ГОСТ Р МЭК 61193-3-2015
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СИСТЕМЫ ОЦЕНКИ КАЧЕСТВА
Часть 3
Выбор и использование планов выборочного контроля печатных плат и слоистого материала как конечной продукции, а также во время технологического процесса
Quality assessment systems. Part 3. Selection and use of sampling plans for printed board and laminate end-product and in-process auditing
ОКС 31.190
Дата введения 2016-08-01
Предисловие
1 ПОДГОТОВЛЕН Негосударственным образовательным частным учреждением "Новая инженерная школа" (НОЧУ "НИШ") на основе перевода на русский язык англоязычной версии стандарта, указанного в пункте 4, который выполнен Российской комиссией экспертов МЭК/ТК 91 и Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 420 "Базовые несущие конструкции, печатные платы, сборка и монтаж электронных модулей"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 10 ноября 2015 г. N 1742-ст.
4 Настоящий стандарт идентичен международному стандарту МЭК 61193-3:2013* "Системы оценки качества. Часть 3. Выбор и использование планов выборочного контроля печатных плат и слоистого материала как конечной продукции, а также во время технологического процесса" (IEC 61193-3:2013 "Quality assessment systems - Part 3: Selection and use of sampling plans for printed board and laminate end-product and in-process auditing").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Перечень сокращений, используемых в настоящем стандарте, приведен в дополнительном приложении ДА.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДБ
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru).
Введение
Для обеспечения соблюдения требований заказчика важным условием является наличие четких определений в стандартах и спецификациях МЭК и соответствующих ссылок на планы выборки. Рекомендуется точно определить все детали по выполнению или согласованию оценки продукции перед отгрузкой, процессов контроля и статистического производственного контроля (SPC) или применимость использования их принципов в проводимых испытаниях. Общая тенденция этих принципов заключается в постепенном изучении деталей. По существу иногда их можно рассматривать как логические меры по улучшению технологического процесса. Данные меры включают в себя:
a) Статистический выборочный метод: где, когда и зачем
- для определения надлежащего количества образцов из конкретной партии продукции и использования статистических методов для оценки наличия отклонений;
b) Стандарты по бездефектному производству: роль технических требований
- для подтверждения усилий по снижению количества дефектов в производственной партии с использованием рекомендаций, представленных в стандартах и технических требованиях, определяющих требования к изделию;
c) Экономика: приемлемый уровень качества (AQL) в зависимости от стоимости дефектов
- для установки более высокого уровня несоответствия продукции, определения затрат при их обнаружении, либо случайной доставке заказчику (цена - качество), создания приемлемой оценки качества и методики снижения частоты этих событий;
d) Ускоренный статистический контроль: правила применения и контроля
- для создания программы контроля технологического процесса на основе критериев отбраковки с последующим контролируемым экспериментированием с целью совершенствования технологического процесса, а затем использования статистического анализа с целью подтверждения того, что это совершенствование процесса привело к сокращению случаев отбраковки по данным критериям.
Бурное развитие электронной промышленности привело к возникновению ситуации, когда конструкция печатных плат и материалы, используемые для производства изделия, являются настолько сложными, что уровень качества, при котором такие изделия поставляются с известными дефектами, более неприемлем. Приемлемое число не соответствующих требованиям изделий в контрактах заказчик - изготовитель должно стремиться к нулю.
Данное требование привело к разработке новых методов обеспечения качества, таких как применение статистического контроля процессов (SPC). Малое число не соответствующих требованиям изделий, допускаемое в соответствии с таблицами приемлемого уровня качества AQL, заставило многих изготовителей вернуться к 100%-ной (-ому) проверке или контролю.
В то же время идеи обеспечения качества получили столь широкое развитие, что допущение дефектов стало невозможным, а традиционное использование таблиц AQL все больше сокращается.
1 Область применения
В настоящем стандарте представлены планы выборки для контроля по свойствам (атрибутам), включая критерии отбора планов выборки и процедуры реализации для печатных плат и изготовленного изделия, а также проверок в ходе процесса изготовления. Представленные в настоящем документе принципы позволяют использовать различные планы выборки, которые могут быть применены в отношении отдельного свойства или набора свойств в соответствии с классификацией требований по форме и функциональности.
2 Нормативные ссылки
Стандарты*, ссылки на которые приведены в настоящем разделе, обязательны при применении настоящего стандарта. Для датированных ссылок применяют только указанное издание. Для недатированных ссылок применяют последнее издание ссылочного документа (включая изменения).
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
МЭК 60194:2006 Проектирование, изготовление и сборка печатных плат. Термины и определения (IEC 60194:2006, Printed board design, manufacture and assembly - Terms and definitions)
МЭК 62326-4:1996 Печатные платы. Часть 4. Жесткие многослойные печатные платы с межслойными соединениями. Технические условия (IEC 62326-4:1996, Printed boards - Part 4: Rigid multilayer printed boards with interlayer connections - Secional specification)
ИСО 9000:2005 Системы управления качеством. Принципы и терминология (ISO 9000:2005, Quality management systems - Fundamentals and vocabulary)
ИСО 14560:2004 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Уровни качества в несоответствующих единицах продукции на миллион (ISO 14560:2004, Acceptance sampling procedures by attributes - Specified quality levels in non-conforming items per million)
3 Термины и определения
В настоящем стандарте применены термины по МЭК 60194:2006, ИСО 9000:2005, а также следующие термины с соответствующими определениями:
3.1 свойство (attribute): Вид или характеристика продукции с позиции требований потребителя и допустимых отклонений.
Примечание - Термин "требование потребителя" означает следующее:
- требование, установленная измеряемая величина с более или менее определяемой областью отклонений;
- требование, установленное как абсолютное заданное значение с допустимыми отклонениями;
- требование, установленное как абсолютное значение без исключений (годен - не годен).
3.1.1 критичное свойство (critical attribute): Свойство, дефект которого согласно оценкам и опыту может привести к возникновению небезопасных или опасных условий для лиц, использующих, обслуживающих или зависящих от изделия, либо дефект которого может стать препятствием для реализации функциональных характеристик или функций основного изготовленного изделия, например, судна, самолета, компьютера, медицинского оборудования или спутника связи.
3.1.2 существенное свойство (major attribute): Свойство, дефект которого, исключая критичный, может привести к отказу либо дефект которого ограничивает использование изготовленного изделия по назначению.
3.1.3 несущественное свойство (minor attribute): Свойство, дефект которого незначительно ограничивает использование изделия по назначению, либо дефект которого, являясь отклонением от установленных стандартов, слабо влияет на эффективность применения или эксплуатацию изделия.
3.2 приемлемый уровень качества (acceptable quality level) (устаревшее AQL): максимальный процент дефектов, который устанавливается в качестве нормы риска при выборочном контроле.
Примечания
1. Выборочный контроль с соответствующим уровнем допуска риска используется только тогда, когда ожидается, что все изделия в контролируемой партии полностью соответствуют техническим требованиям.
2. См. 3.3.
3.3 приемлемый предел качества (acceptance quality limit): Ниже уровня согласованного качества.
Примечания
1 Пересмотренный термин AQL.
2 Данный термин используется для обозначения определенной степени риска в том, что некоторые изделия могут иметь не соответствующие требованиям характеристики. Тем не менее, они не влияют на конечные функциональные характеристики. Такие решения принимаются на основе соглашений между заказчиком и изготовителем.
3 Использование сокращения AQL в значении "приемлемый уровень качества" (см. 3.2) более не рекомендуется.
3.4 дефектный (defective): Изготовленное изделие, которое содержит один или более дефектов.
3.4.1 критично дефектный (critical defective): Изготовленное изделие, которое содержит один или более дефектов критичных свойств, которые, в свою очередь, также могут содержать дефекты важных и несущественных свойств.
3.4.2 с серьезным дефектом (major defective): Изготовленное изделие, которое содержит один или более дефектов важных свойств, которое также может содержать дефекты несущественных свойств, но не содержит дефектов критичных свойств.
3.4.3 с незначительным дефектом (minor defective): Изготовленное изделие, которое содержит один или более дефектов несущественных свойств и не содержит дефектов важных свойств или критичных свойств.
3.5 контроль (inspection): Процесс измерения, исследования, проверки или иного сравнения изготовленного изделия на соответствие установленным требованиям.
3.5.1 контроль по свойствам (inspection by attributes): Проверка отдельных свойств (вида или характерных свойств) изготовленного изделия на соответствие указанным требованиям, процедурам и/или инструкциям.
3.5.2 контролируемая партия (inspection lot): Набор изготовленных изделий, который определяется и обрабатывается как единое целое, из которого изымается образец для проверки на соответствие критериям приемлемости.
3.5.3 скорость контроля (inspection rate): Число характеристик, оцениваемых в единицу времени при определенных настройках уровня регистрации и ускользания дефекта.
3.6 фактор управления риском (risk management factor; RMF): Максимально допустимый процент содержания возможных дефектов в партии (группе) изделий при доверительном уровне около 95%.
3.7 изделие, готовое к отправке (shipment-ready product): Изделие, отправляемое заказчику и не требующее каких-либо дополнительных проверок на соответствие критериям приемлемости.
3.8 изготовленное изделие (unit of product): Изделие(я), проверяемое(ые) на соответствие конкретным требованиям.
Примечание - Данные требования включают в себя:
- единичное или парное изделие, набор изделий, длина, площадь, работоспособность, объем, изготовленное изделие или его компонент;
- может или не может быть предметом покупки, поставки, производства или отгрузки.
4 Методологии выборки
4.1 Общие положения
Существует большое число стандартов ИСО по выборочному контролю при приемке (см. дополнительную информацию в приложении D). Большинство этих стандартов содержат планы, которые допускают приемку партии даже в том случае, когда эта партия содержит одно или более изделий, не соответствующих требованиям; хотя в данном случае есть ряд исключений (ИСО 18414 и ИСО 21247).
Планы приемки с нулевым числом дефектов (с=0) первоначально разрабатывались и использовались для обеспечения равной или преимущественной защиты потребителей с проведением меньшего количества проверок, чем требовалось при иных планах выборки. Планы с=0 просты в использовании и управлении, так как в них больше внимания уделяется полному отсутствию дефектов и предупреждению возникновения ответственности изготовителя. Изложенные в настоящем стандарте концепции предоставляют набор планов контроля для проведения проверок партий изделий. Допустимое число дефектов во всех случаях равно нулю. Это означает, что для определенного уровня защиты выбирается объем выборки и, если в ней присутствуют один или несколько не соответствующих требованиям свойств, вся партия подлежит задержке.
Термин "задержка партии" не обязательно означает отбраковку. Партия автоматически не принимается и не отбраковывается при обнаружении одного или нескольких случаев несоответствия требованиям. Она принимается только в том случае, если в выборке обнаружено полное отсутствие несоответствий.
Приостановка партии обязывает инженерно-технический или управленческий персонал проанализировать результаты и задержать партию в зависимости от серьезности конкретного случая. Анализ касается того, было ли свойство критичным, существенным или несущественным и было ли определено несоответствие требованиям как критичный, серьезный или незначительный дефект.
Термин "дефектный", как правило, используется в контроле качества для описания детали, компонента или изготовленного изделия, которое содержит один или более дефектов. Термин "дефект", как правило, используется для описания конкретной, не соответствующей требованиям характеристики изготовленного изделия.
4.2 Планы выборки по свойствам
4.2.1 Общие положения
В следующих пунктах даны обзор и сравнение основных положений планов выборок, проведено их сравнение в зависимости от масштаба производства. Существуют две основные категории выборки:
a) непрерывная;
b) по производственным партиям.
4.2.2 Непрерывная выборка
Непрерывная выборка в основном используется при последовательном поступлении изготовленных изделий. Такая выборка может применяться в производственных процессах, в которых продукт проходит различные этапы. Продукция на конвейере также может использоваться для непрерывной выборки. Изготовители перестали осуществлять проверку качества в конце производственного процесса; многие компании осуществляют статистический производственный контроль путем контроля выборки в ходе производственного процесса.
План непрерывной выборки может быть построен на периодической проверке, т.е. одно изделие из пяти. Даже если изделия демонстрируют хорошее качество, продолжают проводить такой периодический контроль. Однако при обнаружении изделий, не соответствующих требованиям, происходит возврат к 100%-ной проверке до тех пор, пока не будет последовательно получено согласованное число годных изделий. В данном случае процесс возвращается к периодическому контролю.
Например, решение по контролю качества о проведении непрерывной выборки означало бы проверку в течение одного часа пяти образцов из тридцати, проходящих процесс. Если по проверяемым параметрам (т.е. образования перемычек при пайке конкретного компонента) не обнаружено каких-либо дефектов за определенное число часов, это время может быть увеличено без изменений количества отбираемых образцов. На данном этапе выборка является представителем большего количества изделий. Затем наблюдение проводится в течение более длительного периода времени до сокращения числа отбираемых образцов или увеличения интервала времени, в котором выборки отбираются случайным образом.
4.2.3 Свойства производственной партии
Описание объемов производственной партии включает изготовленные изделия, представленные в группе, пакете или партии, подлежащих проверке, в противоположность поочередному представлению образцов. В этом случае изымается выборка установленного объема, которая сравнивается с определенными критериями приемки. В прошлом планы выборки допускали наличие определенного количества дефектов в выборке, но планы с=0 такого не допускают. В плане с=0 свойства оцениваются с позиции: соответствуют или не соответствуют. В планах по свойствам часто используется критерий "годен - не годен".
4.2.4 Показатели производственной партии
Другой тип плана выборок включает анализ измеряемых характеристик, когда в соответствии с их значениями формируются требования к контролируемым свойствам. Переменная выборка по сравнению с выборкой по заявленным свойствам требует меньших объемов выборок при достижении такой же защищенности, которая обеспечивается планами выборок по заявленным свойствам. Экономическая выгода от выборок меньшего объема часто тратится на проведение соответствующих расчетов, измерений и их регистрацию. При этом основная разница между переменными выборками и выборками по свойствам состоит не в соотношении объемов выборок, а в том, что переменные выборки основаны на измерениях, в то время как выборки по свойствам базируются на классификации.
В том случае, если для проверки требуются переменные данные контрольных операций, должен быть составлен план переменной выборки. Использование планов переменной выборки необходимо в тех случаях, когда переменные данные могут способствовать улучшению производственного процесса. Также может оказаться важным определение верхних и нижних значений характеристик для того, чтобы заказчик знал об изменениях, которые могут потребоваться для сближения этих двух границ таким образом, чтобы это соответствовало требованиям заказчика. Благодаря сохранению изготовителем записей, касающихся соблюдения целевого значения конкретного требования, эти данные могут показать, когда процесс выходит из-под контроля из-за распределения значений измерений в рамках указанных верхней и нижней границы приемки. При переменных выборках партии информация об отобранной партии собирается в первую очередь для того, чтобы обеспечить выход годной продукции с указанием отклонения от заданного значения.
