ГОСТ 5688-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ С ТВЕРДОСПЛАВНЫМИ ПЛАСТИНАМИ
Технические условия
Carbide-tipped tools. Specifications
МКС 25.100.10
Дата введения 2017-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 "Инструмент"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 12 ноября 2015 г. N 82-П)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркмения | ТМ | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 8 июня 2016 г. N 562-ст межгосударственный стандарт ГОСТ 5688-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 г.
5 ВЗАМЕН ГОСТ 5688-61
6 ПЕРЕИЗДАНИЕ. Июль 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНА поправка, опубликованная в ИУС N 8, 2022 год, введенная в действие с 24.07.2022
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на токарные, строгальные и расточные державочные резцы общего назначения с напаянными пластинами из твердого сплава.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8.051 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 9.301 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.306 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Обозначения
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 1051 Прокат калиброванный. Общие технические условия
ГОСТ 1412 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3882 Сплавы твердые спеченные. Марки
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 5378 Угломеры с нониусом. Технические условия
ГОСТ 9378 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 10905 Плиты поверочные и разметочные. Технические условия
ГОСТ 18088 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 23726 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 24643 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ 25706 Лупы. Типы, основные параметры. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Технические требования
3.1 Характеристики
3.1.1 В качестве режущей части резца следует применять твердосплавные напаиваемые пластины из марок твердого сплава групп применения Р01...Р50, М10...М40, K01...K40 по ГОСТ 3882.
Допускается применять пластины по другой технической документации, утвержденной в установленном порядке, обеспечивающие стойкость резцов в соответствии с настоящим стандартом.
3.1.2 Державки токарных проходных, подрезных, расточных, резьбовых резцов и расточных державочных резцов следует изготовлять с высотой до 12 мм включительно из стали марки 40Х по ГОСТ 4543, с высотой свыше 12 мм - из стали марок 45 или 50 по ГОСТ 1050.
