ГОСТ 26613-85
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ ТОКАРНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ
СМЕННЫХ МНОГОГРАННЫХ ПЛАСТИН
Технические условия
Lathe tools with mechanically clamped changeable indexable inserts.
Specifications
МКС 25.100.10
ОКП 39 2100
Дата введения 1986-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20.09.85 N 2975
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
4.3 | |
1.24 | |
1.24 | |
1.6 | |
4.10 | |
4.10 | |
1.10 | |
1.7 | |
1.6 | |
4.8 | |
1.24 | |
4.6 | |
1.6 | |
1.24 | |
4.8 | |
1.6 | |
1.10 | |
1.4 | |
1.30, 1.31, разд. 5 | |
4.10.5, приложение | |
1.1, 4.4 | |
1.1, 4.4 | |
1.1, 4.4 | |
1.1 | |
1.1, 4.4 | |
1.1 | |
1.1, 4.4 | |
1.1, 4.4 | |
1.1, 4.4 | |
1.1 | |
1.1, 4.4 | |
1.1, 4.4 | |
1.1 | |
1.1, 4.4 | |
1.1, 4.4 | |
1.1 | |
1.1, 4.4 | |
1.1 | |
1.1, 4.4 | |
1.1, 4.4 | |
1.1 | |
1.1, 4.4 | |
1.2 | |
1.2 | |
1.2 | |
1.2 | |
1.2 | |
1.2 | |
1.2 | |
1.2 | |
1.2 | |
1.2 | |
1.3 | |
1.3 | |
1.5 | |
4.6 | |
3.1 | |
1.1 | |
1.1 | |
1.1 | |
1.1 | |
1.1 | |
1.2 | |
1.1, 4.4 | |
1.1 | |
1.1 | |
1.10 | |
1.1, 1.5 | |
4.5 | |
Вводная часть, 4.10.5 | |
Вводная часть, 4.10.5 |
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ПЕРЕИЗДАНИЕ с Изменениями N 1, 2, 3, 4, утвержденными в декабре 1986 г., августе 1988 г., марте 1989 г., феврале 1992 г. (ИУС 3-87, 12-88, 5-89, 6-92)
Настоящий стандарт распространяется на токарные проходные, подрезные, копировальные и расточные резцы с механическим креплением сменных многогранных пластин, изготовляемые для нужд народного хозяйства и экспорта.
Резцы предназначены для работы на станках токарной группы, в том числе на станках с числовым программным управлением и на гибких производственных системах, при комплектации пластинами:
из твердого сплава, в том числе с износостойкими покрытиями для чистовой, получистовой и черновой обработки деталей из сырых, термообработанных, улучшенных и нормализованных сталей и серых чугунов;
из оксидной керамики для чистовой и получистовой обработки деталей из сырых, улучшенных и нормализованных сталей и серых чугунов;
из оксидно-карбидной или оксидно-нитридной керамики для чистовой и получистовой обработки деталей из закаленных сталей, ковких, модифицированных и отбеленных чугунов.
Стандарт устанавливает требования на резцы с механическим креплением сменных многогранных пластин со способами крепления С, М, Р и S по ГОСТ 26476 и ГОСТ 27686.
C - крепление сверху пластин без отверстия исполнений:
прихватом и винтом с разнонаправленной резьбой,
прихватом и винтом;
M - крепление пластин сверху прихватом и через отверстие исполнений:
клин-прихватом,
упругим клин-прихватом,
прихватом через отверстие;
P - крепление пластин через отверстие исполнений:
-образным рычагом,
косой тягой,
штифтом,
штифтом на подвижной подкладке;
S - крепление пластин винтом через фасонное отверстие.
