ГОСТ Р 50302-92
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ВСТАВКИ ПЕРЕТАЧИВАЕМЫЕ ДЛЯ СБОРНОГО ИНСТРУМЕНТА,
ОСНАЩЕННЫЕ СВЕРХТВЕРДЫМ МАТЕРИАЛОМ (КОМПОЗИТОМ)
Технические условия
Regrindable superhard material (composite) tipped cartridges for toolholders.
Specifications
МКС 25.100.10
ОКП 39 0240
Дата введения 1994-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1 РАЗРАБОТАН И ВНЕСЕН Техническим Комитетом ТК 95 "Инструмент"
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 24.09.92 N 1266
3 ВВЕДЕН ВПЕРВЫЕ
4 ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
4.10 | |
4.11 | |
2.15 | |
2.2 | |
2.2 | |
2.2 | |
2.2, 4.2 | |
4.6 | |
2.14 | |
4.8 | |
4.9 | |
2.6 | |
2.19, раздел 5 | |
Раздел 3 | |
2.14 | |
4.6 |
5 ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на вставки перетачиваемые, оснащенные режущим элементом из сверхтвердых материалов на основе нитрида бора для сборного инструмента и для закрепления в борштанге.
Вставки предназначены для тонкого чистового и получистового точения и растачивания деталей из закаленных сталей с твердостью до 62 HRC и чугунов с точностью обработки по 6-9 квалитетам на станках токарной и расточной групп, станках с ЧПУ и станках, встроенных в автоматические линии.
Требования стандарта в части разделов (кроме 1.2, 1.4 (примечание), 2 (кроме 2.2; 2.4; 2.6; 2.15; 2.17), 4 (кроме 4.5, 4.6 (примечание), 4.11); 5 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
1 Типы и размеры
1.1 Вставки должны изготовляться правыми и левыми типов, указанных в таблице 1.
Таблица 1
Тип вставки | Сечение хвостовика | Передний угол | Главный угол в плане, | Вспомогательный угол в плане, |
1 | Круглое |
| 10, 20, 25, 30, 35, 40, 45, 47, 50, 60 | 10, 15, 25, 30, 40, 45, 47, 50 |
2 |
| 10, 20, 30, 35, 40, 45, 47, 50, 60 | 10, 15, 30, 40, 45, 47, 50 | |
3 | Прямоугольное |
| 15, 30, 45, 60 | 15, 30, 45, 60 |
4 |
| 45, 90 | - |
1.2 По заказу потребителя допускается изготовлять вставки с другими углами в плане.
1.3 Вставки типа 2 должны изготовляться исполнений:
1 - с плоским торцом;
2 - с косой лыской;
