ГОСТ Р ИСО 22112-2008
Группа Р22
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Стоматология
ЗУБЫ ИСКУССТВЕННЫЕ ДЛЯ ЗУБНЫХ ПРОТЕЗОВ
Технические требования. Методы испытаний
Dentistry. Artificial teeth for dental prostheses. Technical requirements. Test methods
ОКС 11.060.10
ОКП 93 9121
Дата введения 2009-09-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Центральный научно-исследовательский институт стоматологии и челюстно-лицевой хирургии Федерального агентства по высокотехнологической медицинской помощи" на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 279 "Зубоврачебное дело"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 18 декабря 2008 г. N 550-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 22112:2005 "Стоматология. Искусственные зубы для зубных протезов" (ISO 22112:2005 "Dentistry - Artificial teeth for dental prostheses").
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении А
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт устанавливает классификацию, технические требования к пластмассовым и керамическим зубам, используемым в стоматологии для изготовления зубных протезов (далее - искусственные зубы; зубы), и методы их испытаний.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты.
Для датированных ссылок применяют только данную редакцию. Для недатированных ссылок применяют самую последнюю редакцию ссылочного нормативного документа (включая любые дополнения).
ИСО 483* Пластмассы. Малые емкости для кондиционирования и испытания с использованием водных растворов для поддержания постоянной влажности
________________
* Будет опубликован (пересмотр ИСО 483:1988).
ИСО 1567:1999 Стоматология. Полимеры для базисов зубных протезов
ИСО 1942* Стоматология. Словарь терминов
________________
* Будет опубликован (пересмотр ИСО 1942, все части :1989).
ИСО 3950:1984 Стоматология. Система обозначения зубов и областей полости рта
ИСО 6873:1998 Стоматологические гипсы
ИСО 7405 Стоматология. Преклиническая оценка биологической совместимости стоматологических инструментов. Методы испытания стоматологических материалов
ИСО 7491:2000 Стоматологические материалы. Определение цветостойкости
ИСО 10993-1 Оценка биологическая медицинских изделий. Часть 1. Оценка и испытания
3 Термины и определения
В настоящем стандарте применены термины по ИСО 1942, а также следующие термины с соответствующими определениями:
3.1 диаторические зубы (diatoric teeth): Зубы, в основании которых имеются прорези или углубления для фиксации в базисном материале.
3.2 штифтовые [крампонные] зубы (pin teeth): Зубы, в основании которых имеются металлические штифты для фиксации в базисном материале.
3.3 комплект зубов (set): Набор из шести передних зубов или восьми боковых зубов.
3.4 половинный [односторонний] комплект зубов (half-set): Набор из трех передних зубов для реставрации натуральных передних зубов в одном квадранте верхней или нижней челюсти или набор из четырех боковых зубов для реставрации натуральных боковых зубов в одном квадранте верхней или нижней челюсти.
3.5 карта фасонов (mould chart): Карта, в которой указаны фасон (форма), цвет и размеры всех отдельных зубов комплекта.
4 Классификация
Искусственные зубы подразделяют на следующие типы:
- тип 1 - передние зубы;
- тип 2 - боковые зубы.
5 Требования
5.1 Общие требования
5.1.1 Биосовместимость
Специальные качественные и количественные требования к отсутствию биологической опасности не включены в настоящий стандарт, но рекомендуется при оценке биосовместимости руководствоваться ИСО 10993-1 и ИСО 7405.
5.1.2 Размеры зубов
Размеры зубов при испытании в соответствии с 7.2 не должны отличаться более чем на 5% для пластмассовых зубов и более чем на 7% для керамических зубов от размеров, указанных изготовителем в карте фасонов.
5.1.3 Цвет и цветовые оттенки
При испытании по 7.3 комплекты передних и боковых зубов не должны иметь заметного различия в цвете по сравнению со шкалой расцветок изготовителя или универсальной шкалой расцветок. На многослойных зубах не должна быть заметна линия раздела между режущей и пришеечной областями на лицевой поверхности зубов.
Примечание - Это требование не распространяется на подкраску и пломбы, специально наносимые на поверхность зубов для имитации их естественного вида.
5.1.4 Полировка поверхности
При визуальном осмотре по 7.1 зубы должны иметь гладкую, блестящую, непористую поверхность.
