ГОСТ Р МЭК 61190-1-1-2020
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МАТЕРИАЛЫ ДЛЯ ЭЛЕКТРОННЫХ МОДУЛЕЙ
Часть 1-1
Требования к паяльным флюсам для высококачественных межсоединений в электронных сборках
Materials for electronic modules. Part 1-1. Requirements for soldering fluxes for high-quality interconnections in electronics assembly
ОКС 31.190
ОКСТУ 6703
Дата введения 2021-07-01
Предисловие
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Научно-технический центр технологической стандартизации и сертификации" (ООО "Авангард-ТехСт"), Открытым акционерным обществом "Авангард" (ОАО "Авангард") на основе официального перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 420 "Базовые несущие конструкции, печатные платы, сборка и монтаж электронных модулей"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 24 ноября 2020 г. N 1148-ст
4 Настоящий стандарт идентичен международному стандарту МЭК 61190-1-1:2002* "Материалы креплений для электронных сборок. Часть 1-1. Требования к паяльным флюсам для высококачественных межсоединений в электронных сборках" (IEC 61190-1-1:2002, "Attachment materials for electronic assembly - Part 1-1: Requirements for soldering fluxes for high-quality interconnections in electronics assembly", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 В настоящем стандарте часть его содержания может быть объектом патентных прав
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает общие требования к классификации и испытанию паяльных флюсов для высококачественных межсоединений в электронных сборках. Стандарт включает характеристику флюсов, контроль качества и определяет документы на поставку флюсов и флюсосодержащих материалов в технологии электронных сборок.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта. Для недатированных ссылок применяют последнее издание ссылочного стандарта (включая все его изменения).
IEC 60194, Printed board design, manufacture and assembly. Terms and definitions. (МЭК 60194, Печатные платы. Конструкция, изготовление и сборка. Термины и определения)
IEC 61189-2, Test methods for electrical materials, interconnection structures and assemblies. Part 2: Test methods for materials for interconnection structures (ГОСТ Р МЭК 61189-2-2012, Материалы электрические, печатные платы и другие структуры межсоединений и печатные узлы. Методы испытания. Часть 2. Методы испытания материалов для структур межсоединений)
IEC 61189-3, Test methods for electrical materials, interconnection structures and assemblies. Part 3: Test methods for interconnection structures (printed boards) (ГОСТ IEC 61189-3-2013, Материалы электрические, печатные платы и другие структуры и скомпонованные узлы межсоединений. Методы испытания. Часть 3. Методы испытания структур межсоединений (печатных плат))
ISO 9002:1994, Quality systems. Model for quality assurance in production, installation and servicing. (ИСО 9002:1994, Системы качества. Модель для обеспечения качества при производстве, установке и обслуживании).
________________
Заменен на ГОСТ Р 57189-2016/ISO/TS 9002:2016 Системы менеджмента качества. Руководство по применению ИСО 9001:2015.
ISO 9455-16![]() , Soft soldering fluxes. Test methods. Part 16: Flux efficacy tests, wetting balance method (ИСО 9455-16, Флюсы для пайки мягким припоем. Методы испытаний. Часть 16. Испытания эффективности флюсов, метод взвешенного смачивания)
, Soft soldering fluxes. Test methods. Part 16: Flux efficacy tests, wetting balance method (ИСО 9455-16, Флюсы для пайки мягким припоем. Методы испытаний. Часть 16. Испытания эффективности флюсов, метод взвешенного смачивания)
________________
![]() Заменен на ISO 9455-16:2013.
Заменен на ISO 9455-16:2013.
3 Термины и определения
В настоящем стандарте применимы термины по МЭК 61190 и МЭК 60194, а также следующие термины и определения:
3.1 состояние (form): Флюс, дополнительно классифицированный в соответствии с состоянием, которое он принимает - жидкий (Liquid), твердый (Solid) или пастообразный (Paste).
3.2 неорганический флюс (inorganic flux): Водный флюсовый раствор неорганических кислот и галогенидов.
3.3 органический флюс (flux organique): Флюс, главным образом состоящий из органических материалов, кроме канифоли или смолы.
3.4 смоляной флюс (flux ![]() ): Смолы и небольшие количества органических активаторов в органическом растворе.
): Смолы и небольшие количества органических активаторов в органическом растворе.
3.5 канифольный флюс (flux colophane): Канифоль в органическом растворе или канифоль в виде пасты с активаторами.
Канифольный флюс состоит из натуральной смолы, экстрагированной из живицы сосны и очищенной от примесей. Состоит из одного или нескольких следующих типов канифоли: живичная канифоль, экстракционная канифоль, канифоль таллового масла, улучшенная или натуральная канифоль. Используемые канифоли должны иметь минимальное значение кислотного числа 130, как определено в 6C07 стандарта МЭК 61189-6.
4 Основные положения
Требования к паяльным флюсам должны соответствовать требованиям, изложенным в следующих подразделах, а также иным требованиям, указанным производителями флюсов в сопроводительных документах, в чертежах или инструкциях по разработке или сборке изделий.
