ГОСТ Р МЭК 61192-2-2010
Группа Э02
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПЕЧАТНЫЕ УЗЛЫ
Требования к качеству
Часть 2
Поверхностный монтаж
Soldered electronic assemblies. Workmanship requirements. Part 2. Surface-mount assemblies
ОКС 31.190
Дата введения 2011-07-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Автономной некоммерческой организацией "Измерительно-информационные технологии" (АНО "Изинтех") на основе аутентичного перевода на русский язык международного стандарта, указанного в пункте 4. Перевод выполнен российской комиссией экспертов МЭК/ТК 91
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 420 "Базовые несущие конструкции, печатные платы, сборка и монтаж электронных модулей", подкомитетом ПК-3 "Технология сборки и монтажа радиоэлектронных модулей"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 23 декабря 2010 г. N 1087-ст.
4 Настоящий стандарт идентичен международному стандарту МЭК 61192-2:2003* "Требования к качеству изготовления печатных электронных узлов. Часть 2. Печатные узлы поверхностного монтажа" (IEC 61192-2:2003 Workmanship requirements for soldered electronic assemblies - Part 2: Surface-mount assemblies). Наименование стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Настоящий стандарт, являющийся одной из частей стандарта МЭК 61192 под общим названием "Печатные узлы. Требования к качеству", рекомендуется применять совместно с остальными, перечисленными ниже частями:
Часть 1. Общие технические требования;
Часть 3. Монтаж в сквозные отверстия;
Часть 4. Монтаж контактов;
Часть 5. Доработка, модификация и ремонт.
В справочном приложении ДА настоящего стандарта приведены сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации, которые рекомендуется использовать вместо ссылочных международных стандартов
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет.
Введение
_______________
Проведено редакционное изменение текста по отношению к стандарту МЭК для приведения в соответствие с терминологией, принятой в Российской Федерации.
Настоящая часть стандарта ГОСТ Р МЭК 61192 устанавливает совместно со стандартом ГОСТ Р МЭК 61192-1 требования и рекомендации по обеспечению качества печатных узлов в соответствии с требованиями, установленными стандартами ГОСТ Р МЭК 61191-1 и ГОСТ Р МЭК 61191-2.
Изготовители и заказчики печатных узлов с использованием поверхностного монтажа могут использовать данный стандарт в качестве исходной информации по вопросам качества в соответствующих контрактах.
Соответствующие требования к печатным узлам с монтажом в сквозные отверстия, к монтажу контактов и монтажу бескорпусных полупроводниковых кристаллов установлены в отдельных, но связанных друг с другом стандартах.
1 Область применения
Настоящая часть стандарта ГОСТ Р МЭК 61192 устанавливает требования к качеству паяных печатных узлов и многокристальных модулей, изготовленных по технологии поверхностного монтажа на органических основаниях, печатных платах и подобных слоистых материалах, прикрепленных к поверхности неорганических оснований.
Требования стандарта распространяются на печатные узлы, которые являются полностью печатными узлами поверхностного монтажа, или на печатные узлы с поверхностным монтажом и другими сопутствующими технологиями монтажа, например монтажом в сквозные отверстия. Требования настоящего стандарта не распространяется на гибридные схемы на металлическом или керамическом основании, в которых металлизация проводников осуществляется прямо на керамическое основание или поверх металлического основания с керамическим покрытием.
2 Нормативные ссылки
Следующие нормативно-справочные документы являются обязательными для применения данного стандарта. Для датированных стандартов используется только указанное издание. Для недатированных стандартов используется последняя их редакция (включая любые поправки).
МЭК 60194 Проектирование, изготовление и сборка печатных плат. Термины и определения (IЕС 60194, Printed board design, manufacture and assembly - Terms and definitions)
МЭК 61191-1 Печатные узлы. Часть 1. Поверхностный монтаж и связанные с ним технологии. Общие технические требования (IEC 61191-1, Printed board assemblies - Part 1: Generic specification - Requirements for soldered electrical and electronic assemblies using surface mount and related assembly technologies)
МЭК 61191-2 Печатные узлы. Часть 2. Поверхностный монтаж. Технические требования (IEC 61191-2, Printed board assemblies - Part 2: Sectional specification - Requirements for surface mount soldered assemblies).