При испытании по 7.4 переработка керамических зубов не должна ухудшать их первоначальную полировку и зубы должны сохранять способность к последующей шлифовке и полировке.
При испытании по 7.5 пластмассовые зубы должны сохранять способность к повторной полировке до восстановления первоначального блеска.
5.1.5 Отсутствие пористости и других дефектов
Керамические зубы не должны иметь более 16 пор диаметром более 30 мкм и более шести пор диаметром от 40 до 150 мкм на четырех испытуемых поверхностях при испытании по 7.6. Не допускается присутствие пор диаметром более 150 мкм.
Пластмассовые зубы при осмотре в соответствии с 7.7 не должны иметь пор или дефектов поверхности и полировки или видимых посторонних включений на коронковой части зуба.
5.2 Керамические зубы
5.2.1 Радиоактивность
При испытании по 7.8 керамические зубы по радиоактивности не должны превышать концентрацию урана-238 более 1,0 Бк·г.
5.2.2 Крепления
Все керамические диаторические зубы, проверенные по 7.9, должны обеспечивать крепление и иметь отверстия, все из которых должны быть открыты и не запечатаны.
5.2.3 Термостойкость
При испытании по 7.10 не должно быть обнаружено признаков растрескивания керамических зубов.
5.3 Пластмассовые зубы
5.3.1 Соединение с базисным материалом
Все пластмассовые зубы должны соединяться с полимерным базисным материалом горячего отверждения (тип 1), соответствующим ИСО 1567. Для пяти из шести испытуемых образцов соединение между десневой поверхностью зубов и базисным материалом должно выдержать испытание, описанное в 7.11.
5.3.2 Устойчивость к побелению, деформации и растрескиванию
При испытании по 7.12 зубы не должны белеть или деформироваться. Зубы не должны растрескиваться, за исключением десневых поверхностей и пришеечной части зубов вплоть до пришеечной линии.
5.3.3 Цветостойкость
При испытании по 7.13 не должно быть заметных изменений в цвете между облученной и необлученной половинками зуба и необлученным зубом.
5.3.4 Постоянство размеров
При испытании по 7.14 отклонение размера зуба от его первоначального мезиодистального размера должно быть в пределах ±2%.
6 Образец для испытаний
Образец для испытаний должен состоять из шести групп, содержащих комплекты передних и боковых зубов верхней и нижней челюстей (если их изготовляют).
Для сравнения со шкалой расцветок изготовителя необходимо использовать все расцветки передних зубов и пять расцветок боковых зубов.
Для испытания следует взять зубы пяти типоразмеров, для того чтобы охватить всю область размеров и фасонов, указанных изготовителем в карте фасонов. Образцы зубов должны иметь обозначения типа и размеров.
7 Методы испытаний
7.1 Визуальный осмотр
Визуально осматривают без увеличения все зубы в каждом комплекте на соответствие требованиям 5.1.3 и 5.1.4.
7.2 Размеры зубов
7.2.1 Аппаратура
7.2.1.1 Микрометр с точностью измерений ±0,01 мм и параллельными стальными губками.
7.2.2 Проведение испытания
Измеряют микрометром в плоскости максимальные мезиодистальные размеры каждого комплекта верхней (,
) и нижней (
,
) челюстей (см. раздел 6) для определения соответствия размеров карте фасонов (см. 5.1.2). Измеряют микрометром (7.2.1.1) максимальные мезиодистальные (
,
) размеры и высоту зуба от пришеечной до режущей части (
,
) верхних и нижних левых центральных резцов (21, 31) и предельные щечно-язычные (
,
) размеры коронок первых левых моляров верхней и нижней челюстей (26, 36). На рисунке 1 эти размеры указаны в интервалах. Цифровые обозначения зуба, приведенные в скобках, соответствуют ИСО 3950.
