше 1000 'С.
2
ГОСТ ISO 11244—2011
4 Технические требования
4.1 Внешний вид
Порошок должен быть в виде однородной и сухой смеси без присутствия инородных тел и комков. Испытания проводят по 6.1.
4.2 Текучесть
Диаметр расплыва огнеупорной смеси для пайки не должен превышать 100 мм. Испытания проводят по 6.2.
4.3 Время твердения
Время твердения огнеупорной смеси для пайки не должно превышать 30 % значения, установленного изготовителем. Если изготовитель указывает нижний и верхний пределы времени твердения, то они должны быть не более 30 % среднего значения диапазона твердения.
Испытания проводят по 6.3.
4.4 Предел прочности при сжатии
Предел прочности при сжатии должен находиться в пределах от 2,0 до 10,0 МПа.
Испытания проводят по 6.4.
4.5 Линейное термическое расширение
Линейное термическое расширение не должно превышать 15 % значения, указанного изготовителем. Если изготовитель указывает верхний и нижний пределы линейного термического расширения, то они не должны превышать 15 % среднего значения линейного термического расширения.
Испытания проводят по 6.5.
4.6 Линейное расширение при твердении
Для материалов типа 1 линейное расширение при твердении должно быть в пределах 15 % значений, указанных изготовителем. Если изготовитель указывает верхний и нижний пределы линейного расширения при твердении, то они не должны превышать 15 % среднего значения линейного расширения при твердении.
з
ГОСТ ISO 11244—2011
Испытания проводят по 6.6.
5 Отбор образцов, условия проведения испытаний и смешивание
5.1 Отбор образцов
Из одной партии отбирают огнеупорную смесь достаточной массы для пайки (примерно 5 кг). Любую распечатанную упаковку бракуют. Огнеупорная смесь для пайки при ссыпании в одну массу должна быть тщательно переметана и храниться во влагоустойчивом контейнере.
Для всех образцов используют одну и ту же огнеупорную смесь.
5.2 Условия проведения испытаний
Все смешивания и испытания огнеупорной смеси для пайки проводят при температуре окружающей среды (23 ± 2) °C и относительной влажности (50 ± 10) % в помещении, защищенном от сквозняков.
Перед смешиванием все испытуемые огнеупорные смеси для пайки должны храниться при указанных условиях не менее 16 ч. Изготовленные образцы перед испытаниями хранят при указанных выше условиях.
Аппаратура должна быть чистой и иметь температуру, при которой проводятся испытания. Перед использованием все резервуары для смешивания смачивают, а затем удаляют из них остаток жидкости. Вся другая аппаратура должна быть сухой.
5.3 Смешивание
5.3.1 Аппаратура
Для огнеупорной смеси для пайки типов 1 и 2 рекомендуется использовать разные резервуары, наборы инструментов и частей аппаратуры, контактирующих с огнеупорной смесью для пайки. Если изготовитель рекомендует использовать механический смеситель, это должно быть указано в инструкции.
5.3.2 Проведение испытаний
4
ГОСТ ISO 11244—2011
Отмеряют требуемую массу порошка и массу воды или жидкости с точностью до ± I % для смешивания в пропорции, рекомендованной изготовителем. Вода должна соответствовать требованиям ISO 3696 (степень 3) [I]. Если изготовитель указывает верхний и нижний пределы массы, то используют среднее значение массы порошка и жидкости.
Наливают воду или жидкость в резервуар для смешивания и вводят в него огнеупорный порошок в течение К) с, сократив до минимума захват воздуха.
Хронометраж начинают с момента первого контакта порошка с водой или жидкостью. Ручным шпателем перемешивают смесь в течение 15 с со скоростью примерно два оборота в секунду.
Механическое смешивание проводят в соответствии с рекомендацией изготовителя (см. раздел 7, перечисление d) в течение времени, указанного изготовителем, а затем в течение 15 с заливают смесь в форму.
6 Методы испытаний
6.1 Визуальный контроль
Огнеупорная смесь для пайки должна быть проверена визуально при нормальной остроте зрения и соответствовать требованиям 4.1.