МЭК 61191-3 Печатные узлы. Часть 3. Монтаж в сквозные отверстия. Технические требования (IEC 61191-3, Printed board assemblies - Part 3: Sectional specification - Requirements for through-hole soldered assemblies)
МЭК 61191-4 Печатные узлы. Часть 4. Монтаж контактов. Технические требования (IEC 61191-4, Printed board assemblies - Part 4: Sectional specification - Requirements for terminal soldered assemblies)
МЭК 61192-1. Печатные узлы. Требования к качеству. Часть 1. Общие технические требования (IEC 61192-1, Workmanship requirements for soldered electronic assemblies - Part 1: General)
МЭК 61192-3 Печатные узлы. Требования к качеству. Часть 3. Монтаж в сквозные отверстия (IEC 61192-3, Workmanship requirements for soldered electronic assemblies - Part 3: Through-hole mount assemblies)
МЭК 61192-4 Печатные узлы. Требования к качеству. Часть 4. Монтаж контактов (IEC 61192-4, Workmanship requirements for soldered electronic assemblies - Part 4: Terminal assemblies)
ИСО 9001 Системы управления качеством. Требования (ISO 9001, Quality management systems - Requirements)
ИСО 9002 Системы качества. Модель для обеспечения качества в производстве, при установке и техническом обслуживании (ISO 9002, Quality systems - Model for quality assurance in production, installation and servicing)
3 Термины и определения
В настоящем стандарте применены термины по МЭК 60194.
4 Общие требования
Требования МЭК 61192-1 являются обязательными для настоящего стандарта.
4.1 Классификация
Классификация печатных узлов установлена в МЭК 61192-1 и включает в себя три класса - А, В, С. Как правило, в каждом классе устанавливается три следующих уровня качества изготовления:
- заданное состояние;
- допустимое состояние;
- недопустимое состояние.
4.2 Разрешение противоречий
Если заказчик не задает соответствие всем требованиям (или конкретным пунктам) данного стандарта, например как часть контракта на поставку, то обязательные разделы и подразделы данного стандарта могут интерпретироваться как рекомендации.
Заказчик устанавливает соблюдение всех или некоторых обязательных требований данного стандарта:
a) в случае противоречия между требованиями данного стандарта и применяемыми документами, приводимыми в данном стандарте, рекомендуется обратиться к стандарту МЭК 61191-1 для выбора надлежащих приоритетов и к стандартам МЭК 61191-2, МЭК 61191-3 и МЭК 61191-4 - для выбора технических требований. Однако ничто в данном стандарте не отменяет применяемых законов и норм;
b) в случае противоречия между требованиями данного стандарта и применяемыми заказчиком чертежами и техническими требованиями изготовитель должен руководствоваться последними. Если существует противоречие между требованием данного стандарта и чертежом или требованием, которое не было утверждено заказчиком, то последнее должно быть представлено заказчику для утверждения. После его утверждения решение о принятии (или изменениях) должно быть подтверждено документально, например примечанием должностного лица об исправлении или равносильной пометкой на чертеже или требовании, которым в последующем руководствуются;
c) если требования, изложенные в документации заказчика, менее строгие, чем обязательные пункты в стандартах МЭК 61191-1, МЭК 61191-2, МЭК 61191-3 и МЭК 61191-4 или пункты данного стандарта, то ни поставщик, ни заказчик не должны требовать соблюдения данного стандарта или любых стандартов, приведенных в данном разделе, без указания конкретных разделов и относящихся к ним пониженных требований и методик.
4.3 Интерпретация требований
Если заказчиком не указано иное, то слово "должен" обозначает, что требование является обязательным. Отклонение от любого "обязательного" требования требует письменного принятия данного отклонения заказчиком, например, зафиксированного на сборочном чертеже, в требовании чертежа или в соответствующем разделе контракта.
Слова "рекомендуется" и "допускается" отражают рекомендации и руководящие указания соответственно и используются всякий раз для выражения необязательных положений.
4.4 Антистатические меры предосторожности
Все операторы, использующие рабочие станции и оборудование монтажа и очистки и выполняющие межоперационное перемещение, должны строго соблюдать антистатические меры предосторожности для всех операций. См. 4.2.6 и 5.7 МЭК 61192-1.
5 Технологические процессы подготовки компонентов
Технологические процессы подготовки компонентов должны проводиться в соответствии с требованиями МЭК 61192-1 с применением описанных в нем методов.
6 Оценка процесса нанесения паяльной пасты
Оценка процессов нанесения паяльной пасты описаны в МЭК 61192-1. Качество изготовления рекомендуется обеспечивать согласно установленным в нем требованиям.
6.1 Характеристики паяльной пасты
Паяльную пасту требуется сохранять в липком состоянии для обеспечения хорошего физического контакта с выводами компонента и для предотвращения соскальзывания или случайного смещения установленных компонентов с валиков нанесенной пасты во время обработки платы или автоматического перемещения платы в оборудовании пайки. Период времени, в течение которого паста сохраняет нужную липкость, указывается поставщиком, и все операции установки рекомендуется проводить в точно установленное время.
