ГОСТ 21104-75
Группа Т59
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ
Феррозондовый метод
Non-destructive testing. Ferrosonde method
МКС 19.100
Дата введения 1976-07-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 21 августа 1975 г. N 2212 дата введения установлена 01.07.76
ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в июле 1981 г., феврале 1986 г. (ИУС 9-81, 5-86)
Настоящий стандарт распространяется на изделия, детали и полуфабрикаты из ферромагнитных материалов (в дальнейшем - изделия) и устанавливает феррозондовый метод неразрушающего контроля.
Стандарт устанавливает способы контроля, виды и способы намагничивания, уровни чувствительности, технологию контроля и требования к аппаратуре.
(Измененная редакция, Изм. N 1).
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Феррозондовый метод неразрушающего контроля основан на выявлении феррозондовым преобразователем (далее - преобразователь) магнитного поля рассеяния дефекта в намагниченных изделиях и преобразовании его в электрический сигнал.
(Измененная редакция, Изм. N 1).
1.2. Метод служит для выявления поверхностных и подповерхностных (лежащих в толще материала) дефектов типа нарушений сплошности: волосовин, трещин, раковин, закатов, плен, ужимов и т.п.
1.3. Метод позволяет контролировать изделия любых размеров и форм, если отношение их длины к наибольшему размеру в поперечном направлении и их магнитные свойства дают возможность намагничивания до степени, достаточной для создания магнитного поля рассеяния дефекта, обнаруживаемого с помощью преобразователя.
1.4. Метод разрешается применять также для выявления дефектов типа нарушения сплошности сварных швов, для контроля качества структуры и геометрических размеров изделий.
1.5. Чувствительность метода определяется магнитными характеристиками материала контролируемого изделия, его формой и размерами, способом контроля и видом намагничивания, чувствительностью применяемого преобразователя и электронной аппаратуры, а также магнитным полем рассеяния дефекта.
1.6. Чувствительность метода проверяют на стандартных образцах, имеющих естественные или искусственные дефекты.
1.7. В зависимости от размеров выявляемых поверхностных и подповерхностных дефектов, а также глубины их залегания устанавливаются пять условных уровней чувствительности метода, указанных в табл.1.
Таблица 1
мм | |||
Условные уровни чувствительности метода | Минимальный размер выявляемых дефектов | Максимальная глубина залегания дефекта | |
Ширина (раскрытие) | Глубина | ||
Поверхностные | |||
А | 0,1 | 0,2 | - |
Б | Св. 0,1 до 0,5 | Св. 0,2 до 1,0 | - |
Подповерхностные | |||
В | 0,3 | 0,5 | 10,0 |
Г | 0,3 | Св. 0,5 до 1,0 | 10,0 |
Д | Св. 0,3 до 0,5 | " 0,5 " 1,0 | 5,0 |
Примечания:
1. Минимальная длина выявляемого дефекта определяется поперечными размерами преобразователей и их шагом сканирования и должна быть 2 мм и более.
2. Выявляемость дефектов, соответствующих условным уровням чувствительности метода, определяют при отношении сигнал/шум преобразователя, равном не менее 1,5.
1.6, 1.7. (Измененная редакция, Изм. N 2).
1.8. (Исключен, Изм. N 2).
1.9. Необходимость применения метода при автоматизированном скоростном или ручном контроле, условный уровень чувствительности метода, величина недопустимых дефектов, объем и периодичность контроля определяются в стандартах или технических условиях на изделие.
1.10. Термины, применяемые в настоящем стандарте, - по ГОСТ 24450-80. Определение нестандартизованных терминов приведены в приложении 4.
1.9, 1.10. (Измененная редакция, Изм. N 1).
2. ТРЕБОВАНИЯ К АППАРАТУРЕ
2.1. Аппаратура для проведения контроля феррозондовым методом должна обеспечивать:
проведение намагничивания изделий;
выявление дефектов;
проведение размагничивания изделий;
измерение напряженности поля намагничивания и размагничивания изделий.
2.2. Аппаратуру для выявления дефектов подразделяют на:
аппаратуру для автоматизированного скоростного контроля - феррозондовые установки, дефектоскопы;
аппаратуру для ручного контроля - переносные феррозондовые дефектоскопы.
Аппаратура, рекомендуемая для проведения неразрушающего контроля феррозондовым методом, приведена в приложении 2.
2.1, 2.2. (Измененная редакция, Изм. N 1).
2.3. Намагничивающие устройства, входящие в состав феррозондовых установок и дефектоскопов, должны обеспечивать создание в изделиях величины напряженности магнитного поля, соответствующей режимам контроля согласно п.3.8.