6.2 Текучесть
6.2.1 Аппаратура
6.2.1.1 Чистая, сухая, цилиндрическая форма длиной (50 ± 1) мм и внутренним диаметром (35 ± 1) мм, изготовленная из коррозионно-стойкого и неабсорбирующего материала.
6.2.1.2 Плоская квадратная стеклянная пластина минимальным размером (150 х 150) мм.
6.2.1.3 Стоматологический вибратор, работающий с частотой колебаний 50 или 60 Гц.
6.2.1.4 Миллиметровая шкала.
5
ГОСТ ISO 11244—2011
6.2.1.5 Силиконовый разделительный материал (аэрозоль или густая мазь).
6.2.2 Проведение испытания
Покрывают внутреннюю поверхность формы силиконовым разделительным материалом. Смешивают огнеупорную смесь для пайки, как описано в 5.3, используя 200 г порошка и жидкости, рекомендуемой изготовителем массы. Ставят основание формы на стеклянную пластину и помещают на вибратор. Вибрацию проводят не более 20 с. Огнеупорной смесью для пайки заполняют форму до верхнего края. Через 20 с после окончания смешивания поднимают форму с пластины вертикально со скоростью примерно К) мм/с. Смесь оседает на пластине. После твердения смеси измеряют наибольшие и наименьшие горизонтальные размеры затвердевшей огнеупорной смеси для пайки и записывают среднее значение размера.
6.2.3 Оценка результатов
Испытание по 6.2.2 проводят два раза. Если оба раза огнеупорная смесь для пайки отвечает требованиям 4.2, то она соответствует требованиям настоящего стандарта. Смесь бракуют, если в обоих случаях она не отвечает указанным в 4.2 требованиям. В случае положительного и отрицательного результатов испытания повторяют еще три раза. Если все три раза результаты испытаний соответствуют 4.2, то огнеупорная смесь для пайки считают соответствующей требованиям настоящего стандарта. При отрицательных результатах смесь бракуют.
6.3 Время твердения
6.3.1 Аппаратура
6.3.1.1 Прибор с иглой (см. рисунок 1), который должен соответствовать следующим требованиям:
а) общая масса стержня и иглы (А, В и С, см. рисунок Г) должна быть (300 ± I) г;
Ь) измерительная шкала D. градуированная в миллиметрах;
6
ГОСТ ISO 11244—2011
с) основание II под стеклянную пластину площадью приблизительно 100 мм";
d) игла Вика С, круглая в поперечном сечении, диаметром (1.00 ± 0,05) мм и плоским концом.
6.3.1.2 Чистая, сухая коническая форма, изготовленная из коррозионностойкого, неабсорбирующего материала, внутренним диаметром верхней части 70 мм, диаметром нижней части 60 мм и высотой 40 мм.

А — дополнительная миррка: S — стержень; С — «па Вика; 0 — градуированная шкала; Е — аимтоюй мним ₽ — ■ЮДйерживЭНнивНОПфЭ; G — «Онускш цШ*М0ричес>ая ферма; Н — сокхянив пластины
Рисунок 1 — Схема прибора «Игла Викз» (см 6.3 1 1)
6.3.1.3 Силиконовый разделительный материал (аэрозоль или густая мазь).
6.3.2 Проведение испытаний
Устанавливают шкалу прибора «Игла Вика» на отметку 0, когда игла касается основания. Смешивают огнеупорную смесь для пайки в соответствии с 5.3, используя 300 г порошка и жидкость рекомендованной изготовителем массы.
Наполняют до краев форму смесью и выравнивают поверхность. Когда блеск на поверхности смеси полностью исчезнет, опускают иглу до касания с
7
ГОСТ ISO 11244—2011
поверхностью смеси, затем мягко отпускают её в смесь под собственной тяжестью. Повторяют испытание с интервалами в 15 с, вытирая иглу после каждого проникновения и передвигая образец не менее чем на 5 мм с тем, чтобы игла дважды не попала в то же место.