Примечание - Если используются пасты, для которых допускается длительное время между их нанесением и установкой компонентов, например, более 2 ч, то рекомендуется принимать меры, которые обеспечивают программирование требуемого, более длительного предварительного нагрева и требуемой температуры в групповой пайке оплавлением. В некоторых случаях это может потребовать физического расширения зон предварительного нагрева на стандартных установках пайки оплавлением.
6.2 Оценка технологического процесса
Параметрами, требующими контроля, являются количество, форма и положение паяльной пасты на рисунке контактной площадки платы или основания. Они оцениваются с помощью визуального контроля, лазерного сканирования или рентгеноскопическим методом в зависимости от обстоятельств.
Участок с нанесенной пастой и средняя высота пасты используются для контроля количества нанесенной пасты и служат индикатором ее вязкости и состояния поверхности платы. Смоченный участок используется также для контроля над состоянием трафарета, сетки или кончика шприца и недопустимым количеством пятен грязи. Измерением геометрии паяльной пасты оценивается точность нанесения, и контролируются наладка установки и конструкция трафарета или сетки.
Эталонный базовый уровень РРМ (частей на миллион) для операций нанесения пасты представляет собой число мест на печатной плате, на которые следует нанести пасту. Рекомендуемые характеристики оценки и метода расчета РРМ даны в МЭК 61193-1.
Критерии состояний нанесения паяльной пасты даны как пределы управления технологическим процессом в 6.3. Они одинаковы для классов А, В, С.
6.3 Нанесение паяльной пасты методами трафаретной печати и сеткографии. Пределы управления технологическим процессом
Во всех случаях критерии заданного состояния, приемки и отбраковки, показанные на рисунках 1-5, относятся к операции нанесения паяльной пасты.
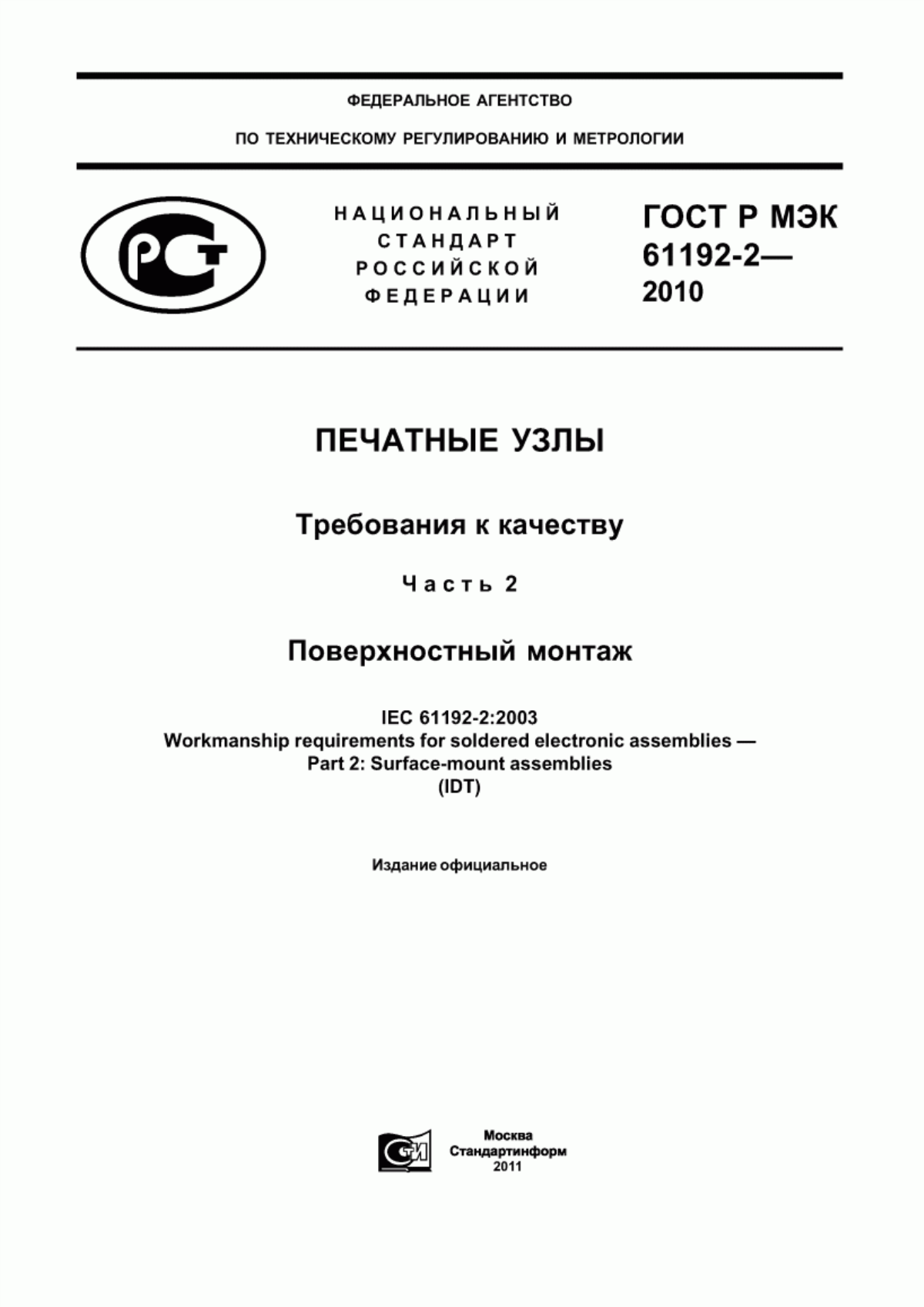
Заданное состояние для печатных узлов классов А, В, С
1 Контур пасты отцентрирован внутри области контактной площадки.