4.3 Планы нестатистической выборки
Есть случаи, когда отсутствие дефектов может быть очевидным, хотя объемом выборок в терминах статистических рисков это не подтверждено. Такие объемы выборки, как правило, являются исключительно небольшими для наиболее существенных свойств, и поэтому важное значение имеет знание процесса и методов контроля. При сверлении печатных плат может использоваться контроль первой обработанной детали, как методология определения того, что автоматизированные инструменты, высверливающие отверстия в плате, соответствуют требованиям. Никаких дополнительных проверок изделия не производится. Тем не менее для обеспечения того, что производственный процесс по-прежнему находится под контролем, может быть произведена выборка, касающаяся разных способов использования сверла, изменений скорости, характеристик подачи заготовок или других параметров автоматизированного процесса, которые могут оказать влияние на качество, установленное по контролю первой обработанной детали.
Для того, чтобы избежать неопределенностей в обосновании таких объемов выборки в плане проверки, рекомендуется использовать специальные записи во избежание каких-либо привязок к статистическим рискам. Основания для такого выбора рекомендуется указывать непосредственно в плане или в стандартах обеспечения качества.
Примером может служить выборка, в которой только первое и последнее изделия из партии проходят размерный контроль. Такая выборка также выполняется при использовании первого и последнего сверла, ими просверливается проверочный купон. Метод позволяет провести исследование характеристик первого и последнего просверленных отверстий и определить, что качество отверстий, просверленных в промежутке между ними, удовлетворяет требованиям. Еще одним примером служит оценка ряда изделий в течение определенного периода времени. Если изделия являются разными, технология может быть упорядочена путем оценки размера заданной площади поверхности изделия, проходящей обработку на конвейере в течение определенного периода времени. В таком случае могут быть измерены и оценены различные изделия. При этом система оценивается в режиме контроля или в неконтролируемом режиме, в зависимости от количества дефектов на заданную площадь поверхности изделия в течение определенного периода времени.
В планах с=0 также используются более высокие заданные значения в тех случаях, когда установлен наиболее благоприятный контроль технологического процесса и требуется только проведение проверки. Несмотря на то, что статистические риски представляются высокими, риски с практической точки зрения будут исключительно низкими.
4.4 Планы с показателем с=0
Существует большое число планов, в которых использовались концепции 0. Эти планы ориентированы на приемлемый уровень качества AQL. По сути AQL является определенным процентным показателем, который считается показателем хорошего качества. В любом плане выборки может быть построена кривая рабочих характеристик для определения рисков приемки партий с разным процентным содержанием несоответствий или дефектов. Такие планы стали непопулярными в конце 1980-х годов из-за непонимания того, что это было хорошим методом для реализации готовой продукции с известными отклонениями свойств.
При использовании концепции AQL вероятность приемки связана с процентным показателем AQL. Как правило, вероятность приемки находится в пределах от 0,90 до 0,98. Риск отбраковки этого процентного показателя AQL составляет от 0,10 до 0,02 уровня вероятности. Этот риск отбраковки обозначается как "риск изготовителя".
Условием использования концепции AQL является договоренность между изготовителем и заказчиком. Хотя слово "качество" подразумевается в аббревиатуре AQL, выбор этого метода является выбором самого низкого приемлемого уровня качества, так как даже при обнаружении в выборке несоответствующей продукции производственная партия может быть направлена заказчику (см. таблицу 1). Используя выборочный контроль, изготовитель принимает на себя риск отбраковки партии, несмотря на то, что фактический процент дефектов в партии ниже или равен проценту, указанному в AQL.
Таблица 1 - Сравнение планов проверок
План | AQL | Объем выборки | Приемочное число |
| 1,0% | 125 | 3 |
4,0% | 125 | 10 | |
с=0 | 1,0% | 42 | 0 |
4,0% | 18 | 0 |
Также важно, чтобы заказчиком или техническими требованиями были четко определены характеристики несоответствия свойств. Многие стандарты по печатным платам или слоистым материалам определяют некоторые характеристики как показатели производственного процесса и допускают их, так как они не влияют на эксплуатационные характеристики изделия, Таким образом, план выборки предполагает меньшее число проверок, используемых как показатели для улучшения производственного процесса. Царапины на медных проводниках являются примером такого показателя. Другие свойства определяются как дефекты, так как они определяют эксплуатационные характеристики и, следовательно, производственную линию в целом.
Если нет соглашения о AQL и выборочный контроль проводится из-за нецелесообразности 100%-ного контроля, то, как правило, такой контроль бывает чрезмерным. Аналогично, когда 100%-ная выборка является нецелесообразной, изготовителю рекомендуется проверять меньшее число изготовленных изделий по менее критичным свойствам. Данную концепцию можно проиллюстрировать следующим примером: если используется план 0, для критичных свойств может использоваться 1,0% AQL, а для существенных свойств может использоваться 4,0% AQL. Технология определения выборки при использовании AQL соотносится с планом с=0, который не допускает наличия в выборке изделий, не соответствующих требованиям.
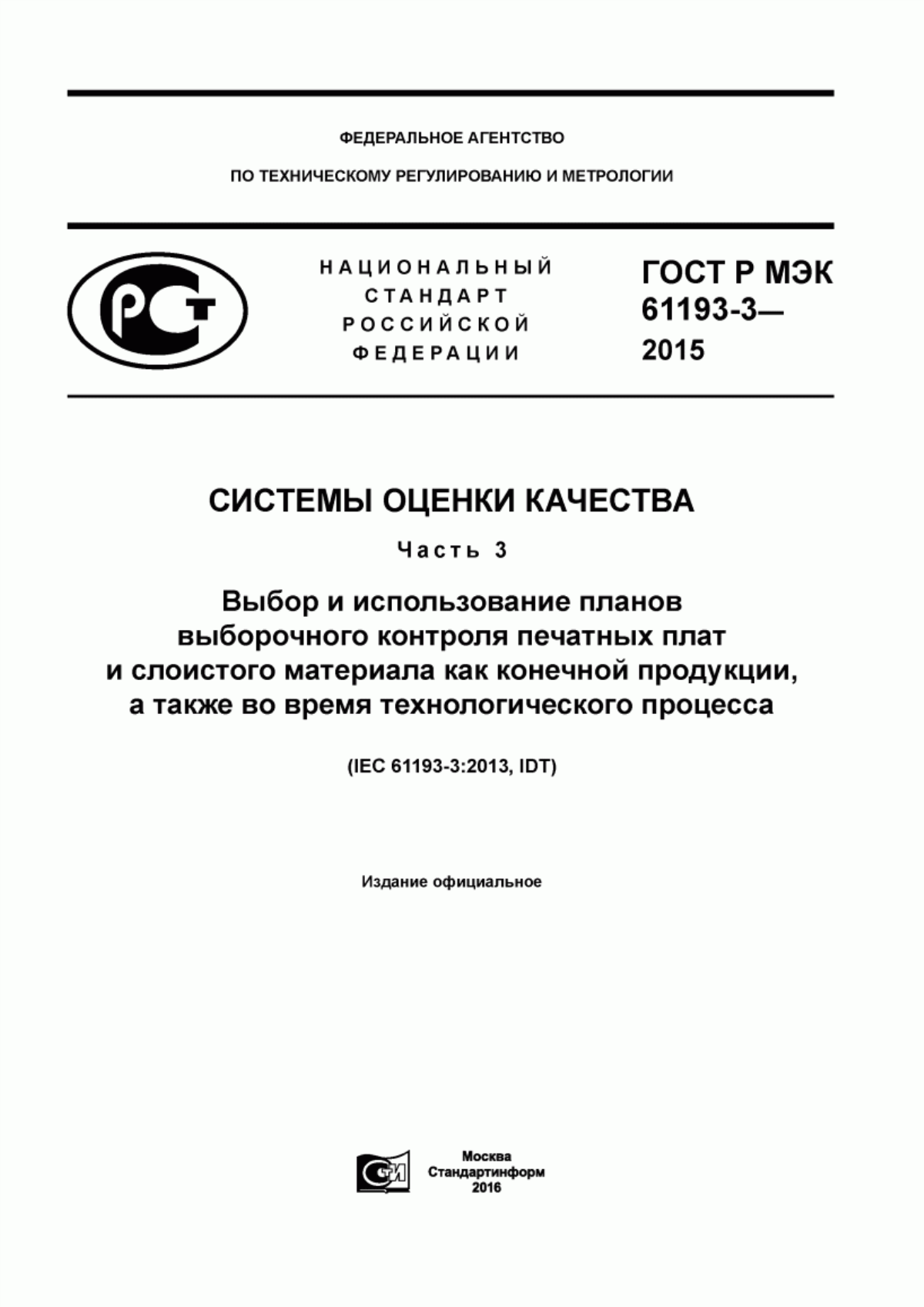
Статистическим фактом является то, что планы нулевого содержания дефектов (с=0) обеспечивают более высокую статистическую достоверность, чем планы с допуском дефектов (0). Этот факт может быть проверен путем анализа графиков оперативной зависимости, которые обычно рекомендуется предоставлять вместе с планами выборки. На рисунке 1 представлена типичная кривая оперативной характеристики из плана
0. На оси Y приведена вероятность событий, на оси X - вероятность ожидаемых дефектов. Кривая построена расчетным путем для выборки размером 125 единиц с приемочным числом, равным 10. Также представлены риск изготовителя, который является риском отбраковки годной партии изделий, и соответствующий риск заказчика, который является риском приемки негодной партии изделия.
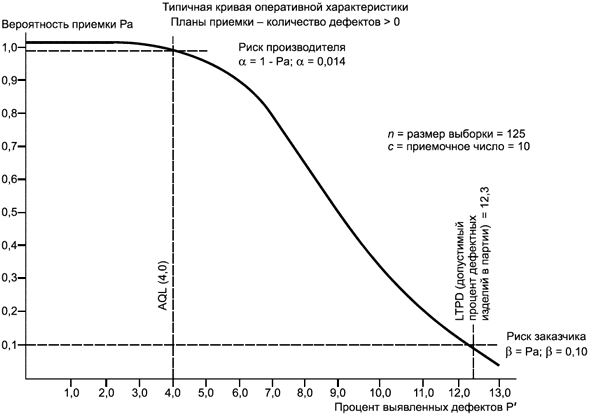
Рисунок 1 - Типичная кривая оперативных характеристик для плана 0
Примечания
1. Значения взяты из результатов анализа распределения Пуассона. (Согласно распределению Пуассона б* составляет 0,0137 и 0,0119 - согласно биномиальному распределению; в* составляет 0,1013 по распределению Пуассона и 0,0868 - согласно биномиальному распределению).
2. Типичную кривую оперативных характеристик см. ИСО 2859-1.
________________
* Обозначения соответствуют оригиналу. - .
Помимо AQL и риска изготовителя присутствует еще один параметр, именуемый допустимым процентом дефектных изделий в партии (LTPD). LTPD рассматривается как показатель нижней границы качества и иногда считается качеством риска заказчика. В некоторых планах выборки кривые оперативных характеристик проходят через одну и ту же точку AQL/риск изготовителя. Тем не менее в каждом из этих планов будут присутствовать различные LTPD при одинаковой вероятности уровня приемки. Эта вероятность уровня приемки, соответствующая LTPD, как правило, бывает ниже общепринятого значения 0,10. Этот уровень вероятности называется "риск заказчика".
Специалист должен выбрать план, обеспечивающий достаточную защиту от приемки партий с процентным содержанием дефектов несколько превышающих AQL. При постоянных значениях AQL/риск изготовителя сближение LTPD с AQL требует увеличения объема выборки и приемочного числа. На рисунке 2 представлено сравнение кривой оперативных характеристик 0 с аналогичной кривой оперативных характеристик из плана с=0. Этот пример показывает, что кривая с=0 с небольшой выборкой, равной 18, и приемочным числом, равным 0, является эквивалентной или более эффективной, чем план с=0 с относительно большой выборкой, равной 125, и приемочным числом, равным 10. Риск изготовителя может возрастать при определенных значениях плана с=0.
Сравнение оперативных характеристик
Планы приемки ноль дефектов и дефектов более 0
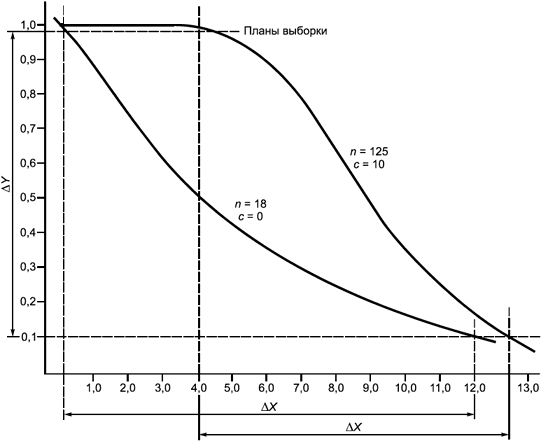
Рисунок 2 - Сравнение оперативных характеристик планов от с более 0 и по с=0
Производство, как правило, стремится определить выход годной продукции и на основе этой информации установить приемлемый уровень дефектности. Такой подход, основанный, как правило, на AQL, устраняет стимулы анализировать обоснованность технических требований, исследовать причины возникновения дефектов или повышать общее качество изделия.
В таблице 1 представлено сравнение набора планов с=0 с вышеприведенными планами 0.
На уровне "риска заказчика", равном 0,10, план с=0 обеспечивает равную или большую защиту LTPD. Также проводится меньшее число проверок по менее критичным характеристикам и свойствам. Кроме того, требуется меньше проверок и по менее критичным характеристикам и свойствам.
Все характеристики с=0 представлены в таблице 2. Они "привязаны" к AQL планов 0 (приемлемый уровень качества); использование тех же столбцов, содержащих вероятность в процентах, определяет необходимый размер выборки. При с=0 в плане предельного уровня качества обеспечивается надлежащая защита заказчика. Данный метод разработки планов предусматривает простой переход от предыдущих методов к планам с=0. В таблице установленные значения AQL представлены как "критерии управления рисками", потому что не являются приемлемыми уровнями качества. Они являются показателями вероятности наличия не соответствующих требованиям изделий в производственной партии, даже если такие несоответствия не обнаружены в выборке.