Державки строгальных проходных и подрезных резцов следует изготавливать из стали марок 45 или 50 по ГОСТ 1050, державки строгальных и токарных отрезных и прорезных резцов - из стали марки 40Х по ГОСТ 4543 или из стали марок 45 или 50 по ГОСТ 1050.
Качество поверхности державок - группы Б по ГОСТ 1051.
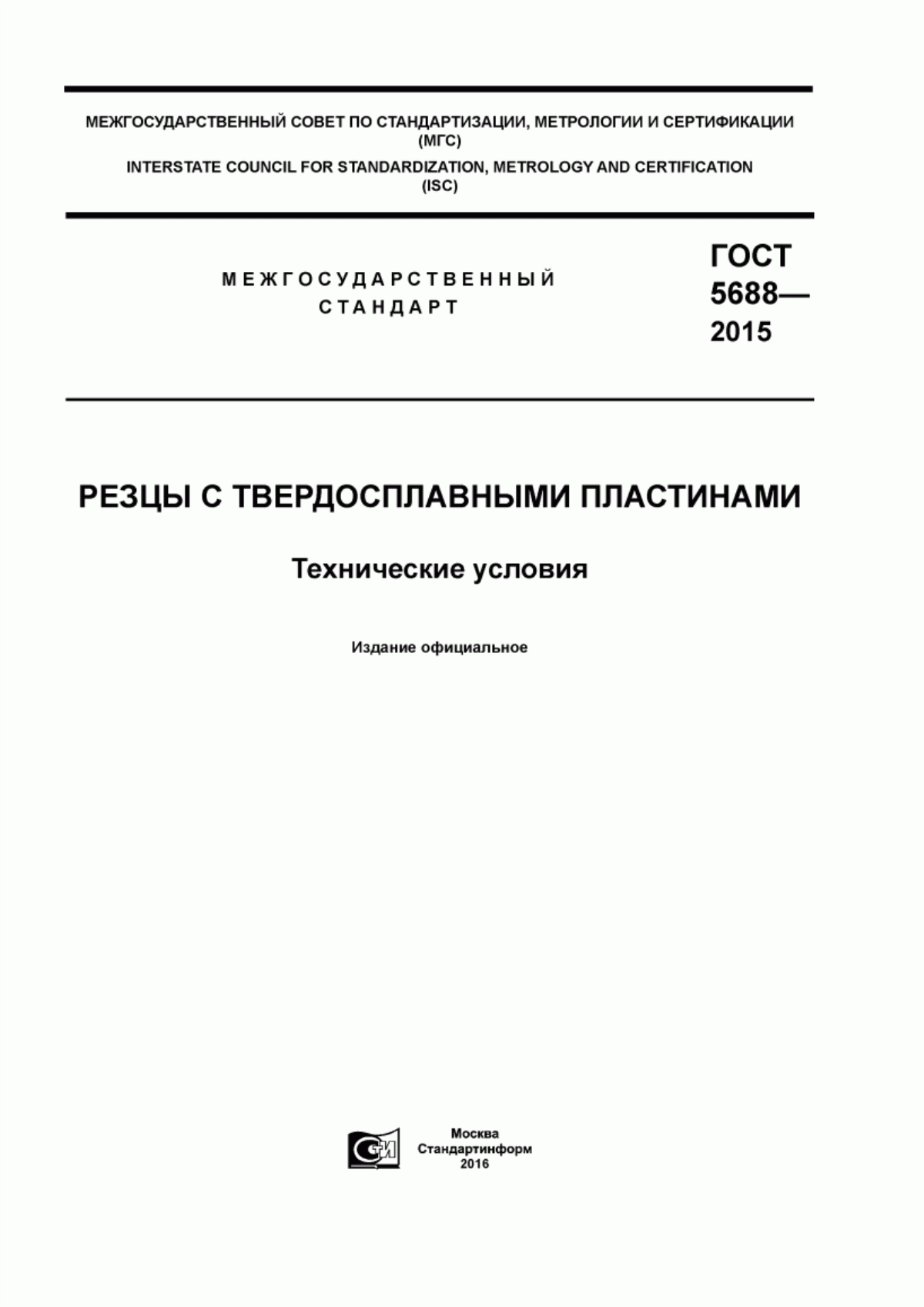
3.1.3 Допускается выступание режущей пластины относительно державки резца (см. рисунок 1). Выступание пластины t должно быть, мм, не более:
0,5 | - | при | толщине | пластины | S | до 5 мм включительно; |
1,0 | - | " | " | " | " | св. 5 мм. |
Выступание пластины у отрезных и прорезных резцов должно быть не более 0,5 мм.
3.1.4 Глубина паза е под пластину на державках резцов должна составлять 0,5-0,75 толщины пластины (см. рисунок 1).
Для резцов с сечением державок до 12x12 мм включительно или с диаметром державок до 12 мм включительно глубина паза может быть равной толщине пластины.
Глубина паза под пластину у отрезных резцов должна быть равна толщине пластины.
|
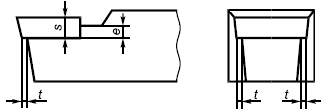
Рисунок 1
3.1.5 В качестве припоя следует применять припои марок П102 и ПрМНМЦ 68-4-2.
Допускается применение припоев марок ПрАНМц 06-4-2 и П100.
Слой припоя должен быть не более 0,35 мм.
Разрывы паяного шва между опорными поверхностями пластины и державки не должны превышать 10% видимой длины паяного шва на проходных и подрезных резцах и 5% на прорезных и отрезных резцах. Разрывы паяного шва под главной режущей кромкой не допускаются.
На боковых опорных поверхностях пластины общая длина разрывов не должна превышать 50% длины паяного шва. Допускаются остатки припоя на державке под пластиной на задних и передних поверхностях резцов в том случае, если указанные поверхности выходят за державку.
3.1.6 На передней и задней поверхностях, образующих режущую кромку и округление вершины, трещины, выкрашивания и следы припоя не допускаются.
3.1.7 На нерабочих кромках и углах допускаются выкрашивания, значение которых должно быть не более указанных в таблице 1.
Таблица 1
В миллиметрах
Толщина пластины | Допустимый размер выкрашивания |
2 | 0,3x0,5 |
Св. 2 до 5 включ. | 0,4x0,8 |
Св. 5 до 10 включ. | 0,6х1,2 |
Св. 10 | 0,8x2,0 |
3.1.8 Передняя и задняя поверхности, образующие главную режущую кромку, включая криволинейный участок при вершине резца, должны подвергаться операции доводки.
Криволинейная передняя поверхность, имеющая форму лунки, доводке не подвергается.
У резцов, передняя поверхность которых образована двумя пересекающимися плоскостями, доводке должна подвергаться только поверхность, сопряженная с главной режущей кромкой.