2.4. Напряженность магнитного поля в центре намагничивающего соленоида должна соответствовать установленной в стандартах и технических условиях на аппаратуру.
(Измененная редакция, Изм. N 2).
2.5. Преобразователь и соответствующая электронная аппаратура должны обеспечивать при контроле условные уровни чувствительности, приведенные в табл.1.
2.6. Чувствительность преобразователя, габаритные размеры его сердечника, база и т.п. должны соответствовать требованиям стандартов и технических условий на феррозондовые установки и дефектоскопы. Зона чувствительности преобразователя должна быть не менее 0,5 мм.
(Измененная редакция, Изм. N 1).
2.7. Специальные устройства при автоматизированном контроле должны обеспечивать разбраковку контролируемых изделий.
3. ТЕХНОЛОГИЯ КОНТРОЛЯ
3.1. Феррозондовый метод контроля предусматривает следующие технологические операции:
подготовку изделия к контролю;
намагничивание контролируемого изделия;
сканирование и получение сигнала от дефекта;
разбраковку;
размагничивание.
(Измененная редакция, Изм. N 1).
3.2. Изделия, подаваемые на намагничивающие устройства, должны быть очищены от ферромагнитных частиц и других загрязнений.
3.3. В зависимости от магнитных свойств материала, размеров и формы контролируемого изделия применяют два способа контроля:
способ приложенного магнитного поля;
способ остаточной намагниченности.
3.3.1. Контроль способом приложенного поля заключается в намагничивании изделия и одновременной регистрации напряженности магнитных полей рассеяния дефектов преобразователем в присутствии намагничивающего поля.
3.3.2. Контроль способом остаточной намагниченности заключается в намагничивании изделия и регистрации напряженности магнитных полей рассеяния дефектов преобразователем после снятия намагничивающего поля.
3.4. Контроль способом приложенного магнитного поля следует применять для изделий из материалов с низкими значениями коэрцитивной силы (<1280 А/м) и остаточной индукции (<0,53 Т), если способ контроля не установлен в технической документации на контроль изделия, утвержденной в установленном порядке.
3.5. Контроль способом остаточной намагниченности следует применять для изделий из материалов с высокими значениями коэрцитивной силы (1280 А/м) и остаточной индукции (
0,53 T).
3.4, 3.5. (Измененная редакция, Изм. N 2).
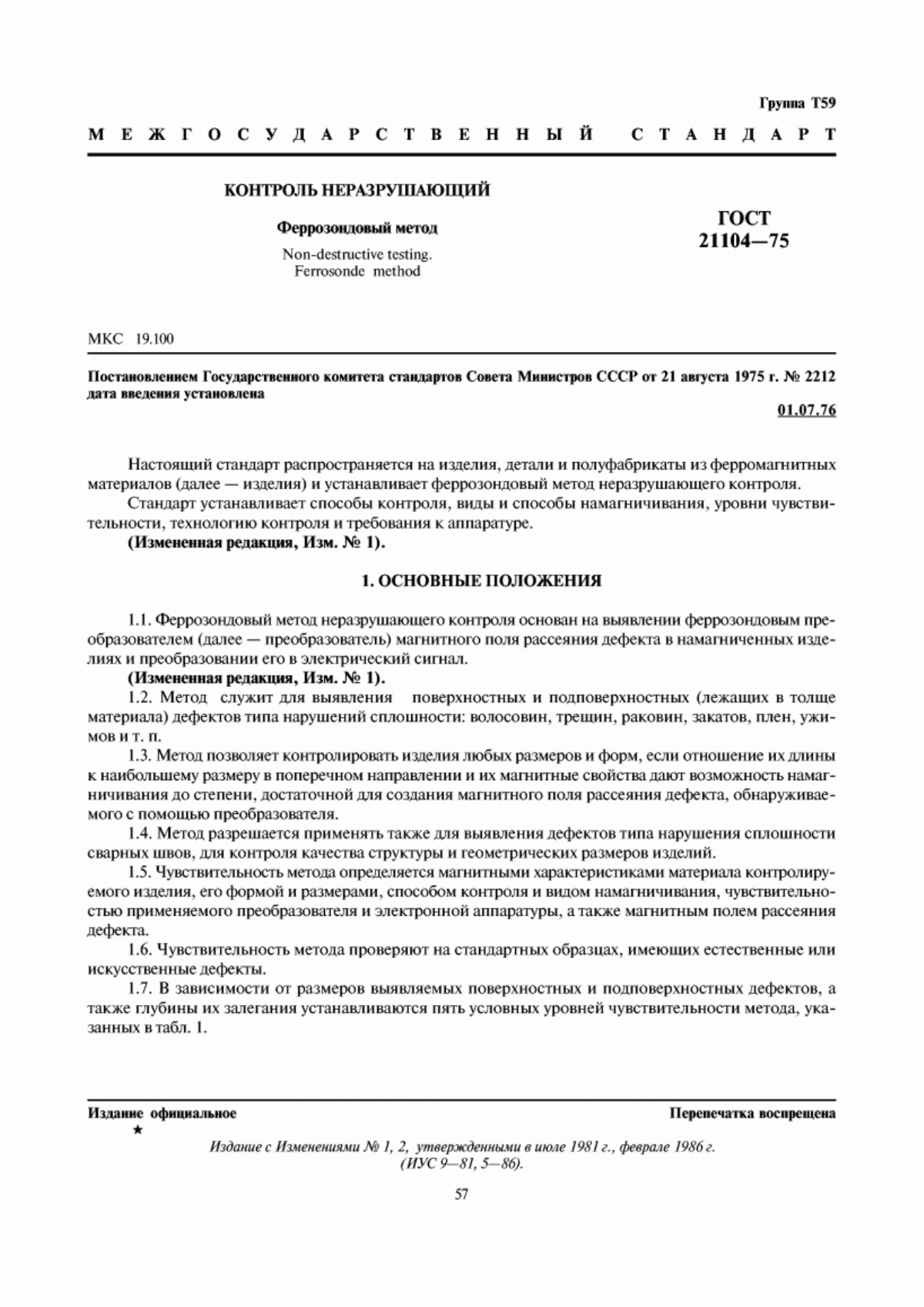
3.6. При феррозондовом методе контроля применяют три вида намагничивания: циркулярное, продольное (полюсное) и поперечное (полюсное). Основные виды и способы намагничивания и схемы их осуществления приведены в табл.2.
Таблица 2
Вид намагничивания | Способ намагничивания | Схема намагничивания |
Циркулярное | Пропусканием тока по изделию |
|
Пропусканием тока по проводнику, помещаемому в отверстие изделия |