2 В сечении контур пасты имеет форму плоского валика.
3 Достигнуто проектное качество.
Сечение
Рисунок 1 - Контур и сечение паяльной пасты: заданное состояние
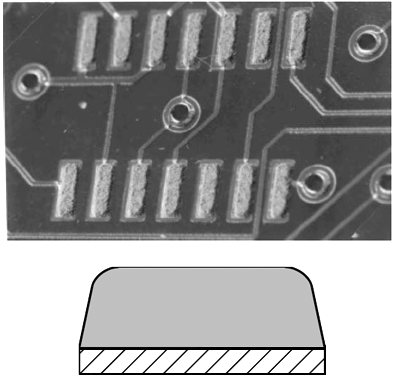
Допустимое состояние для печатных узлов классов А, В, С
1 Расползание контура нанесенной пасты.
2 Выступание менее 25% относительно размера контактной площадки по осям X, Y или менее 0,2 мм, (что меньше).
3 Объем пасты ±20% от проектного.
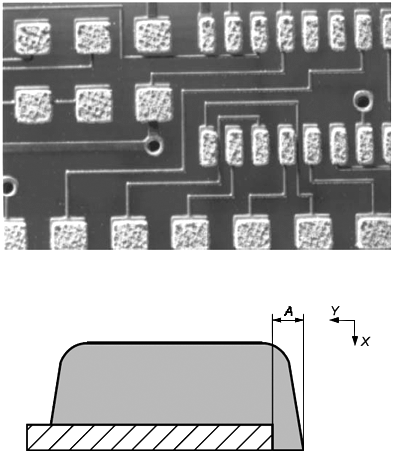
Рисунок 2 - Контур и сечение паяльной пасты: допустимое состояние
Недопустимое состояние для печатных узлов классов А, В, С
1 Количество и/или выступание выше допустимого.
2 Выступание пасты более 25% относительно размера контактной площадки по осям X, Y или более 0,2 мм (что меньше).
3 Количество пасты более 120% или менее 80% от проектного.
Рисунок 3 - Контур и сечение паяльной пасты: недопустимое состояние
Недопустимое состояние для печатных узлов классов А, В, С
1 Количество пасты ниже допустимых пределов.
2 Высота В менее 80% толщины трафарета.
Частичное перекрытие
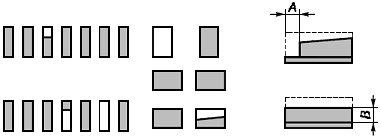
Рисунок 4 - Недостаточное количество пасты: недопустимое состояние
Недопустимое состояние для печатных узлов классов А, В, С
Размазывание или смазывание паяльной пасты.
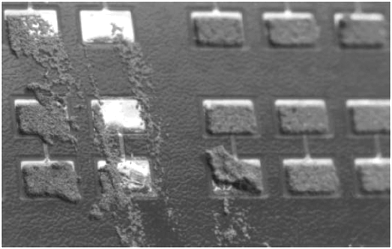
Рисунок 5 - Смазанная паста: недопустимое состояние
7 Технологический процесс нанесения токонепроводящего клея
Качество нанесения клея описано в ГОСТ Р МЭК 61192-1, раздел 9. Нанесение должно выполняться в соответствии с установленными в нем требованиями.
7.1 Срок годности клея при хранении
Рекомендуется, чтобы время от первого воздействия на клей окружающей заводской атмосферы до начала отверждения было значительно меньше максимального времени, установленного поставщиком.
7.2 Межоперационное хранение и транспортировка
С платами, на которые нанесен клей и для которых требуется непродолжительное межоперационное хранение, рекомендуется транспортировать с осторожностью, чтобы не допустить перемещения компонентов. Некоторые клеящие материалы вызывают воспаление кожи. Платы временного хранения рекомендуется держать отдельно и в чистых сухих условиях или в условиях, заданных изготовителем клея.
