ГОСТ 13297-86
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ И ВСТАВКИ АЛМАЗНЫЕ
Технические условия
Diamond cutting tools and inserts. Specifications
МКС 25.100.10
25.100.70
ОКП 39 7173
Дата введения 1988-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 21.08.86 N 2450
3. Стандарт полностью соответствует СТ СЭВ 5905-87, СТ СЭВ 6846-89
4. ВЗАМЕН ГОСТ 13288-76, ГОСТ 13289-76, ГОСТ 13294-76, ГОСТ 13295-76, ГОСТ 13297-76
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
2.14 | |
2.4 | |
2.4 | |
2.8 | |
4.4 | |
4.3 | |
2.4 | |
5.6.3 | |
2.14; 4.6 | |
5.6 | |
4.5 | |
5.5.1 | |
2.12 |
6. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
7. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в мае 1988 г., ноябре 1990 г. (ИУС 8-88, 1-91)
Настоящий стандарт распространяется на алмазные резцы и вставки, предназначенные для чистового точения и растачивания деталей из цветных металлов, их сплавов, стеклопластиков, пластмасс, полуспеченной керамики, твердых сплавов с содержанием кобальта не менее 15%, изготовляемые для нужд народного хозяйства и экспорта.
Требования стандарта в части разд. 1, 2, 4, 5 и п.3.4 являются обязательными.
(Измененная редакция, Изм. N 1, 2).