4.1 Основные документы
Основными документами для паяльных флюсов являются следующие документы:
a) технические условия;
b) ссылочные нормативные документы;
c) сборочный чертеж изделия;
d) документы на приобретение флюсов.
4.2 Классификация и методы испытаний флюсов
4.2.1 Стандартная классификация продуктов
Используемые в процессе пайки флюсы классифицируются в соответствии с коррозионными и проводящими свойствами флюса или остатков флюса (см. таблицу 1).
4.2.2 Состав
Паяльные флюсы также классифицируются в соответствии с общим химическим составом сухого остатка. На основе минимального 51% содержания в составе сухого остатка флюсы классифицируются как канифольные, смоляные, органические или неорганические (см. таблицу 1).
Таблица 1 - Классификация флюсов, состав, уровни активности
Основа флюса | Уровни активности флюса (% галогенида по весу) | Обозначение флюса в стандарте МЭК | Обозначение флюса в стандарте ИСО | |
Канифоль (RO) | Низкий (<0,01) | L0 | ROL0 | 1.1.1 |
Низкий (<0,15) | L1 | ROL1 | 1.1.2.W, 1.1.2.X | |
Средний (<0,01) | М0 | ROM0 | 1.1.3.W | |
Средний (0,15-2,0) | M1 | ROM1 | 1.1.2.Y, 1.1.2.Z | |
Высокий (<0,01) | Н0 | ROH0 | 1.1.3.X | |
Канифоль (RO) | Высокий (>2,0) | Н1 | ROH1 | 1.1.2.Z |
Смола (RE) | Низкий (<0,01) | L0 | REL0 | 1.2.1 |
Низкий (<0,15) | L1 | REL1 | 1.2.2.W, 1.2.2.X | |
Средний (<0,01) | М0 | REM0 | 1.2.3.W | |
Средний (0,15-2,0) | М1 | REM1 | 1.2.2.Y, 1.2.2.Z | |
Высокий (<0,01) | Н0 | REH0 | 1.2.3.X | |
Высокий (>2,0) | Н1 | REH1 | 1.2.2.Z | |
Органическая (OR) | Низкий (<0,01) | L0 | ORL0 | 2.1, 2.2.3.E |
Низкий (<0,15) | L1 | ORL1 | - | |
Средний (<0,01) | М0 | ORM0 | - | |
Средний (0,15-2,0) | М1 | ORM1 | 2.1.2, 2.2.2 | |
Высокий (<0,01) | Н0 | ORH0 | 2.2.3.0 | |
Высокий (>2,0) | Н1 | ORH1 | 2.2.2 | |
Неорганическая (IN) | Низкий (<0,01) | L0 | INL0 | Не применимо (определение неорганического флюса по стандарту ИСО отличается) |
Низкий (<0,15) | L1 | INL1 | ||
Средний (<0,01) | М0 | INM0 | ||
Средний (0,15-2,0) | М1 | INM1 | ||
Высокий (<0,01) | Н0 | INH0 | ||
Высокий (>2,0) | Н1 | INH1 | ||
| ||||
4.2.3 Активность
Представленные в таблице 1 паяльные флюсы дополнительно классифицируются в соответствии с требованиями испытаний, относящимися к активности флюса и его остаткам. Паяльные флюсы характеризуются по одному из следующих трех типов:
a) L (Low) - низкая активность или отсутствие активности флюса/остатков флюса;
b) M (Medium) - умеренная активность флюса/остатков флюса;
c) H (High) - высокая активность флюса/остатков флюса.
Эти классы дополнительно характеризуются с помощью цифр 0 или 1, указывающих на отсутствие или наличие галогенида во флюсе. Классы L, M, H и 0, 1 определяются в соответствии с методами испытаний, представленными в таблице 2.
Поставщики материалов обязаны характеризовать свои флюсы в соответствии с требованиями и классификацией, изложенными в настоящем стандарте.
4.2.3.1 Классификация по типу и активности флюса
Чтобы классифицировать флюс в отдельный тип, он должен соответствовать всем требованиям и характеристикам, указанным в таблице 2.
Флюс, используемый для пайки электронных сборок, дополнительно оценивается по воздействию остатков флюса на производительность сборки. Проводящие свойства остатка флюса должны соответствовать требованиям к поверхностному сопротивлению изоляции (ПСИ), содержащимся в таблице 2.
Некоторые коррозийные флюсы могут пройти одно или несколько испытаний флюса на тип L. Несоблюдение всех требований испытаний приведет к классификации такого флюса как типа М или Н.