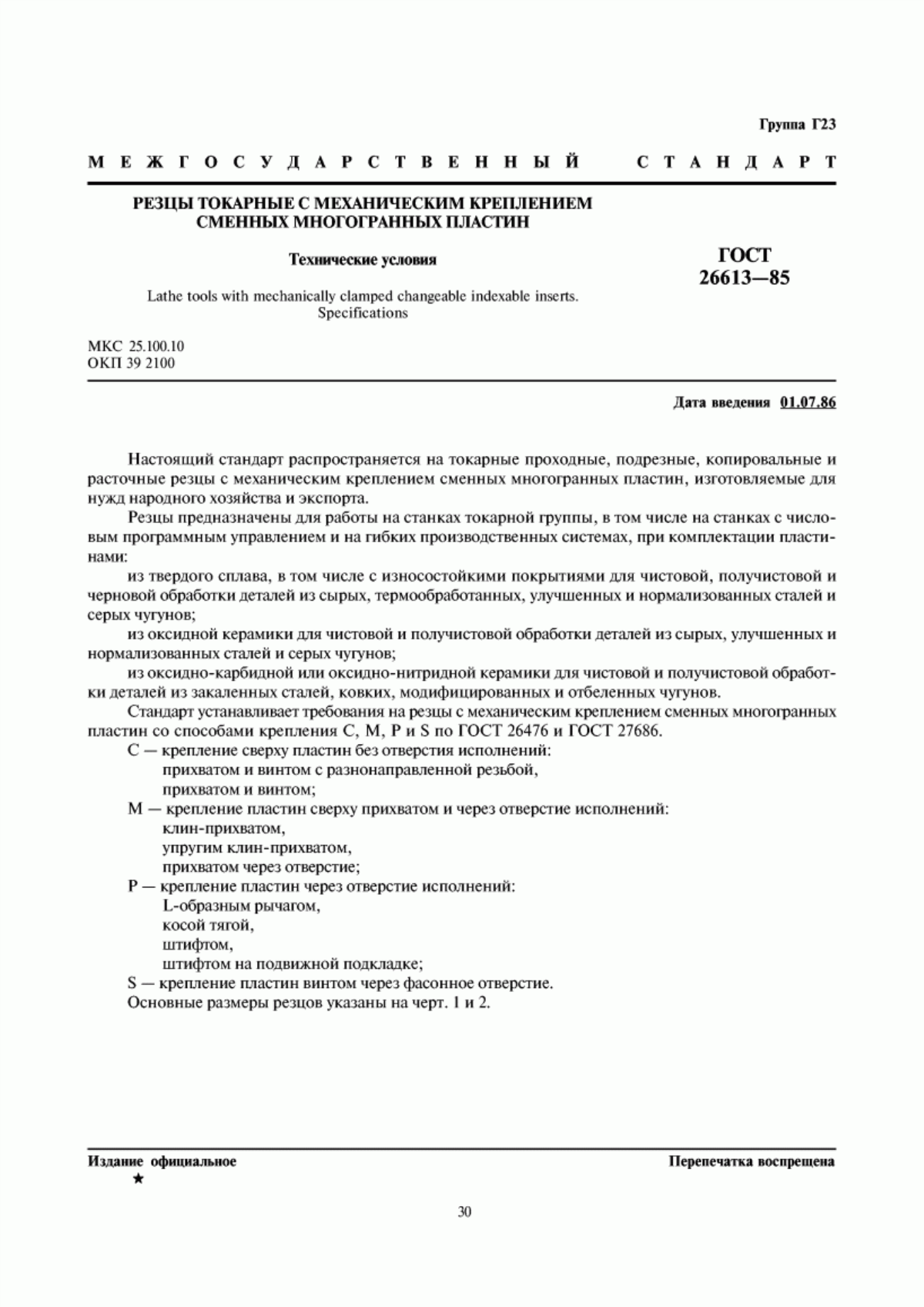
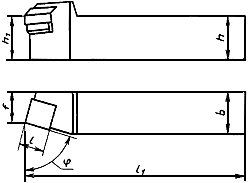
Основные размеры резцов указаны на черт.1 и 2.
Черт.1
Черт.2
Требования настоящего стандарта в части разд. 1, 2, 4, 5 и пп.3.4 и 3.5 являются обязательными, остальные требования - рекомендуемыми.
(Измененная редакция, Изм. N 1, 4).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. В качестве режущей части резцов должны применять сменные многогранные пластины классов допусков U; M; G:
твердосплавные по ГОСТ 19043 - ГОСТ 19052, ГОСТ 19056, ГОСТ 19057, ГОСТ 19059, ГОСТ 19062, ГОСТ 19064, ГОСТ 19065, ГОСТ 19067 - ГОСТ 19072, ГОСТ 24247 - ГОСТ 24250, ГОСТ 24252, ГОСТ 24255 - ГОСТ 24257, в том числе с износостойкими покрытиями; керамические по ГОСТ 25003; твердосплавные безвольфрамовые и керамические по техническим условиям.
(Измененная редакция, Изм. N 1).