3.1.9 Параметры шероховатости поверхностей резцов по ГОСТ 2789 должны быть, мкм, не более:
Ra 0,4 - для передних, задних поверхностей и криволинейной поверхности при вершине, подвергаемых доводке;
Ra 0,8 - для передних, задних поверхностей и криволинейной поверхности при вершине, не подвергаемых доводке;
Ra 1,6 - для вспомогательной задней поверхности;
Ra 3,2 - для опорной поверхности;
Ra 3,2 - для боковой и верхней поверхностей державок расточных державочных резцов;
Ra 10 - для остальных обработанных поверхностей.
3.1.10 Сопряжение главной и вспомогательной режущей кромок должно быть плавным и соответствовать кривой, описанной радиусом. Резкие переходы не допускаются.
3.1.11 Поверхности державок резцов должны иметь защитное или защитно-декоративное покрытие по ГОСТ 9.301 и ГОСТ 9.306.
Защитное или защитно-декоративное покрытие не должно нарушать плоскостности опорной поверхности резцов.
Допускается по согласованию с потребителем изготавливать державки резцов без защитного или защитно-декоративного покрытия.
3.1.12 Предельные отклонения размеров державок токарных и строгальных резцов должны быть не более:
h 16 - для высоты и ширины резцов из холоднотянутой стали с одной обработанной опорной поверхностью;
h 17 - для высоты резцов из горячекатаной стали с одной обработанной опорной поверхностью;
h 11 - для высоты и ширины токарных и строгальных резцов и диаметра расточных державочных резцов со всеми обработанными поверхностями;
h 9 - для расточных резцов с круглым сечением державки.
3.1.13 Предельные отклонения вершины режущей кромки для резцов с высотой режущей кромки, соответствующей высоте державки, должны быть не более:
j 14 - для токарных резцов;
j 11 - для расточных резцов.
Предельные отклонения вершины режущей кромки для резцов с высотой режущей кромки, не соответствующей высоте державки, не регламентируются.
3.1.14 Предельные отклонения от симметричности пластин (широкие резцы) или вершин (остроконечные резцы) для резцов с симметричной режущей частью относительно ширины державки должны быть не более 14.
Предельные отклонения от симметричности вершины резца относительно ширины пластины должны быть не более половины допуска 15 (см. рисунок 2).
|
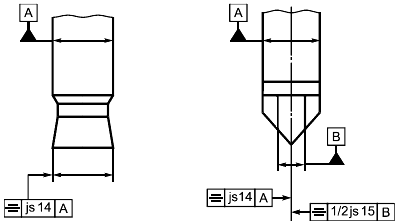
Рисунок 2
3.1.15 Предельные отклонения ширины рабочей части прорезных и отрезных резцов должны быть не более указанных в таблице 2.
Таблица 2
В миллиметрах
Ширина рабочей части, номин. | Предельное отклонение для резцов | |
прорезных | отрезных | |
3, 4, 5 | +0,1 | +0,2 |
6, 8, 10 | +0,1 | +0,2 |
12, 16, 18 | +0,2 | +0,2 |
20, 25 | +0,2 | +0,2 |
3.1.16 Предельные отклонения общей длины резцов должны быть не более:
| - | для | резцов | длиной | до 50 мм включительно; |
2 | - | " | " | " | свыше 50 мм. |
3.1.17 Предельные отклонения длины оттянутой части прорезных, отрезных и расточных резцов должны быть, мм, не более:
±1 +2 | - | для | резцов | с длиной | оттянутой | части | до 20 мм включительно; |
-1 | - | " | " | " | " | " | св. 20 до 50 мм включительно; |
+3 | |||||||
-2 | - | " | " | " | " | " | св. 50. |
3.1.18 Допуск плоскостности нижней опорной поверхности державки резца должен соответствовать 10-й степени точности по ГОСТ 24643. Выпуклость не допускается.
Допускается изготавливать резцы с допуском плоскостности нижней опорной поверхности державки резца, мм, не более:
0,1 | - | для | резцов | длиной | до 50 мм включительно; |
0,2 | - | " | " | " | св. 50 мм. |
3.1.19 Допуск прямолинейности боковых сторон державки токарных и строгальных резцов должен быть не более 1 мм на 100 мм длины.
3.1.20 На конце державки токарных и строгальных резцов допускаются замины, размеры которых должны быть не более указанных в таблице 3.
