ГОСТ 17007-80*
Группа Г25
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КРУГИ АЛМАЗНЫЕ ПЛОСКИЕ ФОРМЫ 6А2Т И 1А2Т
Технические условия
Diamond wheels form 6А2Т and 1A2T. Specifications*
______________
* Наименование стандарта. Измененная редакция, Изм. N 2.
ОКП 39 7001
Дата введения 1982-01-01
Постановлением Государственного комитета СССР по стандартам от 28 октября 1980 г. N 5173 срок введения установлен с 01.01.82
Проверен в 1985 г. Постановлением Госстандарта от 25.09.85 N 3034 срок действия продлен до 01.01.92**
_______________
** Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 11/12, 1995 год). - .
ВЗАМЕН ГОСТ 17007-71
* ПЕРЕИЗДАНИЕ (ноябрь 1985 г.) с Изменением N 1, утвержденным в сентябре 1985 г. (ИУС 12-85).
ВНЕСЕНО Изменение N 2, утвержденное и введенное в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 27.12.90 N 3383 c 01.07.91
Изменение N 2 внесено изготовителем базы данных по тексту ИУС N 4, 1991 год
Настоящий стандарт распространяется на алмазные круги форм 6А2Т и 1А2Т, предназначенные для обработки плоских и фасонных поверхностей изделий из неметаллических твердых материалов, изготовляемые для нужд народного хозяйства и экспорта.
Требования стандарта в части разд.1, 2, 4, 5 и п.3.4 являются обязательными.
(Измененная редакция, Изм. N 1, 2).
1. ОСНОВНЫЕ РАЗМЕРЫ
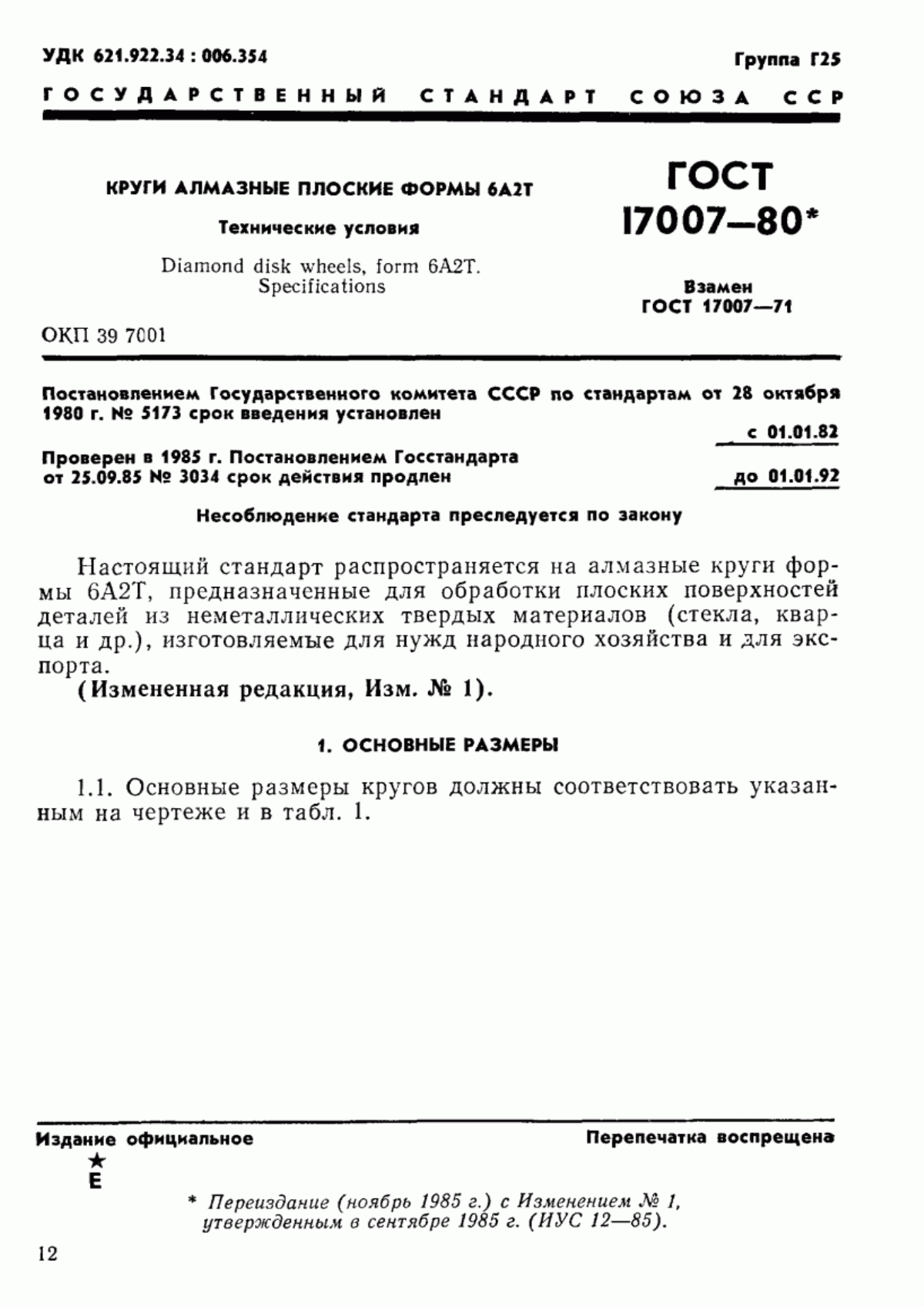
1.1. Основные размеры кругов должны соответствовать указанным на чертеже и в табл.1.
Форма 6А2Т
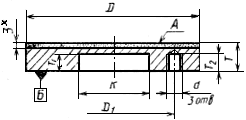
Форма 1А2Т
________________
* Размер обеспечивается инструментом.