3 - с резьбовым отверстием.
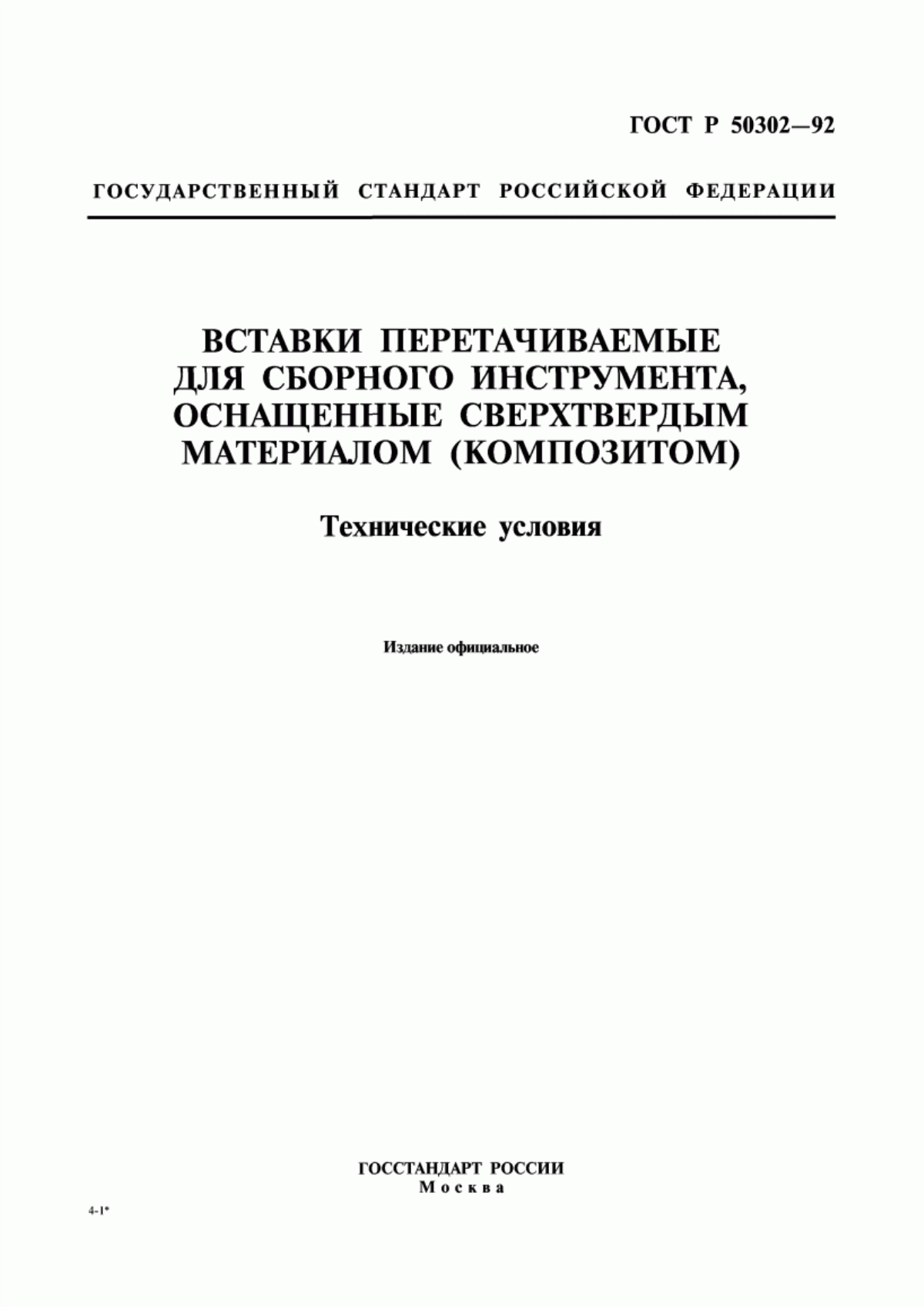
1.4 Основные размеры вставок должны соответствовать указанным на рисунках 1-4 и в таблицах 2-5.
Тип 1
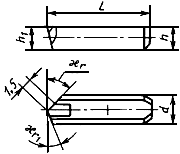
Рисунок 1
Тип 2
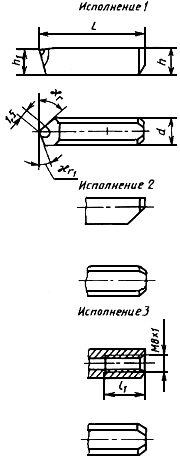
Рисунок 2
Тип 3
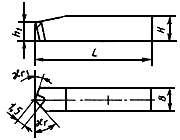
Рисунок 3
Тип 4
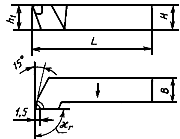
Рисунок 4
Таблица 2
Обозначение | Применяемость |
|
|
| ||
Правые | Левые | Правые | Левые | |||
2014-0001 | 2014-0002 | 7 | 5,3 | 20 | ||
2014-0003 | 2014-0004 | 8 | 6,7 | 18 | ||
2014-0005 | 2014-0006 | 20 | ||||
2014-0007 | 2014-0008 | 25 | ||||
2014-0009 | 2014-0011 | 30 | ||||
2014-0012 | 2014-0013 | 10 | 8,5 | 25 | ||
2014-0014 | 2014-0015 | 30 | ||||
2014-0016 | 2014-0017 | 40 | ||||
2014-0018 | 2014-0019 | 12 | 10,0 | 25 | ||
2014-0021 | 2014-0022 | 40 | ||||
2014-0023 | 2014-0024 | 16 | 12,0 | 30 | ||
2014-0025 | 2014-0026 | 34 | ||||
2014-0027 | 2014-0028 | 60 | ||||
2014-0029 | 2014-0031 | 80 | ||||
________________ * По заказу потребителя - | ||||||
Пример условного обозначения вставки типа 1, диаметром 8 мм, длиной
18 мм, с главным углом в плане
20°, вспомогательным углом в плане
40°, правой:
Вставка 2014-0003 20/40 ГОСТ Р 50302-92
Таблица 3
Размеры, мм
Обозначения | Приме- няемость испол- нений |
|
|
| |||||||||
Правые | Левые | Правые | Левые | Правые | Левые | ||||||||
Исполнения | 1 | 2 | 3 | ||||||||||
1 | 2 | 3 | |||||||||||
2014-0033 | 2014-0034 | 2014-0035 | 2014-0036 | 2014-0037 | 2014-0038 | 8 | 6,7 | 16 | - | 5,7 | |||
2014-0039 | 2014-0041 | 2014-0042 | 2014-0043 | 2014-0044 | 2014-0045 | 18 | |||||||
2014-0046 | 2014-0047 | 2014-0048 | 2014-0049 | 2014-0051 | 2014-0052 | 20 | |||||||
2014-0053 | 2014-0054 | 2014-0055 | 2014-0056 | 2014-0057 | 2014-0058 | 22 | |||||||
2014-0059 | 2014-0061 | 2014-0062 | 2014-0063 | 2014-0064 | 2014-0065 | 10 | 7,5 | 22 | - | 6,5 | |||
2014-0066 | 2014-0067 | 2014-0068 | 2014-0069 | 2014-0071 | 2014-0072 | 25 | |||||||
2014-0073 | 2014-0074 | 2014-0075 | 2014-0076 | 2014-0077 | 2014-0078 | 7,7 | |||||||
