ГОСТ 33534-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БРУСКИ И СЕГМЕНТЫ ШЛИФОВАЛЬНЫЕ
Технические условия
Grinding stones and segments. Specifications
МКС 25.100.70
Дата введения 2017-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ)
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 "Инструмент"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 сентября 2015 г. N 80-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 8 июня 2016 г. N 572-ст межгосударственный стандарт ГОСТ 33534-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 г.
5 Настоящий стандарт соответствует следующим международным стандартам:
ISO 525:2013* "Абразивная продукция на связке. Общие требования" ("Bonded abrasive products - General requirements", NEQ) в части обозначений шлифовальных брусков и сегментов;
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
ISO 603-5:1999 "Абразивная продукция на связке. Размеры. Часть 5. Круги для плоского и торцового шлифования" ("Bonded abrasive products - Dimensions - Part 5: Grinding wheels for surface grinding/face grinding", NEQ) в части типов и размеров шлифовальных сегментов;
ISO 603-10:1999 "Абразивная продукция на связке. Размеры. Часть 10. Бруски для хонингования и суперфиниширования" ("Bonded abrasive products - Dimensions - Part 10: Stones for honing and superfinishings", NEQ) в части брусков для хонингования и суперфиниширования;
ISO 603-11:1999 "Абразивная продукция на связке. Размеры. Часть 11. Бруски ручные для чистовой обработки" ("Bonded abrasive products - Dimensions - Part 11: Hand finishing sticks", NEQ) в части ручных брусков для чистовой обработки;
ISO 13942:2000 "Абразивная продукция на связке. Предельные отклонения размеров и допуски биений ("Bonded abrasive products - Limit deviations and rum-out tolerances", NEQ) в части предельных отклонений шлифовальных брусков и сегментов
6 ВЗАМЕН ГОСТ 2456-82, ГОСТ 2464-82, ГОСТ 28734-90
7 ПЕРЕИЗДАНИЕ. Май 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на шлифовальные бруски (далее - бруски) из электрокорундовых (А), карбидкремниевых (С) материалов и кубического нитрида бора (В) машинные, применяемые на хонинговальных и суперфинишных станках, а также для ручной заточки и доводки; шлифовальные сегменты (далее - сегменты) из электрокорундовых (А) и карбидкремниевых (С) материалов, применяемые в кругах, собранных из шлифовальных сегментов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты;
ГОСТ 15.309 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 3647 Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроля
________________
В Российской Федерации действует ГОСТ Р 52381-2005 (ИCO 8486-1:1996, ИCO 6344-2:1998, ИCO 9138:1993, ИCO 9284:1992) "Материалы абразивные. Зернистость и зерновой состав шлифовальных порошков. Контроль зернового состава".
ГОСТ 3722 Подшипники качения. Шарики. Технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 18118 Инструмент абразивный. Измерение твердости пескоструйным методом
________________
В Российской Федерации действует ГОСТ Р 52587-2006 "Инструмент абразивный. Обозначения и методы измерения твердости".
ГОСТ 19202 Инструмент абразивный. Измерение твердости методом вдавливания шарика
________________
В Российской Федерации действует ГОСТ Р 52587-2006 "Инструмент абразивный. Обозначения и методы измерения твердости".
ГОСТ 23677 Твердомеры для металлов. Общие технические требования
ГОСТ 25961 Инструмент абразивный. Акустический метод контроля физико-механических свойств
________________
В Российской Федерации действует ГОСТ Р 52710-2007 "Инструмент абразивный. Акустический метод определения твердости и звуковых индексов по скорости распространения акустических волн".
ГОСТ 27595 Материалы шлифовальные и инструменты абразивные. Упаковка, маркировка, транспортирование и хранение
________________
В Российской Федерации действует ГОСТ Р 52781-2007 (ИСО 525:1999, ИСО 603-1:1999, ИСО 603-2:1999, ИСО 603-3:1999, ИСО 603-4:1999, ИСО 603-5:1999, ИСО 603-6:1999, ИСО 13942:2000) "Круги шлифовальные и заточные. Технические условия".
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Классификация и размеры
3.1 Бруски машинные следует изготовлять следующих типов:
5410, 5410-1; 5410-2 - прямоугольные;
5411, 5411-1 - квадратные;
5420 - кольцевые;
5421 - чашечные;
5430 - профильные.
3.2 Бруски ручные следует изготовлять следующих типов:
9010 - прямоугольные;
9011 - квадратные;
9020 - треугольные;
9030 - круглые;
9040 - полукруглые.
3.3 Сегменты следует изготовлять следующих типов:
3101 - прямоугольные;
3104 - выпукло-вогнутые;
3105 - выпукло-плоские;
3109 - трапециевидные;
3110 - плоские;
3120 - цилиндрические;
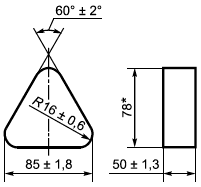
3130 - фасонные.