Избегают проникновения иглы на расстояние менее 5 мм от стенок формы. Записывают время твердения (время от начала смешивания до момента, когда игла впервые не проникла в образец на глубину 5 мм).
6.3.3 Оценка результатов
Испытание по 6.3.2 проводят два раза. Если в обоих случаях огнеупорная смесь для пайки соответствует требованиям 4.3, то она соответствует требованиям настоящего стандарта. Огнеупорную смесь для пайки бракуют, если в обоих случаях она не отвечает указанным требованиям. Если один результат испытаний положительный, а второй отрицательный, то испытание повторяют ещё три раза. Если результаты последующих трёх испытаний соответствуют требованиям 4.3, то смесь считают соответствующей требованиям настоящего стандарта. Если один из трёх результатов испытаний будет отрицательным, то огнеупорную смесь бракуют.
6.4 Прочность при сжатии
6.4.1 Аппаратура
6.4.1.1 Одна или несколько форм, подходящих для изготовления цилиндрических образцов диаметром (20.0 + 0.2) мм и высотой (40,0 ± 0.4) мм, изготовленных из коррозионно-стойкого материала. Допуск на параллельность краев форм должен быть в пределах ± 0,05 мм.
6.4.1.2 Плоские стеклянные пластины, числом и размерами достаточными для накрывания всех форм.
6.4.1.3 Стоматологический вибратор.
6.4.1.4 Машина для испытания прочности при сжатии со скоростью нагружения (5 ± 2) кП/мин.
s
ГОСТ ISO 11244—2011
Примечание - При использовании испытательной машины с постоянной скоростью движения траверсы эту скорость регулируют так, чтобы средняя скорость нагружения между начальным приложением нагрузки и нагрузкой при разрушении образца была (5 ± 2) кН/мии. Для определения соответствующей скорости движения траверсы следует испытать пробные образцы.
6.4.1.5 Силиконовый разделительный материал.
6.4.2 Проведение испытаний
Смазывают внутреннюю поверхность формы соответствующим силиконовым материалом. Ставят форму на стеклянную пластину. Приготавливают смесь в соответствии с 5.3, используя 200 г порошка и рекомендуемую изготовителем массу жидкости. Слегка переполняют форму смесью, применяя легкое потряхивание. До того, как блеск поверхности смеси полностью исчезнет, помещают вторую стеклянную пластину на форму и прижимают ее так, чтобы стекло соприкасалось с формой. Образец вынимают из формы через 30 мин после начала смешивания и хранят при температуре (23 ± 2) "С и относительной влажности (50 ± 10) % в течение (120 ± 5) мин от начала смешивания. Изготавливают и испытывают пять образцов. Возможно понадобиться более одного замешивания для изготовления пяти образцов, если текучесть или заданная скорость замешивания осложняет их приготовление. До начала испытаний измеряют диаметр каждого образца.
Помещают каждый образец в испытательный прибор (6.4.1.4) так, чтобы ось образца находилась вертикально.
Прокладку между образцом и пластинами не применяют. Через (120 ± 5) мин после начала смешивания прикладывают к образцу нагрузку. Затем нагрузку увеличивают до наступления разрушения образца огнеупорной смеси для пайки и записывают значение силы сжатия, при которой произошло разрушение.
6.4.3 Оценка результатов
9
ГОСТ ISO 11244—2011
Если четыре из пяти значений прочности при сжатии соответствуют требованиям 4.4. то материал соответствует настоящему стандарту. Если только три значения прочности соответствуют требованиям настоящего стандарта, то необходимо испытать ещё пять образцов. При положительных результатах пяти последующих испытаний огнеупорная смесь для пайки считают соответствующей требованиям настоящего стандарта, в противном случае смесь бракуют.
6.5 Линейное термическое расширение
6.5.1 Аппаратура
6.5.1.1 Стеклянный кварцевый дилатометр - измерительный инструмент, который позволяет воздействовать на образец с силой не более 5 кПа и измерять изменения длины с точностью до 0,1 %.
6.5.1.2 Форма, выполненная из коррозионно-стойкого материала, для изготовления образцов для испытаний в дилатометре (6.5.1.1).