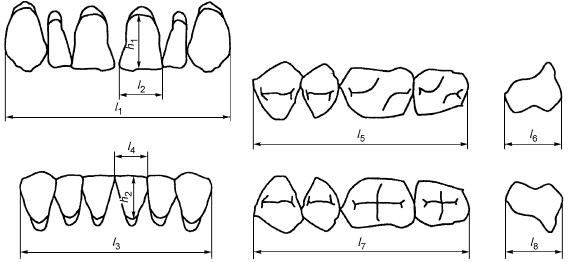
а) Размеры зубов типа 1 | b) Размеры зубов типа 2 |
Рисунок 1 - Размеры зубов для измерения
7.3 Сравнение со шкалой расцветок
Отбирают верхний центральный резец из всех представленных на испытание расцветок передних зубов и/или верхний премоляр (см. раздел 6) из каждой из пяти различных расцветок боковых зубов. Оценку проводят в соответствии с ИСО 7491, пункт 3.2.3. Осмотр на соответствие лабиальных поверхностей каждого испытуемого зуба шкале расцветок проводят, удерживая зуб рядом и в одной плоскости с эталонным зубом соответствующей расцветки и сравнивая испытуемый зуб сначала с одной стороны эталонного зуба, а затем с другой. Испытуемый зуб соответствует требованиям 5.1.3, если нет заметного различия в цвете.
7.4 Полировка поверхности керамических зубов
7.4.1 Аппаратура и материалы
7.4.1.1 Стоматологический базисный материал типа 1 в соответствии с ИСО 1567.
7.4.1.2 Стоматологическое лабораторное оборудование для гипсования, переработки, отделки и влажной полировки.
7.4.1.3 Стоматологический гипс для изготовления формы в соответствии с ИСО 6873 (тип 2 или тип 3).
7.4.1.4 Стоматологический моделировочный воск.
7.4.1.5 Влажный шлифовальный круг с карбидным покрытием зернистостью N 300, диаметром (63±3) мм и толщиной (4,7±0,3) мм, вращающийся со скоростью (1700±300) мин.
7.4.2 Переработка
7.4.2.1 Приготовление образцов
В соответствии с инструкцией изготовителя соединяют три зуба различной формы типа 1 и три зуба типа 2 со стоматологическим базисным материалом (7.4.1.1), используя стоматологическое лабораторное оборудование (7.4.1.2) и соответствующие методы паковки. Используют гипс (7.4.1.3) и подходящий моделировочный воск (7.4.1.4).
7.4.2.2 Методика
После извлечения образца из формы удаляют излишки базисного материала с открытой поверхности зубов, используя стоматологическое лабораторное оборудование. Полируют зубы с помощью стоматологического лабораторного оборудования (7.4.1.2) осторожно, сохраняя шлифовальные круги влажными там, где это необходимо.
После полировки осматривают зубы на соответствие 5.1.4 и для обнаружения любого повреждения, вызванного переработкой, исключая случайные повреждения от оборудования, используемого при переработке.
7.4.3 Шлифование
7.4.3.1 Приготовление образцов
Используя шлифовальный круг (7.4.1.5), осторожно сошлифовывают окклюзионные поверхности боковых зубов или режущий край передних зубов на образце, полученном по 7.4.2, удаляя слой керамического материала толщиной приблизительно 1 мм. Круг должен вращаться со скоростью (1700±300) мин. Следует избегать перегрева зубов при шлифовании.
7.4.3.2 Методика
Используя стоматологическое лабораторное оборудование (7.4.1.2), полируют шлифованные поверхности и проверяют на соответствие 5.1.4.
7.5 Полировка поверхности пластмассовых зубов
7.5.1 Аппаратура и материалы
7.5.1.1 Стоматологический базисный материал типа 1 в соответствии с ИСО 1567.
7.5.1.2 Стоматологическое лабораторное оборудование для гипсования, переработки, отделки и влажной полировки.
7.5.1.3 Секундомер с погрешностью ±1 с.
7.5.1.4 Осажденный карбонат кальция (мел), стоматологический порошок для полирования.
7.5.1.5 Мягкий муслиновый круг с 18-36 слоями ткани, вращающийся с окружной скоростью (650±350) м/мин.
Примечание - Круг диаметром 70 мм со скоростью вращения 1500 мин будет иметь окружную скорость 330 м/мин.
7.5.1.6 Шлифовальный круг из карбида кремния или круг на резиновой связке с карбидом кремния зернистостью менее 65 мкм, диаметром около 20 мм и шириной 5 мм.
7.5.1.7 Порошкообразная пемза со средним размером зерна.
7.5.2 Переработка
7.5.2.1 Приготовление образцов
Соединяют группу из трех зубов различных фасонов типа 1 и такую же группу зубов типа 2 со стоматологическим базисным материалом (7.5.1.1) в соответствии с инструкцией изготовителя для базисного материала.