2014-0079 | 2014-0081 | 2014-0082 | 2014-0083 | 2014-0084 | 2014-0085 | 12 | 8,7 | 25 | 8,2 | ||||
2014-0086 | 2014-0087 | 2014-0088 | 2014-0089 | 2014-0091 | 2014-0092 | 11,0 | 27 | - | 7,3 | ||||
2014-0093 | 2014-0094 | 2014-0095 | 2014-0096 | 2014-0097 | 2014-0098 | 16 | 12,0 | 30 | - | 11,2 | |||
2014-0099 | 2014-0101 | 2014-0102 | 2014-0103 | 2014-0104 | 2014-0105 | 15,0 | 16 | ||||||
2014-0106 | 2014-0107 | 2014-0108 | 2014-0109 | 2014-0111 | 2014-0112 | 12,0 | - | ||||||
2014-0113 | 2014-0114 | 2014-0115 | 2014-0116 | 2014-0117 | 2014-0118 | 15,0 | 34 | 18 | |||||
2014-0119 | 2014-0121 | 2014-0122 | 2014-0123 | 2014-0124 | 2014-0125 | 12,0 | 60 | - | |||||
2014-0126 | 2014-0127 | 2014-0128 | 2014-0129 | 2014-0131 | 2014-0132 | 15,0 | 60 | 30 | |||||
2014-0133 | 2014-0134 | 2014-0135 | 2014-0136 | 2014-0137 | 2014-0138 | 12,0 | 80 |
| |||||
2014-0139 | 2014-0141 | 2014-0142 | 2014-0143 | 2014-0144 | 2014-0145 | 15,0 | |||||||
_________________ * По заказу потребителя - | |||||||||||||
Пример условного обозначения вставки типа 2, исполнения 1, диаметром 8 мм, длиной
16 мм, с главным углом в плане
35°, вспомогательным углом в плане
30°, правой:
Вставка 2014-0033 35/30 ГОСТ Р 50302-92
Таблица 4
Размеры, мм
Обозначение | Применяемость |
|
|
| ||
Правые | Левые | |||||
2014-0146 | 2014-0147 | 8 | 8 | 7,2 | 32 | |
2014-0148 | 2014-0149 | 40 | ||||
2014-0151 | 2014-0152 | 10 | 10 | 8,5 | 40 | |
2014-0153 | 2014-0154 | 50 | ||||
2014-0155 | 2014-0156 | 65 | ||||
2014-0157 | 2014-0158 | 9,2 | 50 | |||
2014-0159 | 2014-0161 | 12 | 12 | 10,7 | 65 | |
2014-0162 | 2014-0163 | 70 | ||||
2014-0164 | 2014-0165 | 80 | ||||
2014-0166 | 2014-0167 | 16 | 12 | 14,7 | ||
2014-0168 | 2014-0169 | 16 | 14,5 | |||
2014-0171 | 2014-0172 | 125 | ||||
Пример условного обозначения вставки типа 3, сечением ![]() 10х10 мм, длиной
10х10 мм, длиной 40 мм с главным углом в плане
45°, вспомогательным углом в плане
15°, правой:
Вставка 2014-0151 45/15 ГОСТ Р 50302-92
Таблица 5
Размеры, мм
Обозначение |
|
|
|
2014-0173 | 20 | 12 | 125 |
2014-0174 | 25 | 16 | 140 |