7.3 Клейкость клея
Клей требуется сохранять в клейком состоянии для обеспечения хорошего контакта с установленными компонентами до его отверждения. Период времени, в течение которого клей сохраняет нужную клейкость, задается поставщиком, и все операции установки рекомендуется проводить в этот точно установленный период. Во время транспортировки рекомендуется избегать риска перемещения компонентов.
7.4 Оценка процесса нанесения клея
Оценку процесса нанесения клея в производстве допускается осуществлять с помощью ручного или автоматического визуального контроля положения и внешнего вида участков нанесенного клея оптическими неконтактными методами или лазерным сканированием высоты клеевых капель.
Область и средняя высота нанесенного клея используются для контроля количества нанесенного клея и в качестве индикатора его вязкости и состояния поверхности платы. Смоченный участок используется также для контроля над состоянием трафарета, сетки или кончика шприца и количества нежелательных пятен грязи. Измерением геометрии клея оценивается точность нанесения, и контролируются наладка установки и конструкция трафарета или сетки.
Высота, форма и объем клеевых капель являются ключевыми параметрами, так как, если нижняя сторона компонента не соприкасается с каплей, то не будет прилипания компонента. Удобный способ оценки нужного количества клея заключается в вытаскивании компонента после отверждения. См. 11d.
Если в оборудовании для нанесения клея контроль высоты его слоя выполняется по оптическому изображению нанесенного участка клеевой капли, то рекомендуется насадку и вспомогательную систему дозировки клея по времени и давлению использовать при постоянной температуре. Смоченный участок на компоненте допускается определять осмотром нижней стороны компонента после установки и отверждения методом определения сечения.
Эталонный базовый уровень РРМ (млн) для операций нанесения клея представляет собой число мест на печатной плате, на которые следует нанести клей. Рекомендуемые характеристики оценки и метода расчета РРМ даны в МЭК 61193-1.
Критерии состояний нанесения клея даны как пределы управления технологическим процессом в 7.5. Они одинаковы для изделий всех классов.
7.5 Нанесение клея. Дозирование шприцем для маленьких компонентов. Управление процессом
Во всех случаях (см. рисунки 6-8) приемка и отбраковка относятся к операции дозирования.
Заданное состояние для печатных узлов классов А, В, С
1 Контур клея отцентрирован внутри проектной области.
2 Точное количество клея.
3 Отсутствуют расползание контура и "хвост".
Примечание - При ультрафиолетовом отверждении может потребоваться клей, через слой которого виден наружный контур компонента.
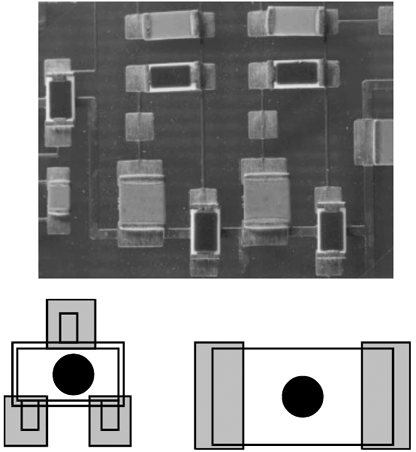
Рисунок 6 - Контур и качество нанесения клея: заданное состояние
Допустимое состояние для печатных узлов классов А, В, С
1 Расположение капли клея не по центру.
2 Капля клея соприкасается с контактной площадкой, но не перекрывает ее или металлизацию компонента.
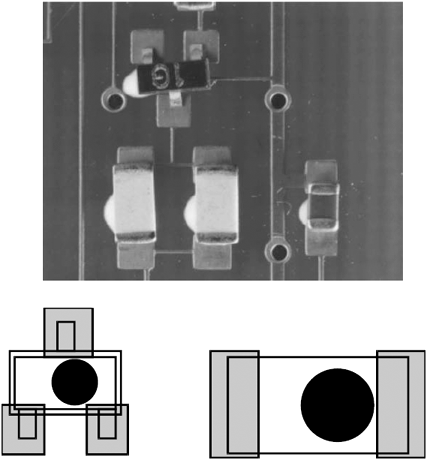
Рисунок 7 - Нанесение клея: допустимое состояние
Недопустимое состояние для печатных узлов классов А, В, С
1 Капля клея попадает на контактную площадку.
2 Клей покрывает металлизацию компонента хотя бы частично.
3 Клей уменьшает смачивание паяного соединения ниже заданных пределов.