1.2. В качестве опорных пластин должны применять опорные многогранные твердосплавные пластины по ГОСТ 19073 - ГОСТ 19081, ГОСТ 19083, ГОСТ 24254.
1.3. В качестве стружколомов должны применять твердосплавные стружколомы по ГОСТ 19084, ГОСТ 19085.
1.4. Допускается применение режущих и опорных пластин и стружколомов по нормативно-технической документации с соответствующим изменением глубины гнезда и диаметра резьбы винта по ГОСТ 17475.
(Измененная редакция, Изм. N 1).
1.5. Технические требования к режущим керамическим пластинам - по ГОСТ 25003, к режущим твердосплавным и опорным пластинам и стружколомам - по ГОСТ 19086 или по другой нормативно-технической документации; технические требования к режущим твердосплавным пластинам с износостойкими покрытиями - по нормативно-технической документации.
1.6. Материал деталей резцов и их твердость должны соответствовать указанным в табл.1.
Таблица 1
Деталь крепления | Марка стали | Твердость HRC |
Державка, торцовый ключ (рабочая часть) | 50ХФА по ГОСТ 14959 или 40ХФА по ГОСТ 4543 | 46,0...51,0 |
40Х по ГОСТ 4543 | 37,0...47,0 | |
Штифт, гайка, шайба, планка | 35,0...42,0 | |
Подкладка и другие крепежные детали | 42,0...47,0 | |
Винт | 35,0...42,0 | |
40ХФА по ГОСТ 4543 | 42,0...47,0 | |
| 40ХН2МА или 40ХНМА по ГОСТ 4543 | |
Втулка, кнопка | 65Г или 60С2А по ГОСТ 14959 | |
Прихват, клин-прихват | 40ХЛ-III по ГОСТ 977 или 40Х по ГОСТ 4543 | 32,0...40,0 |
Пружина | 65Г по ГОСТ 14959, проволока 1- | - |
Допускается изготовление деталей резцов из сталей других марок, в том числе из порошковой стали, физико-механические свойства которых не ниже, чем у перечисленных в табл.1.
1.7. Параметры шероховатости обработанных поверхностей деталей резцов в соответствии с ГОСТ 2789 не должны быть более, мкм:
цилиндрической части хвостовика державки с полем допуска по |
| |||
нижней опорной поверхности державки прямоугольного и круглого сечений |
| |||
нижней и боковых опорных поверхностей гнезда под пластину, боковой опорной поверхности державки прямоугольного сечения, цилиндрической части хвостовика державки круглого сечения с полем допуска по h12, поверхностей прихвата и клин-прихвата, контактирующих с режущей пластиной, посадочных поверхностей штифта и отверстия в державке под штифт (способ крепления M) |
| |||
поверхности заднего торца державки |
| |||
остальных обработанных поверхностей, кроме фасок и внутренних несопрягаемых поверхностей, а также поверхностей, полученных литьем, штамповкой и другими способами пластической деформации |
| |||
1.6; 1.7. (Измененная редакция, Изм. N 1, 3, 4).
1.8. Предельные отклонения линейных и угловых размеров резцов при контроле по эталонной пластине не должны превышать, мм:
рабочей высоты в сборе для резцов с прямоугольным сечением державки |
| |||
расстояния от вершины резца до боковой поверхности державки прямоугольного сечения | ||||
для прямого проходного резца с пластиной квадратной формы с главным углом в плане | ±0,25 | |||
для остальных резцов | +0,5 | |||
расстояния от вершины резца до оси цилиндрической части хвостовика державки круглого сечения | ||||
диаметр по | -0,25 | |||
диаметр по h12 | -0,5 | |||
1.9. Предельные отклонения линейных и угловых размеров резцов не должны превышать:
длины резца | k16 | |||
главного угла в плане | ||||
для резцов с углом | +2° | |||
для остальных резцов | ±1° | |||
высоты и ширины державки прямоугольного сечения | h13 | |||
цилиндрической части хвостовика державки круглого сечения |
| |||
расположения поверхностей гнезда под режущую пластину, определяющих главные передний и задний углы и угол наклона режущей кромки | +1° | |||
Неуказанные предельные отклонения линейных и угловых размеров резцов:
Н14, h14, ,
.
Примечание. Для расточных резцов с лысками для крепления в резцедержателе допускается изготовление цилиндрической части хвостовика с полем допуска по h12.
(Измененная редакция, Изм. N 1).
1.10. Резьба на деталях должна быть выполнена по ГОСТ 24705.