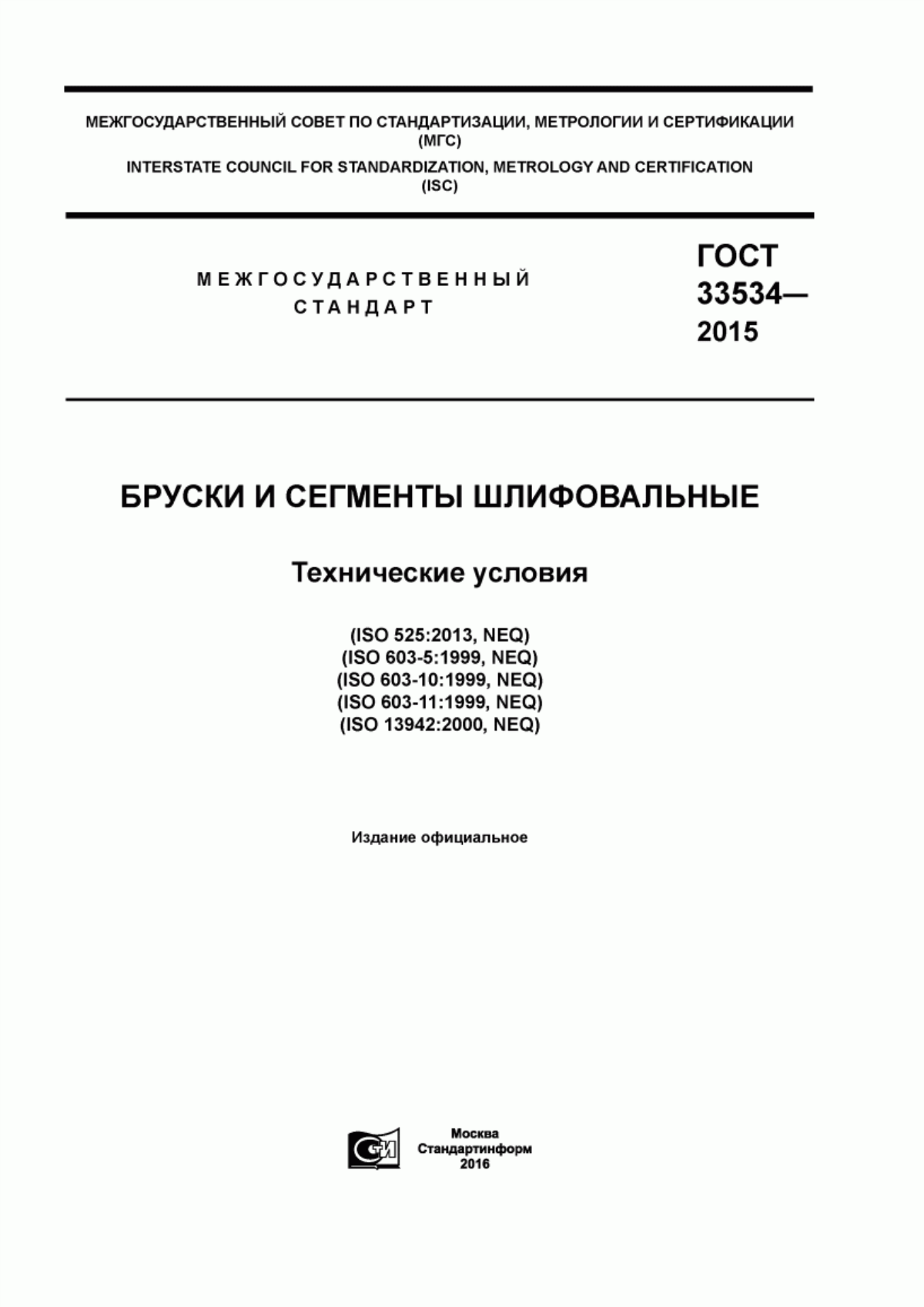
3.4 Размеры брусков типа 5410 из материалов A и C должны соответствовать указанным на рисунке 1 и в таблице 1.