Таблица 2 - Критерии управления рисками (установленные AQL)
Объем партии | 0,010 | 0,015 | 0,025 | 0,040 | 0,065 | 0,10 | 0,15 | 0,25 | 0,40 | 0,65 | 1,0 | 1,5 | 2,5 | 4,0 | 6,5 | 10,0 |
Объем выборки | ||||||||||||||||
2-8 | * | * | * | * | * | * | * | * | * | * | * | * | 5 | 3 | 2 | 2 |
9-15 | * | * | * | * | * | * | * | * | * | * | 13 | 8 | 5 | 3 | 2 | 2 |
16-25 | * | * | * | * | * | * | * | * | * | 20 | 13 | 8 | 5 | 3 | 3 | 2 |
26-50 | * | * | * | * | * | * | * | * | 32 | 20 | 13 | 8 | 5 | 5 | 5 | 3 |
51-90 | * | * | * | * | * | * | 80 | 50 | 32 | 20 | 13 | 8 | 7 | 6 | 5 | 4 |
91-150 | * | * | * | * | * | 125 | 80 | 50 | 32 | 20 | 13 | 12 | 11 | 7 | 6 | 5 |
151-280 | * | * | * | * | 200 | 125 | 80 | 50 | 32 | 20 | 20 | 19 | 13 | 10 | 7 | 6 |
281-500 | * | * | * | 315 | 200 | 125 | 80 | 50 | 48 | 47 | 29 | 21 | 16 | 11 | 9 | 7 |
501-1200 | * | 800 | 500 | 315 | 200 | 125 | 80 | 75 | 73 | 47 | 34 | 27 | 19 | 15 | 11 | 8 |
1201-3200 | 1250 | 800 | 500 | 315 | 200 | 125 | 120 | 116 | 73 | 53 | 42 | 35 | 23 | 18 | 13 | 9 |
3201-10000 | 1250 | 800 | 500 | 315 | 200 | 192 | 189 | 116 | 86 | 68 | 50 | 38 | 29 | 22 | 15 | 9 |
10001-35000 | 1250 | 800 | 500 | 315 | 300 | 294 | 189 | 135 | 108 | 77 | 60 | 46 | 35 | 29 | 15 | 9 |
35001-150000 | 1250 | 800 | 500 | 490 | 476 | 294 | 218 | 170 | 123 | 96 | 74 | 56 | 40 | 29 | 15 | 9 |
150001-500000 | 1250 | 800 | 750 | 715 | 476 | 345 | 270 | 200 | 156 | 119 | 90 | 64 | 40 | 29 | 15 | 9 |
500001 и больше | 1250 | 1200 | 1112 | 715 | 556 | 435 | 303 | 244 | 189 | 143 | 102 | 64 | 40 | 29 | 15 | 9 |
Примечания: | ||||||||||||||||
Так как приемка проходит по нулевому варианту, возникает возможность объединения планов с=0. При этом, помимо опыта, который свидетельствует о реальной возможности значительной экономии, рекомендуется принимать во внимание следующее:
- если качество очень плохое, приемочное число выше нуля вряд ли будет полезным;
- при плане с приемочным числом больше нуля ответственное лицо фактически уполномочивается принимать части партии, не пригодные для эксплуатации;
- приемочное число, равное нулю, стимулирует персонал по обеспечению качества проверять все дефекты с целью изъятия всех дефектных изделий;
- если должен быть достигнут бездефектный уровень, очевидно, что заведомо дефектные изделия не должны быть допущены к отправке.
Планы с=0 по существу разрабатывались для поддержки потребителя на равном или более высоком уровне, нежели среднее значение предельного уровня качества. В рамках конкретного столбца таблицы 2, в котором представлены заданные значения, кривые рабочих характеристик фактически различаются в большей части между планами с=0 и 0, особенно по мере возрастания объема партии. Причиной данной общей особенности, помимо соответствия статистической зависимости, является то, что более практичным, как правило, считается достижение большей степени защиты на более крупных партиях. В таблице 3 представлены руководящие данные для определения объема выборки для печатных плат и слоистых материалов с учетом их характеристик. В таблице А1 представлены планы выборки, согласованные с МЭК 62326-4, которые определяют различные характеристики изделия, число выбираемых образцов в зависимости от стандартных уровней качества А, В и С; при этом значения критериев управления риском рекомендуется выбирать из таблицы 2.
Таблица 3 - Руководящие данные для определения объема выборки
Свойства | Дефекты | ||
Критичные | Серьезные | Незначительные | |
Критичные | 0,1 | 1,0 | 2,5 |
Существенные | 1,0 | 2,5 | 4,0 |
Несущественные | 2,5 | 4,0 | 6,5 |
Использование одинаковых объемов выборки зачастую приводит к сочетанию чрезмерных и недостаточных проверок. Разработка контроля с широким диапазоном выборок должна проводиться с учетом классификации свойств (критичные, существенные, несущественные). В данном списке сравнений рекомендуется определять критерий управления рисками, представленный в таблице 2, а также рекомендуется использование планов с=0 в тех случаях, если:
a) ожидается, что производимые изделия полностью соответствуют техническим требованиям;
b) желательно проведение меньшего количества проверок по менее критичным свойствам;
c) выборка производится потому, что 100%=ный контроль всех свойств всех единиц продукции нецелесообразен;
d) при проверке не допускается приемка заведомо несоответствующей продукции;
e) требуется проведение проверки, подтверждающей:
- корректность технологического процесса;
- предупреждения повреждения при транспортировке;
- сертификацию изготовителя;
- результаты проверки незавершенной продукции.
5 Классификация свойств
5.1 Общие положения
Классификация заявленных свойств представляет часть процесса определения плана выборочного контроля по групповым и/или отдельным контролируемым свойствам.
5.2 Назначение классификации
Классификация отдельных свойств, связанных с заданными требованиями, осуществляется в соответствии с их значимостью и тяжестью последствий их нарушения. Любое отклонение в том, что касается окончательной формы, функций или целевого использования изготовленного изделия, как правило, считается несоответствием требованиям.
Свойства подразделяются на следующие категории:
a) критичные;
b) существенные;
c) несущественные.
Сегмент рынка или предполагаемое конечное использование изделия влияют на классификацию свойств. Например, одно и то же свойство может считаться "критичным" в авиационном рыночном сегменте либо считаться "существенным" или даже "несущественным" на потребительском рынке.
Чтобы легче было ориентироваться в классификации свойств, в таблице 4 приведены основные данные назначения конечного изделия.
Таблица 4 - Предельные условия эксплуатации
Категория использования | Диапазоны температур | t | Циклы/ | Типовой срок службы | Примерная | ||
Т | Т |
| |||||
1) Потребитель | 0 | +60 | 35 | 12 | 365 | от 1 до 3 | 1 |
2) Компьютеры | +15 | +60 | 20 | 2 | 1460 | 5 | 0,1 |
3) Телеком | -40 | +85 | 35 | 12 | 365 | от 7 до 20 | 0,01 |
4) Самолет коммерческой авиации | -55 | +95 | 20 | 12 | 365 | 20 | 0,001 |
5) Салон промышленного транспортного средства | -55 | +95 | 20 | 12 | 185 | 10 | 0,1 |
40 | 12 | 100 | |||||
60 | 12 | 60 | |||||
80 | 12 | 20 | |||||
6) Военный наземный транспорт и | -55 | +95 | 40 | 12 | 100 | 10 | 0,1 |
60 | 12 | 265 | |||||
7) Космический IEO Geo | -55 | +95 | от 3 до 100 | 1 | 8760 | от 5 до 30 | 0,001 |
12 | 365 | ||||||
8) Военная авиаэлектроника | -55 | +95 | 40 | 2 | 365 | 10 | 0,01 |
а | 60 | 2 | 365 | ||||
b | 80 | 2 | 365 | ||||
с | 20 | 1 | 365 | ||||
9) Компоненты автомобиля | -55 | +125 | 60 | 1 | 100 | 5 | 0,1 |
100 | 1 | 300 | |||||
140 | 2 | 40 | |||||
| |||||||
Иногда договорное соглашение между заказчиком и изготовителем предусматривает приемку технических характеристик в соответствии с утвержденным стандартом. МЭК 62326-4 является примером стандарта, в котором используются планы выборки с=0. В настоящем стандарте в таблице указаны технические требования к многослойным печатным платам, используемым в электронном оборудовании.
В таблице 1 МЭК 62326-4 приведены критерии выборки для каждого свойства или требования, указанного в стандарте. Данные критерии указываются как факторы оценки риска RMF в отличие от старой идентификации по AQL. Это было сделано в соответствии с рекомендацией о том, что определенные объемы выборки "на основе фактора оценки риска" требовали, чтобы отобранное число было достаточным для обеспечения защиты по критичным свойствам путем применения более низкого процентного показателя не соответствующих требованиям изделий в выборке, подлежащей проверке (см. приложение А).
Это было сделано, чтобы подчеркнуть предпосылку, что некоторые выборки "на факторе управления рисками" требуют (предполагают), что выбранного номера достаточно, чтобы обеспечить защиту критических атрибутов путем использования низкого процента несоответствующих деталей в образце (приложение А).
Ответственность за определение классификации отдельных свойств возлагается на пользователя/заказчика. В приложении приведены примеры приемки продукции трех уровней по свойствам.
5.3 Классификация и обоснование критериев плана выборки
Выборочные планы основываются, как правило, на классификации заявленных свойств. Тем не менее производственный процесс и особенности его воздействия на конкретные показатели свойств должны учитываться. Если известно, что действующий процесс показывает от партии к партии стабильные результаты, практически без изменений, то логично и экономически целесообразно отклониться от строгого выполнения данного плана выборки. В данной ситуации возможно применение нестатистической проверки путем выбора плана выборки с меньшим значением RMF.
5.4 Контроль технологического процесса
Лучшим подходом к планам выборки в электронной промышленности будут решения на основе анализа воздействия конкретных критических факторов на специально оговоренные характеристики. Для различных категорий изделий применяются следующие, помимо прочего, планы:
a) электронные компоненты - МЭК 61193-1;
b) электромеханические части - МЭК 61193-1;
c) механические части - МЭК 61193-1;
d) печатные платы изделия (печатные схемы, печатные соединения) - МЭК 61193-3;
e) печатные платы компонентов (печатные схемы, печатные соединения) - МЭК 61193-2;
f) гибридные схемы - МЭК 61193-2;
g) электронные однопроцессорные модули - МЭК 61193-2;
h) электронные многопроцессорные модули - МЭК 61193-2;
i) электронные модули - МЭК 61193-4);
________________
В процессе рассмотрения.
j) объединительные печатные платы - МЭК 61193-3.
Уровни риска выборки применяют к характеристикам категории изготовленного изделия в тех случаях, когда такие характеристики являются критичными для надежности, удовлетворения требований заказчика и потенциально ответственны за качество. Более мягкий план может быть использован в отношении характеристик, которые, как правило, не являются столь критичными для функционирования или некоторым свойствам, определяемых, как несущественные в конкретной категории изделий. Кроме того, более мягкие планы могут также использоваться в тех случаях, когда имеется уверенность в инструментальной оснастке и автоматизированной обработке.
6 Оценка дефектов и указателя отклонения от процесса (PDI)
6.1 Общие положения
Во многих стандартах качества перечисляются типичные дефекты, которые являются неприемлемыми и требуют принятия соответствующих мер, например переделки, ремонта. Изготовитель несет ответственность за определение таких зон риска и принятие соответствующих дополнительных мер. Эти проблемы рекомендуется записывать на сборочном чертеже. Кроме задокументированных неприемлемых дефектов, аномалии и отклонения в рамках "допустимых" пределов рассматривают как индикатор процесса, который при появлении учитывают и анализируют. Как правило, отклонения от процесса, выявленные по PDI, не требуют принятия каких-либо дополнительных мер.
6.2 Контроль технологического процесса и требования по улучшению процесса
По мере развития производства проверка в конце технологического процесса становится неприемлемой для многих заказчиков. Они требуют применения методик постоянного контроля процесса, его оценки и совершенствования в ходе изготовления электрических и электронных блоков. При согласии заказчика, изготовитель/сборщик может не проводить контроль на соответствие специальным (специфическим) требованиям потребителя. Таким образом, выборка по свойствам нежелательна даже для планов проверки с=0, так как эта практика подразумевает проверку качества изделия по завершении всех работ. Тем не менее, такая практика помогает осуществлять контроль, как показано на рисунке 3.
Рисунок 3 - Схема реализации контроля процесса
7 Планы контроля
7.1 Общие положения
В следующих подразделах представлены процедуры реализации и оперативных проверок планов выборки с=0 по свойствам.
7.2 Планы выборки с приемочным числом, равным нулю
Все еще существуют определенные области, в которых выборка по свойствам по-прежнему является предпочтительной, например:
- изготовитель электронных компонентов может контролировать возникновение, так называемых, "провальных" партий (нечто, совершенно несоответствующее требованиям) путем выборки и, таким образом, в долгосрочной перспективе накапливать ценную информацию о сбоях в технологическом процессе и изделиях. При необходимости эта информация может быть использована для количественного определения средней оценки процесса;
- по-прежнему существуют некоторые области отказов, как визуальные/механические неисправности в сложных электромеханических изделиях, для которых могут использоваться AQL в своей стандартной RMF;
- при приемочных и периодических испытаниях компонентов может возникнуть необходимость в отборе репрезентативной выборки, так как испытание всех компонентов невозможно.
На основе нулевого приемочного числа можно создать таблицы приемки/отбраковки по свойствам. Крайне важно отметить, что не имеет значения, какие статистические уровни используются, важно, чтобы приемочное число дефектов было равно нулю. Данный аспект имеет большое психологическое значение; он создает доверие между изготовителем и заказчиком. Это очевидно, но следует понимать, что вероятность появления дефектов при нулевых приемочных числах не отличается от приемочных чисел, не равных нулю, если используемые статистические данные одинаковы.
Контроль по свойствам все еще может быть приемлемым инструментом обеспечения качества в тех случаях, когда используется только нулевое приемочное число.
7.3 Ответственный орган
Если это указано ответственным органом, настоящий стандарт должен быть приведен в технических требованиях, контракте, инструкциях по проведению проверок и прочих документах, а положения, представленные в настоящем документе, должны иметь приоритетное значение. "Ответственный орган" должен быть указан в одном из перечисленных контрольных документов. Следует отметить, что, как правило, ответственным органом является заказчик.
7.4 Применение
Планы выборки, приведенные в настоящем стандарте, применяются, помимо прочего, при проверках:
a) готовых изделий;
b) многослойных материалов;
c) структур печатных плат.