Допуски на резьбовые соединения - по ГОСТ 16093:
для внутренних резьб - по 7Н, для наружных - по 6, для резьбового соединения крепления опорной пластины (способ крепления C) - по 7H/8
.
Остальные технические требования на резьбовые соединения - по ГОСТ 1759.0.
1.11. Допуск перпендикулярности боковой опорной поверхности державки относительно нижней опорной поверхности +1°.
1.12. 1.13. (Исключены, Изм. N 4).
1.14. Допуск плоскостности опорной поверхности державки - 0,05 мм в сторону вогнутости.
1.15. 1.16, 1.17. (Исключены, Изм. N 4).
1.18. Зазоры между контактными поверхностями опорной и режущей пластин, опорной пластиной и нижней опорной поверхностью гнезда державки не должны превышать допусков плоскостности на пластины, а для пластин классов допусков U, M, K - значения 0,03 мм.
Зазор между нижней опорной поверхностью гнезда державки и опорной пластиной под вершиной не допускается.
(Измененная редакция, Изм. N 1,4).
1.19. Зазор между контактными поверхностями режущей пластины и клина-прихвата (способ крепления М) не допускается.
1.20. Под вершиной резца нижняя опорная поверхность гнезда державки при проверке по эталонной пластине не должна выступать за габариты опорной пластины, а опорная пластина - за габариты режущей. Опорная пластина должна выступать за габариты опорной поверхности гнезда державки не более чем на размер фаски.
Режущая пластина в области вершины должна выступать за габариты опорной пластины не более:
0,6 мм - для режущих пластин с диаметром вписанной окружности до 12,7 мм,
1,0 мм - для режущих пластин с диаметром вписанной окружности свыше 12,7 мм.
(Измененная редакция, Изм. N 3, 4).
1.21, 1.22. (Исключены, Изм. N 4).
1.23. Поверхности деталей резцов не должны иметь вмятин, следов коррозии и других дефектов, влияющих на качество и внешний вид изделий.
1.24. Поверхности крепежных элементов и державок резцов должны иметь химическое покрытие Хим. Окc. прм. по ГОСТ 9.306 и ГОСТ 9.301.
На резьбовые соединения должна быть нанесена смазка ЦИАТИМ-201 по ГОСТ 6267 или ЦИАТИМ-221 по ГОСТ 9433.
(Измененная редакция, Изм. N 1).
1.25. Средний и 95%-ный периоды стойкости резцов должны быть не менее значений, указанных в табл.2а при условиях испытаний, приведенных в разд.4.
Таблица 2а*
_________________
* Таблица 2. (Исключена, Изм. N 3).
Группа инструментальных материалов режущих пластин | Период стойкости, мин | |
средний | 95%-ный | |
Вольфрамовые твердые сплавы без карбидов тантала и ниобия (марки сплава групп ТК и ВК) | 15 | 8 |
Вольфрамовые твердые сплавы с карбидами тантала и ниобия (марки сплава групп МС и ТТК) | 15 | 10 |
Безвольфрамовые твердые сплавы (марки сплава групп ТН, КНТ, ТВ) | 15 | 6 |
Керамика | 20 | 10 |
Критерием отказа резцов является достижение износа по задней поверхности режущей части, который не должен превышать значений, указанных в табл.4.
(Измененная редакция, Изм. N 1, 3, 4).
1.26, 1.27. (Исключены, Изм. N 1).
1.28. (Исключен, Изм. N 3).
1.29. На внутренней боковой стороне резца должны быть четко нанесены:
товарный знак предприятия-изготовителя;
буквенно-цифровое обозначение.
При электрохимическом способе маркировки допускается неоксидированная площадка с занижением до 0,5 мм.
1.30. Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088.
1.31. Упаковка - по ГОСТ 18088.
1.29-1.31. (Введены дополнительно, Изм. N 4).
2. КОМПЛЕКТНОСТЬ
2.1. В комплект резца должны входить:
резец в собранном виде | 1 шт. |
режущие пластины в одном из следующих вариантов комплектации: | 20, 30, 50 шт. |
детали крепления с отверстиями под ключ | 1 шт. |
стружколомы с минимальным размером порожка (для резцов способа крепления С, оснащенных пластинами без стружколомающих канавок - в зависимости от длины режущей кромки) | 1 или 2 шт. |
ключ | 1 шт. |
По согласованию с заказчиком допускаются другие варианты комплектации резцов деталями крепления, режущими пластинами (в том числе различных классов допусков) и стружколомами.