|
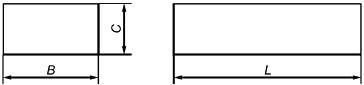
Рисунок 1
Таблица 1
В миллиметрах | ||
B | C | L |
3 | 2 | 30 |
3 | 5 | 50 |
4 | 3 | 40 |
4 | 5 | 50 |
5 | 4 | 50 |
6 | 5 | 60 |
6 | 20 | 70 |
8 | 6 | 80, 100 |
8 | 20 | 70 |
10 | 5 | 50, 100 |
10 | 8 | 100 |
11 | 9 | 100 |
13 | 10 | 50, 150 |
13 | 28 | 60 |
15 | 10 | 125 |
15 | 12 | 150 |
16 | 8 | 30; 150 |
16 | 25 | 70 |
20 | 8 | 25 |
20 | 10 | 100; 150 |
20 | 13 | 150 |
20 | 25 | 70; 150 |
25 | 6 | 75; 100 |
25 | 13 | 200 |
25 | 16 | 150 |
25 | 18 | 80 |
32 | 20 | 200 |
40 | 20 | 200 |
56 | 12 | 100 |
60 | 10 | 100 |
60 | 20 | 100 |
80 | 20 | 100 |
Примечание - По заказу потребителя допускается изготовлять бруски размерами, отличными от указанных в таблице. | ||
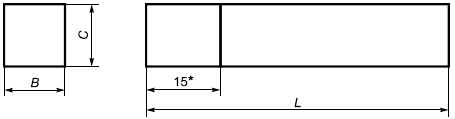
3.5 Размеры брусков типа 5410-1 из материала B должны соответствовать указанным на рисунке 2 и в таблице 2.
|
Примечание - Размер 15 мм - длина слоя из кубического нитрида бора.
________________
* Размер для справок
Рисунок 2
Таблица 2
В миллиметрах | ||
B | C | L |
5 | 6 | 100 |
6 | 4; 6 | 30 |
9 | 12 | 50 |
12 | 4; 6; 14 | 50 |
16 | 12; 15; 18 | 50 |
20 | 6; 8; 10; 30 | 50; 100 |
25 | 20 | 50 |
Примечание - По заказу потребителя допускается изготовлять бруски размерами, отличными от указанных в таблице. | ||
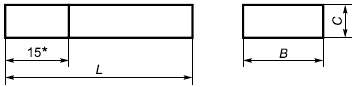
3.6 Размеры брусков типа 5410-2 из материала B должны соответствовать указанным на рисунке 3 и в таблице 3.
|
Примечание - Размер C мм - высота слоя из кубического нитрида бора.
________________
* Размер для справок
Рисунок 3
Таблица 3
В миллиметрах | |||
B | C | C | L |
12 | 25 | 3; 5 | 100 |
16 | 13 | 150 | |
20 | 18; 25 | 100; 150 | |
Примечание - По заказу потребителя допускается изготовлять бруски размерами, отличными от указанных в таблице. | |||
3.7 Размеры брусков типа 5411 из материалов A и C должны соответствовать указанным на рисунке 4 и в таблице 4.
|
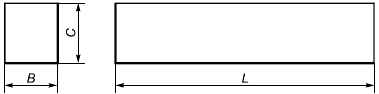
Рисунок 4
Таблица 4
В миллиметрах | |
B=C | L |
2 | 25 |
3 | 40 |
4 | 16, 40, 50 |
5 | 50, 60 |
6 | 50, 80 |
8 | 50, 100 |
10 | 100, 150 |
13 | 150 |
15 | 100, 150, 200 |
16 | 150 |
18 | 100 |
20 | 100, 150, 200 |
25 | 100, 150, 200, 300 |
40 | 50 |
40 | 100 |
45 | 100 |
Примечание - По заказу потребителя допускается изготовлять бруски размерами, отличными от указанных в таблице. | |
3.8 Размеры брусков типа 5411-1 из материала B должны соответствовать указанным на рисунке 5 и в таблице 5.
|
Примечание - Размер 15 мм - длина слоя из кубического нитрида бора.
________________
* Размер для справок
Рисунок 5
Таблица 5
В миллиметрах | |
B=C | L |
8 | 50 |
10 | |
12 | |
20 | |
Примечание - По заказу потребителя допускается изготовлять бруски размерами, отличными от указанных в таблице. | |
3.9 Размеры брусков типа 5420 из материалов A и C должны соответствовать указанным на рисунке 6 и в таблице 6.
|
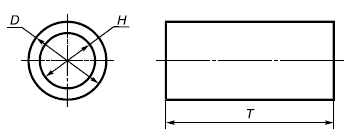
Рисунок 6
Таблица 6
В миллиметрах | ||
D | T | H |
30 | 30 | 20 |
30 | 40 | 25 |
35 | 25 | 10 |
40 | 32 | 28 |
3.10 Размеры брусков типа 5421 из материалов A и C должны соответствовать указанным на рисунке 7 и в таблице 7.
|
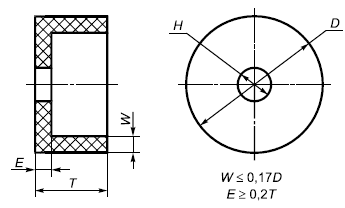
Рисунок 7
Таблица 7
В миллиметрах | ||
D | T | H |
30 | 40 | 20 |
34 | 30 | 12 |
38 | 35 | 12 |
40 | 50 | 20 |
50 | 45 | 12 |
55 | 40 | 20 |
65 | 50 | 20 |
3.11 Размеры брусков типа 5430 из материала B должны соответствовать указанным на рисунке 8 и в таблице 8.