Данные планы предназначены для применения, в первую очередь, в отношении партий или серий, о которых известно, что они произведены или изготовлены в согласованных и/или постоянных условиях, имеют единый источник происхождения и предполагается, что они полностью соответствуют требованиям. Эти планы допускается использовать для проверок отдельных партий или серий, но в таком случае заказчик имеет право ознакомиться с кривыми оперативных характеристик для того, чтобы выбрать план, который обеспечит желаемый уровень защиты. Такие планы, как правило, следует использовать только в отношении изготовленных изделий - отправляемых (у изготовителя) и/или поступающих (у заказчика). Тем не менее, эти планы выборки допускается использовать при таких проверках, как проверка запасов для обеспечения возмещения потенциальных повреждений при транспортировке, либо как часть процедуры сертификации изготовителя.
Методы и процедуры статистического контроля технологического процесса (СКП) должны использоваться на текущих этапах производства/изготовления.
7.5 Планы выборки
Обычно RMF и соответствующий план выборки указывается пользователем/заказчиком для тех свойств в каждой классификации, на которые оказывают влияние рыночный сегмент и показатели изменчивости. Также большое влияние оказывается на изделия со стороны технологии в каждом рыночном сегменте или среде, в которых изделие будет использоваться.
Таблица 5 является примером того, каким образом пользователь/заказчик может определять планы выборки по свойствам для конкретного сегмента рынка в рамках внутренних или внешних договоров. В таблице представлены общие категории, которые могут быть более жесткими для критичных свойств.
Таблица 5 - Общие критерии планов выборки по отраслевым рынкам/технологическим секторам
Высоко- | Системы, работающие в жестких внешних условиях | Переносные системы | Чувстви- | Дешевые | |
Автомобилестроение | 0,01 | 0,15 | 0,04 | 0,15 | 2,5 |
Военный сектор | 0,01 | 0,15 | 0,04 | 0,25 | 2,5 |
Коммуникации | 0,015 | 0,025 | 0,065 | 0,25 | 4,0 |
Компьютеры | 0,025 | 0,4 | 0,10 | 0,25 | 4,0 |
Бизнес | 0,04 | 0,065 | 0,15 | 0,25 | 4,0 |
Приборостроение | 0,065 | 0,10 | 0,15 | 0,40 | 6,5 |
Промышленность | 0,10 | 0,15 | 0,40 | 1,0 | 6,5 |
Потребительский сектор | 0,40 | 0,65 | 2,5 | 6,5 | 10 |
7.6 Представление изделия
Оценки соответствия качества выполняются на изготовленных изделиях, предназначены для поставки заказчику или потребителю. При проверке соответствия качества методом выборки ее объем должен выбираться по таблице 2. В том, что касается технических характеристик, RMF для проверки партии указан в стандарте, определяется заказчиком или берется из примера в таблице 5. Принятый объем выборки будет приемлем, если только он не был установлен для определения соответствия технологического процесса требованиям к готовому изделию. В целях проверки соответствия качества конструктивно аналогичные изделия допускается объединять в одну партию для проверки. На рисунке 4 представлены примеры различных свойств, которые согласно критериям проверки являются дефектами.
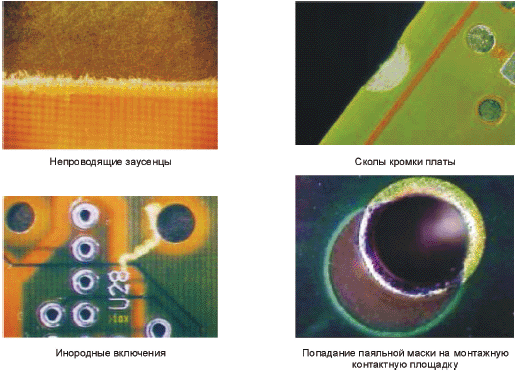
Рисунок 4 - Свойства, не соответствующие техническим требованиям
Для того чтобы партия была принята, все проверяемые экземпляры выборки должны соответствовать требованиям. Если контролируемая партия забракована, изготовитель имеет право проверить всю партию и отобрать дефектные изделия с дефектом(тами), выявленным при контроле выборки. Дефектные изделия допускается проверять и признавать годными по соглашению между заказчиком и изготовителем. Чтобы быть принятой, отсеянная партия должна пройти повторную выборочную проверку в соответствии с планом, описанным RMF.
Если методы проверки партий используются для оценки качества, изготовитель имеет право уменьшить объем выборки, указанный в таблице 2, до следующего менее строгого RMF, если:
- пять последовательно контролируемых партий, равных по размеру, были приняты с использованием указанного уровня качества и текущих критериев оценки;
- время между проверками первой и пятой партии составило не более 12 месяцев;
- в отношении контролируемых партий равного или меньшего объема снижены уровни оценки;
- в сертификационной записи имеются подтвержденные изменения в уровне оценки.
Данная процедура может быть повторена для одних и тех же критериев. Необходимо вернуться к обычной проверке, если одна из контролируемых партий забракована.
Проверки партий могут быть дополнительно сокращены или прекращены, если технические методы контроля процессом обеспечивают взаимосвязь с требованиями к готовому изделию.
Заказчики должны быть проинформированы об используемых процедурах оценки и уведомлены о сокращенных проверках партий или о переходе от проверок партий к контролю в ходе технологического процесса.
В приложении А представлен пример требований к выборке для многослойных плат; в приложении В представлен образец требований к выборке и контролю для слоистого диэлектрика, фольгированного медью.
8 Классификация дефектов
8.1 Общие положения
Стандарт МЭК обычно содержит полную информацию об оценке качества любого изделия, которое должно соответствовать требованиям для различных уровней качества. В данных планах выборки должен быть указан соответствующий уровень проверки соответствия качества из таблицы 2, а также свойства (критичные, существенные и несущественные) и характеристики дефектов (критичные, серьезные, незначительные).
Если не указано иное, специально указанные тестируемые образцы могут быть использованы для выполнения проверок партий и периодических проверок.
Если используются специально указанные тестируемые образцы, их описание должно быть представлено в документации. Они должны основываться на соответствующих характеристиках готовых к отправке изделий. Как правило, необходимо проведение консультаций между изготовителем и заказчиком.
8.2 Технические требования заказчика (ТТЗ)
Рекомендуется, чтобы технические требования заказчика содержали информацию, необходимую для четкого и полного описания изделия. Информация включает целевые условия приемки, а также определение того, что является несоответствием.
Необходимо избегать излишних требований. Там, где это необходимо, должны быть указаны допустимые отклонения и номинальные размеры без допусков, а в тех случаях, когда это необходимо, должны быть указаны максимальные и минимальные размеры. Там, где это необходимо для конкретных изделий, должны применяться точные допуски, которые распространяются только на эти изделия.
Партия содержащая число образцов от 1 до m должна представляться выборкой объемом от 1 до m.
9 Представление дефектов в единицах на миллион
9.1 Общие положения
Целью подхода число дефектных на миллион единиц (DPMO) является оценка качества изготовленных партий изделий. Такой подход подразумевает стабильный производственный процесс, имеющий средства контроля для недопущения непредставительных партий.
Выборки, случайно отобранные из отдельных партий, составляющих семейство, оцениваются на основе результатов проверок, выполненных на изготовленных изделиях. См. ИСО 14560:2004.
В качестве окончательных данных приемки партии используется критерий "годен/брак". Предполагается, что партии или серии изделий, не соответствующих критериям контроля, должны либо подвергаться 100% переработке с удалением всех не соответствующих требованиям частей из партии или серии или отбраковкой и отказом от отправки всей партии или серии.
9.2 Классы дефектов на миллион единиц DPMO
9.2.1 Общие положения
Несоответствия должны быть классифицированы и разнесены в соответствии с требованиями МЭК по одному или нескольким классам (при этом ни одно изделие не должно учитываться более одного раза в одном из пяти классов).
9.2.2 DPMO-1 - Только функциональные несоответствия
Нефункционирующие, не соответствующие требованиям изделия.
9.2.3 DPMO-2 - Электрические несоответствия
Изделия, не соответствующие параметрам, которые определяют основные электрические характеристики изделия (включает DPMO-1 электрические дефекты).
9.2.4 DPMO-3 - Визуальные/механические несоответствия
Изделия, не соответствующие параметрам, которые определяют основные визуальные/механические характеристики изделия (включает DPMO-1 визуальные/механические дефекты).
9.2.5 DPMO-4 - Несоответствия герметичности
Изделия, не соответствующие требованиям к герметичности изделия (включает DPMO-1 дефекты герметичности).
9.2.6 DPMO-5 - Все несоответствия
Все изделия, не соответствующие каким-либо техническим требованиям на изделия. Этот класс включает все DPMO-2, DPMO-3 и DPMO-4, плюс все другие несоответствия требованиям.
9.3 Оценка дефектов на миллион единиц DPMO
9.3.1 Общие положения
Определение уровня несоответствия DPMO производится исходя из предположения, что выборочно по свойствам проводится в отношении изделия, которое прошло все производственные процессы в соответствии с установленными критериями. Кроме того, производственные процессы, используемые для изготовления изделия, постоянно подвергаются статистическому контролю.
Партии или серии изделия, не прошедшего приемочную проверку, подвергаются 100%-ной перепроверке с удалением из партии или серии всех не соответствующих требованиям изделий или принимается решение о полной негодности этой партии или серии.
Все перепроверенные партии или серии (второго или последующих предъявлений) отделяются от партий или серий, из которых выборки не производились. Данные по этим партиям (т.е. партиям, не участвовавшим в первом предъявлении) не используются в подсчете DPMO.
9.3.2 Отчетность по DPMO
По каждому значению DPMO, указанному в отчете, изготовитель указывает, какие параметры фактически измерялись и использовались в расчете. Несоответствия, которые не относятся к измеряемым параметрам, как например, административные ошибки, не должны включаться в расчеты.
Так как планы основаны на с=0, объем выборки основан на вероятности, что определенная доля (RMF) не соответствующих требованиям элементов присутствует в партии. Вероятностный долевой показатель рекомендуется использовать в расчете.
Данные, полученные на основе условных допущений по партиям или сериям, не проходившим проверку в соответствии с планом выборки или отказа от испытаний, не могут быть использованы в оценке DPMO в любом виде.
Если изделия изготавливаются в разных местах, данные из этих разных мест не могут быть объединены для формирования составного значения DPMO.
9.4 Вычисление DPMO
9.4.1 Общие положения
Расчет уровня несоответствия в DPMO осуществляется следующим образом:
 .
.
Значит,
![]() ,
,
где х - число не соответствующих требованиям деталей, обнаруженных при фактической проверке n
деталей из I-й партии из общего числа партий т;
# - указанный класс DPMO.
9.4.2 Требования к выборке
х и n
определяются при выполнении окончательного контроля или приемки партии до того, как она будет отправлена заказчику. Единственным требованием к процедуре выборки является случайный выбор образцов изделий.
Партии от 1 до т должны включать все выборки партий от 1 до т.
10 Использование планов выборки
10.1 Общие положения
Существует много способов применения критериев плана выборки с=0. Каждый способ имеет свои преимущества и важно использовать наиболее надежный метод, который лучше отображает производимую продукцию.
10.2 Группирование испытаний
Испытания могут подразделяться на категории для того, чтобы отражать различные виды группирования проверок.
Эти категории включают проверки партий и периодические испытания. Испытания могут быть разрушающими и требовать использования стандартных образцов для испытаний. В качестве образцов допускается использовать часть производственной партии, также допускается их изготовление отдельно, но в составе производственной партии. Для того, чтобы быть представительными в том, что касается изделия и процессов, образцы для испытаний изготавливаются из того же материала и проходят те же процессы, что и производственная партия. Если изготавливаются отдельные образцы, они должны быть распределены в продукции в таких количествах, чтобы можно было провести надежную среднюю оценку.
10.3 Распределение по категориям
Используются различные методики для классификации контроля и качества оценки. Каждая категория состоит из подгрупп в зависимости от оцениваемых изделий. Ниже приведены некоторые из них:
- категория V - визуальный контроль;
- категория D - контроль размеров;
- категория S - контроль состояния поверхности;
- категория Е - электрический контроль;
- категория Р - физический контроль;
- категория Y - контроль прочности конструкции.
- контроль категории Z - данная категория охватывает все проверки, которые могут быть необходимы в дополнение к тестам категорий V, D, S, Е, Р и Y для завершения всей программы испытаний. Испытания категории Z обычно проводятся через интервалы в 12 месяцев. Они могут выполняться постепенно в течение 12-месячного периода.
10.4 Проверка и контроль в ходе процесса
Проверка и контроль в ходе процесса могут применяться в отношении любых требований, указанных в стандарте или технических требованиях заказчика (ТТЗ), и иных, необходимых для управления случаях. Данные проверки и контроля в ходе процесса должны храниться как проверяемое доказательство соответствия требованиям. Данные должны быть доступны, по ним можно проверять соответствие изготовленного изделия требованиям. Проверку и контроль в ходе процесса допускается использовать для отдельных требований при проведении оценки партии на соответствие другим требованиям. В зависимости от прогресса в реализации контроля процесса или в ходе процесса изготовитель имеет право подтвердить соответствие требований с помощью:
- контроля партий на соответствие качества;
- контроля изготовленного изделия;
- контроля в ходе процесса;
- контроля параметров процесса.
Изготовитель имеет право использовать комбинации этих методов для подтверждения соответствия требованиям.
Если заключено соглашение между заказчиком и изготовителем, проверка и контроль в ходе процесса могут быть заменены на соответствующие испытания и выборку, предписанные в графике проверок соответствия качества при условии, что:
- проверка и контроль в ходе процесса выполняются под управлением назначенного представителя руководства (старший контролер);
- операции процесса и периоды хранения между проверкой в ходе процесса и завершением изготовления изделия, вероятно, не повлияют на проверяемые характеристики;
- данные, полученные при проверке в ходе процесса, взаимосвязаны с требованиями к конечному изделию и обеспечивают такой же уровень качества характеристик, какой предусмотрен в назначенном плане выборки и испытаниях изготовленного изделия.
Статистический контроль изготовленного изделия рекомендуется устанавливать до внедрения контроля в ходе процесса и параметров процесса. Тем не менее, некоторые требования к продукции предпочтительнее оценивать в процессе.
Требования к контролю в ходе процесса представлены в таблице 2, как факторы оценки риска. Код, составленный на основе приоритетов, показывает, каким образом будет применена выборка. Коды, представленные в таблице 6, могут использоваться для обсуждения требований между заказчиком и изготовителем.