6.5.1.3 Регистратор (координатный самописец X-Y), позволяющий записывать достигнутую кривую температурного расширения.
6.5.1.4 Смазка для формы.
6.5.2 Проведение испытаний
Смазывают внутреннюю поверхность формы смазкой. Наполняют до краев форму огнеупорной смесью для пайки и через (58 ± 2) мин после начала смешивания выравнивают поверхность с верхними краями формы.
Через (60 ± I) мин после начала смешивания удаляют образец из формы. Через (120 ± I) мин измеряют длину образца с точностью ± 0.01 мм и помещают образец в дилатометр.
Подъем температуры в дилатометре производят со скоростью (5 ± 1) град/мин от комнатной температуры до 750 °C для огнеупорной смеси для пайки типа I и до 900 °C - для пайки типа 2. Поддерживают максимальную температуру в течение 15 мин. Определяют изменение длины образца с точностью ± 0,01 мм. Подсчитывают значение линейного термического расширения в процентах от первоначальной длины с точностью ± 0,02 %.
10
ГОСТ ISO 11244—2011
6.5.3 Оценка результатов
Испытания по 6.5.2 проводят два раза. Если в обоих случаях они отвечают требованиям 4.5 настоящего стандарта, то огнеупорную смесь для пайки считают соответствующей требованиям настоящего стандарта.
Если в обоих случаях результаты будут отрицательными, то огнеупорную смесь для пайки бракуют. Если один результат будет положительным, а другой - отрицательным, то проводят еще три испытания. Если все три результата будут положительными, то огнеупорную смесь для пайки считают соответствующей требованиям настоящего стандарта. В противном случае огнеупорную смесь для пайки бракуют.
6.6 Линейное расширение при твердении
6.6.1 Аппаратура и материалы
6.6.1.1 Экстензометр (см. рисунок 2) с образцами длиной 100 мм. Это устройство измеряет изменение длины с точностью ± 0,01 мм при нагрузке не более 0.8 Н. Внутреннее сечение желоба должно иметь форму равнобедренного треугольника с углом 90м и внутренней длиной торца (30 ± I) мм. Один конец желоба должен быть заблокирован неподвижной концевой вставкой, а другой конец представляет собой подвижную часть массой (200 ± 10) г.
н
ГОСТ ISO 11244—2011
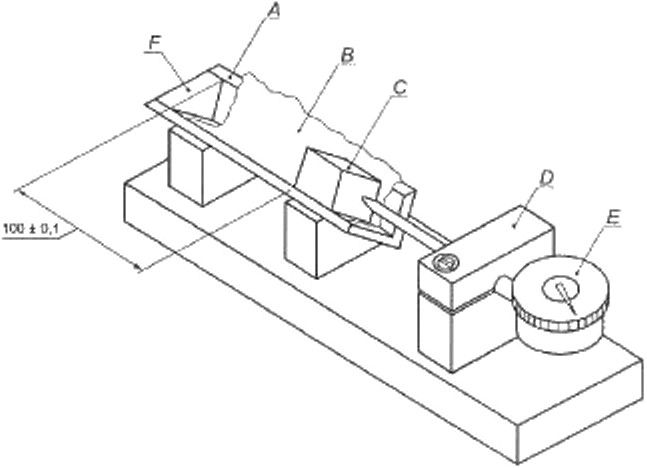
А - желоб; В лист из фторопласта; С - куб; D - держатель датчика; £ - цифровой индикатор или эквивалент; F - неподвижная концевая вставка.
Рисунок 2 - Схема экстензометра
6.6.1.2 Пленка из фторопласта толщиной 0,1 - 0. 2 мм.
6.6.1.3 Смазочный материал (например вазелиновое масло).
6.6.2 Проведение испытаний
Выкладывают желоб пленкой из фторопласта (6.6.1.2).