Чертежи не определяют конструкцию кругов.
Таблица 1
Обозначение кругов форм |
|
|
|
|
|
|
| ||
6А2Т | 1А2Т | ||||||||
2723-0201 | 2723-0207 | 100 | 18 | 40 | 70 | М8 | 12 | 10 | 30 |
2723-0202 | 2723-0208 | 150 | 35 | ||||||
2723-0203 | 2723-0209 | 200 | 80 | 150 | 60 | ||||
2723-0204 | 2723-0210 | 250 | 85 | ||||||
2723-0205 | 2723-0211 | 300 | 20 | 260 | М10 | 14 | 12 | 110 | |
2723-0206 | 2723-0212 | 400 | 160 | ||||||
Пример условного обозначения алмазного плоского круга формы 6А2Т, диаметром =100 мм, из алмазных порошков марки А2 зернистостью 50/40, с относительной концентрацией алмазов 100, на металлической связке марки М2-01:
2723-0201 А2 50/40 100 М2-01 ГОСТ 17007-80
(Измененная редакция, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Круги должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. (Исключен, Изм. N 2).
2.3. Алмазоносный слой должен изготовляться из алмазных порошков марок А1, А2, A3, АС6, АС15, АС20, АС32, АС50 зернистостей от 400/315 до 50/40, а также марок AM, АН, АСМ, АСН зернистостей от 60/40 до 14/10 по ГОСТ 9206-80 и связки.
Допускается применение алмазных порошков других марок, по своим характеристикам не уступающих указанным.
2.4. Относительная концентрация алмазов в алмазоносном слое должна быть 12,5; 25; 50; 75; 100. По заказу потребителя допускается изготовление кругов с другой относительной концентрацией.
Содержание алмазов в круге указано в справочном приложении 1.
2.3, 2.4. (Измененная редакция, Изм. N 1).
2.5. На поверхности А алмазоносного слоя алмазные зерна должны быть равномерно и вскрыты.