Таблица 6 - Контроль процесса
Код | Приоритетность реализации |
С1 | Контроль в ходе процесса и/или параметров процесса, необходимая реализация |
С2 | Контроль в ходе процесса и/или параметров процесса, реализация наиболее высокого приоритета |
СЗ | Контроль в ходе процесса и/или параметров процесса, реализация второй очереди приоритетности |
С4 | Контроль в ходе процесса и/или параметров процесса, реализация третьей очереди приоритетности |
С5 | Периодическое лабораторное испытание (совместно с соответствующим контролем процесса или в ходе процесса для проверки взаимосвязи с критериями контроля и требованиями к изделию) |
10.5 Методы косвенных измерений
Когда это целесообразно, методами косвенных измерений допускается заменять методы прямых измерений при условии обеспечения необходимой точности и калибровки.
Пример - Вместо прямого измерения размеров допускается использовать датчики соответствующих характеристик.
В соответствующих случаях контроль параметров процесса может быть наиболее эффективным способом обеспечения соблюдения технических требований. В данном случае контроль параметров процесса может быть принят в качестве основного метода оценки качества целевых характеристик при условии проведения периодических проверок.
Пример - Процесс химической металлизации является основным способом обеспечения адгезии покрытия на выводах компонента; выполнение контроля процесса совместно с периодическими проверками изготовленного изделия, является предпочтительным методом проверки партий, предписанным в плане выборки.
Приложение А
(справочное)
Пример согласованного плана выборки для обеспечения трехуровневого соответствия требованиям МЭК 62326-4 многослойных печатных плат
В таблице А.1 представлены требования к качеству многослойных печатных плат в соответствии с МЭК 62326-4. Следует обратить внимание на то, что в столбцах "Требования к уровню качества" сокращение "ОТ" означает, что должны соблюдаться только общие требования. Сокращения и условия плана выборки см. в стандартах МЭК, представленных в приложении А.
Таблица А.1 - Требования к характеристикам
Код испы- | Характеристика | Общие требования | Требования по классу качества | Метод оценки | |||||
А | В | С | RMF | Образец для испытаний (МЭК 62326-4-1) | Номер испы- | Код контроля в ходе произ- | |||
V | Визуальный контроль | ||||||||
V1 | Соответствие | Рисунок, маркировка и покрытия материалов при визуальной проверке без увеличения должны соответствовать ТТЗ. Не должно быть видимых дефектов | ТТЗ | - | - | 6,5 | Изготов- | 3V04 | С4 |
- | ТТЗ | ТТЗ | 4,0 | ||||||
V2 | Внешний вид и качество изготовления | Платы должны быть изготовлены с тщательностью и с высоким качеством, с использованием правильных способов производства | ОТ | - | - | 6,5 | Изготов- | 3V04 | С4 |
- | ОТ | ОТ | 4,0 | ||||||
V3 | Сквозные металлизиро- | При визуальной проверке без увеличения сквозные металлизи- | ОТ | - | - | 4,0 | Изготов- | 3V04 | С4 |
- | ОТ | ОТ | 2,5 | ||||||
При визуальной проверке без увеличения число отверстий с дефектами метал- | 5% | - | - | 4,0 | С2 | ||||
- | 1% | нет | 2,5 | ||||||
Неметалли- | Общая площадь неметал- | 5% | - | - | 4,0 | С2 | |||
- | 2% | 2% | 2,5 | ||||||
Объем неметалли- | 15% | - | - | 4,0 | С2 | ||||
- | 10% | 5% | 2,5 | ||||||
V4 | Шлиф металли- | Сквозные металлизи- | - | ОТ | - | 1,5 | А или В (3 отверстия) | 3X09 | С1 |
- | - | ОТ | 1,0 | ||||||
V4.1 | Загрязнение смолой поверхности раздела | Наличие смолы между торцом внутреннего слоя и медной металлизацией не должно нарушать целостность электрической цепи или не должно превышать установленный процент от толщины меди внутреннего слоя на границах перехода (см. МЭК 62326-4, рисунок 1) | - | - | - | 2,5 | С1 | ||
Не более 30% | Не более 15% | - | 1,5 | ||||||
- | - | нет | 1,0 | ||||||
V4.2 | Кольцевые трещины металлизации медью | Не должно быть отслоения металлизации, превышающее указанный процент от длины окружности отверстия (см. МЭК 62326-4, рисунок 2). | ОТ | - | - | 2,5 | С1 | ||
- | ОТ | - | 1,5 | ||||||
- | - | ОТ | 1,0 | ||||||
V4.3 | Отслоение металлизации от стенок отверстия | Не должно быть отслоения металлизации, превышающее указанный процент от длины окружности отверстия (см. МЭК 62326-4, рисунок 2). | Не более 50% | - | - | 2,5 | С1 | ||
- | Не более 40% | - | 1,5 | ||||||
- | - | Не более 30% | 1,0 | ||||||
V4.4 | Разрывы в фольге | Разрывы в фольге недопустимы | ОТ | - | - | 2,5 | С1 | ||
- | ОТ | - | 1,5 | ||||||
- | - | ОТ | 1,0 | ||||||
V5 | Проводники | ||||||||
V5.1 | Наружные проводники | Проводники должны быть четкими, без разрывов. Не должно быть трещин и обрывов. Допускаются дефекты, такие, как протравы, раковины и неровности краев, при условии, что ширина проводника и площадь контактных площадок уменьшается не более заданного процента (см. МЭК 62326-4, рисунок 3) | Не | - | - | 4,0 | Изгото- | 3V02 | СЗ |
- | Не | Не | 2,5 | ||||||
Если имеется, защитное металлическое покрытие должно быть сплошным, без дефектов. Допускается не более 5% отдельных непокрытых участков точечных проколов несмоченные и десмоченные области. | ОТ | - | - | 6,5 | Изгото- | С1 | |||
V5.2 | Внутренние проводники | Не должно быть трещин и разрывов. Допускаются дефекты, такие, как протравы и неровности краев, при условии, что ширина проводника уменьшается согласно установленному требованию не более, чем на указанный процент (см. МЭК 62326-4, рисунок 3) | Не более 30% (размером до 10 мм) | - | - | 4,0 | Изгото- | СЗ | |
Примечания | - | Не более 20% (размером до 5 мм) | Не более 10% (размером до 3 мм) | ||||||
V6 | Посторонние включения между проводниками | ||||||||
V6.1 | Наружные проводники | Отдельные частицы металла допускаются при условии, что расстояние между проводниками уменьшается не более, чем на указанную величину или меньше расстояний зазоров, допустимых на величину для поддержания напряжения в цепях с учетом подтравливания проводника, неровностей краев, выступов, конфигурации и т.п. (см. МЭК 62326-4, рисунок 3) | Не более 30% | - | - | 4,0 | Изгото- | 3V02 | СЗ |
V6.2 | Внутренние проводники | Отдельные частицы металла допускаются при условии, что расстояние между проводниками уменьшается не более, чем на указанную величину или меньше расстояний зазоров, допустимых для поддержания напряжения в цепях с учетом подтравливания проводника, неровностей краев, выступов и т.п. (см. рисунок 3) | Не более |
|
| 4,0 | Изгото- | СЗ | |
Примечания | |||||||||
V7 | Неудаляемое полимерное покрытие (включая защитную паяльную маску) | Полимерное покрытие должно соответствовать ТТЗ, приведенным ниже. Образцы D должны иметь разрыв в покрытии. Образцы G и N должны быть покрыты полностью. Не должно быть видимых дефектов. | ТТЗ | - | - | 4,0 | Изгото- | 3V01 | С4 |
Если в ТТЗ указано, что полимерное покрытие используется в качестве изоляции, все элементы платы должны быть покрыты полностью | ТТЗ | - | - | 2,5 | СЗ | ||||
Допускаются дефекты полимерного покрытия такие, как сквозные поры, небольшие участки без покрытия, царапины и т.д. | ОТ | - | - | 4,0 | СЗ | ||||
Полимерные покрытия, используемые в качестве защитной паяльной маски, должны покрывать верхнюю поверхность проводящего рисунка проводника и практически не должны иметь сквозных проколов. Должен быть покрыт, по меньшей мере, один или два края смежных проводников | ОТ | - | - | 4,0 | СЗ | ||||
Края печатной платы и области вблизи пазов, канавок и т.д. не должны иметь полимерного покрытия (как указано на контрольном чертеже, когда используется готовая плата) | ОТ | - | - | 4,0 | Изготов- ленная ПП или ИП | 3V01 | СЗ | ||
Все области проводящего рисунка, | ОТ | - | - | 4,0 | 3V02 | С2 | |||
D | КОНТРОЛЬ РАЗМЕРОВ | ||||||||
D1 | Размеры платы (внешние границы) | Размеры должны соответствовать ТТЗ | ТТЗ | - | - | 4,0 | Изготов- | 3D04 | С4 |
- | ТТЗ | ТТЗ | 2,5 | ||||||
D2 | Толщина печатных плат в области концевых печатных контактов | Толщина платы с учетом концевых печатных контактов должна соответствовать ТТЗ | ТТЗ | - | - | 4,0 | Области концевых печатных контактов ПП | 3D04 | С4 |
- | ТТЗ | ТТЗ | 2,5 | ||||||
D3 | Отверстия (см. также D8) | ||||||||
D3.1 | Диаметр | Диаметры технологических отверстий, крепежных и монтажных отверстий должны соответствовать ТТЗ | ТТЗ | - | - | 4,0 | Изготов- | 3D04 | С2 |
- | ТТЗ | ТТЗ | 2,5 | ||||||
D3.2 | Толщина металлизации | Толщина металлизации должна быть не менее 20 мкм. | ТТЗ | - | - | 4,0 | А или В (3 отверстия) | 3X09 | С1 |
- | ТТЗ | ТТЗ | 2,5 | ||||||
D4 | Пазы, вырезы и канавки | Размеры пазов, вырезов и канавок | ТТЗ | - | - | 4,0 | Изготов- | 3D04 | СЗ |
- | ТТЗ | ТТЗ | 2,5 | ||||||
D5 | Ширина проводника | ||||||||
D5.1 | Наружный слой | Ширина должна соответствовать допускам проводников, указанным в ТТЗ | ТТЗ | - | - | 4,0 | Изготов- | 3D01 | С2 |
D5.2 | Внутренний слой | Ширина должна соответствовать заявленным допускам проводников, указанным | ТТЗ | - | - | 4,0 | Изготов- | 3D01 | С2 |
Примечания | |||||||||
D6 | Расстояние между проводниками | ||||||||
D6.1 | Наружный слой | Расстояние должно соответствовать расстоянию, указанному в ТТЗ | ТТЗ | - | - | 4,0 | Изготов- | 3D01 | СЗ |
D6.2 | Внутренний слой | Расстояние должно соответствовать указанному в ТТЗ | ТТЗ | - | - | 4,0 | Изгото- | 3D01 | СЗ |
D7 | Совмещение отверстий и проводящего рисунка | Не должно быть разрывов проводящего рисунка в слоях и в отверстиях (выходов отверстий за край контактной площадки) на стыке контактной площадки и проводника сверх количества, заданного ниже. Это относится как к внутренним, так и к внешним слоям (см. МЭК 62326-4, рисунки 4-6) | Изгото- | 3D01 | |||||
D7.1 | Совмещение контактных площадок наружного слоя и металли- | Должно соответствовать указанным требованиям | С1 | ||||||
Минимальная ширина W | На прово- | - | - | 4,0 | |||||
- | W | W | 2,5 | ||||||
Минимальная ширина W | - | Выход | W | 2,5 | |||||
D7.2 | Совмещение наружного проводящего рисунка и неметал- | Должны выполняться указанные требования | Выход отвер- | - | - | 4,0 | С1 | ||
- | Выход отверстия и подре- | Выход отверстия не допус- | 2,5 | ||||||
D7.3 | Совмещение рисунка внутренних слоев и металлизированных отверстий | Должны выполняться указанные требования | |||||||
Минимальная ширина W | W | - | - | 2,5 | 1 образец А или В (3 отверстия) и/или образец R для электри- | 3X09 | С1 | ||
- | W | - | 1,5 | ||||||
- | - | W | 1,0 | ||||||
D7.3 | Минимальная ширина W | Выход | - | - | 2,5 | С1 | |||
- | Выход | - | 1,5 | ||||||
- | - | W | 1,0 | ||||||
D7.4 | Отверстия без контактных площадок | Испытание на стадии обсуждения | |||||||
D8 | Точность позици- | ||||||||
D8.1 | Расположение контактных площадок и отверстий относительно исходных данных | Положение всех отверстий должно полностью соответствовать требованиям, указанным в ТТЗ | ОТ | - | - | 4,0 | Изгото- | 3D04 | СЗ |
- | ОТ | ОТ | 2,5 | ||||||
D8.2 | Позиционный допуск центров отверстий относительно исходных данных | Центры отверстий должны находиться внутри поля допуска, определенного в ТТЗ | ОТ | - | - | 4,0 | Изгото- | 3D04 | С2 |
- | ОТ | ОТ | 2,5 | ||||||
D9 | Неудаляемое полимерное | ||||||||
D9.1 | Размеры | Размеры рисунка полимерного покрытия должны соответствовать ТТЗ | ОТ | - | - | 4,0 | Изготов- | 3D01 | СЗ |
- | ОТ | ОТ | 2,5 | ||||||
D9.2 | Толщина полимерного покрытия | Толщина должна соответствовать ТТЗ | ОТ | - | - | 4,0 | Изготов- | 3D04 | СЗ |
- | ОТ | ОТ | 2,5 | ||||||
Примечание - Толщина должна | ОТ | - | - | 4,0 | Один раз на | 3X09 | СЗ | ||
- | ОТ | ОТ | 2,5 | ||||||
D10 | Плоскост- | Изгиб и скручивание не должны превы- | 1,5% | - | - | 4,0 | Изготов- | 3М04 | СЗ |
- | 1% | 0,5% | 2,5 | ||||||
S | КОНТРОЛЬ КАЧЕСТВА ПОВЕРХ- | ||||||||
S1 | Финишная металлизация | ||||||||
S1.1 | Адгезия металлического покрытия, метод с использованием ленты | После снятия с проводника не должно быть признаков адгезии металлизации к ленте | ОТ | - | - | 6,5 | N | 3X01 | СЗ |
Примечание - Образец N испытывают до оплавления | - | ОТ | - | 4,0 | |||||
- | - | ОТ | 2,5 | ||||||
Адгезия металлического | Не должно быть признаков вздутия и отделения металлизации | ОТ | - | - | 6,5 | Область | 3X02 | СЗ | |
- | ОТ | - | 4,0 | ||||||
- | - | ОТ | 2,5 | ||||||
S1.2 | Толщина металлизации (область контактов) | Толщина должна соответствовать ТТЗ | ОТ | - | - | 6,5 | Область концевых контактов ПП | 3X06 | СЗ |
- | ОТ | - | 4,0 | ||||||
- | - | ОТ | 2,5 | ||||||
S1.3 | Толщина металлизации (кроме областей контакта) | Толщина должна соответствовать ТТЗ | ОТ | - | - | 6,5 | N | 3X06 | СЗ |
- | ОТ | - | 4,0 | ||||||
- | - | ОТ | 2,5 | ||||||