Пример условного обозначения вставки типа 4, сечением ![]() 20х12 мм, с главным углом в плане
20х12 мм, с главным углом в плане 45°:
Вставка 2014-0173 45 ГОСТ Р 50302-92
Примечание к таблицам 2-5 - По заказу потребителя допускается изготовление вставок с длинами, отличными от указанных.
2 Технические требования
2.1 Материал режущей части - композиционные материалы марок 01, 02, 05, 10 и их модификации, а также другие марки материалов - по технической документации, утвержденной в установленном порядке.
2.2 Материал корпуса - сталь 45 по ГОСТ 1050, 40Х - по ГОСТ 4543, ХВГ, 9ХС - по ГОСТ 5950 или твердый сплав вольфрамовой группы - по ГОСТ 3882. Допускается изготовление корпуса вставок из других марок.
2.3 Марка материала корпуса вставки должна обеспечивать работоспособность и стойкость в соответствии с требованиями настоящего стандарта.
2.4 Режущий элемент закрепляется способом вакуумной пайки, динамическим горячим прессованием, пайкой ТВЧ или другими методами.
2.5 Способ закрепления режущего элемента должен обеспечивать прочность закрепления в соответствии с требованиями настоящего стандарта.
2.6 В качестве припоя применяется латунь марки ЛС-59-1 по ГОСТ 15527. Допускается применение других марок припоя, обеспечивающих прочность паяного соединения, не ниже указанного.
2.7 Слой припоя должен быть толщиной не более 0,2 мм. Разрыв слоя припоя не должен превышать 20% по периметру шва.
2.8 На рабочих поверхностях режущего элемента вставки не допускаются трещины, выходящие на режущие кромки и трещины длиной более 0,5 мм, параллельные режущие кромки и отстоящие от них на расстоянии до 1,5 мм.
Вне указанной зоны на каждой поверхности допускается не более одной трещины длиной не более 2 мм и не более двух трещин в сумме на всех поверхностях.
2.9 Зоны расположения выкрашиваний на режущем элементе указаны на рисунке 5.
А - зона выкрашивания на радиусе при вершине и на рабочей части режущей кромки,
равная ; В - зона выкрашивания на периферийной части режущей кромки
Рисунок 5
2.10 Размеры и количество выкрашиваний на режущих кромках вставок не должны превышать величин, указанных в таблице 6.