1. КОНСТРУКЦИЯ И ОСНОВНЫЕ РАЗМЕРЫ
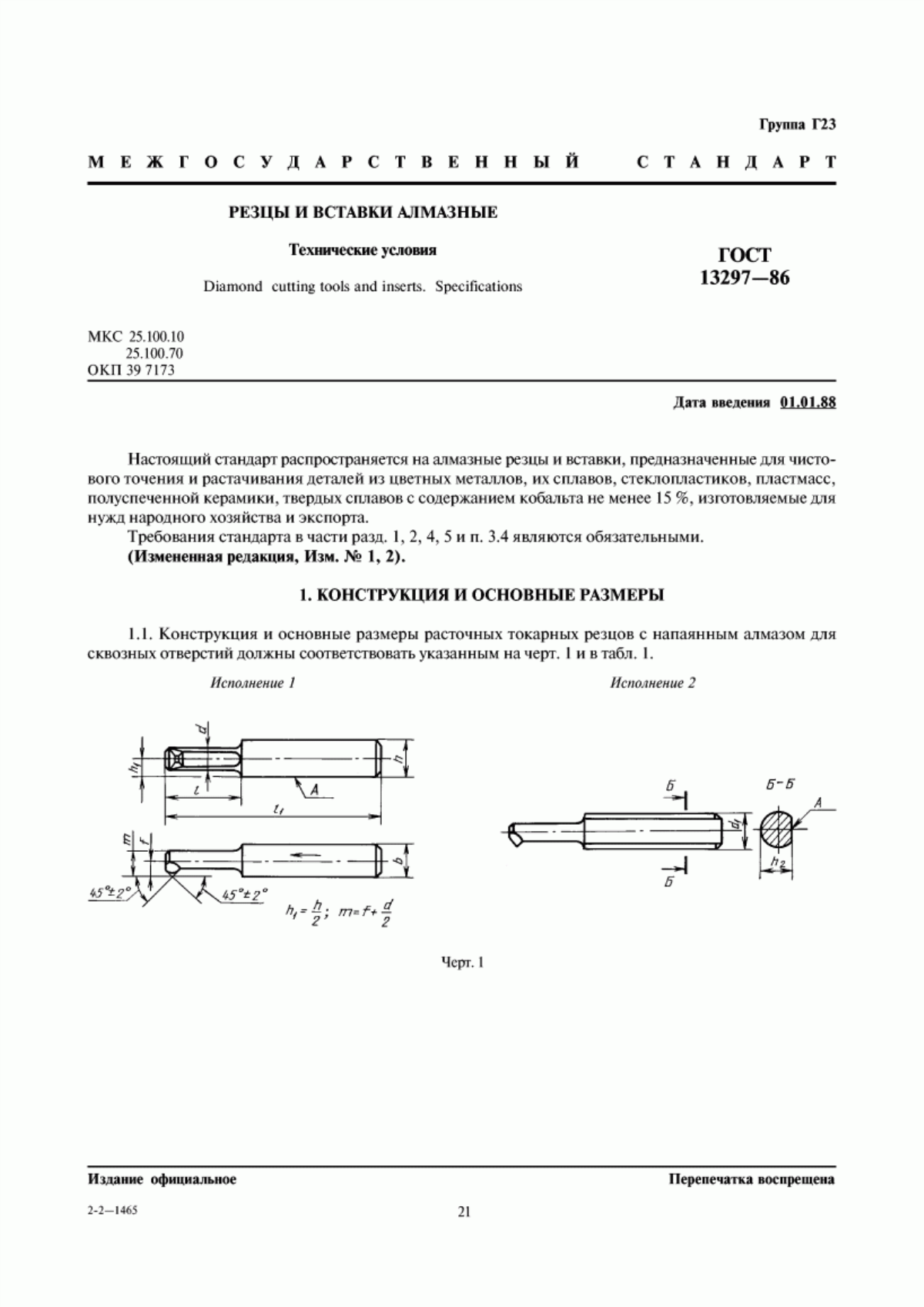
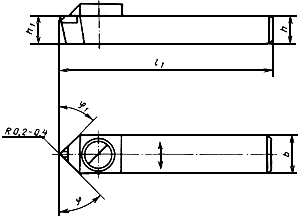
1.1. Конструкция и основные размеры расточных токарных резцов с напаянным алмазом для сквозных отверстий должны соответствовать указанным на черт.1 и в табл.1.
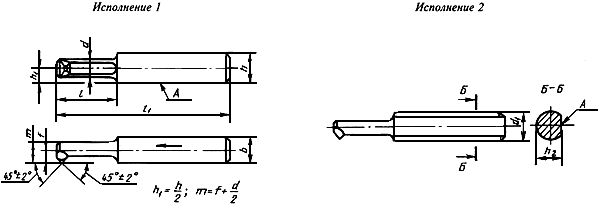
Черт.1
Таблица 1
Размеры в мм
Обозначение резца исполнения |
|
| Исходная масса (размер- ность), кар. | Наимень- ший диаметр расточки | ||||||
1 | 2 | |||||||||
2140-0201 | 2146-1001 | 6х6 | 6 | 5 | 40 | 6 | 10 | 3 | 0,11-0,30 | 8 |
2140-0202 | 2146-1002 | 8х8 | 8 | 7 | 15 | |||||
2140-0203 | 2146-1003 | 10х10 | 10 | 9 | 60 | 20 | ||||
2140-0204 | 2146-1004 | 12х12 | 12 | 11 | 80 | 8 | 25 | 4 | 0,31-0,40 | 10 |
2140-0205 | 2146-1005 | 16х16 | 16 | 15 | 100 | 10 | 30 | 5 | 14 | |
2140-0206 | 2146-1006 | 20х20 | 20 | 19 | 125 | 12 | 40 | 6 | 0,41-0,60 | |
Пример условного обозначения резца исполнения 1, сечением =6х6 мм:
2140-0201 ГОСТ 13297-86
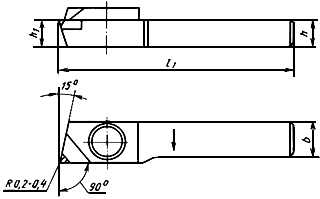
1.2. Конструкция и основные размеры расточных токарных резцов с напаянным алмазом для глухих отверстий должны соответствовать указанным на черт.2 и в табл.2.