|
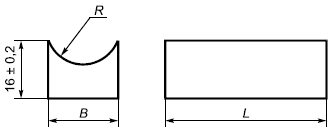
Рисунок 8
Таблица 8
В миллиметрах | ||
B | L | R |
4 | 50; 70 | 3,0 |
5 | 4,0 | |
6 | 7,5 | |
8 | 6,0; 7,5 | |
10 | 6,5; 7,5 | |
13 | 7,5 | |
16 | 12,0 | |
Примечание - По заказу потребителя допускается изготовлять бруски размерами, отличными от указанных в таблице. | ||
3.12 Размеры брусков типа 9010 из материалов A и C должны соответствовать указанным на рисунке 9 и в таблице 9.
|
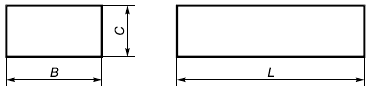
Рисунок 9
Таблица 9
В миллиметрах | ||
B | C | L |
6 | 3 | 100 |
10 | 5 | |
11 | 9 | |
13 | 6 | |
15 | 10 | 150 |
16 | 8 | |
20 | 10 | 150, 200 |
25 | 13, 16 | 100, 150 |
30 | 20 | 200 |
40 | ||
50 | 25 | 150, 200 |
Примечание - По заказу потребителя допускается изготовлять бруски размерами, отличными от указанных в таблице. | ||
3.13 Размеры брусков типа 9011 из материалов A и C должны соответствовать указанным на рисунке 10 и в таблице 10.
|
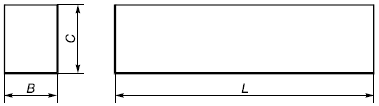
Рисунок 10
Таблица 10
В миллиметрах | |
B=C | L |
6 | 100 |
10 | 100 |
13 | 150 |
16 | 150 |
20 | 150, 200 |
25 | |
Примечание - По заказу потребителя допускается изготовлять бруски размерами, отличными от указанных в таблице. | |
3.14 Размеры брусков типа 9020 должны соответствовать указанным на рисунке 11 и в таблице 11.
|
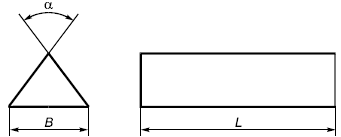
Рисунок 11
Таблица 11
В миллиметрах | ||
B | L |
|
6 | 100, 150 | 45°; 60° |
8 | 100 | 60° |
10 | 100, 150 | 45°; 60° |
13 | 60° | |
16 | 150 | |
20 | 200 | |
25 | 250 | |
30 | ||
Примечание - По заказу потребителя допускается изготовлять бруски размерами, отличными от указанных в таблице. | ||
3.15 Размеры брусков типа 9030 из материалов A и C должны соответствовать указанным на рисунке 12 и в таблице 12.
|
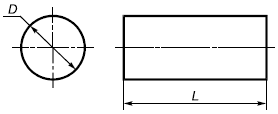
Рисунок 12
Таблица 12
В миллиметрах | |
D | L |
6 | 100 |
8 | |
10 | 100, 150 |
13 | 150 |
16 | 150 |
20 | 200 |
25 | 250 |
Примечание - По заказу потребителя допускается изготовлять бруски размерами, отличными от указанных в таблице. | |
3.16 Размеры брусков типа 9040 должны соответствовать указанным на рисунке 13 и в таблице 13.
|
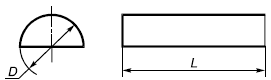
Рисунок 13
Таблица 13
В миллиметрах | |
D | L |
6 | 100 |
8 | 100 |
10 | 100, 150 |
13 | 150 |
16 | 150 |
20 | 200 |
25 | 250 |
Примечание - По заказу потребителя допускается изготовлять бруски размерами, отличными от указанных в таблице. | |
Пример условного обозначения шлифовального бруска типа 5410 шириной B=20 мм, высотой C=10 мм, длиной L=150 мм, из зеленого карбида кремния марки 63С, зернистостью 6, степени твердости C2, со звуковым индексом (ЗИ) 33, на бакелитовой связке B:
Брусок шлифовальный 5410 2010
150 63С 6 С2 33 В ГОСТ 33534-2015
То же шлифовального бруска типа 9030 диаметром D=20 мм, длиной L=200 мм, из нормального электрокорунда марки 14А, зернистостью 8, степени твердости СМ1, со звуковым индексом (ЗИ) 33, на керамической связке V:
Брусок шлифовальный 9030 20200 14А 8 СМ1 33 V ГОСТ 33534-2015
То же шлифовального бруска типа 9020 шириной B=16 мм, длиной L=150 мм, =60°, из нормального электрокорунда марки 14А, зернистостью 10, степени твердости СМ1, со звуковым индексом (ЗИ) 33, на керамической связке V:
Брусок шлифовальный 9020 16150
60° 14А 10 СМ1 33 V ГОСТ 33534-2015
То же шлифовального бруска типа 5410-1 шириной B=20 мм, высотой C=10 мм, длиной L=50 мм, из кубического нитрида бора (B) марки ЛМ, зернистостью 40/28, степени твердости СТ2:
Брусок шлифовальный 5410-1 2010
50 В ЛМ 40/28 СТ2 ГОСТ 33534-2015
То же шлифовального бруска типа 5410-2 шириной B=20 мм, высотой C=18 мм, с высотой слоя из кубического нитрида бора C=5 мм, длиной L=150 мм, из кубического нитрида бора (B), марки ЛМ, зернистостью 40/28, степени твердости СТ2:
Брусок шлифовальный 5410-2 2018
5
150 В ЛМ 40/28 СТ2 ГОСТ 33534-2015
3.17 Размеры сегментов типа 3101 должны соответствовать указанным на рисунке 14 и в таблице 14.