| |
С помощью контактов, устанавливаемых на изделии |
| |
Продольное (полюсное) | Постоянным магнитом |
|
Электромагнитом |
| |
Соленоидом |
| |
Поперечное (полюсное) | Постоянным магнитом |
|
Электромагнитом |
|
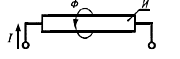


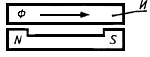
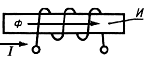
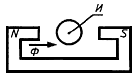
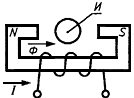
Примечание. Обозначения на чертежах означают: - изделие;
- магнитный поток;
- намагничивающий ток.
(Измененная редакция, Изм. N 1).
3.7. При контроле способом остаточной намагниченности для намагничивания следует применять магнитные поля, создаваемые импульсным или выпрямленным током.
Примечание. Допускается применять магнитное поле, создаваемое переменным током, если при заданном режиме средства контроля обеспечивают требуемые уровень и стабильность остаточной намагниченности изделия.
3.8. Технологические режимы контроля устанавливают в зависимости от размеров дефектов и глубины их залегания, особенностей контролируемого изделия, задаваемого условного уровня чувствительности метода, условий контроля и используемой аппаратуры. Эти режимы должны быть предусмотрены в технической документации на контроль изделия, утвержденной в установленном порядке. Расчет напряженности магнитного поля для циркулярного намагничивания изделий простой формы приведен в справочном приложении 3.
3.7, 3.8. (Измененная редакция, Изм. N 2).
3.9. Сканирование осуществляют перемещением преобразователя по поверхности контролируемого изделия.
3.10. Контроль необходимо осуществлять при установленном режиме со стабилизацией рабочего зазора между поверхностью изделия и преобразователем. Величину рабочего зазора определяют в зависимости от требований контроля.
3.11. (Исключен, Изм. N 1).
3.12. При проведении неразрушающего контроля феррозондовые дефектоскопы и установки настраивают на стандартных образцах.
(Измененная редакция, Изм. N 2).
3.13. Разбраковка выполняется специальными устройствами или ее выполняют визуально по максимальному амплитудному значению сигнала от дефекта.
3.14. Годные изделия, прошедшие феррозондовый метод контроля, должны быть размагничены в случаях, если они имеют трущиеся поверхности, если их намагниченность вызывает погрешность в показаниях окружающих приборов или осложняет сборку узлов, куда они входят. Необходимость размагничивания должна быть оговорена в технической документации на контроль изделия.
Изделия, подвергаемые после контроля нагреву выше температуры Кюри, размагничиванию не подлежат.
3.15. Способы размагничивания и проверки степени размагничивания, а также допустимая норма остаточной намагниченности каждого изделия устанавливаются в технической документации на контроль изделия.