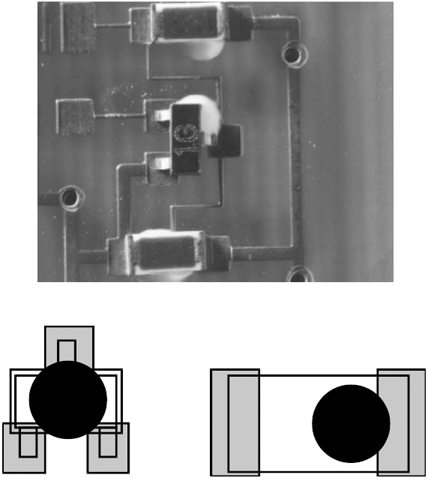
Рисунок 8 - Нанесение клея: недопустимое состояние
8 Технологические процессы нанесения временного защитного слоя
Технологические процессы нанесения временного защитного слоя на печатную плату должны проводиться согласно требованиям ГОСТ Р МЭК 61192-1.
9 Технологические процессы установки компонента
Технологические процессы установки компонента поверхностного монтажа описаны в ГОСТ Р МЭК 61192-1 и должны проводиться в соответствии с установленными в нем требованиями.
9.1 Оценка технологического процесса
Визуальные признаки технологического процесса установки компонента с применением ручного или автоматического контроля:
a) наличие или отсутствие компонентов;
b) точность установки компонентов разных типов и соответствующих значений их параметров;
c) смещение выводов или выходных контактов компонентов по осям X-Y, их угловое смещение относительно соответствующих контактных площадок в проводящем рисунке;
d) ориентация компонентов, например вывода 1 микросхемы, полярности электролитических конденсаторов и диодов;
e) состояние компонентов по оси Z, например наклон (непараллельность) или компонент на торце;
f) физическое повреждение компонентов, например треснувший корпус, деформированные выводы;
g) недопустимое смещение или чрезмерная деформация нанесенной паяльной пасты или клея;
h) расположение клея после установки, например выдавливание, растекание.
Примечание 1 - Не допускается, чтобы отклонение в точности установки превышало требование к изделию (см. ГОСТ 61191-2*). Не рекомендуется ожидать, что поверхностное натяжение скорректирует ошибки установки.
________________
* Текст документа соответствует оригиналу. - .
Примечание 2 - Устранение дефектов установки (типа "индикатор процесса") заданным допустимым пределам точности выравнивания после выполнения пайки является допустимым, но не рекомендуется.
Эталонный базовый уровень РРМ (частей на миллион) для операций установки компонентов поверхностного монтажа представляет собой число установок компонентов. Рекомендуемые характеристики оценки и метода расчета РРМ даны в МЭК 61193-1.
Критерии состояний установки компонентов поверхностного монтажа даны как пределы управления процессом в 9.2-9.13 на рисунках 9-44. В каждом случае критерии определены отдельно для печатных узлов классов А, В, С.
9.2 Дискретные компоненты с выводами в виде крыла чайки
Дискретные компоненты с выводами в виде крыла чайки представляют собой, как правило, транзисторы или микросхемы, например SOT 23. Компоненты допускается смещать по осям X, Y или поворачивать. Критерии состояний относятся к точности установки.
Заданное состояние для печатных узлов классов А, В, С
1 Все выводы, включая области пяток и носков, отцентрированы на контактных площадках.
2 Корпус компонента не повернут.
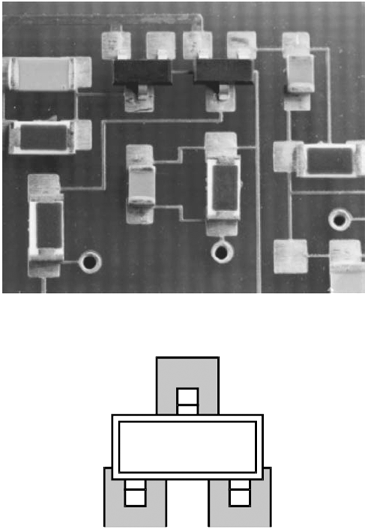
Рисунок 9 - Установка дискретного компонента: заданное состояние
Допустимое состояние для печатных узлов классов А и В
1 Пятки всех выводов внутри контактных площадок.
2 Ни один из боковых выступов не превышает
или 0,5 мм (что меньше).
Допустимое состояние для печатных узлов класса С
1 То же, что для классов А и В.
2 Отсутствует выступание носка любого вывода за контактную площадку.
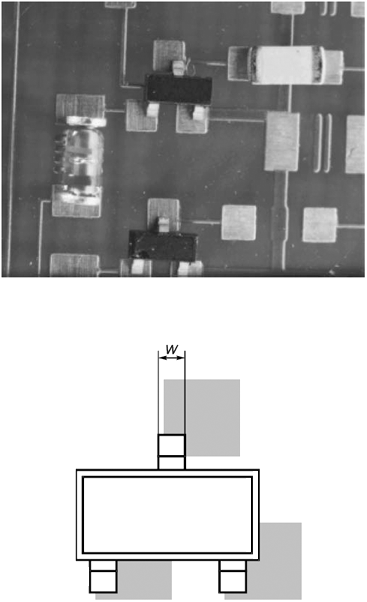
Рисунок 10 - Установка дискретного компонента: допустимое состояние
Недопустимое состояние для печатных узлов классов А и В
1 Пятка любого вывода выступает за контактную площадку.