7.5.2.2 Методика
После отверждения и извлечения из формы (7.5.1.2) образца "зуб/полимер" зубы полируют не более 1 мин (7.5.1.3), используя влажный мел (7.5.1.4) и муслиновый круг (7.5.1.5) при окружной скорости (650±350) м/мин. Сохраняют расстояние не менее 10 мм между внешним диаметром круга и скрепляющей его арматурой. Осматривают зубы на соответствие 5.1.4.
После завершения первого этапа полировки на этих же образцах шлифуют окклюзионную поверхность боковых зубов или режущий край передних зубов кругом из карбида кремния (7.5.1.6), избегая перегрева зубов. Затем полируют отшлифованную поверхность, используя порошок пемзы (7.5.1.7) в течение 1 мин (7.5.1.3). Затем полируют мелом (7.5.1.4) и муслиновым кругом (7.5.1.5) не менее 1 мин (7.5.1.3). После полирования осматривают зубы на соответствие 5.1.4.
7.6 Пористость керамических зубов
7.6.1 Аппаратура и материалы
7.6.1.1 Алмазный диск со смазкой
7.6.1.2 Материал для заделки зубов, такой как самополимеризующийся полиметилметакрилат (ПММА).
7.6.1.3 Оборудование для полирования отдельных частей зуба.
7.6.1.4 Наждачная бумага с карбидом кремния для шлифования, зернистостью N 240 и N 600.
7.6.1.5 Алмазная паста или порошок с частицами размером 3,0 мкм.
7.6.1.6 Оптический микроскоп со стократным увеличением и фотографирующей аппаратурой.
7.6.2 Приготовление образцов
Разрезают два зуба типа 1 и два зуба типа 2 вдоль их продольной оси алмазным диском со смазкой (7.6.1.1). Заделывают четыре половинки в самотвердеющую пластмассу (7.6.1.2) поверхностью разреза вверх. Шлифуют поверхности среза (7.6.1.3) влажной наждачной бумагой с карбидом кремния (7.6.1.4) вначале бумагой зернистостью N 240, а затем бумагой зернистостью N 600. Окончательную полировку проводят алмазной пастой или порошком (7.6.1.5) с зерном размером 3 мкм, качество полировки каждой половинки зуба проверяют под оптическим микроскопом (7.6.1.6).
7.6.3 Методика
Проверяют каждый из четырех образцов следующим образом. Осматривают срез под микроскопом (7.6.1.6) в отраженном свете и выбирают область с наибольшей пористостью (но не в придесневой части). Выполняют микрофотографию со стократным увеличением, на которой должна быть изображена измерительная линейка для облегчения измерения диаметра пор. На микрофотографии опять выбирают область с наибольшей пористостью. Подсчитывают поры в окружности диаметром 1 мм на образце и записывают в следующем порядке:
а) число пор диаметром от 30 до 40 мкм;
b) число пор диаметром от 41 до 150 мкм;
c) имеются или отсутствуют поры диаметром свыше 150 мкм.
Полученные результаты проверяют на соответствие 5.1.5.
Вместо оптической микроскопии допускается использовать другие методы, такие как сканирующая электронная микроскопия или анализ изображения.
7.7 Пористость пластмассовых зубов и другие дефекты
7.7.1 Аппаратура и материалы
7.7.1.1 Низкоскоростная пила с охлаждением или оборудование для влажной шлифовки.
7.7.1.2 Наждачная бумага с зерном средним размером от 8 до 20 мкм, соответствующая зернистости N 1000.
7.7.1.3 Микрометр с погрешностью измерения ±0,01 мм и параллельными губками.
7.7.1.4 Прибор с увеличением от восьми- до десятикратного.
7.7.2 Методика
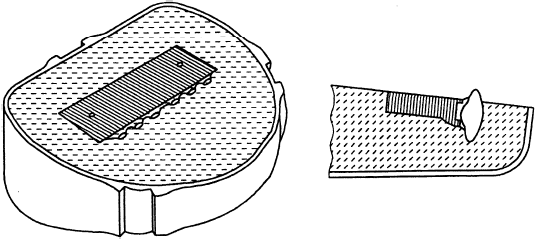
Используя низкоскоростную пилу с охлаждением или влажную шлифовку (7.7.1.1), срезают (стачивают) (1,5±0,5) мм (см. рисунок 2) резцового края двух передних зубов или бугорков коронковой поверхности двух боковых зубов из разных комплектов. Параллельно этой поверхности срезают нижнюю коронковую часть зуба для получения образца толщиной (2,5±0,5) мм (см. рисунок 2), используя для шлифования наждачную бумагу (7.7.1.2).