S1.4 | Пористость покрытия, выдержка в газе | Общее число пор не должно превышать величины фактической области контакта. Максимальное число пор на один контакт равно двум. Процент контактов с двумя порами не должен превышать указанное число | - | 40% | - | 4,0 | N | 3X03 | СЗ |
- | - | 20% | 2,5 | ||||||
S1.4 | Пористость покрытия, | Общее число пор не должно превышать величины фактических контактных | - | 40% | - | 4,0 | N | 3X04 | СЗ |
- | - | 20% | 2,5 | ||||||
S2 | Адгезия полимерного покрытия, метод испытания | Потеря адгезии не должна превышать | G | 3X01 | |||||
- на меди | 10% | - | - | 6,5 | С2 | ||||
- | 5% | - | 4,0 | ||||||
- | - | 0% | 2,5 | ||||||
- на золоте или никеле | 25% | - | - | 6,5 | С2 | ||||
- | 10% | - | 4,0 | ||||||
- | - | 5% | 2,5 | ||||||
- на слоистом материале основания | 10% | - | - | 6,5 | С2 | ||||
- | 5% | - | 4,0 | ||||||
- | - | 0% | 2,5 | ||||||
- на плавких металлах (осажденный олово-свинец, оплавленный олово-свинец и т.д.) | 50% | - | - | 6,5 | С2 | ||||
- | 25% | - | 4,0 | ||||||
- | - | 10% | 2,5 | ||||||
S3 | Паяемость | Примечание - При проведении иcпытания проводящая поверхность платы и внутренние поверхности отверстий должны | |||||||
Примечание - При проведении испытания проводящая поверхность платы и внутренние поверхности отверстий должны быть надлежащим образом облужены | |||||||||
При испытании изготовленных плат рекомендуется проводить испытания только тех отверстий, которые не имеют соединений с внутренними слоями, во избежание интенсивного отвода тепла, что влияет на интерпретацию результатов | |||||||||
S3.1 | Использование неактивного флюса, по согласованию между заказчиком и изготовителем | Примечания | - | - | - | М и S | 3X07 | ||
Состояние готовое к поставке | Смачивание: образец должен смачиваться в течение 3 с. Если для сохранения способности к смачиванию используется временное защитное покрытие, образец должен смачиваться в течение 4 с | - | - | ОТ | 2,5 | С1 | |||
Десмачивание: образец контактирует с расплавленным припоем в течение 5-6 с и не смачивается | - | - | ОТ | 2,5 | С1 | ||||
S3.1 | После ускоренного старения | Смачивание: образец должен смачиваться в течение 4 с | - | - | ОТ | 2,5 | С1 | ||
Десмачивание: Образец контактирует с расплавленным припоем в течение 5-6 с и не смачивается | - | - | ОТ | 2,5 | С1 | ||||
Использование неактивного флюса, по согласованию между заказчиком и изготовителем | Примечания | М и S | 3X07 | ||||||
Состояние готовое к поставке | Смачивание: Образец должен смачиваться в течение 3 с. Если для сохранения способности к смачиванию используется временное защитное покрытие, образец должен смачиваться в течение 4 с | - | - | ОТ | 2,5 | С1 | |||
Десмачивание: образец контактирует с расплавленным припоем в течение 5-6 с и не смачивается | - | - | ОТ | 2,5 | С1 | ||||
После ускоренного старения | Смачивание: образец должен смачиваться в течение 4 с | - | - | ОТ | 2,5 | С1 | |||
Десмачивание: образец контактирует с расплавленным припоем в течение 5-6 с и не смачивается | - | - | ОТ | 2,5 | С1 | ||||
S3.2 | Использование активиро- | Примечания | |||||||
Состояние готовое к поставке и после ускоренного старения | Для плат с паяемым (временным) защитным покрытием и без покрытия | ||||||||
Смачивание: образец должен смачиваться в течение 3 с | ОТ | - | - | 6,5 | ОТ | ||||
- | ОТ | - | 4,0 | ||||||
Десмачивание: образец контактирует с расплавленным припоем в течение 5-6 с и не смачивается | ОТ | - | - | 6,5 | С1 | ||||
- | ОТ | - | 4,0 | ||||||
S4 | Стойкость к воздействию чистящих веществ и флюса | ||||||||
S4.1 | Постоянное полимерное покрытие | Недопустимы следующие дефекты: | - | ОТ | - | 4,0 | Изготов- | ЗС04 | С4 |
S4.2 | Маркировка | Критерии приемки: | - | ОТ | - | 4,0 | Изгото- | ЗС04 | С4 |
S5 | Монтажное поле | Испытание на стадии обсуждения | |||||||
S6 | Чистота | Испытание на стадии обсуждения | |||||||
Е | ЭЛЕКТРИ- | ||||||||
Е1 | Электрическая целостность | ||||||||
Е1.1 | Целостность цепи | Электрическое сопротивление проводников и цепей не должно быть более указанного в ТТЗ | ОТ | ОТ | ОТ | Все | Изгото- | 3Е02 | С4 |
Е1.2 | Сопротивление изоляции | Требования, указанные в ТТЗ. Если используется 220 В, напряжение прилагается в течение, как минимум, 5 с (ручное тестирование) или удвоенное номинальное напряжение. Сопротивление между рисунками схемных соединений не должно превышать указанного в ТТЗ значения. Минимально допустимый испытательный ток составляет 1 мА. | ОТ | ОТ | ОТ | Все | Изгото- | 3Е01 | С4 |
Е2 | Токовая нагрузка | Должны быть испытаны не менее пяти сквозных металли- | - | ОТ | - | 2 | 2 образца Н | 3Е14 | С5 |
Е2 | Металлизация в отверстиях должна выдерживать ток, указанный в МЭК 61189-3, без прожогов (расплавления) и без перегрева, вызывающего изменение цвета. Проводники не должны прожигаться и не должно быть перегрева, вызывающего изменение цвета | ОТ | 2 в месяц | ||||||
ЕЗ | Электрическая прочность | Пробой диэлектрика не допускается | - | ОТ | - | 2 | Н | 3Е09 | С5 |
- | - | ОТ | 2 в | ||||||
Е4 | Стабильность электри- | Во время кондицио- | - | При 10 циклах увели- | - | 2 | D | 3Е08 | С5 |
Примечание - Должно быть определено максимально допустимое увеличение электрического сопротивления в процентах во время погружений в ванну с маслом с температурой 260°С | - | - | При 30 циклах увели- | 2 в | |||||
Е5 | Сопротив- | Примечание - Сопротивление изоляции должно измеряться перед кондиционированием, после кондиционирования и при повышенной температуре в соответствии с ТТЗ | |||||||
Е5.1 | Измерение при стандартных атмосферных условиях | Предварительное кондицио- | |||||||
Е5.1 | Наружные слои, МОм | - | Не менее 500 | Не менее 500 | 2 в | 2 образца Е | 3Е0З | С5 | |
Внутренние слои, МОм | - | Не менее 500 | Не менее 500 | 2 из партии (класс С) | 2 образца Е | 3Е04 | |||
Между слоями, МОм | - | Не менее 500 | Не менее 500 | 2 образца Е | 3Е05 | ||||
Е5.2 | Измерение после кондиционирования | Кондиционирование в соответствии с МЭК 60068-2-3, испытание Са: Влажное тепло, стабильное состояние или МЭК 60068-2-38: испытание Z/AD: испытание на комбинированное термоциклирование температура/ | - | 10 | 21 | ||||
Е5.2 | Наружные слои, МОм | - | Не менее 500 | Не менее 500 | 2 в | 2 | 3Е0З | С5 | |
Внутренние слои, МОм | - | Не менее 500 | Не менее 500 | 2 из партии | 2 | 3Е04 | |||
Между слоями, МОм | - | Не менее 500 | Не менее 500 | 2 в | 2 | 3Е05 | |||
Е5.3 | Измерение при повышенной температуре | Примечание - В ТТЗ должны быть определены температура и время выдержки в камере | |||||||
Е5.3 | Наружные слои, МОм | - | Не менее 100 | Не менее 500 | 2 в | 2 | 3Е03 | С5 | |
Внутренние слои, МОм | - | Не менее 100 | Не менее 500 | 2 из партии (класс С) | 3Е04 | ||||
Между слоями, МОм | - | Не менее 100 | Не менее 500 | 3Е05 | |||||
Е6 | Волновое сопротивление | Испытание на стадии обсуждения | |||||||
Р | ФИЗИЧЕСКИЕ ИСПЫТАНИЯ | ||||||||
Р1 | Прочность на отслаивание | Примечание - Только для прессованной фольги | |||||||
Р1.1 | Измерение при стандартных атмосферных условиях | Прочность на отслаивание должна быть не менее указанной величины | - | - | Не менее 22 Н на 25 мм | 2 образца N | 3М01 | С1 | |
Р1.2 | Измерение при повышенной температуре | Испытание на стадии обсуждения | - | - | - | ||||
Р2 | Прочность на вырыв металлизации отверстий без контактных площадок | Прочность на вырыв после пяти операций пайки должна быть не менее величины, указанной в ТТЗ | - | Не | - | 4,0 | Изготов- | 3М03 | С1 |
Примечания | - | - | Не менее 16 Н | 2,5 | |||||
РЗ | Прочность на отрыв контактных площадок поверх- | Испытание на стадии обсуждения | |||||||
Р4 | Твердость неудаляемого покрытия | При определении твердости графитом (карандашом) покрытие не должно быть повреждено. | 2 В | F | 2 Н | 4,0 | Изготов- | Тест 2 по МЭК 661249-3-3 | С2 |
Y | ОБЩИЕ ИСПЫТАНИЯ | ||||||||
Y1 | Расслоение, термоудар | Не должно быть видимого вздутия и расслоения. | - | ОТ | - | 4,0 | Образец S | 3X08 | С5 |
Примечания | - | - | ОТ | 2,5 | |||||
Y2 | Воспламе- | Используемые материалы должны соответствовать классу горючести материала основания в соответствии с ТТЗ | ОТ | ОТ | ОТ | 6,5 | 2 изгото- | 3С01 | С5 |
Y3 | Тангенс угла диэлектри- | Испытание на стадии обсуждения | |||||||
Y4 | Металли- | После кондиционирования в соответствии с испытанием 3N02C должны выполняться требования, указанные в коде испытания V4 | |||||||
| |||||||||
Приложение В
(справочное)
Пример согласованного плана выборки
Примечание - Дополнительную информацию см. также в МЭК 61249-2-34:2009, раздел 8 и подраздел 7.1.
В.1 Обеспечение качества
В.1.1 Системы обеспечения качества
С целью обеспечения проверок соответствия качества изготовитель должен иметь систему контроля качества, соответствующую требованиям ИСО 9000 или аналогичного стандарта. С целью учета воздействия на окружающую среду изготовитель должен иметь систему контроля экологических аспектов, соответствующую ИСО 14001 или аналогичному стандарту.
ИСО 14001 нет в нормативных ссылках.
В.1.2 Ответственность за проведение проверок
Изготовитель несет ответственность за проведение всех проверок произведенных материалов. Заказчик или специально назначенная третья сторона может проводить аудит этих проверок.
В.1.3 Квалификационный контроль
Изделия из слоистых материалов, поставляемые согласно настоящему стандарту, должны проходить квалификационный контроль. Квалификационный контроль должен выполняться для подтверждения способности изготовителя соблюдать требования настоящего стандарта. Квалификационный контроль должен проводиться в лаборатории в соответствии с лабораторными требованиями МЭК. Перечень квалификационных испытаний в нормальных условиях представлен в таблице В.1. Изготовитель должен сохранять файл данных, подтверждающих соответствие материалов требованиям настоящего стандарта; эти данные должны предоставляться для анализа по первому требованию.
В.1.4 Проверка соответствия качества
Изготовитель должен выполнять план контроля качества с целью обеспечения соответствия изделия требованиям настоящего стандарта. В данном плане контроля качества, в соответствующих случаях, должны использоваться статистические методы, а не проверки производственных партий. На основе этого плана контроля качества изготовитель должен определить периодичность испытаний для обеспечения соответствия качества изделий. Если план контроля качества или подтверждающие данные отсутствуют, режим проверок должен соответствовать таблице В.1.
Таблица В.1 - Руководство по проведению квалификационной проверки и проверки соответствия
Параметр | Метод проверки МЭК 61189-2 | Квалифика- | Проверка | Периодичность проверок соответствия техническим требованиям |
Прочность на отслаивание фольги после термического удара | 2М14 | Да | Да | Партия |
Прочность на отслаивание фольги при 125°С | 2М15 | Да | Да | Ежеквартально |
Прочность на отслаивание фольги после воздействия паров растворителя | 2М06 | Да | Да | Ежеквартально |
Прочность на отслаивание фольги после имитации металлизации | 2М16 | Да | Нет | |
Прочность на отрыв контактной площадки | 2М05 | Да | Нет | |
Стабильность размеров тонких материалов | 2X02 | Да | Да | Ежемесячно |
Прочность на изгиб | 2М20 | Да | Да | Ежегодно |
Горючесть | 2С06 | Да | Да | Ежемесячно |
Образование вздутий в результате термоудара, без травления | 2С05 | Да | Да | Партия |
Способность к пайке | 2МХХ | Да | Нет | |
Температура стеклования | 2М10 и 2М11 | Да | Да | Ежемесячно |
Фактор термоотверждения | 2М03 | Да | Да | Ежемесячно |
Диэлектрическая проницаемость при 1 мГц, состояние готового изделия | 2Е10 | Да | Да | Ежемесячно |
Коэффициент диссипации при 1 мГц, состояние готового изделия | 2Е10 | Да | Да | Ежемесячно |
Поверхностное сопротивление после влажного тепла или восстановления | 2Е03 | Да | Да | Ежегодно |
Объемное сопротивление после влажного тепла или восстановления | 2Е04 | Да | Да | Ежегодно |
Дугостойкость | 2Е14 | Да | Да | Ежегодно |
Пробой диэлектрика | 2Е15 | Да | Да | Ежеквартально |
Электрическая прочность | 2Е11 | Да | Да | Ежеквартально |
Водопоглощение | 2N02 | Да | Да | Ежеквартально |
Изгиб и скручивание | 2М01 | Да | Да | Партия |
Волнистость поверхности | 2М12 | Да | Нет | |
Внешний вид диэлектрического материала основания | См. статью В.2 | Да | Да | Партия |
| ||||
Сочетание нижеследующих приемов может быть использовано, чтобы показать обоснованность снижения частоты проверок:
- контроль параметров процесса;
- проверки в ходе процесса;
- периодически проводимые окончательные проверки;
- окончательная проверка партии.