(Измененная редакция, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки - по ГОСТ 23726.
3.2. 3.3. (Исключены, Изм. N 1, 4).
3.4. Испытания для контроля 95%-ного и среднего периодов стойкости должны проводить не менее чем на 5 резцах одного типоразмера одной вершиной режущей пластины для каждой группы инструментальных материалов по табл.2а.
(Измененная редакция, Изм. N 1, 3, 4).
3.5. Периодичность испытаний для контроля 95%-ного периода стойкости - 1 раз в год, среднего периода стойкости - 1 раз в 3 года.
(Измененная редакция, Изм. N 3, 4).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Перед контролем поверхности должны быть очищены от смазки и загрязнений.
4.2. Наличие зазоров и их размер (пп.1.18, 1.19) проверяют визуально и щупами. Внешний вид резцов (пп.1.20, 1.23, 1.24) контролируют визуально.
4.3. Контроль параметров резцов осуществляют средствами контроля, имеющими погрешности измерения не более:
при контроле линейных размеров - значений, указанных в ГОСТ 8.051;
при контроле угловых размеров - 35% допуска на проверяемый угол;
при контроле формы и расположения поверхностей - 25% допуска на проверяемый параметр.
Допускается применение специальных средств контроля, погрешность измерения которых обеспечивает необходимую точность.
4.4. Контроль размеров резцов (п.1.8) осуществляют по эталонным пластинам, форма и размеры которых соответствуют ГОСТ 19043 - ГОСТ 19045, ГОСТ 19047, ГОСТ 19049 - ГОСТ 19051, ГОСТ 19056, ГОСТ 19057, ГОСТ 19062, ГОСТ 19064, ГОСТ 19067, ГОСТ 19069, ГОСТ 19070, ГОСТ 19072, ГОСТ 24255 или другой нормативно-технической документации.
Размеры радиуса закругления вершины резца должны соответствовать указанным в табл.3.
Таблица 3
мм
5,556; 6,35 | 0,4 |
9,525; 12,7 | 0,8 |
15,875; 19,05 | 1,2 |
25,40 | 2,4 |
Предельные отклонения линейных и угловых размеров эталонных пластин не должны превышать:
диаметр вписанной окружности | ±0,002 |
толщина | ±0,01 |
радиус при вершине | ±0,02 |
угол при вершине | ±5' |
размер | ±0,002 |
(Измененная редакция, Изм. N 1,4).
4.5. Контроль параметров шероховатости поверхностей деталей резцов (п.1.7) осуществляют сравнением с эталонами шероховатости или контрольными образцами, поверхности которых имеют предельные значения параметров шероховатости. Сравнение осуществляют при помощи лупы ЛП1-4 по ГОСТ 25706.
4.6. Контроль твердости (п.1.6) осуществляют в соответствии с ГОСТ 9013 приборами ТР по ГОСТ 23677.
4.7. Исключен.
4.8. Контроль перпендикулярности (п.1.11) осуществляют при помощи угломера по ГОСТ 5378 и поверочной плиты по ГОСТ 10905.
4.9. Контроль допуска плоскостности опорной поверхности державки (п.1.14) осуществляют при помощи лекальной линейки и набора щупов, изготовленных в соответствии с нормативно-технической документацией.
(Измененная редакция, Изм. N 1, 4).
4.10. Испытания резцов на средний и 95%-ный периоды стойкости, а также на работоспособность проводят на токарных станках, удовлетворяющих установленным для них нормам точности и жесткости.
Испытания должны проводить без охлаждения на следующих обрабатываемых материалах в зависимости от групп применения твердого сплава по ИСО:
сталь 45 или 50 ГОСТ 1050 твердостью 150...241 НВ - группа применения Р;
чугун марки СЧ 25 или СЧ 30 ГОСТ 1412 - твердостью 180...255 НВ - групп применения К и М.
(Измененная редакция, Изм. N 1, 3, 4).
4.10.1. Вершины резцов устанавливают по линии центров станка с допустимыми отклонениями, не более:
для точения наружных поверхностей |
| ||||
для точения внутренних поверхностей | +1,0 мм | ||||
4.10.2. Вылет режущей части резцов из резцедержателя не должен превышать:
для точения наружных поверхностей | 1,2-1,3 | |||
для точения внутренних поверхностей | 2,5 | |||
4.10.3. (Исключен, Изм. N 1).