Таблица 2 - Требования испытаний для классификации активности флюса
Тип флю- | Испытание медного | Качественное испытание на галогениды | Количест- | Испытание на коррозию | Условия для | |
са | зеркала | Метод хромата серебра (Cl, Br) | Капельная проба (F) | испытание на галогениды (Cl, Br, F) % по весу | соответст- | |
L0 | Отсутствие признаков | Соответствие | Соответствие | <0,01 | Отсутствие признаков | Очищенный и неочи- |
L1 | зеркального проникно- | Соответствие | Соответствие | <0,15 | коррозии | щенный |
М0 | Проникнове- | Соответствие | Соответствие | <0,01 | Допустима незначительная | Очищенный или неочи- |
M1 | 50% на участке испытания | Несоответст- | Несоответст- | 0,15-2,0 | коррозия | щенный |
| Проникнове- | Соответствие | Соответствие | <0,01 | Допустима значительная коррозия | Очищенный |
Н1 | Несоответст- | Несоответст- | >2,0 | |||
| ||||||
4.2.4 Методы испытаний характеристик флюса
4.2.4.1 Испытание медного зеркала
Коррозионные свойства флюса определяются в соответствии со стандартом МЭК 61189-6, метод испытания 6C10 [4].
4.2.4.2 Качественные испытания на галогениды
Для определения наличия галогенидов, в частности хлоридов (Cl), бромидов (Br) и фторидов (F), в жидких флюсах или экстрагированных флюсовых растворах используются следующие испытания.
4.2.4.2.1 Выявление хлоридов и бромидов методом хромата серебра
Наличие хлоридов и бромидов определяется в соответствии со стандартом МЭК 61189-6, метод испытания 6C02.
4.2.4.2.2 Выявление фторидов капельной пробой
Наличие фторидов определяется в соответствии со стандартом МЭК 61189-6, метод испытания 6C05.
4.2.4.3 Количественные испытания на наличие галогенидов
Если флюс не проходит испытание, указанное в 4.2.4.2.1 и/или 4.2.4.2.2, для определения концентрации хлоридов, бромидов и фторидов в жидких флюсах или экстрагированных флюсовых растворах используются следующие испытания. Содержание галогенидов описывается как отношение эквивалентного весового процента хлорида к твердой (нелетучей) части флюса. Содержание сухого остатка определяется в соответствии с 4.2.4.3.3. Общее содержание галогенидов во флюсе получается путем сложения содержания галогенидов из 4.2.4.3.1 (Cl и Br) и 4.2.4.3.2 (F). Ионная хроматография также является приемлемым методом испытания количественного содержания галогенидов.
4.2.4.3.1 Концентрации хлоридов и бромидов
Комбинированные концентрации хлоридов и бромидов определяются в соответствии со стандартом МЭК 61189-6, метод испытания 6C04, или МЭК 61189-3, метод испытания 3C13.
4.2.4.3.2 Концентрация фторидов
Для флюсов, дающих положительный результат при испытании согласно 4.2.4.2.2, концентрация фторидов определяется с использованием стандарта МЭК 61189-6, метод испытания 6C06.
4.2.4.3.3 Определение твердой (нелетучей) части флюса
Определение содержания твердого остатка в жидких флюсах производится в соответствии со стандартом МЭК 61189-6, метод испытания 6C03, или согласуется между поставщиком и пользователем.
4.2.4.4 Испытание на коррозию
Коррозионные свойства остатков флюса определяются в соответствии со стандартом МЭК 61189-5, метод испытания 5C01.
4.2.4.5 Испытание на поверхностное сопротивление изоляции (ПСИ)
Требования к поверхностной изоляции флюсов определяются в соответствии со стандартом МЭК 61189-5, метод испытания 5E01.
4.2.4.5.1 Выражение значений ПСИ флюса
При изложении результатов испытаний на ПСИ поставщик должен четко указать тип процедуры очистки, использованной до испытания на ПСИ, приведенного в приложении А. Значения ПСИ измеряются через 24, 96 и 168 часов, в то время как образец находится в условиях повышенной температуры и влажности. Образцы должны соответствовать требованиям, указанным в таблице 2 (100 MОм) при измерении через 96 и 168 часов.
4.2.4.6 Испытание на плеснестойкость
В случае указания в документе на поставку плеснестойкость оценивается в соответствии со стандартом МЭК 61189-2, метод испытания 2E18.
4.2.5 Квалификационное испытание
Для квалификационного испытания поставщик флюса выполняет испытания в соответствии с испытаниями, перечисленными в таблице 4, и заполняет отчет о квалификационных испытаниях, приведенный в приложении А.
4.2.6 Испытание на соответствие качества
Для оценки соответствия продукта таблицам технических требований поставщика флюса проводятся следующие испытания (см. 5.6).
4.2.6.1 Определение кислотного числа
Кислотное число жидкого флюса оценивается в соответствии со стандартом МЭК 61189-6, метод испытания 6C01.
4.2.6.2 Определение удельного веса флюса
Флюсы с содержанием 10% или менее сухого остатка (по весу) поставляются с плотностью флюса в пределах 5 г/л от номинального значения при заданной температуре. Флюсы с содержанием более 10% сухого остатка (по весу) плотности флюса поставляются с плотностью флюса в пределах 7 г/л от номинального значения при указанной температуре или согласуются между поставщиком и пользователем. Определение плотности (удельного веса) выполняется с использованием гидрометрического метода в соответствии со стандартом МЭК 61189-6, метод испытания 6C08.