Данные, подтверждающие обоснованность снижения частоты проверок, должны предоставляться для анализа по первому требованию.
В.1.5 Сертификат соответствия
По требованию заказчика изготовитель должен предоставить сертификат соответствия требованиям настоящего стандарта в электронном или бумажном формате.
В.1.6 Паспорт безопасности
Изделия, произведенные и поставленные в соответствии с настоящим стандартом, должны иметь паспорт безопасности, соответствующий ИСО 11014.
В.2 Внешний вид диэлектрического материала основания
Протравленный образец подлежит проверке на предмет отсутствия каких-либо загрязнений диэлектрического материала, сверх представленных ниже. Панели должны проверяться с помощью оптических устройств, обеспечивающих увеличение не менее 4.
Контрольная проверка должна проводиться при увеличении 10. Освещение при проверке должно соответствовать проверяемому материалу либо требованиям, согласованным между заказчиком и изготовителем.
Допускаются поверхностные и внутренние неоднородности (например, нарушение текстуры, недостаток смолы, раковины и инородные включения), если такие неоднородности отвечают следующим требованиям:
- волокна армирования не имеют обрывов и не обнажены;
- инородные включения не являются электропроводящими;
- неоднородности не увеличиваются в результате термоудара;
- инородные включения являются светопроницаемыми;
- длина непрозрачных инородных волокон не превышает 15 мм, а их среднее число не более 1 на площади 300 мм х 300 мм;
- длина непрозрачных инородных включений, за исключением волокон, не превышает 0,50 мм, при этом непрозрачные инородные включения, длина которых не превышает 0,15 мм, не учитываются; среднее число непрозрачных инородных включений длиной от 0,15 до 0,50 мм должно быть не более двух на площади 300 мм х 300 мм;
- раковины (внутренние или поверхностные) не должны иметь размер более 0,075 мм и в круге диаметром 3,5 мм их не должно быть более 3.
Приложение С
(справочное)
Зависимости и значения рабочих характеристик
В таблицах и графиках ниже представлены операционные зависимости одноступенчатого плана выборки с приемочным числом, равным нулю. Размер выборки указан в каждой из таблиц и соотносится с характеристиками в зависимости от размера партии, представленной для проверки. Объемы партий указаны в таблице С.1.
Таблица С.1 - Объем партий
а) Объем партии от 2 до 8 | h) Объем партии от 281 до 500 |
b) Объем партии от 9 до 15 | j) Объем партии от 501 до 1200 |
с) Объем партии от 16 до 25 | k) Объем партии от 1201 до 3200 |
d) Объем партии от 26 до 50 | I) Объем партии от 3201 до 10000 |
е) Объем партии от 51 до 90 | m) Объем партии от 10001 до 35000 |
f) Объем партии от 91 до 150 | n) Объем партии от 35001 до 150000 |
g) Объем партии от 151 до 280 | р) Объем партии от 150001 до 500000 |
В некоторых случаях для небольших партий при AQL, равном 1,5 и ниже, желательно использование таблиц специальных планов выборки. При AQL более 1,2 для небольших объемов партий лучше использовать основные таблицы с=0. Любые планы, разработанные для использования с AQL менее 0,25, как правило, считаются ненадежными.
ДПДП для небольших объемов партий нацелен на диапазон самых крупных объемов партий, в рамках которого представлен постоянный объем выборки. Например (см. таблицу с=0), для таблиц с AQL = 1,0 в диапазоне размера партии от 91 до 150 для 0,65 используется 13, а в диапазоне от 151 до 280 - 20. Другими словами, более мелкие партии, представленные в таблице С.2, в основном имеют один и тот же ДПДП в качестве целевого ДПДП.
На рисунках С.1-С.14 представлены характеристики и вероятность приемки для различных объемов выборки.
Таблица С.2 - Характеристики небольших партий
Объем партии | 0,25 | 0,4 | 0,65 | 1,0 | 1,5 |
от 5 до 10 | 8 | 5 | |||
от 11 до 15 | 11 | 8 | 5 | ||
от 16 до 20 | 16 | 12 | 9 | 6 | |
от 21 до 25 | 22 | 17 | 13 | 10 | 6 |
от 26 до 30 | 25 | 17 | 13 | 10 | 6 |
от 31 до 35 | 28 | 23 | 18 | 12 | 8 |
| |||||
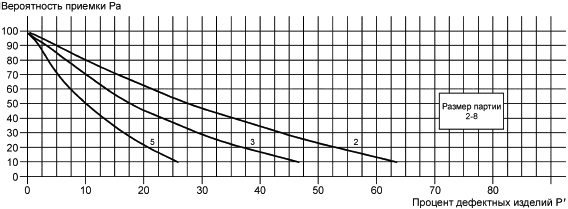
Объем выборки | Вероятность приемки | ||||||
0,10 | 0,25 | 0,50 | 0,75 | 0,90 | 0,95 | 0,99 | |
2 | 63,7 | 46,9 | 27,5 | 12,5 | 5,00 | 2,50 | 0,50 |
3 | 46,7 | 32,5 | 18,3 | 8,33 | 3,33 | 1,67 | 0,33 |
5 | 26,0 | 18,3 | 10,0 | 5,00 | 2,00 | 1,00 | 0,20 |
Рисунок С.1 - Объем партии от 2 до 8
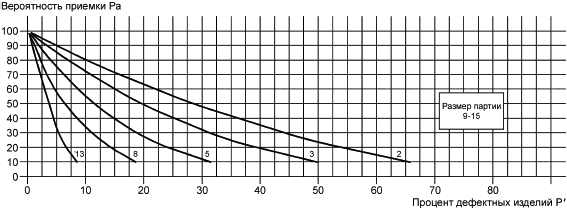
Объем выборки | Вероятность приемки | ||||||
0,10 | 0,25 | 0,50 | 0,75 | 0,90 | 0,95 | 0,99 | |
2 | 66,0 | 48,3 | 28,3 | 12,9 | 5,00 | 2,50 | 0,50 |
3 | 50,0 | 34,5 | 19,2 | 8,61 | 3,33 | 1,67 | 0,33 |
5 | 31,8 | 20,8 | 11,3 | 5,00 | 2,00 | 1,00 | 0,20 |
8 | 18,7 | 12,1 | 6,25 | 3,13 | 1,25 | 0,62 | 0,12 |
13 | 8,46 | 5,77 | 3,85 | 1,92 | 0,76 | 0,38 | 0,07 |
Рисунок С.2 - Объем партии от 9 до 15
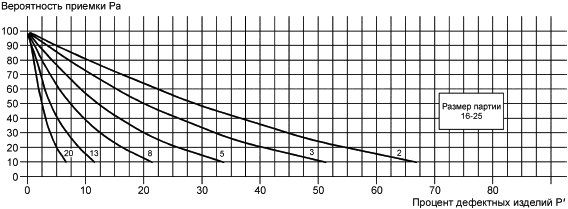
Объем выборки | Вероятность приемки | ||||||
0,10 | 0,25 | 0,50 | 0,75 | 0,90 | 0,95 | 0,99 | |
2 | 67,0 | 49,0 | 28,7 | 13,1 | 5,04 | 2,50 | 0,50 |
3 | 51,4 | 35,5 | 19,8 | 8,80 | 3,33 | 1,67 | 0,33 |
5 | 33,9 | 22,3 | 11,9 | 5,20 | 2,00 | 1,00 | 0,20 |
8 | 21,4 | 13,7 | 7,18 | 3,13 | 1,25 | 0,62 | 0,12 |
13 | 11,9 | 7,54 | 3,85 | 1,92 | 0,76 | 0,38 | 0,07 |
20 | 6,40 | 3,75 | 2,50 | 1,25 | 0,50 | 0,25 | 0,05 |
Рисунок С.З - Объем партии от 16 до 25
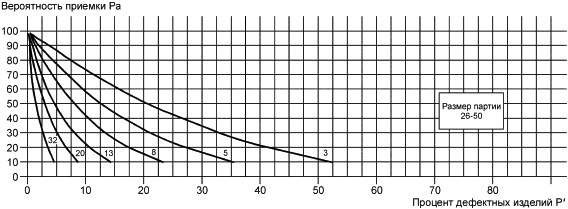
Объем выборки | Вероятность приемки | ||||||
0,10 | 0,25 | 0,50 | 0,75 | 0,90 | 0,95 | 0,99 | |
3 | 52,5 | 36,3 | 20,2 | 8,97 | 3,39 | 1,67 | 0,33 |
5 | 35,4 | 23,2 | 12,4 | 5,38 | 2,00 | 1,00 | 0,20 |
8 | 23,2 | 14,8 | 7,72 | 3,31 | 1,25 | 0,62 | 0,12 |
13 | 14,2 | 8,91 | 4,59 | 1,92 | 0,75 | 0,38 | 0,07 |
20 | 8,73 | 5,42 | 2,82 | 1,25 | 0,50 | 0,25 | 0,05 |
32 | 4,60 | 2,94 | 1,56 | 0,78 | 0,31 | 0,15 | 0,03 |
Рисунок С.4 - Объем партии от 26 до 50
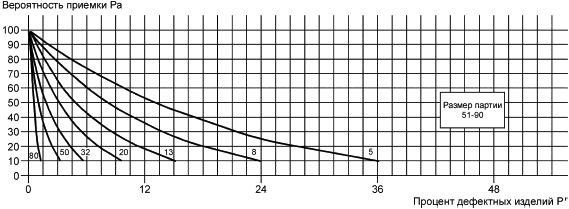
Объем выборки | Вероятность приемки | ||||||
0,10 | 0,25 | 0,50 | 0,75 | 0,90 | 0,95 | 0,99 | |
5 | 36,1 | 23,7 | 12,7 | 5,47 | 2,04 | 1,00 | 0,19 |
8 | 24,0 | 15,3 | 7,98 | 3,39 | 1,26 | 0,62 | 0,12 |
13 | 15,1 | 9,44 | 4,86 | 2,05 | 0,76 | 0,38 | 0,07 |
20 | 9,70 | 5,99 | 3,06 | 1,29 | 0,49 | 0,25 | 0,50 |
32 | 5,68 | 3,48 | 1,80 | 0,78 | 0,31 | 0,15 | 0,03 |
50 | 3,17 | 1,98 | 1,00 | 0,50 | 0,20 | 0,10 | 0,02 |
80 | 1,23 | 0,93 | 0,62 | 0,31 | 0,12 | 0,06 | 0,01 |
Рисунок С.5 - Объем партии от 51 до 90
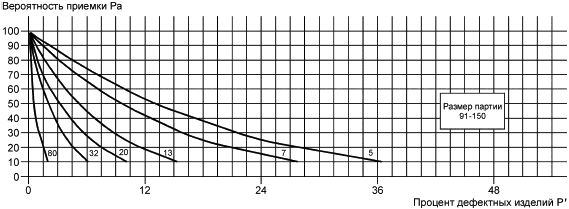
Объем выборки | Вероятность приемки | ||||||
0,10 | 0,25 | 0,50 | 0,75 | 0,90 | 0,95 | 0,99 | |
5 | 36,4 | 23,9 | 12,8 | 5,52 | 2,06 | 1,01 | 0,19 |
7 | 27,5 | 17,6 | 9,24 | 3,95 | 1,47 | 0,71 | 0,14 |
13 | 15,6 | 9,71 | 4,99 | 2,10 | 0,77 | 0,38 | 0,07 |
20 | 10,2 | 6,27 | 3,19 | 1,34 | 0,49 | 0,24 | 0,05 |
32 | 6,21 | 3,80 | 1,92 | 0,81 | 0,31 | 0,15 | 0,03 |
80 | 2,0 | 1,24 | 0,62 | 0,31 | 0,12 | 0,06 | 0,01 |
Рисунок С.6 - Объем партии от 91 до 150
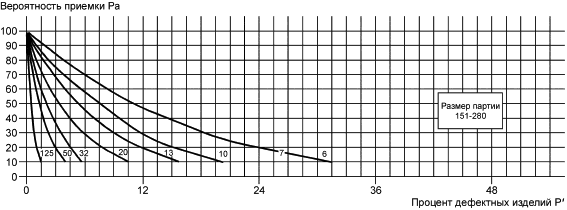
Объем выборки | Вероятность приемки | ||||||
0,10 | 0,25 | 0,50 | 0,75 | 0,90 | 0,95 | 0,99 | |
6 | 31,6 | 20,4 | 10,8 | 4,64 | 1,72 | 0,84 | 0,16 |
10 | 20,2 | 12,7 | 6,59 | 2,79 | 1,03 | 0,50 | 0,09 |
13 | 15,9 | 9,90 | 5,08 | 2,14 | 0,79 | 0,38 | 0,07 |
20 | 10,5 | 6,47 | 3,29 | 1,38 | 0,51 | 0,24 | 0,05 |
32 | 6,55 | 4,00 | 2,03 | 0,84 | 0,31 | 0,15 | 0,03 |
50 | 4,10 | 2,49 | 1,26 | 0,53 | 0,19 | 0,09 | 0,02 |
125 | 1,39 | 0,85 | 0,43 | 0,20 | 0,08 | 0,04 | 0,00 |
Рисунок С.7 - Объем партии от 151 до 280
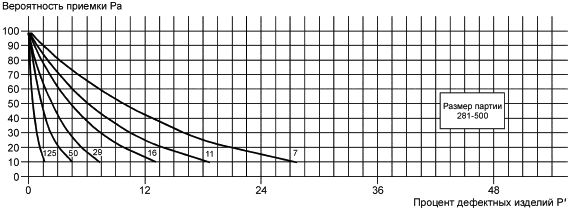
Объем выборки | Вероятность приемки | ||||||
0,10 | 0,25 | 0,50 | 0,75 | 0,90 | 0,95 | 0,99 | |
7 | 27,8 | 17,8 | 9,36 | 4,00 | 1,48 | 0,72 | 0,14 |
11 | 18,7 | 11,7 | 6,04 | 2,55 | 0,94 | 0,46 | 0,09 |
16 | 13,2 | 8,17 | 4,17 | 1,76 | 0,64 | 0,31 | 0,06 |
29 | 7,41 | 4,54 | 2,30 | 0,95 | 0,35 | 0,17 | 0,03 |
50 | 4,28 | 2,60 | 1,31 | 0,54 | 0,20 | 0,10 | 0,02 |
125 | 1,59 | 0,96 | 0,48 | 0,20 | 0,08 | 0,04 | 0,00 |
Рисунок С.8 - Объем партии от 281 до 500
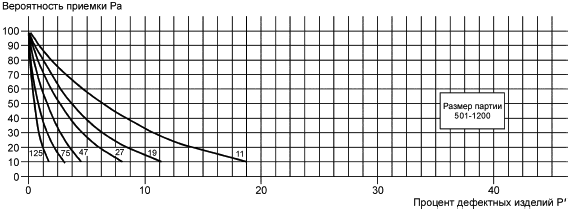
Объем выборки | Вероятность приемки | ||||||
0,10 | 0,25 | 0,50 | 0,75 | 0,90 | 0,95 | 0,99 | |
11 | 18,8 | 11,8 | 6,07 | 2,57 | 0,94 | 0,46 | 0,09 |
19 | 11,3 | 6,98 | 3,55 | 1,49 | 0,54 | 0,26 | 0,05 |
27 | 8,08 | 4,95 | 2,51 | 1,05 | 0,38 | 0,18 | 0,03 |
47 | 4,69 | 2,85 | 1,44 | 0,59 | 0,21 | 0,10 | 0,02 |
75 | 2,93 | 1,77 | 0,89 | 0,37 | 0,13 | 0,06 | 0,01 |
125 | 1,73 | 1,05 | 0,52 | 0,21 | 0,07 | 0,03 | 0,00 |
Рисунок С.9 - Объем партии от 501 до 1200
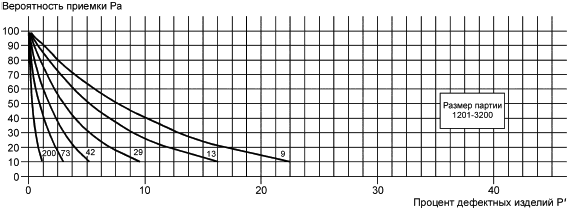
Объем выборки | Вероятность приемки | ||||||
0,10 | 0,25 | 0,50 | 0,75 | 0,90 | 0,95 | 0,99 | |
9 | 22,4 | 14,2 | 7,37 | 3,13 | 1,16 | 0,56 | 0,11 |
13 | 16,1 | 10,1 | 5,17 | 2,18 | 0,80 | 0,39 | 0,07 |
23 | 9,46 | 5,82 | 2,95 | 1,24 | 0,45 | 0,22 | 0,04 |
42 | 5,29 | 3,22 | 1,62 | 0,67 | 0,24 | 0,12 | 0,02 |
73 | 3,07 | 1,86 | 0,93 | 0,38 | 0,14 | 0,06 | 0,01 |
200 | 1,11 | 0,66 | 0,33 | 0,13 | 0,05 | 0,02 | 0,00 |
Рисунок С.10 - Объем партии от 1201 до 3200
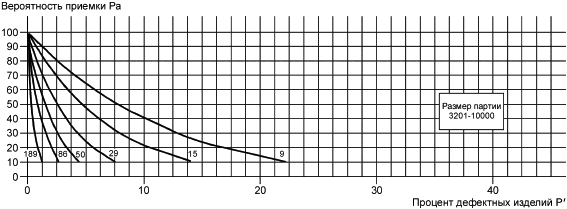