4.10.4. Поверхности образца для испытаний должны быть предварительно обработаны до параметра шероховатости 12,5 мкм, радиальное биение - 0,1 мм. На заготовках в местах входа и выхода резца должна быть фаска величиной больше глубины резания.
4.10.5. Испытания резцов на работоспособность и стойкость в зависимости от марок материала режущей части и формы пластины должны проводиться на режимах, указанных в табл.4, с учетом поправочных коэффициентов по табл.5, 6, 6а, 6б.
Таблица 4
Подгруппа применения по ИСО | Марка сплава | Износ по задней поверхности | Глубина резания | Скорость резания | ||
Подача | ||||||
Для сменных пластин форм | ||||||
W, С, К, D, Т | S | Р, H, R | ||||
Р01 | Т30К4 | 0,6 | 1,0 | 220 | 250 | 260 |
Р10 | Т15К6 МС111 | 0,8 | 2,0 | 180 | 200 | 220 |
Р20 | Т14К8,МС121, МС137 | 0,8 | 2,0 | 145 | 155 | 165 |
Р30 | Т5К10, ТТ10К8Б, МС131,МС221 | 0,8 | 2,5 | 110 | 120 | 125 |
Р40-50 | Т5К12, ТТ7К12, МС146 | 0,8 | 3,0 | 80 | 90 | 90 |
К01 | BK2, ВК3, ВК3М, MC301 | 0,8 | 1,0 | 130 | 150 | 150 |
K05 | BK60M, MC306 | 0,8 | 1,5 | 120 | 130 | 130 |
K10 | BK6M, TT8K6, MC312 | 0,8 | 2,0 | 110 | 120 | 120 |
K20 | BK6, BK4, MC318, MC321 | 0,8 | 2,0 | 100 | 100 | 110 |
K30 | BK8 | 0,8 | 2,5 | 75 | 80 | 80 |
M30 | BK10M, BK100M | 0,8 | 3,0 | 90 | 100 | 110 |
P01-P10 | TH20 | 0,6 | 1,0 | 210 | 220 | 240 |
P10-P20 | KHT16 | 0,6 | 2,0 | 190 | 210 | 230 |
P30 | TB4 | 0,6 | 2,0 | 100 | 115 | 125 |
P01* | B0K71, B013 | 0,4 | 1,0 | 350 | 400 | 420 |
К01* | B0K71, B013 | 0,4 | 1,0 | 300 | 350 | 370 |
________________
* Испытания резцов с пластинами из керамики могут проводиться как при точении стали 45 или 50, так и чугуна СЧ 25 или СЧ 30.
Режимы резания при испытаниях могут выбираться по табл.4 соответственно для групп применения P01 или К01.
Примечание. Скорость резания при испытании сплава MC318 следует увеличить на 10%.
(Введено дополнительно, Изм. N 4).
При испытаниях расточных резцов поправочные коэффициенты должны быть: на скорость - 0,8, на подачу -
0,7.
Таблица 5
Поправочные коэффициенты на скорость резания (),
и подачу () в зависимости от радиуса при вершине режущей пластины (
)
Обрабатываемый | Поправочные коэффициенты зависимости от радиуса при вершине | |||||
0,4 | 0,8 | 1,2 | 1,6 | 2,4 | ||
Сталь | 0,8 | 1,0 | 1,1 | |||
0,5 | 0,9 | 1,0 | 1,1 | 1,2 | ||
Чугун | 0,8 | 1,0 | ||||
0,75 | ||||||
Таблица 6
Поправочные коэффициенты на скорость резания в зависимости
от твердости НВ обрабатываемого материала
Обра- баты- ваемый мате- риал | Поправочные коэффициенты | ||||||||||
150-160 | 161-170 | 171-180 | 181-185 | 186-195 | 196-205 | 206-215 | 216-225 | 226-235 | 236-245 | 246-255 | |
Сталь | 1,25 | 1,22 | 1,16 | 1,12 | 1,04 | 1,0 | 0,96 | 0,93 | 0,9 | 0,86 | 0,6 |
Чугун | - | - | - | 1,0 | 0,9 | 0,84 | 0,8 | 0,74 | 0,7 | 0,66 | - |
Таблица 6а
Поправочные коэффициенты на подачу в зависимости от угла в плане
Главный угол в плане | Поправочные коэффициенты на подачу | ||
W, С, К, D, Т | S | ||
Сталь | 45° | 1,3 | 1,25 |
60°; 63° | 1,15 | 1,0 | |
75° | - | 1,0 | |
90°; 95° | 1.0 | - | |
Чугун | 45°; 63° | 1,2 | 1,2 |
75° | - | 1,0 | |
90°; 95° | 1,0 | - | |
Испытания резцов, оснащенных пластинами с износостойким покрытием, проводят на режимах по табл.4 с учетом поправочного коэффициента на скорость резания :
1,25 - для однослойных покрытий;
1,3 - для многослойных покрытий.