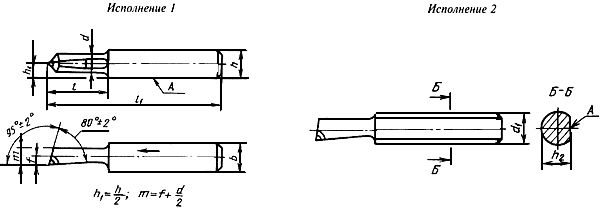
Черт.2
Таблица 2
Размеры в мм
Обозначение резца исполнения |
|
| Исходная масса (размер- ность), кар. | Наимень- ший диаметр расточки | ||||||
1 | 2 | |||||||||
2141-0151 | 2146-1501 | 6х6 | 6 | 5 | 40 | 6 | 10 | 3 | 0,11-0,30 | 8 |
2141-0152 | 2146-1502 | 8х8 | 8 | 7 | 15 | |||||
2141-0153 | 2146-1503 | 10х10 | 10 | 9 | 60 | 20 | ||||
2141-0154 | 2146-1504 | 12х12 | 12 | 11 | 80 | 8 | 25 | 4 | 0,31-0,40 | 10 |
2141-0155 | 2146-1505 | 16х16 | 16 | 15 | 100 | 10 | 30 | 5 | 0,41-0,60 | 14 |
2141-0156 | 2146-1506 | 20х20 | 20 | 19 | 125 | 12 | 40 | 6 | ||
Пример условного обозначения резца исполнения 1, сечением =8х8 мм:
2141-0152 ГОСТ 13297-86
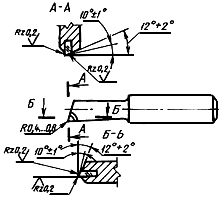
1.3. Конструкция и основные размеры цилиндрических расточных вставок с напаянным алмазом должны соответствовать указанным на черт.3 и в табл.3.
Черт.3
Таблица 3
Размеры в мм
Обозначение вставки |
|
|
|
| Исходная масса (размерность) алмаза, кар. | ||
2146-0003 | 5 | 4 | 10 | 2,5 | 45° | 50° | 0,11-0,20 |
2146-0004 | 16 | ||||||
2146-0103 | 10 | 15° | 55° | ||||
2146-0104 | 16 | ||||||
2146-0001 | 6 | 5 | 10 | 3,0 | 45° | 50° | 0,21-0,30 |
2146-0002 | 16 | ||||||
2146-0101 | 10 | 15° | 55° | ||||
2146-0102 | 16 |
Пример условного обозначения вставки диаметром 5 мм, длиной
10 мм, углом =45°:
2146-0003 ГОСТ 13297-86.
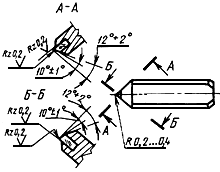
1.4. Конструкция и основные размеры алмазных треугольных вставок для токарных резцов должны соответствовать указанным на черт.4 и в табл.4.

Допускается занижение плоскости А
относительно кристалла алмаза
на 0,1-0,3 мм.