3.14, 3.15. (Измененная редакция, Изм. N 1).
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
4.1. Требования безопасности к аппаратуре - по НТД.
4.2. Требования электробезопасности - по ГОСТ 12.2.007.0-75, ГОСТ 12.2.007.14-75, ГОСТ 12.1.019-79, "Правилам устройства электроустановок", "Правилам технической эксплуатации электроустановок потребителей" и "Правилам техники безопасности при эксплуатации электроустановок потребителей*", утвержденным Госэнергонадзором.
_______________
* Действуют "Межотраслевые Правила по охране труда (правила безопасности) при эксплуатации электроустановок" (ПОТ Р М-016-2001, РД 153-34.0-03.150-00). - Примечание "КОДЕКС".
4.3. Требования к коэффициенту естественной освещенности (КЕО) и освещенности рабочей зоны - по СНиП II-4-79*, утвержденным Госстроем СССР.
_______________
* Действует СНиП 23-05-95. - Примечание "КОДЕКС".
Разд.4. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 1. (Исключено, Изм. N 2).
ПРИЛОЖЕНИЕ 2
Рекомендуемое
АППАРАТУРА ДЛЯ ПРОВЕДЕНИЯ КОНТРОЛЯ ФЕРРОЗОНДОВЫМ МЕТОДОМ
1. Магнитометры "Полюс" и МФ-21 Ф для измерения напряженности намагничивающего поля на поверхности изделия.
2. Феррозонды ФГК-0,1х2 и ФГ-0,1х2 для выявления магнитных полей рассеяния дефектов.
3. Установка МД-10Ф для автоматизированного скоростного контроля цилиндрических труб, прутков и т.п.
ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 3
Справочное
РАСЧЕТ НАПРЯЖЕННОСТИ МАГНИТНОГО ПОЛЯ ДЛЯ ЦИРКУЛЯРНОГО НАМАГНИЧИВАНИЯ ИЗДЕЛИЙ ПРИ КОНТРОЛЕ ФЕРРОЗОНДОВЫМ МЕТОДОМ
Напряженность намагничивающего поля () в А/м вычисляют по формулам:
при контроле изделий цилиндрической формы (прутки и т.п.)
![]() ;
;
при контроле изделий в виде трубы
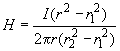 ;
;
при контроле изделий в виде пластины
![]() ,
,
где - намагничивающий ток, А;
- диаметр изделия, м;
- расстояние от оси трубы до контролируемой точки, лежащей в толще стенки трубы, м;
- внутренний радиус трубы, м;
- наружный радиус трубы, м;
- ширина пластины, м.
ПРИЛОЖЕНИЕ 4
Справочное
ПЕРЕЧЕНЬ ТЕРМИНОВ, ПРИМЕНЯЕМЫХ В НАСТОЯЩЕМ СТАНДАРТЕ
Термин | Определение |
1. Дефект | |
2. (Исключен, Изм. N 1). | |
3. Глубина залегания дефекта | Расстояние от поверхности контролируемого изделия до ближайшей точки дефекта |
4. (Исключен, Изм. N 1). | |
5. Чувствительность феррозондового преобразователя | Отношение амплитудного значения выходного сигнала преобразователя к напряженности измеряемого магнитного поля |
6. Зона чувствительности феррозондового преобразователя | Размер пространственного интервала, на протяжении которого сигнал от поверхностного дефекта (с шириной (раскрытием) 0,5 мм и глубиной 1,0 мм) составляет не менее 50% от максимального сигнала, наблюдающегося при регистрации данного дефекта |
(Измененная редакция, Изм. N 1). | |
7. База феррозондового преобразователя | Расстояние между центрами осевых линий сердечников преобразователя |
8. Шаг сканирования феррозондового преобразователя | Расстояние между двумя винтовыми линиями, описываемыми феррозондовым преобразователем при его поступательно-вращательном движении относительно контролируемого цилиндрического изделия |
9-11. (Исключены, Изм. N 1). | |
12. Размагничивание | Процесс, в результате которого тело или некоторый объем вещества теряет магнитный момент. |
Примечание. Как правило размагничивание осуществляют путем циклического перемагничивания изделия магнитным полем с плавно уменьшающейся его амплитудой | |
13. Технологический режим контроля | Количественные характеристики технологии контроля: величина напряженности поля намагничивания изделия, способ контроля, вид и способ намагничивания, при которых она получена; скорость контроля, величина рабочего зазора и т.п. |
ПРИЛОЖЕНИИЕ 4. (Измененная редакция, Изм. N 1).
Текст документа сверен по:
Контроль неразрушающий.
Методы: Сборник стандартов. -
М.: ИПК Издательство стандартов, 2005