Критерием затупления является износ по задней поверхности 0,5 мм.
Таблица 6б
Соответствие марок твердого сплава с покрытием подгруппы С применения по ИСО
Подгруппа применения по ИСО | Марка твердого сплава с покрытием | |
однослойным | многослойным | |
Р20 | T14K8+TiN (КИБ), МС2210 Т5К10ГТ | МС2215, ВП1325 |
Р30 | T5K10+TiN (КИБ), МС1460 | МС1465, ВП1455, ВП1255 |
К20 | МС3210, ВК6ДТ | МС3215,ВП3115 |
К30 | ВК8ГТ | ВП3325 |
Испытаниям подвергают типовые представители для групп типоразмеров резцов, характеризующихся единством способа крепления по ГОСТ 26476 и ГОСТ 27686, группы инструментального материала и формы режущей пластины по ГОСТ 19042.
Испытания на работоспособность должны проводить на режимах резания по табл.4-6а в течение 3 мин. После испытаний крепление пластин не должно быть нарушено, на пластинах не должно быть выкрашиваний и резцы должны быть пригодны для дальнейшей работы.
(Измененная редакция, Изм. N 3, 4).
4.10.6, 4.10.7. (Исключены, Изм. N 1).
4.10.8. Сливная стружка (прямая или спиральная лента длиной более 150-250 мм) не допускается. При ее появлении для резцов способа крепления С необходимо подобрать стружколом, обеспечивающий дробление.
4.10.9. Режимы резания для резцов, оснащенных режущими пластинами с износостойкими покрытиями, соответствуют режимам резания, указанным для резцов с режущими пластинами из марки материала основы.
4.10.10. (Исключен, Изм. N 1).
4.10.11. Приемочные значения среднего и 95%-ного периодов стойкости для выборки из 5 резцов должны быть не менее приведенных в табл.7.
Таблица 7*
_________________
* Таблицы 8, 9, 10. (Исключены, Изм. N 4).
Группа инструментальных материалов | Приемочные значения периодов стойкости, мин | |
среднего | 95%-ного | |
Пластины из вольфрамовых твердых сплавов без карбидов тантала и ниобия (группы ТК и ВК) | 17 | 9 |
Пластины из вольфрамовых твердых сплавов с карбидами тантала и ниобия (группы МС и ТТК) | 17 | 11 |
Пластины из безвольфрамовых твердых сплавов (группы ТН, КНТ, ТВ) | 17 | 7 |
Пластины из керамики | 23 | 11 |
(Измененная редакция, Изм. N 3, 4).
4.10.12. (Исключен, Изм. N 4).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088.
(Измененная редакция, Изм. N 4).
ПРИЛОЖЕНИЕ
Справочное
КОЭФФИЦИЕНТ ИСПОЛЬЗОВАНИЯ РЕЖУЩИХ КРОМОК
Коэффициент использования режущих кромок () в зависимости от формы и материала пластины, а также способа ее крепления указан в таблице.
Способ крепления пластин | Марка инструментального материала | Коэффициент К для пластин формы по ГОСТ 19042 | ||||||||
Т | S | С | D | W | Н | К | Р | R | ||
Р, S | Твердый сплав | 0,8 | 0,8 | 0,9 | 0,95 | - | - | - | - | 0,9 |
М | - | - | 0,8 | 0,8 | - | 0,85 | - | |||
С | 0,85 | 0,85 | - | - | - | 0,85 | - | 0,9 | ||
Р, S | Керамика | 0,6 | 0,6 | 0,6 | 0,4 | - | - | - | - | 0,7 |
(Введено дополнительно, Изм. N 3).
Текст документа сверен по:
Резцы. Технические условия.
Типы и основные размеры:
Сб. ГОСТов. - М.: ИПК Издательство стандартов, 2003