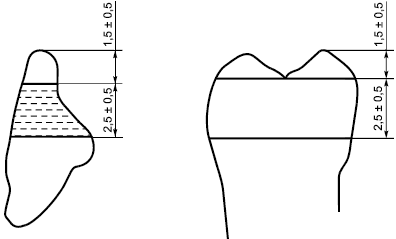
а) Передние | b) Боковые |
Рисунок 2 - Толщина образца зуба для испытания на пористость (см. 7.7)
Осматривают поверхности среза зубов с помощью прибора (7.7.1.4) на соответствие 5.1.5.
Примечание - Поверхность образцов должна находиться под прямым углом к длинной оси зуба.
7.8 Радиоактивность керамических зубов
7.8.1 Аппаратура
7.8.1.1 Мельница с барабаном из карбида вольфрама или с барабаном из алюмооксидной керамики.
7.8.1.2 Сито, способное просеивать частицы размером менее 75 мкм.
7.8.1.3 Оборудование для нейтронной активации.
7.8.2 Приготовление образца
Если керамические зубы имеют металлические штифты, удаляют их, зубы размалывают в мельнице в барабане из карбида вольфрама или из алюмооксидной керамики (7.8.1.1). Просеивают (7.8.1.2) и получают 10 г порошка с частицами размером менее 75 мкм.
7.8.3 Подсчет радиоактивности
Используя образец массой 10 г, определяют концентрацию урана-238 методом нейтронной активации (7.8.1.3).
7.8.4 Соответствие требованиям
Испытуемый образец должен соответствовать требованиям 5.2.1.
Контейнеры и оборудование, находящиеся в контакте с керамическими зубами, должны быть свободны от радиоактивности при испытании.
7.9 Крепление диаторических керамических зубов в базисных материалах
7.9.1 Аппаратура
7.9.1.1 Жесткая проволока диаметром не менее 1,0 мм. Допускается использовать проволоку из нержавеющей стали с высоким сопротивлением разрыву.
7.9.2 Методика
Визуально осматривают каждый зуб из двух комплектов диаторических зубов (16 зубов) и устанавливают, обеспечивают ли прорези или углубления в зубах удовлетворительное крепление в базисном материале. Если обеспечивают, то проверяют проходимость углублений жесткой проволокой (7.9.1.1) на глубину не менее 0,5 мм и определяют соответствие требованиям 5.2.2.
7.10 Термостойкость керамических зубов
7.10.1 Аппаратура и материалы
7.10.1.1 Раствор для очистки.
Следует использовать раствор 10 г/л хозяйственного моющего средства.
7.10.1.2 Перфорированный контейнер из коррозионно-стойкого металла, в который помещается не менее 28 зубов.
7.10.1.3 Сушильный шкаф температурой (100±2) °С.
7.10.1.4 Секундомер с точностью ±1 с.
7.10.1.5 Металлическая емкость с ледяной водой [температурой (1±1) °С], достаточно большая, для того чтобы перфорированный контейнер был полностью погружен в воду.
7.10.1.6 Источник света освещенностью не менее 1000 лк.
7.10.1.7 Лупа с десятикратным увеличением.
7.10.2 Приготовление образцов
Помещают зубы в перфорированный контейнер (7.10.1.2) и устанавливают его в печь (7.10.1.3) при (100±2) °С. После (20±1) мин (7.10.1.4) извлекают контейнер и немедленно (в течение 3 с) погружают его в металлическую емкость с ледяной водой (7.10.1.5). После выдержки в воде в течение не менее 30 с (7.10.1.4) извлекают контейнер, возвращают его в печь при (100±2) °С и выдерживают в ней (15±1) мин. Извлекают контейнер и дают остыть на воздухе при (23±2) °С. Затем проверяют каждый зуб под интенсивным освещением (7.10.1.6) под лупой (7.10.1.7) на соответствие 5.2.3.