Черт.4
Таблица 4
Размеры в мм
Обозначение вставки |
| Исходная масса (размерность) алмаза, кар. | |||
2018-0001 | 9 | 3 | 75° | 71° | 0,21-0,30 |
2018-0002 | 90° | 86° | |||
2018-0003 | 120° | 116° | |||
2018-0004 | 12 | 75° | 71° | ||
2018-0005 | 90° | 86° | |||
2018-0006 | 120° | 116° | |||
2018-0007 | 15 | 4 | 75° | 71° | 0,31-0,40 |
2018-0008 | 90° | 86° | |||
2018-0009 | 120° | 116° | |||
2018-0011 | 5 | 75° | 71° | 0,41-0,60 | |
2018-0012 | 90° | 86° | |||
2018-0013 | 120° | 116° | |||
2018-0014 | 6 | 75° | 71° | ||
2018-0015 | 90° | 86° | |||
2018-0016 | 120° | 116° | |||
2018-0017 | 7 | 75° | 71° | ||
2018-0018 | 90° | 86° | |||
2018-0019 | 120° | 116° | |||
2018-0021 | 5 | 75° | 71° | 0,61-0,85 | |
2018-0022 | 90° | 86° | |||
2018-0023 | 120° | 116° | |||
2018-0024 | 6 | 75° | 71° | ||
2018-0025 | 90° | 86° | |||
2018-0026 | 120° | 116° | |||
2018-0027 | 7 | 75° | 71° | ||
2018-0028 | 90° | 86° | |||
2018-0029 | 120° | 116° |
Примечание. Допускается изготовлять вставки из алмазов типа 3 на одну размерность ниже указанной в таблице.
Пример условного обозначения вставки длиной =9 мм, углом
75°:
2018-0001 ГОСТ 13297-86.
1.1-1.4. (Измененная редакция, Изм. N 2).
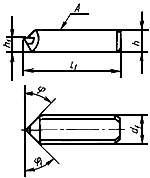
1.5. Конструкция и основные размеры сборных проходных резцов должны соответствовать указанным на черт.5 и 6 и в табл.4а и 4б.
Прямой резец
Черт.5
Упорный резец
Черт.6
Таблица 4а
Обозначение резцов | Державка резца | ||||
| |||||
2100-2350 | 12х12 | 80 | 12 | 45° | 45° |
2100-2351 | 50° | 10° | |||
2100-2352 | 16х16 | 100 | 16 | 45° | 45° |
2100-2353 | 50° | 10° | |||
2100-2354 | 20х20 | 125 | 20 | 45° | 45° |
2100-2355 | 50° | 10° | |||
2100-2356 | 25х25 | 150 | 25 | 45° | 45° |
2100-2357 | 50° | 10° | |||
Таблица 4б
Обозначение резцов | Державка резца | ||
| |||
2100-2358 | 12х12 | 80 | 12 |
2100-2359 | 16х16 | 100 | 16 |
2100-2360 | 20х20 | 125 | 20 |
2100-2361 | 25х25 | 150 | 25 |
(Измененная редакция, Изм. N 1, 2).
Пример условного обозначения прямого резца сечением ![]() 12х12 мм, с углом
12х12 мм, с углом 45°;
2100-2350 ГОСТ 13297-86
Пример условного обозначения упорного резца сечением ![]() 16х16 мм:
16х16 мм:
2100-2359 ГОСТ 13297-86
1.6. Геометрические параметры резцов и вставок указаны в приложении.
(Введен дополнительно, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Алмазные резцы и вставки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. (Исключен, Изм. N 2).
2.3. Для изготовления резцов и вставок должны применяться алмазы VII группы, подгруппы а, типов 1, 2, 3.
(Измененная редакция, Изм. N 2).
2.4. Корпуса резцов и цилиндрических вставок должны быть изготовлены из стали марки 40Х по ГОСТ 4543.
Корпуса треугольных вставок - из сплава меди (80%) по ГОСТ 4960 олова (20%) по ГОСТ 9723.
Допускается применение других сталей и сплавов по своим физико-механическим свойствам не уступающих указанным.
2.5. (Исключен, Изм. N 2).
2.6. Твердость корпуса треугольной вставки - (75±5) HRB.
2.7. На рабочей части резцов и вставок в пределах зоны 0,25 мм от вершины алмаза не допускаются сколы, выкрашивания, трещины.
2.8. Неуказанные предельные отклонения линейных размеров ±, угловых - по 16 степени точности ГОСТ 8908.
2.9. Допуск симметричности вершины цилиндрической вставки относительно оси симметрии корпуса в горизонтальной плоскости - не более 0,25 мм.