4.2.6.3 Определение вязкости пастообразного флюса
Вязкость пастообразного флюса оценивается в соответствии со стандартом МЭК 61189-5, метод испытания 5X02.
4.2.6.4 Визуальный осмотр
Материал флюса исследуется на прозрачность и отсутствие осадков.
4.2.7 Дополнительные испытания на технические характеристики
В случае истечения заявленного срока годности флюса, а также в случае необходимости подтверждения дополнительных технических характеристик флюса проводятся испытания, испытания указанные ниже.
4.2.7.1 Испытание на баланс смачивания (дополнительно)
При соответствующем указании баланс смачивания используется для оценок в соответствии со стандартом МЭК 61189-5, метод испытания 5X01. При использовании контрольного образца согласно указанному порядку допустимость удовлетворительной паяемости определяется на флюсах, показывающих следующее:
a) Время смачивания (![]() ) на кривой смачивания пересекает скорректированную нулевую ось после начала испытания менее чем через 2 секунды (см. рисунок 1);
) на кривой смачивания пересекает скорректированную нулевую ось после начала испытания менее чем через 2 секунды (см. рисунок 1);
b) Измерьте максимальную силу смачивания,![]() ;
;
c) Если указано требование "погружения и осмотра", можно использовать образец из вышеуказанной процедуры, и минимум 95% погруженной поверхности должно показывать хорошее смачивание.
d) Для справки см. стандарт ИСО 9455-16 по техническим условиям для флюсов.
4.2.7.2 Испытание на растекание - жидкий флюс (дополнительно)
Растекание припоя может быть определено посредством испытания на смачивание/распространение флюса (статический метод) в соответствии со стандартом МЭК 61189-5, метод испытаний 5X03. (Таблица 3 предназначена для определения площадей в мм).
Таблица 3 - Типичные площади растекания
Диаметр, мм | Площадь окружности, мм |
10,00 | 78,54 |
10,70 | 90,00 |
11,28 | 100,00 |
| |
|
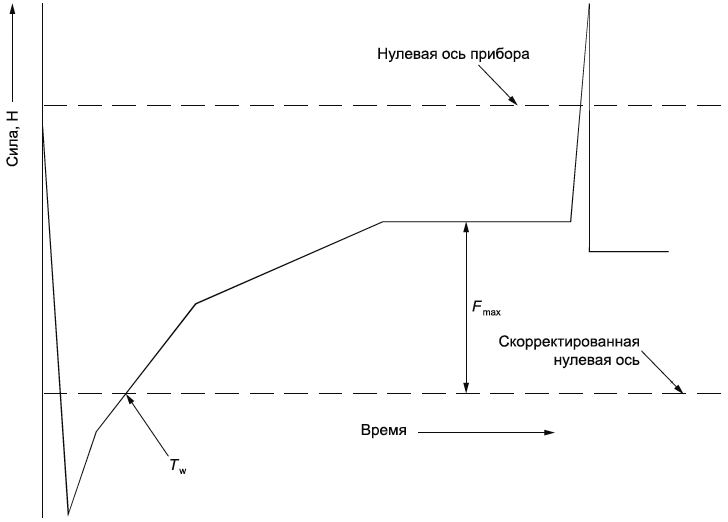
Рисунок 1 - Кривая баланса смачивания
4.2.8 Маркировка
Поставщик должен маркировать каждый контейнер с паяльным флюсом с указанием следующей информации:
a) имя и адрес поставщика;
b) номер технических условий (ТУ), или номер этого стандарта, или (при необходимости) номер детали продукта для пайки;
c) принятое поставщиком обозначение флюса;
d) чистая масса флюса;
e) номер партии;
f) дата изготовления;
g) срок годности;
h) любые санитарные, предупредительные и природоохранные маркировки, применяемые в стране использования.
5 Положения по обеспечению качества
5.1 Ответственность за проверку
Поставщик флюса несет ответственность за выполнение всех проверок, указанных в данном документе, за исключением проверки технических характеристик, входящих в ответственность пользователя. Поставщик флюса может использовать собственные или любые другие средства, подходящие для проведения проверок, указанных в данном документе, если они одобрены пользователем. Пользователь оставляет за собой право выполнить любые проверки, указанные в технических условиях, если такие проверки считаются необходимыми для обеспечения соответствия материалов и услуг установленным требованиям.
5.1.1 Ответственность за соответствие качества
Описанные в данных технических условиях материалы должны соответствовать всем требованиям раздела 4. Проверка (проверки), за исключением проверок соответствия технических характеристик, определенных в данных технических условиях, должна стать частью общей системы проверки поставщика или программы обеспечения качества. Поставщик несет ответственность за обеспечение соответствия всех продуктов или материалов, представленных пользователю на приемочный контроль, всем требованиям договора на поставку.