Таблица 6
Зона выкрашивания | Величины выкрашиваний (ширина | Количество выкрашиваний |
А | 0,05х0,10 | 1 |
В | 0,15х0,30 | |
0,10х0,10 | 2 |
2.11 Параметры шероховатости , мкм, поверхностей вставок не должны превышать:
передней поверхности режущего элемента | 0,16 | |||
задней поверхности режущего элемента | 0,2 | |||
цилиндрической поверхности державки круглого сечения, опорной и боковых поверхностей державки прямоугольного сечения | 0,8 | |||
остальных поверхностей | 5,0 | |||
2.12 Допуск плоскостности опорных и боковых поверхностей вставок прямоугольного сечения не должен превышать 0,05 мм на длине 100 мм в сторону вогнутости.
2.13 Предельные отклонения углов в плане (заднего, переднего, главного и вспомогательного) ±1°, главного угла в плане 90° - +2°.
2.14 Неуказанные предельные отклонения размеров - по ГОСТ 25347: Н14, h14, ![]() ; угловых размеров по ГОСТ 8908
; угловых размеров по ГОСТ 8908 ![]() .
.
2.15 Поверхности державок вставок могут иметь защитное покрытие по ГОСТ 9.306.
2.16 Защитное покрытие не должно нарушать плоскостности опорной поверхности вставок.
2.17 Средний и 95%-ный периоды стойкости вставок при условиях эксплуатации на режимах, указанных в разд. 4 должны быть не менее приведенных в таблице 7.
Таблица7
Обрабатываемый материал, его твердость | Характер процесса резания | Марка композита | Период стойкости при точении (растачивании), мин | |
Средний | 95%-ный | |||
Сталь закаленная 9ХС, ХВГ, X: | ||||
52...54 HRC | Без удара | 05 | 45 (35) | 18 (14) |
57...59 HRC | Без удара | 10 | 60 (50) | 24 (20) |
С ударом | 10 | 45 (35) | 18 (14) | |
61...63 HRC | Без удара | 01, 02 | 20 (50) | 8 (20) |
Сталь быстрорежущая Р6М5 62...64 HRC | Без удара | 10 | 30 - | 12 - |
Без удара | 01, 02 | 30 (25) | 12 (10) | |
Чугуны серые СЧ15, СЧ18, СЧ21, СЧ24 180...200НВ | Без удара | 01, 02 | 60 (40) | 24 (16) |
Без удара | 05 | 45 (22) | 18 (9) | |
Без удара | 10 | 60 (30) | 24 (12) | |
С ударом | 10 | 35 (25) | 14 (10) | |
Чугуны закаленные или отбеленные 400...500 НВ | Без удара | 01, 02, 10 | 30 (25) | 12 (10) |
С ударом | 10 | 30 (25) | 12 (10) | |
Твердый сплав ВК 20 84HRA | Без удара | 01, 02, 10 | 25 (20) | 10 (8) |
Критерием затупления вставок является нормальный износ (ленточка износа) по задней поверхности или сколы (по передней или задней поверхностям):
- для наружного точения - 0,4 мм;
- для растачивания - 0,3 мм.
При испытаниях вставки механически закрепляются в резцах.
2.18 На корпусе вставки должны быть четко нанесены:
товарный знак предприятия-изготовителя,
обозначение вставки (последние 4 цифры),
марка композита,
для леворежущих вставок буква .
Допускается на вставках с сечением ![]() 10х10 и
10х10 и 16 мм маркировать только марку композита, остальные знаки маркировки указываются только на этикетке. Допускается обозначение вставки указывать только на этикетке.
2.19 Транспортная маркировка, маркировка потребительской тары и упаковка - по ГОСТ 18088.
3 Приемка
Приемка - по ГОСТ 23726.
4 Методы испытаний, контроля
4.1 Испытания вставок проводятся на станках, удовлетворяющих установленным для них нормам точности и жесткости. Перед испытанием на цилиндрической поверхности образца, подлежащего обработке, не должно быть окалины и литейной корки, а радиальное биение этой поверхности не должно быть более 0,1 мм.