2.10. Допуск параллельности передней поверхности резцов и цилиндрических вставок относительно поверхности А, для резцов с квадратным сечением корпуса относительно его опорной поверхности - не более 2°.
2.11. Допуск перпендикулярности боковой поверхности корпуса резца относительно его опорной поверхности - не более 39'.
2.12. Допуск плоскостности опорной поверхности резцов с квадратным сечением корпуса - по 9 степени точности по ГОСТ 24643.
2.12а. Параметр шероховатости опорных поверхностей державок резцов, цилиндрических и треугольных вставок должен быть 1,25 мкм; остальных поверхностей -
20 мкм.
(Введен дополнительно, Изм. N 2).
2.13. На поверхности корпуса резцов и вставок не должно быть следов коррозии, вмятин, забоин, раковин.
2.14. Эксплуатационные показатели качества резцов и вставок при обработке латуни марки ЛС59-1 по ГОСТ 15527 и износе по задней поверхности кристалла алмаза до 0,1 мм должны соответствовать указанным в табл.5.
Таблица 5
Весовая группа алмазов, караты | Количество переточек | Установленный ресурс, км | Параметр шероховатости по ГОСТ 2789 обработанной поверхности, мкм, резцами (вставками) | |
проходными | расточными | |||
0,11-0,20 | 1 | 1400; 1200* |
|
|
0,21-0,40 | 2 | 2300; 2100* | ||
0,41-0,60 | 3 | 2800; 2500* | ||
0,61-0,85 | 4 | 3600; 3400* | ||
__________________
* До 01.01.90.
Режим резания:
скорость резания - 6,5 м/с;
продольная подача - 0,03 мм/об;
глубина резания - 0,05 мм.
(Измененная редакция, Изм. N 2).
2.15. Ремонт и восстановление резцов и вставок - по технической документации, утвержденной в установленном порядке.
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия резцов и вставок требованиям настоящего стандарта должны проводиться приемочный контроль и периодические испытания.
3.2. Приемочному контролю на соответствие требованиям пп.1.1-1.4, 2.7, 2.10, 2.13 должны подвергаться все резцы (вставки); на соответствие требованиям пп.1.1-1.4 (в части шероховатости поверхности рабочей части и корпуса), 2.6, 2.8, 2.9, 2.11, 2.12 - 20% резцов (вставок) от партии, но не менее 10 шт.
Партия должна состоять из резцов (вставок) одного типа, одновременно предъявленных к приемке по одному документу.
3.3. Если при приемочном контроле установлено несоответствие требованиям стандарта более чем по одному контролируемому показателю, то партию не принимают.
Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве резцов (вставок).
При наличии дефектов в повторной выборке партию не принимают.
3.4. Периодическим испытаниям на соответствие требованиям п.2.14 должны подвергаться резцы (вставки), прошедшие приемочный контроль, в количестве не менее 5 шт. не реже одного раза в два года.
Допускается проведение испытаний у потребителя в производственных условиях.
3.3; 3.4. (Измененная редакция, Изм. N 2).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Линейные размеры резцов (вставок) контролируют универсальными и специальными средствами измерения.
Размер "в" в треугольных вставках не контролируется; а обеспечивается исходными размерами кристалла алмаза.
4.2. Геометрические параметры резцов (вставок), а также требования по пп.2.9-2.11 контролируют на инструментальном микроскопе при увеличении 30; по п.2.7 - при увеличении 90-100
; по п.2.13 визуально невооруженным глазом.
4.3. Требования п.2.12 контролируют на плите индикатором 1МИГ по ГОСТ 9696.
4.4. Твердость корпуса треугольных вставок контролируют по ГОСТ 9013. Отсчет результатов производится на твердомере типа ТК-2 по шкале В с применением стального шарика диаметром 1,588 мм и действием постоянной нагрузки 100 кг.