5.1.1.1 Программа обеспечения качества
По требованию пользователя программа обеспечения качества материалов, предоставленных согласно данным техническим условиям, устанавливается и выполняется в соответствии со стандартом ИСО 9002 или согласуется между пользователем и поставщиком и отслеживается посредством квалификационной деятельности.
5.1.2 Испытательное оборудование и средства проверки
Испытательное/измерительное оборудование и средства проверки соответствующей точности, качества и количества для выполнения требуемой проверки (проверок) приобретаются и обслуживаются или указываются поставщиком. Приобретение и обслуживание системы калибровки для контроля точности измерительного и испытательного оборудования должны соответствовать стандарту ИСО 9002.
5.1.3 Условия проверки
Если в данном документе не указано иное, все проверки проводятся в соответствии с условиями испытаний, указанными в разделе 4.
5.2 Классификация проверок
Проверки, указанные в данном документе, классифицируются следующим образом:
a) проверка материалов (5.3);
b) квалификационная проверка (5.4);
c) проверка технических характеристик (5.5);
d) проверка соответствия качества (5.6).
5.3 Проверка материалов
Проверка материалов состоит из сертификации, подтверждаемой проверкой данных о том, что используемые при смешивании флюса материалы соответствуют применимым техническим условиям или требованиям до их смешивания. Подтверждающие данные и сертификация, применяемые к образцу квалификационной проверки, должны быть включены в отчет о квалификационных испытаниях.
5.4 Квалификационная проверка
Квалификационная проверка проводится в приемлемой для пользователя лаборатории на образцах, изготовленных с использованием оборудования и процедур, обычно используемых в производстве.
5.4.1 Размер выборки
Размеры выборки должны соответствовать форме подлежащего проверке паяльного флюса и выполняемой проверке.
5.4.2 Порядок проверки
Образец проходит проверки, указанные в таблице 4.
Таблица 4 - Классификация методов испытания паяльного флюса
Метод испытания | Квалифика- | Сертификат | Технические | ||
Группа (раздел) | Испытание (раздел) | МЭК 61189 | ционное испытание | соответствия требованиям проверки соответствия качества | характерис- |
Материалы | Испытание медного зеркала (4.2.4.1) | х | |||
Качественное испытание на галогениды (4.2.4.2) | Метод хромата серебра (4.2.4.2.1) | х | |||
Капельная проба (4.2.4.2.2) | х | ||||
Количественное испытание на галогениды (4.2.4.3) | Концентрации хлоридов и бромидов (4.2.4.3.1) | х | |||
Концентрация фторидов (4.2.4.3.1) | х | ||||
Определение нелетучей части флюса (4.2.4.3.3) | х | ||||
Испытание на коррозию (4.2.4.4) | х | ||||
Испытание на SIR (4.2.4.5) | х | ||||
Определение кислотности (4.2.6.1) | х | ||||
Испытание на растекание - жидкий флюс (4.2.7.2) | |||||
Испытание на баланс смачивания (4.2.7.1) | а | ||||
Определение удельного веса флюса (4.2.6.2) | а | ||||
Количественное испытание на галогениды (4.2.4.3) | Определение вязкости пастообразного флюса (4.2.6.3) | х | |||
Испытание на плеснестой- | а | х | |||
| |||||
5.5 Проверка технических характеристик
Проверки эффективности, требуемые конкретным пользователем, не обязательны и не являются требованиями данных технических условий; проверки выполняются в интересах пользователя и могут включать специальные контрольные образцы на платах, конфигурации паяльного оборудования, профили распределения тепла, методы очистки и другие аспекты, связанные с оценкой конкретных характеристик флюса в системе пользователя.
5.6 Проверка соответствия качества
Поставщик материала должен выполнить проверки, необходимые для обеспечения того, что процесс контролируется, а продукт находится в установленных пределах технических условий.
5.6.1 План выборки
Статистическая выборка и проверка проводятся в соответствии с утвержденной программой обеспечения качества (см. 5.1.1.1).
5.6.2 Отклоненные партии
Если контрольная партия забракована, поставщик может усовершенствовать флюс и направить его на повторную проверку. Выставленные на повторную проверку партии подлежат более тщательной проверке. Такие партии должны быть отделены от новых партий и четко обозначены как поступившие на повторную проверку.
5.7 Подготовка флюсов к испытаниям
5.7.1 Агрегатное состояние флюса
Агрегатное состояние флюса, предназначенного для использования в каждом классификационном испытании, представлена в таблице 5.
5.7.2 Жидкие флюсы
Испытание на активность флюса и остатков флюса проводится на жидких флюсах и других (жидких) флюсующих материалах, таких как разбавители флюса, инфракрасные оплавленные флюсы, паяльные (смешанные) масла, подготовительная жидкость (от пайки в инертной атмосфере) и т.д. в состоянии поставки.
5.7.3 Твердые флюсы
Испытание на активность флюса проводится на материале в виде 25%-ного раствора по весу пропанола-2 реактивного типа (или другого раствора, рекомендованного поставщиком).