Таблица 3
В миллиметрах
Высота державки резца | Замины | |
вдоль державки | по высоте державки | |
До 12 включ. | 2 | 0,8 |
Св. 12 до 20 включ. | 3 | 1,0 |
Св. 20 до 32 включ. | 5 | 1,5 |
Св. 32 | 7 | 2,0 |
3.1.21 Предельные отклонения углов режущей части резцов должны соответствовать указанным на рисунке 3 и в таблице 4.
|
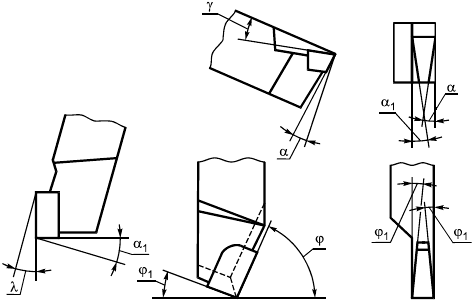
Рисунок 3
Таблица 4
Наименование угла | Предельное отклонение | ||||||
Передний | угол | до | 10° включ. | ±1° | |||
" | " | " | свыше 10° | ±2° | |||
Задний | главный угол | до | 10° включ. | ±1° | |||
" | " | " | свыше | 10° | ±2° | ||
Главный угол в плане | ±2° | ||||||
Вспомогательный угол в плане | |||||||
до 2° | включ. | ±30' | |||||
св. 2° | до 5° | " | ±1° | ||||
св. 5° | ±2° | ||||||
Угол наклона режущей кромки | ±1° | ||||||
Главный угол в плане | ±30' | ||||||
3.1.22 Предельные отклонения от перпендикулярности боковых поверхностей относительно опорной поверхности резца должны быть не более:
±2° - для резцов, обработанных только по опорной поверхности;
±1° - для резцов со всеми обработанными поверхностями;
±30' - для расточных резцов;
±1° - для отрезных и прорезных резцов.
3.1.23 Средний период стойкости резцов должен быть не менее 45 мин, установленный период стойкости - не менее 20 мин при условиях испытаний, указанных в разделе 6.
3.1.24 Критерием затупления является достижение износа по задней поверхности, указанного в таблице 5.
Таблица 5
Тип резца | Обрабатываемый материал | Допустимый износ, мм |
Проходные прямые, отогнутые, упорные, подрезные | Сталь | 0,8 |
Расточные | Сталь | 0,6 |
Отрезные и прорезные | Сталь, чугун | 0,8 |
Резьбовые для шага: до 3 мм включ. св. 3 мм | Сталь, чугун | 0,2 |
Строгальные | Сталь, чугун | 0,8 |
3.1.25 Маркировка
3.1.25.1 На одной из боковых сторон резца должны быть нанесены:
- товарный знак предприятия-изготовителя;
- сечение державки резца;
- ширина режущей части для отрезных и прорезных резцов;
- марка твердого сплава.
3.1.25.2 Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088.
3.1.26 Упаковка - по ГОСТ 18088.
4 Правила приемки
4.1 Приемка - по ГОСТ 23726.
4.2 Испытания на средний период стойкости проводят один раз в три года, на установленный период - один раз в год.
4.3 Испытания резцов на работоспособность, средний и установленный периоды стойкости проводят на пяти резцах каждого типа для каждого обрабатываемого материала.
5 Методы контроля и испытаний
5.1 Контроль внешнего вида резцов осуществляется визуально.
5.2 Качество паяного соединения у отрезных резцов, не заточенных по вспомогательным задним поверхностям, контролируется на 5 шт. от каждой партии.
5.3 При контроле параметров резцов применяют методы и средства измерения, погрешность которых должна быть не более:
значений, указанных в ГОСТ 8.051 | - | при | измерении | линейных | размеров; |
35% допуска на проверяемый угол | - | " | " | угловых | "; |
25% допуска на проверяемый параметр | - | при контроле формы и расположения поверхностей. | |||
5.4 Шероховатость поверхностей резцов проверяют сравнением с образцами шероховатости по ГОСТ 9378 или с образцами - эталонами резцов, имеющими параметры шероховатости не более указанных в 3.1.9.
Сравнение осуществляют визуально при помощи лупы ЛП-1-4 по ГОСТ 25706.
5.5 Контроль допуска плоскостности опорной поверхности державки осуществляют при помощи лекальной линейки и набора щупов, изготовленных в соответствии с документацией, утвержденной в установленном порядке.
5.6 Контроль перпендикулярности осуществляют при помощи угломера по ГОСТ 5378 и поверочной плиты по ГОСТ 10905.
5.7 Испытания резцов на работоспособность, средний и установленный периоды стойкости следует проводить на токарных и строгальных станках, соответствующих установленным для них нормам точности и жесткости.