2 Боковой выступ любого вывода превышает
или 0,5 мм (что меньше).
Недопустимое состояние для печатных узлов класса С
1 То же, что для классов А и В.
2 Выступание носка любого вывода за контактную площадку.
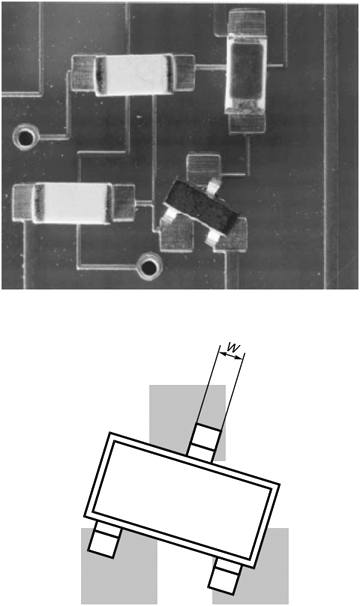
Рисунок 11 - Установка дискретного компонента: недопустимое состояние
9.3 Корпуса микросхем с плоскими ленточными L-образными выводами или в виде крыла чайки по двум сторонам корпуса
Корпуса микросхем с плоскими ленточными L-образными выводами или в виде крыла чайки обычно представляют собой малогабаритные (SO) корпуса. Компоненты допускается смещать по оси X или Y или поворачивать. Критерии приемки или отбраковки относятся к точности установки.
Заданное состояние для печатных узлов классов А, В, С
1 Ножки всех выводов, включая области пяток и носков, отцентрированы на контактных площадках.
2 Корпус компонента не повернут.
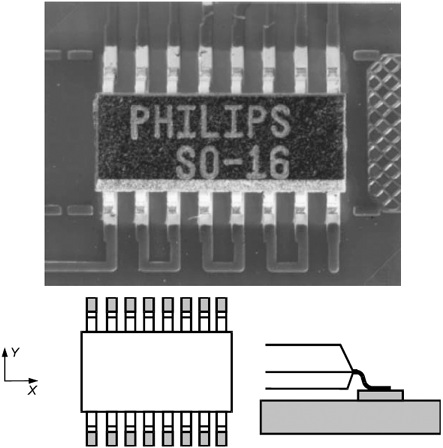
Рисунок 12 - Установка корпусов микросхем с выводами в виде крыла чайки на две стороны: заданное состояние
Допустимое состояние для печатных узлов класса А
1 Х-направление: боковой выступ ножки вывода не более 0,5
или 0,5 мм (что меньше).
2 Y-направление: свисание носка не более 0,5W.
3 Пятки всех выводов в пределах контактных площадок.
Допустимое состояние для печатных узлов класса В
1 Х-направление: боковой выступ ножки вывода не более 0,5
или 0,5 мм (что меньше).
2 Y-направление: носки всех выводов в пределах контактных площадок.
Допустимое состояние для печатных узлов класса С
1 Х-направление: боковой выступ ножки вывода - не более 0,25
или 0,5 мм, (что меньше).
2 Y-направление: носки и пятки всех выводов в пределах контактных площадок.
для корпусов с шагом выводов не более 0,5 мм -
![]() .
.
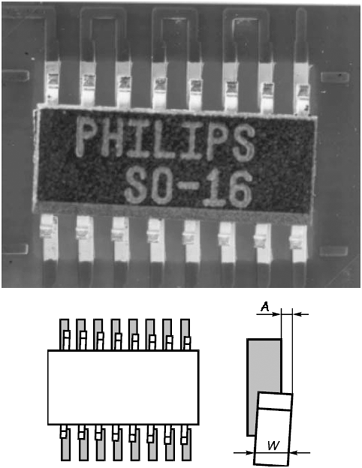
Рисунок 13 - Установка корпусов микросхем с выводами в виде крыла чайки на две стороны: допустимое состояние
Недопустимое состояние для печатных узлов класса А
1 Х-направление: боковой выступ ножки вывода более 0,5
или 0,5 мм (что меньше).
2 Y-направление: свисание носка более 0,5 или выступание любой пятки за контактную площадку.
Недопустимое состояние для печатных узлов класса В
1 Х-направление: боковой выступ ножки вывода более 0,5
или 0,5 мм (что меньше).