5.7.4 Пастообразный флюс
Испытание на активность флюса проводится на материале в виде 25%-ного раствора по весу пропанола-2 реактивного типа (или другого раствора, рекомендованного поставщиком).
5.7.5 Припойная паста
Припойная паста проходит испытание в состоянии поставки, которого можно достичь путем получения образца, используемого в пасте флюсового компонента от поставщика пасты. Для проведения испытаний медного зеркала, на галогениды, ПСИ или коррозию, требуемых в таблице 5 для припойной пасты (в состоянии поставки), может использоваться либо флюсовый компонент либо припойная паста.
Таблица 5 - Состояние флюса для испытания
Материал флюса | Испытание медного зеркала | Испытание на галогениды | Испытание на SIR | Испытание на коррозию |
Жидкий флюс | X | X | X | X |
Пастообразный флюс | X | X | X | X |
Припойная паста | X | X | X | X |
Расплавленная и экстрагированная припойная паста | X | |||
Флюс для преформ | X | |||
Трубчатый припой | X | |||
Экстрагированный из покрытой флюсом преформы | X | X | X | |
Экстрагированная из трубчатого припоя | X | X | X | |
| ||||
Если флюсовый компонент припойной пасты не проходит испытание медного зеркала, указанное в таблице 5, на тип флюса L, для испытания может использоваться оплавленный флюс припойной пасты (см. 5.7.5.1). Если экстрагированный флюс припойной пасты проходит испытание на категорию L, флюс припойной пасты обозначается для испытания как тип L.
5.7.5.1 Процедура подготовки оплавленного флюса припойной пасты
Для экстракции из припойной пасты оплавленного флюса припойной пасты для использования при испытании характеристик флюса в соответствии с таблицей 5 используется следующая процедура. Требуются два контейнера. Контейнер N 1 может быть пробиркой или небольшой мензуркой. Желательно, чтобы контейнер N 2 был низкопрофильным, таким как чашка Петри или часовое стекло, для усиления теплопередачи. Пометьте контейнер N 1 и запишите его вес. Поместите 10 г припойной пасты (А) в контейнер N 2 и держите в ванне для пайки при температуре 215°С на 20 секунд дольше времени, необходимого для формирования слоя жидкого припоя на поверхности пасты.
Когда припой расплавится, аккуратно вылейте сжиженный горячий флюс припойной пасты в контейнер N 1 и дайте ему остыть. Взвесьте контейнер N 1, чтобы определить вес оплавленного флюса припойной пасты. Добавьте избыточное количество раствора пропанола-2 или другого более подходящего раствора, так чтобы после испарения получился 25%-ный по весу раствор оплавленного флюса припойной пасты. Перемешайте или взболтайте смесь при необходимости. Если образуется хлопьевидный осадок, следует дать ему осесть и использовать верхний слой жидкости для последующих испытаний. Храните раствор в закрытом контейнере.
5.7.6 Другие материалы
Трубчатый припой и преформа припоя с флюсовым сердечником проходят испытание на коррозию в состоянии поставки, которого можно достичь путем получения образца, используемого в трубчатом припое или преформе флюсового компонента от поставщика трубки/преформы. Для проведения испытаний на коррозию, требуемых в таблице 5 для трубчатого припоя или преформы припоя (в состоянии поставки), могут использоваться как флюсовый компонент, так и трубчатые припои/преформы припоя с флюсовым сердечником. Флюс извлекается из трубчатого припоя и преформы припоя с флюсовым сердечником согласно порядку, указанному в 5.7.6.1 и 5.7.6.2, для выполнения испытаний медного зеркала, на галогениды и ПСИ, указанных в таблице 5. Испытание на активность флюсового экстракта проводится на экстрактах, растворенных в 25%-ном (по весу) растворе.
5.7.6.1 Процедура экстрагирования флюса из трубчатого припоя с флюсовым сердечником
Отрежьте трубку на длину, соответствующую приблизительно 150 г. Запаяйте концы паяльником. Протрите поверхность чистой тканью, смоченной пропанолом-2. Намотайте трубку на 500-миллиметровый сердечник. Полностью опустите катушку в мензурку, наполненную деионизированной водой, и кипятите в течение 5-6 мин. Слейте воду, промойте катушку пропанолом-2 и высушите. Разрежьте трубку на отрезки примерно 3 мм длины острым лезвием. Отрежьте запаянные концы трубки. Требуются два контейнера. Контейнер N 1 может быть пробиркой или небольшой мензуркой. Желательно, чтобы контейнер N 2 был низкопрофильным, таким как чашка Петри или часовое стекло, для усиления теплопередачи.