7.11 Качество соединения пластмассовых зубов с базисными полимерными материалами
7.11.1 Аппаратура и материалы
7.11.1.1 Металлическая форма, конструкция которой показана на рисунке 3а), b), включающая в себя канавку шириной 5 мм и глубиной 1,5 мм, используемую для крепления зубов.
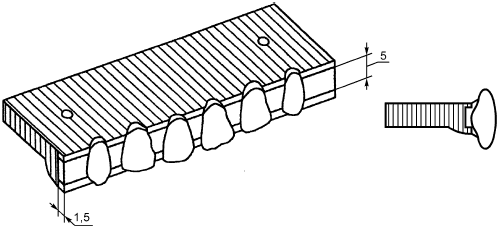
а) Зубы, укрепленные на воске в металлической форме
b) Металлическая форма с зубами, заформованная в гипсе
Рисунок 3 - Устройство и форма для испытания на качество соединения, лист 1
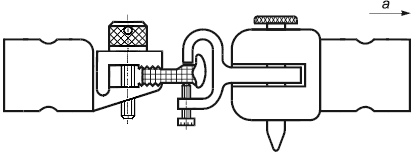
а - растяжение
с) Устройство для испытания на растяжение
|
|
|
|
|
Воск | Металлическая форма | Полимерный базисный материал | Зуб | Гипс |
Рисунок 3, лист 2
7.11.1.2 Стоматологический воск для крепления зубов.
7.11.1.3 Стандартное зуботехническое оборудование для изготовления зубного протеза.
7.11.1.4 Полимерный базисный материал типа 1, соответствующий ИСО 1567.
7.11.1.5 Стоматологический гипс для изготовления гипсовых форм в соответствии с ИСО 6873 (тип 2 или 3).
7.11.1.6 Водяная баня, способная поддерживать температуру (70±3) °С и температуру кипения воды (100±1) °C.
7.11.1.7 Секундомер с точностью ±1 с.
7.11.1.8 Устройство для испытания на растяжение со специально сконструированными зажимами, показанными на рисунке 3с).
7.11.1.9 Водопроводная вода.
7.11.2 Методика
Для испытания берут шесть верхних передних зубов не менее чем двух различных фасонов. Укрепляют эти зубы на металлической форме (7.11.1.1) воском (7.11.1.2), как показано на рисунке 3а), так чтобы примерно половина лингвальной поверхности режущей части зуба и половина непосредственно зуба выступала над поверхностью металлической формы. Используя зуботехническую кювету (7.11.1.3), заформовывают смонтированные зубы в стоматологический гипс (7.11.1.5) [см. рисунок 3b)]. Удаляют металлическую форму (7.11.1.1) и затем вываривают воск с зубов кипящей водой. Пакуют базисный материал (7.11.1.4) в гипсовую форму (см. 8.3) после достижения им подходящей пластичности и помещают зажатую кювету в водяную баню (7.11.1.6) при (70±3) °С на (90±1) мин (7.11.1.7), а затем погружают в водяную баню с кипящей водой на (30±1) мин (7.11.1.7). После того как нагревание завершено, охлаждают зажатую кювету на воздухе до комнатной температуры (23±2) °С. Испытывают соединенные с базисным материалом зубы в устройстве (7.11.1.8), конструкция которого обеспечивает непосредственное растяжение резцовой части лингвальной поверхности в лабиальном направлении на соответствующей высоте над акриловым стержнем [см. рисунок 3с)]. Используют оборудование, в котором невозможно боковое смещение или изменение положения образца. Нагружают каждый зуб [см. рисунок 3с)] со скоростью перемещения 0,5-10 мм/мин до разрушения.
Соединение выдерживает испытание, если разрушение не происходит непосредственно по границе раздела между поверхностью зуба и базисным полимером, т.е. либо часть разрушенного зуба остается на базисном материале, либо базисный материал сохраняется на зубе. Только чисто адгезионный разрыв по границе раздела зуба и базисного материала указывает на несоответствие требованию. Для признания соединения удовлетворительным необходим когезионный разрыв либо зуба, либо базисного материала.
Записывают число зубов, на которых проведено испытание на качество соединения, и определяют соответствие требованию 5.3.1.