|
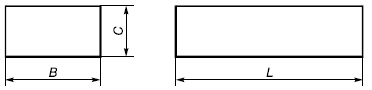
Рисунок 14
Таблица 14
В миллиметрах | ||
B | C | L |
40 | 40 | 80 |
50 | 25 | 150 |
60 | 25 | 150 |
80 | 25 | 150 |
80 | 30 | 150 |
90 | 36 | 150 |
90 | 40 | 150 |
100 | 40 | 200 |
110 | 40 | 200 |
110 | 40 | 180 |
110 | 60 | 250 |
120 | 30 | 180, 200 |
120 | 36 | 150 |
150 | 50 | 250 |
Примечание - По заказу потребителя допускается изготовлять сегменты размерами, отличными от указанных в таблице. | ||
3.18 Размеры сегментов типа 3104 должны соответствовать указанным на рисунке 15 и в таблице 15.
|
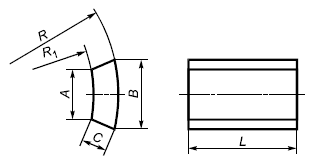
Рисунок 15
Таблица 15
В миллиметрах | |||||
B | A | C | L | R | R |
95 | 72 | 25 | 120 | 170 | 145 |
103 | 77 | 25 | 150 | 200 | 175 |
106 | 80 | 25 | 150 | 180 | 155 |
117 | 74 | 39 | 120 | 171,5 | 132,5 |
143 | 103,5 | 38 | 200 | 273 | 235 |
152 | 108 | 44 | 200 | 179 | 135 |
Примечание - По заказу потребителя допускается изготовлять сегменты размерами, отличными от указанных в таблице. | |||||
3.19 Размеры сегментов типа 3105 должны соответствовать указанным на рисунке 16 и в таблице 16.
|
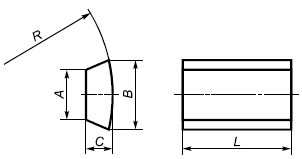
Рисунок 16
Таблица 16
В миллиметрах | ||||
B | A | C | L | R |
110 | 75 | 40 | 180 | 300 |
120 | 80 | 45 | 150 | 250 |
150 | 85 | 75 | 220 | 200 |
210 | 140 | 100 | 300 | 400 |
380 | 210 | 240 | 100 | 500 |
Примечание - По заказу потребителя допускается изготовлять сегменты размерами, отличными от указанных в таблице. | ||||
3.20 Размеры сегментов типа 3109 должны соответствовать указанным на рисунке 17 и в таблице 17.
|
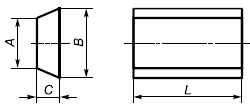
Рисунок 17
Таблица 17
В миллиметрах | |||
B | A | C | L |
60 | 54 | 22 | 110 |
60 | 50, 54 | 16 | 125 |
60 | 46, 54 | 20 | 125 |
70 | 64 | 25 | 110, 150 |
80 | 70 | 40 | 150 |
100 | 85, 94 | 40 | 150 |
103 | 94 | 38 | 150, 180 |
120 | 106 | 41 | 200 |
152 | 135 | 63 | 200, 250 |
190 | 165, 180 | 50 | 150 |
210 | 184 | 86 | 250 |
Примечание - По заказу потребителя допускается изготовлять сегменты размерами, отличными от указанных в таблице. | |||
3.21 Размеры сегментов типа 3110 должны соответствовать указанным на рисунке 18.
|
________________
* Размер для справок
Примечание - По заказу потребителя допускается изготовлять сегменты размерами, отличными от указанных.