(Измененная редакция, Изм. N 1, 2).
2.6. Зазоры, отслаивания в месте соединения алмазоносного слоя с корпусом не допускаются.
2.7. На поверхности алмазоносного слоя не допускаются трещины и сколы, раковины и выкрашивания для кругов зернистостью 400/315, 315/250 площадью более 1,5 мм в количестве более 5 шт., для кругов зернистостью менее 315/250 площадью более 1 мм
в количестве более 5 шт.
2.8. (Исключен, Изм. N 1).
2.9. Корпус круга должен изготовляться из стали марки Ст3 по ГОСТ 380-71 или из сталей марок 20, 25, 30 по ГОСТ 1050-74.*
_______________
* На территории Российской Федерации действует ГОСТ 1050-88. - .
2.10. На поверхности корпуса круга не допускаются трещины, раковины, заусенцы, коробления и следы коррозии.
2.11. Допуск параллельности рабочей поверхности относительно поверхности
- по VIII степени точности ГОСТ 24643-81.
(Измененная редакция, Изм. N 1).
2.12. Круги должны быть отбалансированы с планшайбой потребителем. Предельные значения дисбаланса - по ГОСТ 16181-82.
2.13. Требования безопасной работы - по ГОСТ 12.3.023-80.
2.14. Эксплуатационные показатели качества кругов - удельный расход алмазов и шероховатость обработанной кругами поверхности должны соответствовать указанным в табл.2 при условии обработки по обязательному приложению 2.
Таблица 2
Зернистость алмазного порошка | Удельный расход алмазов, кар/дм | Параметр шероховатости обработанной поверхности по ГОСТ 2789-73 |
400/315-50/40 | 0,16; 0,14* | - |
60/40-14/10 | - | 0,32 |
________________
* С 1 января 1990 г.
(Введен дополнительно, Изм. N 1).
2.15. Круги должны иметь следующую маркировку:
товарный знак предприятия-изготовителя;
марка и зернистость алмазного порошка;
номер круга по системе нумерации предприятия-изготовителя;
год изготовления (две последние цифры).
2.16. Требования к упаковке - по ГОСТ 18088-83.
2.15, 2.16. (Введены дополнительно, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия кругов требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
(Измененная редакция, Изм. N 2).
3.2. Приемочному контролю на соответствие требованиям п.1.1 (размер ) и пп.2.5-2.7; 2.10; 2.11 подвергаются все круги, на соответствие п.1.1 (размеры
;
;
;
;
;
) подвергаются 20% кругов от партии, но не менее 5 шт.
Партия должна состоять из кругов одного типоразмера, изготовленных из алмазного порошка одинаковой зернистости, одной марки, относительной концентрации и связки, одновременно предъявленных к приемке по одному документу.
(Измененная редакция, Изм. N 1)
.
3.3. Если при приемочном контроле установлено несоответствие требованиям стандарта более чем по одному контролируемому показателю, то партию не принимают.
Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве кругов.
При наличии дефектов в повторной выборке партию не принимают.
(Измененная редакция, Изм. N 2).
3.4. Периодическим испытаниям на соответствие требованиям п.2.14 подвергаются круги в количестве не менее 3 шт. не реже одного раза в год.
Допускается проводить периодические испытания у потребителя в производственных условиях.
(Измененная редакция, Изм. N 1, 2).
4. МЕТОД КОНТРОЛЯ
4.1. Размеры кругов по п.1.1 контролируют универсальными средствами измерения.
(Измененная редакция, Изм. N 2).
4.2. Круги по п.2.5 контролируют наружным осмотром путем сравнения с контрольным образцом.
4.3. Круги по пп.2.6, 2.10 контролируют наружным осмотром; по п.2.7 - с помощью лупы при увеличении 10.
4.4. (Исключен, Изм. N 2).
4.5. Параметры шероховатости поверхности корпусов кругов контролируют визуально путем сравнения с образцом шероховатости по ГОСТ 9378-75*.