7.12 Устойчивость к побелению, деформации и растрескиванию пластмассовых зубов
7.12.1 Подготовка образцов
Выбирают две группы зубов, одна группа зубов является контрольной для другой группы. По одному зубу от каждого из пяти различных комплектов разной расцветки, как указано в разделе 6, будут составлять одну группу, по одному точно такому же зубу от каждого из пяти этих же комплектов будут составлять вторую группу. Обе группы участвуют в процедуре выдержки в мономере, но контрольную группу используют как исходную, а испытуемую группу используют после кондиционирования по циклу, описанному в 7.12.3. Перед выдержкой в мономере или кондиционированием проверяют каждый зуб на наличие побеления, деформации и растрескивания по методу 7.12.5. Зубы, у которых выявлены побеление, деформация или растрескивание, непригодны для испытания.
7.12.2 Аппаратура и материалы
7.12.2.1 Большая пробирка со штативом для погружения в водяную баню.
7.12.2.2 Водяная баня с кипящей водой температурой (100±1) °С.
7.12.2.3 Секундомер с точностью до ±1 с.
7.12.2.4 Неадсорбирующая ткань.
7.12.2.5 Эксикатор по ИСО 483 с раствором, поддерживающим относительную влажность (50±5)%.
Требуемые условия создаются в закрытом эксикаторе с раствором нитрата кальция [Са(NO)
]. Для этого не менее чем за 24 ч до испытания в эксикатор заливают насыщенный раствор гидрата нитрата кальция [Ca(NO
)
·4Н
О], после чего эксикатор выдерживают в закрытом виде при комнатной температуре. Вместо эксикатора допускается использовать помещение для кондиционирования или лабораторию с контролируемой влажностью (50±5)%.
7.12.2.6 Метилметакрилат (мономер без сшивающего агента).
7.12.2.7 Фильтровальная бумага.
7.12.2.8 Осветитель белого света с гибким световодом для осмотра образца.
Допускается использовать осветитель от оптического микроскопа.
7.12.2.9 Прибор с восьми-, десятикратным увеличением.
7.12.3 Кондиционирование испытуемых образцов
Погружают вторую группу из пяти зубов (см. 7.12.1) в пробирку с водой (7.12.2.1) и помещают ее в водяную баню (7.12.2.2) так, чтобы пробирка не касалась стенок бани. Нагревают водяную баню от комнатной температуры до кипения за 5-20 мин и выдерживают при кипении в течение (3 ч ±5 мин) (7.12.2.3).
Для контроля потери воды с поверхности зубов дают образцам остыть в воде до (23±2) °С, затем их извлекают, удаляют воду с поверхности зубов неадсорбирующей тканью (7.12.2.4), помещают в эксикатор (7.12.2.5) на перфорированную подставку и сразу же закрывают его. Выдерживают зубы в эксикаторе в течение (60±5) мин.
7.12.4 Обработка метилметакрилатом
Погружают обе группы по пять зубов (см.7.12.1) в метилметакрилат (7.12.2.6) на 5 с (7.12.2.3) и вынимают. Сразу же вытирают остатки мономера с поверхности зубов фильтровальной бумагой (7.12.2.7). Через 1 мин снова погружают зубы на 5 с, но не вытирают их затем фильтровальной бумагой, а дают высохнуть на непромокаемом полотенце в течение (120±5) мин при (23±2) °С.
7.12.5 Осмотр
Проверяют зубы на побеление, деформацию и растрескивание. При помощи двух наблюдателей осматривают зубы под разными углами, используя осветитель (7.12.2.8) и увеличительный прибор (7.12.2.9), на соответствие требованиям 5.3.2.
Примечание - Некоторые имеющиеся трещины становятся различимы лишь при осмотре и освещении под определенными углами.
7.13 Цветостойкость пластмассовых зубов
7.13.1 Общие положения
Испытание проводят в соответствии с ИСО 7491 на пяти расцветках зубов типа 1 и пяти расцветках зубов типа 2.
7.13.2 Образцы для испытания
Отбирают две одинаковые пары зубов; по одному зубу от каждой пары выдерживают в воде при (37±5) °С в течение (24±1) ч перед испытанием. Остальные зубы хранят в темном месте при (23±2) °С для сравнения по цвету. Чтобы закрепить зубы в держателе для образцов (см. ИСО 7491, пункт 3.1.3.2), зубы можно сошлифовать с язычной стороны.
7.14 Постоянство размеров пластмассовых зубов
7.14.1 Аппаратура и материалы
7.14.1.1 Низкоскоростная пила с охлаждением или оборудование для влажного шлифования.