Пометьте контейнер N 1 и запишите его вес. Поместите 3-миллиметровые отрезки в контейнер N 2 и держите в ванне для пайки при температуре 215°С на 20 секунд дольше времени, необходимого для формирования слоя жидкого припоя из сплава. Когда припой расплавится, осторожно вылейте сжиженный горячий флюс трубчатого припоя в контейнер N 1 и дайте ему остыть. Взвесьте контейнер N 1, чтобы определить вес оплавленного флюса трубчатого припоя. Добавьте избыточное количество раствора пропанола-2 или другого более подходящего раствора, так чтобы после испарения получился 25%-ный по весу раствор оплавленного флюса трубчатого припоя. Для флюсов, не подлежащих очистке, с низким содержанием сухого остатка, должен использоваться 25%-ный раствор. Перемешайте или взболтайте смесь при необходимости. Если образуется хлопьевидный осадок, следует дать ему осесть и использовать верхний слой жидкости для последующих испытаний. Храните раствор в закрытом контейнере.
5.7.6.2 Процедура экстрагирования флюса из преформы припоя с флюсовым покрытием и флюсовым сердечником
Требуются два контейнера. Контейнер N 1 может быть пробиркой или небольшой мензуркой. Желательно, чтобы контейнер N 2 был низкопрофильным, таким как чашка Петри или часовое стекло, для усиления теплопередачи. Пометьте контейнер N 1 и запишите его вес. Поместите 10 г преформы припоя в контейнер N 2 и держите в ванне для пайки при 215°С на 20 секунд дольше времени, необходимого для формирования слоя жидкого припоя из сплава. Когда припой расплавится, аккуратно вылейте сжиженный горячий флюс припойной пасты в контейнер N 1 и дайте ему остыть. Взвесьте контейнер N 1, чтобы определить вес оплавленного флюса преформы припоя. Добавьте избыточное количество раствора пропанола-2 или другого более подходящего раствора, так чтобы после испарения получился 25% (по весу) раствор оплавленного флюса преформы припоя.
Перемешайте или взболтайте смесь при необходимости. Если образуется хлопьевидный осадок, следует дать ему осесть и использовать верхний слой жидкости для последующих испытаний. Если пользователю необходимо выполнить оценку активности твердого или пастообразного флюса в состоянии поставки, пастообразные или твердые флюсы, идентичные флюсам во флюсосодержащих материалах, должны быть получены у поставщика и помещены в испытательную аппаратуру в виде 10%-ного (по весу) раствора в пропаноле-2 или другом подходящем растворителе. Если флюсовый компонент представляет собой флюс с низким содержанием сухого остатка, то должен использоваться 5%-ный (по весу) раствор в пропаноле-2.
6 Подготовка к поставке
6.1 Консервация и упаковка
Если не указано иное, консервация, упаковка и маркировка изделий для пайки выполняются по эквивалентным или улучшенным стандартным методам поставщика.
7 Дополнительная информация
7.1 Активность флюса
Чтобы проиллюстрировать приблизительную, хотя и не всегда точную, аналогию между флюсами типа L, M и H, определенными в 4.2.3, с традиционными классами флюсов на основе канифоли (R, RMA, RA и RSA), а также другими флюсами, такими как водорастворимые или синтетические активированные флюсы, предлагаются следующие рекомендации:
a) флюсы типа L0 - все флюсы типа R, некоторые флюсы типа RMA, некоторые флюсы с низким содержанием сухого остатка "без очистки";
b) флюсы типа L1 - большинство флюсов типа RMA, некоторые флюсы типа RA;
c) флюсы типа M0 - некоторые флюсы типа RA, некоторые флюсы с низким содержанием сухого остатка "без очистки";
d) флюсы типа M1 - большинство флюсов типа RA, некоторые флюсы типа RSA;
e) флюсы типа H0 - некоторые водорастворимые флюсы;
f) флюсы типа H1 - некоторые флюсы типа RSA, большинство водорастворимых и синтетических активированных флюсов.
7.2 Очистка и методы испытаний флюса
Тип используемого флюса влияет на требования к очистке сборочного узла, поэтому любые изменения типа флюса или требований к чистоте могут потребовать изменения метода очистки и методов испытаний.
7.3 Данные для заказа
Покупатели должны выбрать предпочтительные варианты, разрешенные данным документом, и включить следующую информацию в документы о поставке:
a) название и номер технических условий;
b) номер изделия;
c) тип флюса или обозначение типа (см. таблицу 1);
d) форма флюса (агрегатное состояние);
e) вязкость;
f) предел вязкости, если он отличается;
g) критерии просадки, если они отличаются;
h) критерии клейкости;
i) детальные требования к нестандартному паяльному флюсу и/или характеристикам флюса, при наличии таковых.