Рисунок 18
3.22 Размеры сегментов типа 3120 должны соответствовать указанным на рисунке 19 и в таблице 18.
|
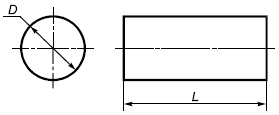
Рисунок 19
Таблица 18
В миллиметрах | |
D | L |
40 | 120, 130, 150 |
50 | 80, 100, 120 |
63 | 63, 125 |
Примечание - По заказу потребителя допускается изготовлять сегменты размерами, отличными от указанных в таблице. | |
3.23 Размеры сегментов типа 3130 должны соответствовать указанным на рисунке 20.
|
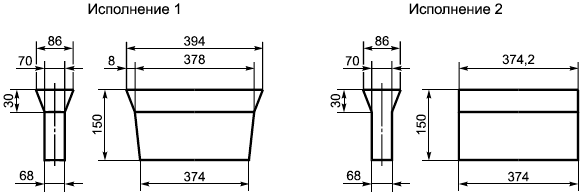
Примечание - По заказу потребителя допускается изготовлять сегменты размерами, отличными от указанных.
Рисунок 20
Пример условного обозначения шлифовального сегмента типа 3109 шириной B=120 мм, высотой C=41 мм, длиной L=200 мм, из нормального электрокорунда марки 14А, зернистостью 40, степени твердости С1, со звуковым индексом (ЗИ) 33, на бакелитовой связке B:
Сегмент шлифовальный 3109 12041
200 14А 40 С1 33 B ГОСТ 33534-2015
То же шлифовального сегмента типа 3120 диаметром D=40 мм, длиной L=150 мм, из зеленого карбида кремния марки 63С, зернистостью 25, степени твердости СМ1, со звуковым индексом (ЗИ) 33, на бакелитовой связке B:
Сегмент шлифовальный 3120 40150 63С 25 СМ1 33 B ГОСТ 33534-2015
То же шлифовального сегмента типа 3110 шириной, равной 85 мм, длиной, равной 50 мм, из зеленого карбида кремния марки 63С, зернистостью 25, степени твердости СМ1, со звуковым индексом (ЗИ) 33, на бакелитовой связке B:
Сегмент шлифовальный 3110 8550 63С 25 СМ1 33 B ГОСТ 33534-2015
То же шлифовального сегмента типа 3130, исполнения 1, шириной, равной 86 мм, высотой, равной 150 мм, длиной, равной 394 мм, из зеленого карбида кремния марки 63С, зернистостью 25, степени твердости СМ1, со звуковым индексом (ЗИ) 33, на бакелитовой связке B:
Сегмент шлифовальный 3130-1 86150
394 63С 25 СМ1 33 В ГОСТ 33534-2015
4 Технические требования
4.1 Бруски и сегменты следует изготовлять в соответствии с требованиями настоящего стандарта, по рабочим чертежам, утвержденным в установленном порядке.
4.2 Бруски типов 5410-1, 5410-2, 5411-1 изготовляют с корпусом и слоем из кубического нитрида бора.
Примечание - По согласованию с потребителем допускается изготовлять бруски без корпуса.
4.3 Материал корпуса брусков исполнений 5410-1, 5410-2, 5411-1 - керамический.
4.4 Бруски из материалов A и C изготовляют на керамической (V) и бакелитовой (B) связках, бруски из материала B изготовляют на керамической (V) связке, сегменты - на бакелитовой (B) и керамической (V) связках.
4.5 4.5 Бруски из материалов А и С изготовляют зернистостями 50-5 по ГОСТ 3647, М63-М5 по ГОСТ 3647, сегменты - зернистостями 160-5 по ГОСТ 3647, бруски из материала B зернистостями 125/100-14/10 - по нормативному документу, действующему на территории государства, принявшего стандарт.
__________________
В Российской Федерации действует ГОСТ Р 53922-2010 (ИСО 6106:2005) "Порошки алмазные и из кубического нитрида бора (эльбора). Зернистость и зерновой состав шлифпорошков. Контроль зернового состава".
Примечание - Допускается изготовлять бруски типов 9010, 9011 комбинированными, различных зернистостей. Высота слоев должна быть одинаковой.
4.6 Твердость брусков и сегментов - BМ1-ВТ - по ГОСТ 18118, ГОСТ 19202.
4.7 Твердость слоя из кубического нитрида бора должна соответствовать значениям, указанным в таблице 19.