7.14.1.2 Стоматологический моделировочный воск.
7.14.1.3 Микрометр или цифровой штангенциркуль с параллельными губками с погрешностью измерений ±0,01 мм.
7.14.2 Методика
Отбирают подходящий передний или боковой зуб. Подготавливают зуб к испытанию, шлифуя (7.14.1.1) две параллельные плоские поверхности на максимальной ширине. Закрепляют зуб на восковом (7.4.1.2) кубе с ребром (15±5) мм окклюзионной поверхностью кверху и десневой поверхностью, погруженной в воск. Измеряют максимальный мезиодистальный размер зуба микрометром (7.14.1.3).
После измерения заформовывают зуб с восковым кубом в стоматологический гипс и соединяют его с полимерным базисным материалом, как указано в 7.11. Еще раз измеряют максимальную ширину зуба. Полученный результат проверяют на соответствие 5.3.4.
8 Маркировка, этикетка, упаковка и информация изготовителя
8.1 Маркировка, этикетка и упаковка
Зубы поставляют комплектами, укрепленными на монтировочных планках и упакованными в контейнеры, которые защищают содержимое от повреждения при транспортировании, хранении и использовании. На планках и упаковках должна быть указана следующая информация:
а) наименование фирмы-изготовителя;
b) обозначение фасона (см. 8.2.1);
c) обозначение расцветки (см. 8.2.2).
Наименование изготовителя или марка должны быть четко обозначены несмываемой краской на каждом контейнере или на этикетке, надежно прикрепленной к каждому контейнеру.
8.2 Информация изготовителя
8.2.1 Карта фасонов
Изготовитель должен предоставлять карту фасонов, описывающую все фасоны и размеры зубов (в масштабе 1:1), а также указывать размеры зубов в метрических единицах следующим образом:
a) тип 1: Общие размеры (,
) полного комплекта зубов верхней и нижней челюстей. Максимальные размеры (
,
и
,
) коронок центральных резцов (21, 31) верхней и нижней челюстей;
b) тип 2: Общие размеры (,
) полукомплекта зубов верхней и нижней челюстей. Максимальные размеры (
,
) коронок левых первых моляров (26, 36) верхней и нижней челюстей.
На рисунке 1 эти размеры приведены в интервалах. Цифровые обозначения зуба, указанные в скобках, соответствуют ИСО 3950.
Карта фасонов должна также содержать фациолингвальный профиль левых центральных резцов (21, 31) верхней и нижней челюстей и левых премоляров (24, 34) верхней и нижней челюстей для всех индивидуальных фасонов.
В карте должно быть указано обозначение настоящего стандарта, год его утверждения, т.е. ГОСТ Р ИСО 22112-2008, и год публикации карты фасонов.
Если зубы нефлуоресцентны, это должно быть обозначено на карте фасонов.
8.2.2 Шкала расцветок
Изготовитель должен предоставлять шкалу расцветок вместе с зубами эталонной расцветки, соответствующих по цвету каждой расцветке зубов типов 1 и 2, выпускаемых на поточной линии.
8.3 Инструкции изготовителя
При необходимости специальной обработки для достижения надлежащего соединения пластмассовых зубов с базисным материалом изготовитель должен указать это в карте фасонов или в отдельной инструкции.
Приложение А
(справочное)
Сведения о соответствии национальных стандартов Российской Федерации ссылочным международным стандартам
Таблица А.1
Обозначение ссылочного международного стандарта | Обозначение и наименование соответствующего национального стандарта |
ИСО 483 | ГОСТ 29244-91 (ИСО 483-88) Пластмассы. Небольшие контейнеры для кондиционирования и испытания с использованием водных растворов для поддержания постоянного значения относительной влажности |
ИСО 1567:1999 | ГОСТ Р 51889-2002 (ИСО 1567-99) Материалы полимерные для базисов зубных протезов. Технические требования. Методы испытаний |
ИСО 1942 | * |
ИСО 3950:1984 | * |
ИСО 6873:1998 | ГОСТ Р 51887-2002 (ИСО 6873-98) Гипсы стоматологические. Общие технические условия |
ИСО 7405 | * |
ИСО 7491:2000 | * |
ИСО 10993-1 | * |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | |
Электронный текст документа
и сверен по:
, 2009