4.2 Испытания на работоспособность проводят при точении без охлаждения образцов из закаленной стали марок: ХВГ, Х и 9ХС по ГОСТ 5950.
Твердость образцов при испытании вставок из композитов:
01, 02 и их модификаций 61...65 HRC,
05 и его модификации 52...56 HRC,
10 и его модификации 54...HRC.
Испытания на работоспособность включают в себя испытания на прочность закрепления режущего элемента и испытания на режущие свойства.
4.3 Испытания на прочность закрепления режущего элемента проводятся при непрерывном точении (без удара) продолжительностью 1 мин на режимах резания, указанных в таблице 8.
Таблица 8
Режимы резания | Точение | Растачивание |
Скорость резания, м/мин: | 80-100 | 70-90 |
Продольная подача, мм/об для вставок с углом при вершине: | ||
| 0,14 | 0,14 |
90° | 0,10 | 0,10 |
| 0,06-0,075 | 0,06-0,075 |
Глубина резания, мм | 0,8 | 0,5 |
4.4 Испытания вставок из композита 01, 02, 05 и их модификаций на режущие свойства должны проводиться при непрерывном точении (без удара), а композита 10 и его модификаций - при прерывистом точении (с ударом) на режимах, указанных в таблице 9.
Таблица 9
Режимы резания | Точение | Растачивание |
Скорость резания, м/мин: | ||
композит 01, 02, 05 | 155-170 | 135-150 |
композит 10 | 70-80 | 60-70 |
Продольная подача, мм/об | 0,06-0,075 | 0,06-0,075 |
Глубина резания, мм: | ||
композит 01, 02, 10 | 0,2 | 0,10 |
композит 05 | 0,5 | 0,25 |
Для испытаний вставок из композита 10 с ударом на образцах, вдоль образующей цилиндра должен быть выполнен прямолинейный паз шириной 4-6 мм.
Продолжительность испытаний (время точения) вставок из композита 01, 02, 05 - 1 мин, вставок из композита 10 - 1,5 мин.
После испытания вставок из композита всех марок шероховатость обработанной поверхности образца должна быть не более 0,8 мкм.
Величина площади износа в мм по задней поверхности вставок из композита всех марок не должна превышать:
для вставок с углом при вершине | 0,11 | |||
для вставок с углом при вершине | 0,13 | |||
Примечание - Величина износа 0,13 мм при 90° и 0,15 мм при
90° для вставок, применяемых на станках токарной и расточной групп, не встроенных в автоматические линии.
4.5 Испытания вставок на средний и 95%-ный периоды стойкости проводятся на режимах резания, указанных в таблицах 10 и 11.
Таблица 10 - Наружное точение резцами с перетачиваемыми вставками с углом при вершине 120° - 150°
Обрабатываемый материал, | Характер | Марка | Режимы резания | Приемочные значения, мин | |||
|
|
| Средний | 95%-ный | |||
Сталь закаленная 9ХС, ХВГ, X: | |||||||
52...54 HRC | без удара | 05 | 75 | 0,1 | 0,8 | 52 | 21 |
57...59 HRC | без удара | 10 | 75 | 0,1 | 0,3 | 69 | 28 |
с ударом | 10 | 60 | 0,07 | 0,2 | 52 | 21 | |
61...63 HRC | без удара | 01, 02 | 75 | 0,2 | 0,8 | 23 | 9 |
Сталь быстрорежущая Р6М5 | |||||||
62...64 HRC | без удара | 01, 02 | 75 | 0,1 | 0,4 | 34 | 14 |
10 | 55 | 0,1 | 0,4 | 34 | 14 | ||
Чугуны серые СЧ15, СЧ18, СЧ21, СЧ24 180...200НВ | без удара | 01, 02 | 700 | 0,10 | 0,5 | 69 | 28 |
без удара | 05 | 500 | 0,12 | 1,0 | 52 | 21 | |