Объем выборки | Вероятность приемки | ||||||
0,10 | 0,25 | 0,50 | 0,75 | 0,90 | 0,95 | 0,99 | |
9 | 22,1 | 14,1 | 7,32 | 3,11 | 1,15 | 0,56 | 0,11 |
15 | 14,0 | 8,74 | 4,48 | 1,88 | 0,69 | 0,33 | 0,06 |
29 | 7,56 | 4,64 | 2,35 | 0,98 | 0,36 | 0,17 | 0,03 |
50 | 4,47 | 2,72 | 1,37 | 0,57 | 0,20 | 0,10 | 0,02 |
86 | 2,62 | 1,59 | 0,79 | 0,33 | 0,12 | 0,05 | 0,01 |
189 | 1,20 | 0,72 | 0,36 | 0,15 | 0,05 | 0,02 | 0,00 |
Рисунок С.11 - Объем партии от 3201 до 10000
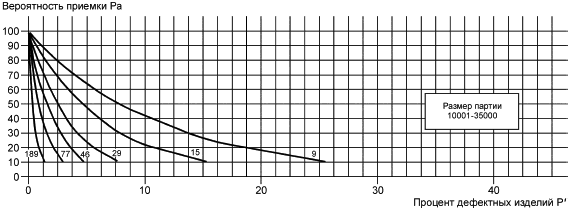
Объем выборки | Вероятность приемки | ||||||
0,10 | 0,25 | 0,50 | 0,75 | 0,90 | 0,95 | 0,99 | |
9 | 25,6 | 15,4 | 7,38 | 3,02 | 1,14 | 0,55 | 0,10 |
15 | 15,4 | 8,54 | 4,40 | 1,85 | 0,68 | 0,33 | 0,06 |
29 | 7,61 | 4,58 | 2,33 | 0,97 | 0,35 | 0,17 | 0,03 |
46 | 4,80 | 2,93 | 1,48 | 0,61 | 0,22 | 0,11 | 0,02 |
77 | 2,91 | 1,77 | 0,89 | 0,37 | 0,13 | 0,06 | 0,01 |
189 | 1,20 | 0,72 | 0,36 | 0,15 | 0,05 | 0,02 | 0,00 |
Рисунок С.12 - Объем партии от 10001 до 35000
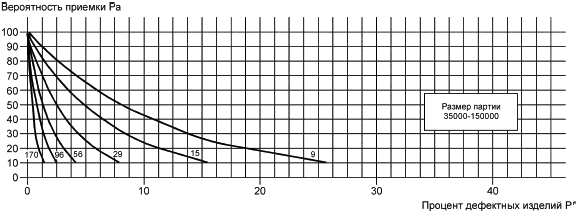
Объем выборки | Вероятность приемки | ||||||
0,10 | 0,25 | 0,50 | 0,75 | 0,90 | 0,95 | 0,99 | |
9 | 25,6 | 15,4 | 7,70 | 3,20 | 1,14 | 0,55 | 0,10 |
15 | 15,4 | 9,24 | 4,62 | 1,92 | 0,69 | 0,33 | 0,06 |
29 | 7,94 | 4,78 | 2,39 | 0,98 | 0,36 | 0,17 | 0,03 |
56 | 4,11 | 2,48 | 1,24 | 0,51 | 0,18 | 0,09 | 0,01 |
96 | 2,40 | 1,44 | 0,71 | 0,29 | 0,10 | 0,05 | 0,01 |
170 | 1,35 | 0,81 | 0,40 | 0,16 | 0,06 | 0,03 | 0,00 |
Рисунок С.13 - Объем партии от 35000 до 150000
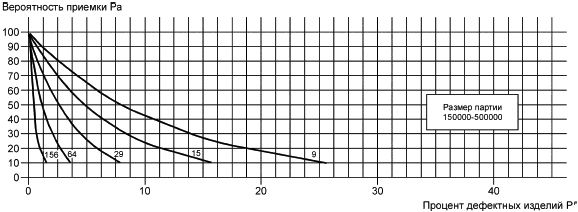
Объем выборки | Вероятность приемки | ||||||
0,10 | 0,25 | 0,50 | 0,75 | 0,90 | 0,95 | 0,99 | |
9 | 25,6 | 15,4 | 7,70 | 3,20 | 1,08 | 0,52 | 0,10 |
15 | 15,4 | 9,24 | 4,62 | 1,92 | 0,66 | 0,32 | 0,06 |
29 | 7,94 | 4,78 | 2,39 | 0,99 | 0,35 | 0,17 | 0,03 |
64 | 3,60 | 2,17 | 1,07 | 0,44 | 0,10 | 0,07 | 0,01 |
156 | 1,48 | 0,88 | 0,44 | 0,18 | 0,06 | 0,03 | 0,00 |
Рисунок С.14 - Объем партии от 150001 до 500000
Приложение ДА
(справочное)
Перечень сокращений
AQL | - приемлемый предел качества; |
CAD | - система автоматизированного проектирования (САПР); |
CAM | - автоматизированная подготовка производства; |
Cap DS | - требования соответствия (ТС); |
CDS | - технические требования заказчика (ТТЗ); |
CTB | - тест-плата для подтверждения соответствия (ТППС); |
DP | - поставляемая групповая панель (ПГП); |
GR | - общие требования (ОТ); |
LTPD | - допустимый процент дефектных изделий в партии; |
PB | - печатная плата (ПП); |
PL | - класс качества; |
PP | - панель с изготовленными печатными платами (ИП); |
RMF | - фактор управления риска; |
TP | - панель для испытаний (ПИ); |
TS | - образец для испытаний (ОИ); |
АПП | - автоматизированная подготовка производства; |
ДПДП | - допустимый процент дефектных изделий в партии. |
Приложение ДБ
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации
Таблица ДБ.1
Обозначение ссылочного международного стандарта | Степень | Обозначение и наименование соответствующего национального стандарта |
МЭК 60194:2006 | - | * |
МЭК 62326-4-1:1996 | IDT | ГОСТ IEC 62326-4-1-2013 "Печатные платы. Часть 4-1. Жесткие многослойные печатные платы с межслойными соединениями. Технические условия. Требования соответствия. Классы качества А, В, С" |
ИСО 9000:2005 | IDT | ГОСТ Р ИСО 9001 "Системы менеджмента качества. Требования" |
ИСО 14560:2004 | IDT | ГОСТ Р ИСО 14560-2007 "Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Уровни качества в несоответствующих единицах продукции на миллион" |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
Библиография
Примечание - Данные публикации указаны в справочных приложениях А-С.
Цитированные публикации
[1] | IEC 60068-2-3 | Basic environmental testing procedures - Part 2: Tests - Test Ca: Damp heat, steady state |
[2] | IEC 60068-2-20 | Environmental testing - Part 2-20: Tests - Test T: Test method for solderability and resistance to soldering heat of devices with leads |
[3] | IEC 60068-2-38 | Environmental testing - Part 2-38: Tests - Test Z/AD: Composite temperature/ humidity cyclic test |
[4] | IEC 61188-6 | Printed board and printed board assemblies - Design and use - Part 6: Design for manufacturing technology to achieve reliable product descriptions |
[5] | IEC 61189-2 | Test methods for electrical materials, printed boards and other interconnection structures and assemblies - Part 2: Test methods for materials for interconnection structures EN only |
[6] | IEC 61189-3 | Test methods for electrical materials, printed boards and other interconnection tructures and assemblies - Part 3: Test methods for interconnection structures (printed boards) EN only |
[7] | IEC 61193-1 | Quality assessment systems - Part 1: Registration and analysis of defects on printed board assemblies |
[8] | IEC 61193-2 | Quality assessment systems - Part 2: Selection and use of sampling plans for inspection of electronic components and packages |
[9] | IEC 61193-4 | Quality assessment systems - Part 4: Selection and use of sampling plans for electronic modules and assemblies and end-products and in-process autiding |
[10] | IEC 61249-2-34:2009 | Materials for printed boards and other interconnecting structures - Part 2-34: Reinforced base materials, clad and unclad - Non-halogenated modified or unmodified resin system, woven E-glass laminate sheets of defined relative permittivity (equal to or less than 3,7 at 1 GHz) and flammability (vertical burning test), copper-clad |
[11] | IEC 62326-1 | Printed boards - Part 1: Generic specification |
[12] | IEC 62326-4-1 | Printed boards - Part 4: Rigid multilayer printed boards with interlayer connections - Sectional specification - Section 1: Capability Detail Specification - Performance levels A, В and C |
[13] | ISO 11014 | Safety data sheet for chemical products - Content and order of sections |
[14] | ISO 14001 | Environmental management systems - Requirements with guidance for use |
Другие справочные документы | ||
Примечание - Ниже для информации представлен список существующих стандартов ИСО по приемочной выборке. | ||
[1] | ISO 2859-1 | Sampling procedures for inspection by attributes - Part 1: Sampling plans indexed by acceptable quality level (AQL) for lot-by-lot inspection |
[2] | ISO 2859-2 | Sampling procedures for inspection by attributes - Part 2: Sampling plans indexed by limiting quality (LQ) for isolated lot inspection |
[3] | ISO 2859-3 | Sampling procedures for inspection by attributes - Part 3: Skip-lot sampling procedures |
[4] | ISO 2859-4 | Sampling procedures for inspection by attributes - Part 4: Declared quality levels |
[5] | ISO 2859-5 | Sampling procedures for inspection by attributes - Part 5: System of sequential sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection |
[6] | ISO 2859-10 | Sampling procedures for inspection by attributes - Part 10: Introduction to the ISO 2859 series of standards for sampling for inspection by attributes |
[7] | ISO 3951-1 | Sampling procedures for inspection by variables - Part 1: Specification for single sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection for a single quality characteristic and a single AQL |
[8] | ISO 3951-2 | Sampling procedures for inspection by variables - Part 2: General specification for single sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection of independent quality characteristics |
[9] | ISO 3951-3 | Sampling procedures for inspection by variables - Part 3: Double sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection |
[10] | ISO 3951-5 | Sampling procedures for inspection by variables - Part 5: Sequential sampling plans indexed by acceptance quality limit (AQL) for inspection by variables (known standard deviation) |
[11] | ISO 8422 | Sequential sampling plans for inspection by attributes |
[12] | ISO 8423 | Sequential sampling plans for inspection by variables for percent nonconforming (known standard deviation) |
[13] | ISO 13448-1 | Acceptance sampling procedures based on the allocation of priorities principle (APP) - Part 1: Guidelines for the APP approach |
[14] | ISO 13448-2 | Acceptance sampling procedures based on the allocation of priorities principle (APP) - Part 2: Coordinated single sampling plans for acceptance sampling by attributes |
[15] | ISO 14560 | Acceptance sampling procedures by attributes - Specified quality levels in non-conforming items per million |
[16] | ISO 18414 | Acceptance sampling procedures by attributes - Accept-zero sampling system based on credit principle for controlling outgoing quality |
[17] | ISO 21247 | Combined accept-zero sampling systems and process control procedures for product acceptance |
[18] | ISO 24153 | Random sampling and randomization procedures |
________________
| ||
УДК 621.3.049.75:006.354 | OKC 31.190 |
Ключевые слова: система оценки качества, планы выборочного контроля, регистрация и анализ дефектов | |
Электронный текст документа
и сверен по:
, 2016