4.5. Шероховатость поверхности рабочей части резцов (вставок) проверяют сравнением с контрольным образцом корпусов резцов (вставок) - на профилометре-профилографе по ГОСТ 19300. Допускается контроль шероховатости поверхности корпусов резцов (вставок) невооруженным глазом сравнением с контрольным образцом.
(Измененная редакция, Изм. N 2).
4.6. Испытания на работоспособность резцов (вставок) проводят на станках, классов точности В, А, С при точении образца из латуни марки ЛС59-1 ГОСТ 15527 диаметром 50-100 мм при следующих режимах резания:
скорость резания - 10 м/с;
продольная подача - 0,08 мм/об;
глубина резания - 0,06 мм;
время обработки - 5 мин.
После испытания на режущих кромках резцов (вставок) не должно быть выкрашиваний, сколов, трещин, видимых при увеличении 90-100. Резцы (вставки) должны быть пригодны для дальнейшей работы.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На поверхности корпуса резца (вставки) должны быть четко нанесены:
товарный знак предприятия-изготовителя;
порядковый номер инструмента по системе нумерации предприятия-изготовителя;
Для экспорта наносят сведения согласно заказу-наряду внешнеторговой организации.
Примечание. Допускается на цилиндрических вставках с 10 мм вместо порядкового номера маркировать последние две цифры исходной массы (размерности) в каратах и не маркировать товарный знак завода-изготовителя.
(Измененная редакция, Изм. N 2).
5.2. Резцы (вставки) должны быть упакованы в потребительскую тару.
5.3. Каждый резец (вставка) должен сопровождаться паспортом с указанием:
товарного знака предприятия-изготовителя;
условного обозначения;
исходной массы алмаза в каратах;
массы алмаза после обработки в каратах;
номера инструмента по системе нумерации предприятия-изготовителя;
штампа и подписи контролера ОТК;
даты упаковки;
срока хранения.
Для экспорта - сведения согласно заказу-наряду внешнеторговой организации.
5.4. Резцы (вставки), упакованные в потребительскую тару, должны быть уложены в групповую тару, которая должна быть опломбирована.
5.5. Форма, размеры и маркировка групповой тары и упаковка резцов (вставок) для экспорта согласно заказу-наряду внешнеторговой организации.
5.5.1 Коробки с резцами (вставками) должны быть уложены в транспортную тару - фанерные ящики по ГОСТ 24634, выложенные внутри влагонепроницаемым материалом.
5.5.2. На транспортную тару должна быть нанесена маркировка согласно требованиям заказа-наряда внешнеторговой организации.
5.6. Остальные требования к упаковке, а также транспортирование и хранение резцов (вставок) - по ГОСТ 18088 с дополнениями по пп.5.6.1-5.6.3.
5.6.1. Габаритные размеры ящиков должны быть не более: 160х160х62 или 210х210х60 мм.
5.6.2. Масса брутто - не более 8 кг.
5.6.3. На каждое грузовое место должна быть нанесена транспортная маркировка по ГОСТ 14192 с указанием основных, дополнительных информационных надписей и манипуляционных знаков: "Хрупкое. Осторожно" и "Беречь от влаги".
Для экспорта указываются сведения согласно заказу-наряду внешнеторговой организации.
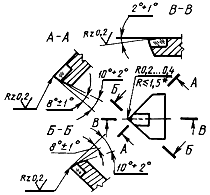
ПРИЛОЖЕНИЕ
Рекомендуемое
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ И ВСТАВОК
1. Геометрические параметры резцов для сквозных отверстий

2. Геометрические параметры резцов для глухих отверстий
3. Геометрические параметры цилиндрических вставок
4. Геометрические параметры треугольных вставок
__________________
* Размер для справок.
(Измененная редакция, Изм. N 2).
Текст документа сверен по:
Резцы. Технические условия.
Типы и основные размеры:
Сб. ГОСТов. - М.: ИПК Издательство стандартов, 2003