10 | 600 | 0,10 | 0,5 | 69 | 28 | ||
с ударом | 10 | 450 | 0,1 | 0,4 | 40 | 16 | |
Чугуны закаленные или отбеленные 400...500НВ | без удара | 01, 02 | 70 | 0,07 | 0,5 | 34 | 14 |
10 | 60 | 0,07 | 0,5 | 34 | 14 | ||
с ударом | 10 | 50 | 0,05 | 0,3 | 34 | 14 | |
Твердый сплав ВК 20, 84HRA | без удара | 01, 02 | 8 | 0,05 | 0,4 | 29 | 12 |
10 | 6 | 0,05 | 0,4 | 29 | 12 | ||
Таблица 11 - Растачивание резцами с перетачиваемыми вставками с углом при вершине 120° - 150°
Обрабатываемый материал, твердость | Характер процесса резания | Марка композита | Режимы резания | Приемочные значения | |||
|
|
| Средний | 95%-ный | |||
Сталь закаленная: | |||||||
9ХС, ХВГ, X: | |||||||
52...54 HRC | без удара | 05 | 75 | 0,07 | 0,04 | 40 | 16 |
57...59 HRC | без удара | 10 | 75 | 0,07 | 0,2 | 58 | 23 |
с ударом | 10 | 60 | 0,05 | 0,15 | 40 | 16 | |
61...63 HRC | без удара | 01, 02 | 75 | 0,15 | 0,3 | 29 | 12 |
Сталь быстрорежущая Р6М5 | без удара | 01, 02 | 75 | 0,07 | 0,3 | 29 | 12 |
62...64 HRC | 10 | 65 | 0,07 | 0,3 | 29 | 12 | |
Чугуны серые СЧ15, СЧ18 180...200НВ | без удара | 01, 02 | 450 | 0,07 | 0,4 | 46 | 18 |
05 | 350 | 0,1 | 0,8 | 25 | 10 | ||
10 | 350 | 0,07 | 0,5 | 34 | 14 | ||
с ударом | 10 | 300 | 0,07 | 0,3 | 29 | 12 | |
Чугуны закаленные или отбеленные 40...500НВ | без удара | 01, 02 | 70 | 0,05 | 0,4 | 29 | 12 |
10 | 60 | 0,05 | 0,4 | 29 | 12 | ||
10 | 50 | 0,05 | 0,2 | 29 | 12 | ||
Твердый сплав ВК20 | без удара | 01, 02 | 8 | 0,05 | 0,2 | 23 | 9 |
10 | 6 | 0,05 | 0,2 | 23 | 9 | ||
Примечание - При точении резцами с перетачиваемыми вставками подачи составляют: 85% от указанных в табл.10, 11 (при 100° - 119°), 75% - при
80° - 90°, 55% - при
60° - 79°.
Приемочные значения среднего и 95%-ного периодов стойкости должны быть не менее указанных в таблицах 10 и 11.
4.6 Внешний вид вставок и наличие дефектов поверхностей режущих элементов следует проверять с помощью лупы ЛП1-4 по ГОСТ 25706, инструментального микроскопа по ГОСТ 8074.
Примечание - Допускается применение других средств контроля, обеспечивающих необходимую точность измерения.
4.7 Перед контролем поверхности вставок должны быть очищены от смазки и загрязнений.
4.8 Контроль твердости - по ГОСТ 9013.
4.9 Контроль параметров шероховатости поверхностей вставок следует проводить сравнением с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, имеющими предельные значения шероховатости поверхностей не более указанных в п.2.8.
4.10 При контроле размеров и параметров вставок следует применять методы и средства измерения, погрешность которых не превышает: при измерении линейных размеров - по ГОСТ 8.051;
при измерении угловых размеров - 35% допуска на проверяемый параметр;
при контроле форм и расположения поверхностей 25% допуска на проверяемый параметр.
4.11 Контроль защитного покрытия - по ГОСТ 9.302.
5 Транспортирование и хранение
Транспортирование и хранение - по ГОСТ 18088.
Текст документа сверен по:
Резцы. Технические условия. Типы и основные размеры:
Сб. ГОСТов. - М.: ИПК Издательство стандартов, 2003