_______________
* На территории Российской Федерации действует ГОСТ 9378-93. - .
4.6. Метод определения удельного расхода алмазов указан в обязательном приложении 2.
4.7. Контроль дисбаланса - по ГОСТ 16181-82.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Требования к транспортированию и хранению - по ГОСТ 18088-83.
Раздел 5. (Измененная редакция, Изм. N 2).
Раздел 6. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ 1
Справочное
МАССА АЛМАЗОВ В КРУГАХ
Форма круга | Диаметр круга, мм | Масса алмазов, кар, при относительной концентрации | ||||
12,5 | 25 | 50 | 75 | 100 | ||
6А2Т | 100 | 13,0 | 26,0 | 52,0 | 78,0 | 103,0 |
1А2Т | 10,0 | 20,0 | 40,0 | 60,0 | 80,0 | |
6А2Т | 150 | 29,0 | 58,0 | 117,0 | 175,0 | 233,0 |
1А2Т | 21,0 | 42,0 | 84,0 | 126,0 | 167,0 | |
6А2Т | 200 | 52,0 | 103,0 | 207,0 | 310,0 | 414,0 |
1А2Т | 44,0 | 87,0 | 174,0 | 261,0 | 348,0 | |
6А2Т | 250 | 81,0 | 162,0 | 323,0 | 485,0 | 650,0 |
1А2Т | 73,0 | 146,0 | 291,0 | 436,0 | 581,0 | |
6А2Т | 300 | 117,0 | 233,0 | 466,0 | 700,0 | 930,0 |
1А2Т | 108,0 | 217,0 | 434,0 | 650,0 | 867,0 | |
6А2Т | 400 | 207,0 | 415,0 | 830,0 | 1245,0 | 1660,0 |
1А2Т | 199,0 | 398,0 | 796,0 | 1194,0 | 1593,0 | |
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 2
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ УДЕЛЬНОГО РАСХОДА АЛМАЗОВ
1. Оборудование и материалы
1.1. В зависимости от диаметра круга испытание проводят на станках модели:
ОС-250 - для кругов диаметром 100-200 мм;
ОС-350 или ШПС-350 - для кругов диаметром св. 200 мм.
Примечание. Допускается испытывать круги на других станках, нормы точности которых соответствуют нормам точности вышеуказанных станков.
1.2. Весы для взвешивания кругов - по ГОСТ 17006-80.
1.3. Образцы оптического стекла марки К8 по ГОСТ 3514-76* размерами 50х50 мм.
_______________
* На территории Российской Федерации действует ГОСТ 3514-94. - .
1.4. Испытание кругов проводят с охлаждением.
Составы эмульсий - по ГОСТ 17006-80.
Расход эмульсии - 3-5 л/мин.
При испытании должна применяться очищенная смазочно-охлаждающая жидкость.
2. Подготовка к испытанию
2.1. Подготовка к испытанию - по ГОСТ 17006-80.
3. Проведение испытания
3.1. Перед началом испытания станок должен быть проверен на соответствие нормам точности, указанным в паспорте станка.
3.2. Режим испытания должен соответствовать указанному в таблице.
Диаметр круга, мм | Частота вращения шпинделя станка, с | Давление круга на обрабатываемую поверхность, МПа |
100-200 | 3,0-6,5 | 0,3-0,5 |
250; 300 | 3,5-10,5 | |
400 | 0,75-2,85 |
3.3. Масса сошлифованного стекла - по ГОСТ 17006-80.
4. Обработка результатов
4.1. Обработка результатов - по ГОСТ 17006-80.
(Измененная редакция, Изм. N1).
Электронный текст документа
и сверен по:
Круги алмазные кольцевые формы 2А2 и плоские формы 6А2Т.
Технические условия: Сб. ГОСТов. -
М.: Издательство стандартов, 1985
Редакция документа с учетом
изменений и дополнений
подготовлена