5.8 Испытания резцов следует проводить без охлаждения на следующих обрабатываемых материалах в зависимости от групп применения твердого сплава:
- группа применения Р - по стали марок 45 или 50 по ГОСТ 1050 твердостью 191-210 НВ;
- группы применения М и К - по чугуну марок СЧ25 или СЧ30 по ГОСТ 1412 твердостью 171-190 НВ.
5.9 Вершины резцов устанавливают по линии центров станка с предельными отклонениями не более:
j 14 - для точения наружных поверхностей в зависимости от высоты державки резца;
+1,0 мм - для точения внутренних поверхностей;
- 0,5 мм - для отрезки;
- 1,0 мм - для отрезки.
5.10 Вылет режущей части резцов из резцедержателя должен быть не более:
- 1,2-1,3 высоты резца - для точения наружных поверхностей;
- длины оттянутой части резца - для точения внутренних поверхностей;
- длины узкой части - для отрезных резцов;
- высоты резца - для прямых строгальных резцов;
- удвоенной высоты резца - для изогнутых строгальных резцов.
5.11 Диаметр заготовки при испытании резцов для точения наружных поверхностей - не менее 1/3 высоты центров, длина - более пяти диаметров.
Вылет заготовки (типа втулки) при испытании подрезных резцов - не более 1/2 ее наружного диаметра при отношении минимального диаметра к максимальному 0,5-0,7.
Вылет заготовки при испытании отрезных резцов - не более двух диаметров.
5.12 Поверхности заготовки для испытаний должны быть предварительно обработаны до параметра шероховатости Ra 12,5 мкм, радиальное биение заготовки - 0,1 мм.
5.13 Испытания резцов на работоспособность и стойкость следует проводить на режимах, указанных в таблицах 6-9.
Таблица 6 - Испытания проходных, подрезных и расточных резцов
Сечение резца, мм | Марка твердого сплава | Глубина t, мм | Подача S, мм/об | Скорость v, м/мин |
Для стали | ||||
8x8 | Т15К6 | 1 | 0,2 | 240 |
10x10 | Т14К8 | 182 | ||
12x12 | Т5К10 | 160 | ||
16x10 | Т15К6 | 2 | 0,2 | 230 |
16x12 | Т14К8 | 175 | ||
16x16 | Т5К10 | 150 | ||
20x12 | ||||
20x16 | Т15К6 | 2 | 0,3 | 215 |
20x20 | Т14К8 | 165 | ||
25x16 | Т5К10 | 140 | ||
25x20 | ||||
32x20 | Т15К6 | 3 | 0,4 | 210 |
32x25 | Т14К8 | 160 | ||
40x25 | Т5К10 | 135 | ||
40x32 | Т15К6 | 3 | 0,5 | 205 |
50x32 | Т14К8 | 155 | ||
50x40 | Т5К10 | 130 | ||
50x50 | ||||
Для чугуна | ||||
8х8 | ВК3М | 1 | 0,2 | 125 |
10х10 | ВК6 | 120 | ||
12х12 | ВК8 | 100 | ||
16х10 | ВК3М | 2 | 0,25 | 115 |
16х12 | ВК6 | 110 | ||
16х16 | ВК8 | 100 | ||
20х12 | ||||
20х16 | ВК3М | 2 | 0,35 | 110 |
20х20 | ВК6 | 105 | ||
25х16 | ВК8 | 90 | ||
25х20 | ||||
32х20 | ВК3М | 3 | 0,5 | 105 |
32х25 | ВК6 | 100 | ||
40х25 | ВК8 | 85 | ||
40х32 | ВК3М | 3 | 0,6 | 100 |
50х32 | ВК6 | 95 | ||
50х40 | ВК8 | 80 | ||
50х50 | ||||
Примечание - Для расточных резцов поправочный коэффициент на скорость K | ||||
(Поправка. ИУС N 8-2022).