Приложение А
(обязательное)
Отчет о квалификационном испытании
Таблица А.1 - Отчет о квалификационном испытании
Идентификационный номер: | ||||
Классификация флюса: | Дата изготовления: | |||
Обозначение производителя: | Дата первоначального применения: | |||
Дата повторного применения после переквалификации: | ||||
Дата завершения первоначального квалификационного испытания: | Дата завершения повторного квалификационного испытания: | |||
Испытание провел: | Соответствие: | Испытание провел: | Соответствие: | |
Освидетельствование провел: | Несоответствие: | Освидетельствование провел: | Несоответствие: | |
Классификационное испытание: | Требование испытания | Результат: соответствие/ несоответствие/не применимо | ||
Испытание медного зеркала | ||||
Качественное испытание на | Метод хромата серебра | |||
галогениды | Капельная проба | |||
Количественное испытание на галогениды | Концентрации хлоридов и бромидов | |||
Концентрация фторидов | ||||
Определение нелетучей части флюса | ||||
Общая концентрация фторидов | ||||
Испытание на коррозию | ||||
Испытание на SIR | ||||
Испытание на плеснестойкость (дополнительно) | ||||
Процедура очистки для характеристики | Чистящий материал | |||
флюса | Очистительное оборудование | |||
Параметры процесса очистки | ||||
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
IEC 60194 | - | * |
IEC 61189-2 | IDT | ГОСТ Р МЭК 61189-2-2009 "Материалы электрические, печатные платы и другие структуры межсоединений и печатные узлы. Методы испытания. Часть 2. Методы испытания материалов для структур межсоединений" |
IEC 61189-3-2013 | IDT | ГОСТ Р МЭК 61189-3-2009 "Материалы электрические, печатные платы и другие структуры и скомпонованные узлы межсоединений. Методы испытания. Часть 3. Методы испытания структур межсоединений (печатных плат)" |
ISO 9002:1994 | IDT | ГОСТ Р 57189-2016/ISO/TS 9002:2016 "Системы менеджмента качества. Руководство по применению" |
ISO 9455-16 | - | * |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
Библиография
[1] | Mann and Saunders, "Practical Organic Chemistry" in A New Dictionary of Chemistry, Stephen Miall, Editor, Longmans Green & Co., 1940, p. 68 ("Практическая органическая химия" в новом словаре химии) |
[2] | ASTM D-1298 Density, relative density (specific gravity), or API gravity of crude petroleum and liquid petroleum products by hydrometer method (Метод определения плотности, относительной плотности (удельного веса) или плотности в градусах API сырой нефти и жидких нефтепродуктов ареометром) |
[3] | IEC 61189-5 Test methods for electrical materials, interconnection structures and assemblies - Part 5: Test methods for printed board assemblies |
________________
| |
[4] | IEC 61189-6 Test methods for electrical materials, interconnection structures and assemblies - Part 6: Test methods for materials used in electronic assemblies |
________________
| |
[5] | IEC 61190-1-2 Attachment materials for electronic assembly - Part 1-2: Requirements for solder pastes for high quality interconnections in electronics assembly |
________________
| |
[6] | IEC 61190-1-3 Attachment materials for electronic assembly - Part 1-3: Requirements for electronic grade solder alloys and fluxed and non-fluxed solid solders for electronic soldering applications |
________________
| |
[7] | IEC 61191-1 Printed board assemblies - Part 1: Generic specification - Requirements for soldered electrical and electronic assemblies using surface mount and related assembly technologies (Печатные узлы. Часть 1. Общие технические условия. Требования к паяным электрическим и электронным сборкам с использованием поверхностного монтажа и соответствующих технологий сборки) |
[8] | IEC 61191-2 Printed board assemblies - Part 2: Sectional specification - Requirements for surface mount soldered assemblies (Печатные узлы. Часть 2. Частные технические условия. Требования к паяным сборкам поверхностного монтажа) |
[9] | IEC 61191-3 Printed board assemblies - Part 3: Sectional specification - Requirements for through-hole mount soldered assemblies (Печатные узлы. Часть 3. Частные технические условия. Требования к паяным сборкам сквозного монтажа) |
[10] | IEC 61191-4 Printed board assemblies - Part 4: Sectional specification - Requirements for terminal soldered assemblies (Печатные узлы. Часть 4. Частные технические условия. Требования к клеммным паяным сборкам) |
[11] | ISO 9000 Quality management systems - Fundamentals and vocabulary (Системы управления качеством. Основные положения и словарь) |
[12] | ISO 9001 Quality management systems - Model for quality assurance in design, development, production, installation and servicing (Системы управления качеством. Модель для обеспечения качества при проектировании, разработке, производстве, установке и обслуживании) |
[13] | ISO 9453 Soft solder alloys - Chemical compositions and forms (Мягкие припои. Химические составы и формы) |
[14] | ISO 9454-1 Soft soldering fluxes - Classification and requirements - Part 1: Classification, labelling and packaging (Мягкие паяльные флюсы. Классификация и требования. Часть 1. Классификация, маркировка и упаковка) |
[15] | ISO 9454-2 Soft soldering fluxes - Classification and requirements - Part 2: Performance requirements (Мягкие паяльные флюсы. Классификация и требования. Часть 2. Требования к техническим характеристикам) |
УДК 621.791.048 | ОКС 31.190 | ОКСТУ 6703 | IDT |
Ключевые слова: паяльный флюс, припойная паста, испытания, межсоединения, электронная сборка, электронные модули, печатные узлы | |||
Электронный текст документа
и сверен по:
, 2020