Устанавливают экстензометр так, чтобы длина образца была равна (100 ±0,5) мм. Наносят смазку на поверхность неподвижной концевой вставки и подвижной части, контактирующей с испытуемым материалом. Заливают огнеупорную смесь для пайки, приготовленную в соответствии с 5.3. до уровня, помеченного на желобе. Накрывают поверхность образца пленкой из фторопласта. Измеряют исходную длину образца. Снимают показание за одну минуту до начала твердения, как указано в 6.3. Затем снимают показания через (120 ± 5) мин после начала замешивания и определяют изменение длины с точностью до ±0,01 мм Подсчитывают линейное расширение при твердении в процентах от первоначальной длины с точностью до 0.01 %.
12
ГОСТ ISO 11244—2011
6.6.3 Результаты испытаний
Испытания проводят два раза. Если оба результата линейного расширения при твердении отвечают требованиям 4.6 настоящего стандарта, то огнеупорную смесь для пайки считают соответствующей требованиям настоящего стандарта. Если ни один из результатов испытаний не отвечает требованиям 4.6, то огнеупорную смесь для пайки бракуют. Если один результат оказывается положительным, то испытания повторяют три раза. Если все три результата соответствуют требованиям 4.6, то огнеупорную смесь для пайки считают соответствующей требованиям настоящего стандарта. В противном случае смесь бракуют.
7 Инструкция изготовителя
Инструкция изготовителя или поставщика должна содержать, как минимум, следующую информацию:
а) тип огнеупорной смеси для пайки в соответствии с разделом 3;
Ь) рекомендуемую массу порошка и жидкости, см' и г;
с) если поставляется специальная жидкость, то инструкцию по ее использованию, хранению и разбавлению;
d) рекомендуемую процедуру смешивания, включая тип смесителя и время смешивания (если применимо);
е) при применении метода дублирования модели указывают метод формовки, время для обрезки моделей, включая материалы для оттиска, время прокаливания, физические характеристики, определенные в соответствии с требованиями настоящего стандарта.
В информацию о физических свойствах должны быть включены:
а) пропорция массы жидкости/порошка, при которой были проведены измерения;
Ь) время твердения;
с) прочность при сжатии;
d) значение линейного термического расширения;
13
ГОСТ ISO 11244—2011
е) кривая линейного термического расширения;
1) значение линейного расширения при твердении для смеси формовочной для пайки типа 1.
8 Упаковка
Порошок должен быть упакован в плотный, влагонепроницаемый контейнер, который должен быть запечатан.
9 Маркировка
9.1 Порошок
Каждый контейнер должен иметь следующую маркировку:
а) наименование или торговую марку изготовителя и.'или поставщика и их адрес;
Ь) наименование огнеупорной смеси для пайки;
с) описание типа огнеупорной смеси для пайки в соответствии с разделом 3;
d) серийный номер;
е) минимальную массу порошка нетто в граммах или килограммах; минимальную массу нетто жидкости;
f) рекомендуемые условия хранения;
g) надпись «Использовать до...» (месяц и год);
h) предупреждение о том, что порошок содержит свободную двуокись кремния, которая при вдыхании может повредить легкие, и о необходимости принимать меры предосторожности.
9.2 Жидкость
Каждый контейнер должен иметь следующую маркировку:
а) наименование или торговую марку изготовителя и.'или поставщика и их адрес;
Ь) область применения жидкости;
с) серийный номер;
14
ГОСТ ISO 11244—2011
d) рекомендуемые условия хранения;
е) надпись «Использовать до...» (месяц и год);
Примечание Дата, до которой рекомендуется использовать жидкость, может быть недействительна, если продукт не хранится в рекомендованных изготовителем условиях.
15
ГОСТ ISO 11244—2011
Приложение А (справочное)
Библиография
[ 1J ISO 3696:1987 Water for analytical laboratory use - Specification and test methods (Вода для использования в аналитической лаборатории - Спецификация и методы испытаний)
16
ГОСТ ISO 11244—2011
УДК 615.463:665.14:006.354 | МКС 11.060.10 Р22 IDT |
Ключевые слова: формовочные | материалы для пайки, технические |
требования, методы испытаний, | инструкция изготовителя, упаковка, |
маркировка
17