Таблица 19
Обозначение твердости | Показание прибора для зернистостей | ||
125/100, 100/80 | 80/63, 63/50 | 50/40-14/10 | |
М1 | - | От 4 до 17 | От 30 до 40 |
М2 | Св. 17 до 29 | Св. 40 до 50 | |
М3 | От 8 до 22 | Св. 29 до 40 | Св. 50 до 60 |
СМ1 | Св. 22 до 35 | Св. 40 до 50 | Св. 60 до 68 |
СМ2 | Св. 35 до 48 | Св. 50 до 59 | Св. 68 до 76 |
С1 | Св. 48 до 57 | Св. 59 до 68 | Св. 76 до 82 |
С2 | Св. 57 до 66 | Св. 68 до 76 | Св. 82 до 88 |
СТ1 | Св. 66 до 74 | Св. 76 до 82 | Св. 88 до 93 |
СТ2 | Св. 74 до 81 | Св. 82 до 89 | Св. 93 до 98 |
СТ3 | Св. 81 до 88 | Св. 89 до 94 | Св. 98 до 103 |
Т1 | Св. 88 до 93 | Св. 94 до 99 | Св. 103 до 106 |
Т2 | Св. 93 до 98 | Св. 99 до 104 | Св. 106 до 109 |
4.8 Звуковые индексы брусков и сегментов из материалов A и C - от 31 до 37 по ГОСТ 25961.
4.9 Бруски из материала B изготовляют с относительной концентрацией кубического нитрида бора 100.
Примечание - По согласованию с потребителем допускается изготовление брусков с другой относительной концентрацией кубического нитрида бора.
4.10 Точность изготовления брусков должна соответствовать нормам, указанным в таблице 20.
Таблица 20
В миллиметрах | |||||
Наименование параметра | Предельное отклонение, допуск для брусков типов | ||||
5410, 5411 | 5410-1, 5410-2, 5411-1, 5430 | 9010, 9011 | 9020 | 9030, 9040 | |
Ширина B, высота C: | |||||
От 2 до 6 включ. | -0,18*, ±0,2 | ±0,2 | ±0,4 | ±0,6 ±0,2** | - |
Св. 6 " 10 " | -0,22*, ±0,2 | ±0,2 | ±0,5 | ±0,8 ±0,2** | |
" 10 " 18 " | -0,27*, ±0,3 | ±0,3 | ±0,6 | ±0,9 | |
" 18 " 30 " | -0,30*, ±0,3 | ±0,4 | ±0,7 | ±1,1 | |
" 30 | -0,39*, ±0,4 | ±0,5 | ±0,8 | ±1,3 | |
Длина L: | |||||
до 100 включ. | ±2 | ||||
св. 100 | ±3 | ||||
Диаметр D: | |||||
от 6 до 16 включ. | - | ±0,5 | |||
Св. 16 | ±1,0 | ||||
Параллельность, вогнутость, выпуклость плоских поверхностей или образующей цилиндрических поверхностей в зависимости от длины L: | |||||
до 50 включ. | 0,2 | 0,3 | |||
Св. 50 " 100 " | 0,3 | 0,5 | |||
" 100 " 180 " | 0,4 | 0,7 | |||
" 180 | 0,5 | 0,9 | |||
________________
* По заказу потребителя.
** Для брусков из материала B
4.11 Точность изготовления сегментов должна соответствовать нормам, указанным в таблице 21.
Таблица 21
В миллиметрах | ||
Наименование параметра | Предельное отклонение, допуск | |
Ширина B, A, высота C: | ||
до 10 | ±0,8 | |
св. 10 до 30 включ. | ±1,1 | |
" 30 " 50 " | ±1,3 | |
" 50 " 80 " | ±1,5 | |
" 80 " 120 " | ±1,8 | |
" 120 " 180 " | ±2,0 | |
" 180 " 250 " | ±2,3 | |
" 250 " 315 " | ±2,6 | |
" 315 | ±2,9 | |
Длина L: | ||
до 100 включ. | ±2,0 | |
св. 100 | ±3,0 | |
Допуск параллельности, вогнутость и выпуклость плоских поверхностей или образующей цилиндрических поверхностей | Не более 1 | |
Допуск круглости и профиля продольного сечения сегментов типа 3120 | Не более предельного отклонения диаметра | |
4.12 Внешний вид брусков и сегментов.
Не допускаются:
- трещины, повреждения, а также инородные включения для машинных брусков;
- трещины, а также повреждения размерами более 2 мм, инородные включения размерами более 1,5 мм для ручных брусков и сегментов;
- радиусы закругления кромок или размеры фасок сегментов более 2 мм.
4.13 Требования надежности
Надежностью брусков и сегментов могут быть шероховатость обработанной поверхности или коэффициент шлифования (отношение массы снятого материала к значению износа бруска или сегмента).
4.14 Маркировка
4.14.1 На поверхности брусков с шириной грани или диаметром не менее 25 мм и длиной не менее 50 мм и сегментов должны быть четко нанесены:
- товарный знак предприятия-изготовителя;
- размеры;
- марка шлифовального материала (дополнительно B - для брусков из кубического нитрида бора);
- зернистость (на комбинированных брусках маркируют каждую зернистость);
- степень твердости;
- обозначение связки.
Примечание - По согласованию с потребителем допускается наносить маркировку на этикетку, наклеенную на брусок или сегмент.