Таблица 7 - Испытания отрезных и прорезных резцов
Сечение резца, мм | Диаметр заготовки, мм | Марка твердого сплава | Подача S, мм/об | Скорость v, м/мин |
Для стали | ||||
16х10 | 40 | Т15К6 | 0,08 | 150 |
Т5К10 | 100 | |||
20х12 | 60 | Т15К6 | 0,10 | 140 |
Т5К10 | 90 | |||
25х16 | 100 | Т15К6 | 0,15 | 115 |
32х20 | Т5К10 | 75 | ||
40х25 | 150 | Т15К6 | 0,18 | 100 |
50х32 | Т5К10 | 65 | ||
Для чугуна | ||||
16х10 | 40 | ВК8 | 0,10 | 110 |
ВК6 | 126 | |||
20х12 | 60 | ВК8 | 0,15 | 100 |
ВК6 | 115 | |||
25х16 | 100 | ВК8 | 0,18 | 88 |
32х20 | ВК6 | 102 | ||
40х25 | 150 | ВК8 | 0,20 | 80 |
50х32 | ВК6 | 92 | ||
Таблица 8 - Испытания строгальных резцов
|
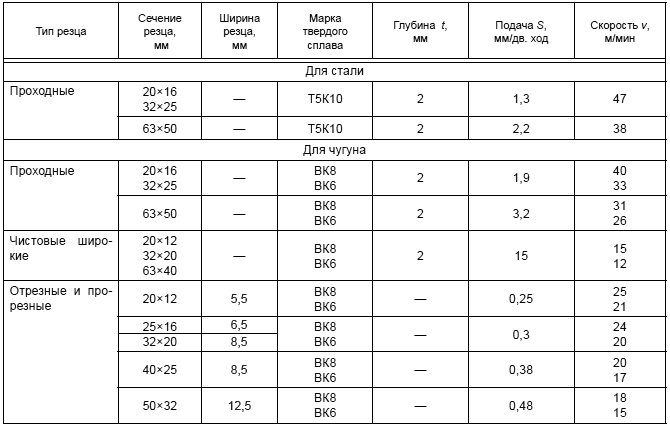
(Поправка. ИУС N 8-2022).
Таблица 9 - Испытания резьбовых резцов с пластинами из твердого сплава марки Т15К6
Назначение резца | Шаг резьбы, мм | Число проходов | Скорость v, м/мин | |
черновых | чистовых | |||
Для наружной метрической резьбы | 2 | 6 | 2 | 70 |
3 | 7 | 2 | 60 | |
Для внутренней метрической резьбы | 2 | 6 | 60 | |
3 | 7 | 2 | 65 | |
Для наружной трапецеидальной резьбы | 3 | 3 | 2 | 90 |
6 | 7 | 3 | ||
12 | 12 | 4 | ||
20 | 20 | 5 | ||
Для внутренней трапецеидальной резьбы | 2 | 3 | 2 | 75 |
3 | 4 | |||
4 | 5 | |||
Примечание - Для резцов с пластинами из твердого сплава марки Т5К10 поправочный коэффициент на скорость | ||||
5.14 Поправочные коэффициенты на скорость в зависимости от обрабатываемого материала и значение главного угла в плане
должны соответствовать указанным в таблицах 10 и 11.
Таблица 10 - Поправочные коэффициенты
Твердость обрабатываемого материала НВ | 150-170 | 171-190 | 191-210 | 211-240 | 241-270 | |
для стали T45 или 50 | 1,3 | 1,1 | 1,0 | 0,95 | 0,85 | |
для чугуна СЧ25 | 1,1 | 1,0 | 0,9 | 0,8 | 0,7 | |
Таблица 11 - Поправочные коэффициенты
Значение главного угла в плане | 15° | 20° | 30° | 45° | 60° | 75° | 90°- 95° |
1,25 | 1,1 | 1,05 | 1,0 | 0,9 | 0,8 | 0,85 |
5.15 Испытания на работоспособность должны проводиться в течение 3 мин. После испытаний на режущих кромках не должно быть выкрашиваний, следов деформации державки или припоя. Резцы должны быть пригодны для дальнейшей работы.
5.16 Приемочные значения среднего периода стойкости должны быть не менее 52 мин, установленного периода стойкости - 23 мин.
6 Требования безопасности
6.1 Крепление напайных твердосплавных пластин на резцах должно обеспечивать прочность их соединения с державкой в период эксплуатации резцов до достижения износа, указанного в 3.1.24.
6.2 Испытания резцов на безопасность следует проводить с учетом коэффициента , равного 1,2, скорости резания, приведенной в разделе 5.
6.3 После испытания резцов на средний период стойкости нарушение паяного шва или отрыв пластины от державки не допускается.
6.4 Испытания на безопасность следует проводить на резцах одного типоразмера в количестве не менее 5 шт.
6.5 Время испытаний на безопасность - 30% среднего периода стойкости, но не более 10 мин.
7 Транспортирование и хранение
Транспортирование и хранение - по ГОСТ 18088.
УДК 621.914.025.7:006.354 |
| МКС 25.100.10 | |
Ключевые слова: резцы токарные, строгальные, расточные державочные, пластины из твердого сплава, технические условия | |||
Редакция документа с учетом
изменений и дополнений подготовлена