4.14.2 Маркировку со сведениями по 4.14.1 брусков с шириной грани или диаметром менее 25 мм и длиной менее 50 мм, сегментов зернистостями 12 и мельче, а также сегментов типов 3110, 3120 наносят на групповую потребительскую тару.
4.14.3 Транспортная маркировка - по ГОСТ 14192.
4.15 Упаковка
4.15.1 Бруски и сегменты упаковывают в групповую потребительскую тару. В качестве групповой потребительской тары используют коробки, пакеты или другие виды тары, предохраняющие бруски и сегменты от повреждений.
4.15.2 Сегменты типов 3105, 3130 упаковывают без потребительской тары в транспортную тару.
4.15.3 В групповую потребительскую тару упаковывают бруски или сегменты одного размера, одной характеристики и одной партии.
4.15.4 Допускается каждый брусок типов 5410, 5410-1, 5410-2, 5411, 5411-1, 9010, 9011 шириной не менее 15 мм, длиной не менее 70 мм упаковывать в индивидуальную потребительскую тару, предохраняющую бруски от повреждений.
4.15.5 На групповую или индивидуальную потребительскую тару наклеивают этикетку со сведениями:
- товарный знак и наименование предприятия-изготовителя;
- страна-изготовитель, юридический адрес;
- условное обозначение;
- номер партии, дата выпуска (месяц, год);
- штамп технического контроля;
- число брусков или сегментов.
4.15.6 Бруски и сегменты в групповой или индивидуальной таре плотно укладывают в транспортную тару. При укладке в транспортную тару должны быть приняты меры, предохраняющие бруски и сегменты от атмосферных осадков, а также исключающие их перемещение и повреждение.
В качестве транспортной тары используют деревянные ящики, поддоны (европоддоны) или специальные поддоны.
4.15.7 Масса брутто транспортной тары с брусками или сегментами не должна превышать 60 кг.
Примечание - Масса брутто транспортной тары, поддона с брусками или сегментами при загрузке или выгрузке электропогрузчиком (транспортной тележкой-подъемником) не должна превышать 1 т.
5 Правила приемки
5.1 Для контроля соответствия брусков и сегментов требованиям настоящего стандарта предприятие-изготовитель проводит приемочный контроль по ГОСТ 15.309.
5.2 Объем выборки при приемочном контроле должен составлять:
100% - по 4.12, 4.14; 10% от партии, но не менее 5 шт. - по 3.4-3.23; 4.6-4.8; 4.10; 4.11.
6 Методы контроля
6.1 Контроль размеров брусков и сегментов проводят с применением универсальных средств измерений.
6.2 Размеры для справок обеспечиваются оснасткой и не контролируют.
6.3 Контроль по 4.12 брусков и сегментов из материалов A и C проводят визуально; брусков из материала B - с помощью лупы с увеличением 2.
6.4 Контроль по 4.14 проводят визуально.
6.5 Контроль твердости
6.5.1 Контроль твердости брусков и сегментов из материалов A и C - по ГОСТ 18118, ГОСТ 19202.
6.5.2 Контроль твердости брусков из материала B
6.5.2.1 Твердость слоя из кубического нитрида бора определяют вдавливанием шарика диаметром 3 мм степеней точности от 3 до 40 по ГОСТ 3722 на приборе типа ТР (Роквелл) по ГОСТ 23677 с предварительной нагрузкой 98Н и основной нагрузкой 588Н.
6.5.2.2 Погрешность отсчета - ±1,0 ед. шкалы.
6.5.2.3 Ширина поверхности слоя из кубического нитрида бора должна быть не менее 5 мм, высота - не менее 3 мм.
6.5.2.4 Для определения твердости проводят не менее трех измерений в различных максимально удаленных друг от друга точках по среднеарифметическому значению отсчета по шкале В индикатора прибора.
6.5.2.5 Отклонение значения любого измерения твердости не должно превышать 5% граничных значений интервала замаркированной твердости.
Среднеарифметическое значение отсчета по шкале В индикатора прибора должно находиться в интервале значений замаркированной твердости.
6.6 Контроль звуковых индексов - по ГОСТ 25961.
7 Транспортирование и хранение
7.1 Транспортирование и хранение - по ГОСТ 27595.
7.2 Гарантийный срок хранения брусков и сегментов с момента изготовления на связке V не ограничен, на связке B - 6 мес.
8 Гарантии изготовителя
Изготовитель должен гарантировать соответствие брусков и сегментов требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
УДК 621.922.023:006.354 621.922.025:006.354 621.922.34:006.354 | МКС 25.100.70 |
Ключевые слова: шлифовальные бруски, шлифовальные сегменты из электрокорундовых, карбидкремниевых материалов, кубического нитрида бора, керамическая связка, бакелитовая связка, зернистость, твердость | |
Электронный текст документа
и сверен по:
, 2020