2 Y-направление: носок или пятка любого вывода выступает за контактную площадку.
Недопустимое состояние для печатных узлов класса С
1 Х-направление: боковой выступ ножки любого вывода - более 0,25
или 0,5 мм (что меньше).
2 Y-направление: носок или пятка любого вывода выступает за контактную площадку.
Примечание - Если ширина контактной площадки меньше ширины
вывода компонента - край контактной площадки в Y-направлении не должен выходить за край вывода больше, чем на 0,25
или 0,1 мм, (что больше). См. примечания 1 и 2 в 9.1.
для корпусов с шагом выводов не более 0,5 мм -
![]() .
.
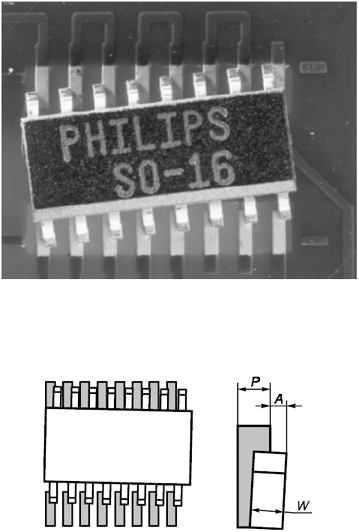
Рисунок 14 - Установка корпусов микросхем с выводами в виде крыла чайки на две стороны: недопустимое состояние
9.4 Корпуса микросхем с плоскими ленточными L-образными выводами или в виде крыла чайки по четырем сторонам корпуса
Компоненты допускается смещать по осям X, Y или поворачивать. Критерии состояний относятся к точности установки.
Заданное состояние для печатных узлов классов А, В, С
1 Ножки всех выводов, включая области пяток и носков, отцентрированы на контактных площадках.
2 Корпус компонента не повернут.
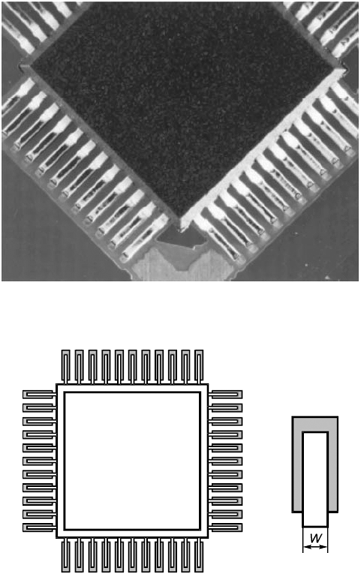
Рисунок 15 - Установка корпусов микросхем с выводами в виде крыла чайки, четыре стороны: заданное состояние
Допустимое состояние для печатных узлов класса А
1 Х-направление: боковой выступ ножки вывода не более 0,5
или 0,5 мм (что меньше).
2 Y-направление: свисание носка не более 0,5.
3 Пятки всех выводов - в пределах контактных площадок.
Допустимое состояние для печатных узлов класса В
1 Х-направление: боковой выступ ножки вывода не более 0,5
или 0,5 мм (что меньше).
2 Y-направление: носки всех выводов в пределах контактных площадок.
Допустимое состояние для печатных узлов класса С
1 Х-направление: боковой выступ ножки вывода не более 0,5
или 0,5 мм (что меньше).
2 Y-направление: носки и пятки всех выводов в пределах контактных площадок.
для корпусов с шагом выводов не более 0,5 мм -
![]() .
.
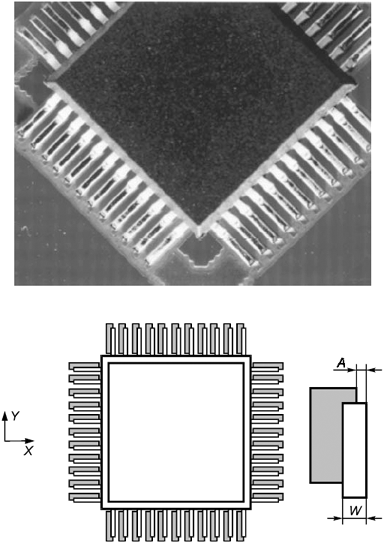
Рисунок 16 - Установка корпусов микросхем с выводами в виде крыла чайки, на четыре стороны: допустимое состояние
Недопустимое состояние для печатных узлов класса А
1 Х-направление: боковой выступ ножки вывода более 0,5
или 0,5 мм (что меньше).
2 Y-направление: свисание носка - более 0,5 или выступание любой пятки за контактную площадку.
Недопустимое состояние для печатных узлов класса В
1 Х-направление: боковой выступ ножки вывода более 0,5
или 0,5 мм (что меньше).
2 Y-направление: носок или пятка любого вывода выступает за контактную площадку.
Недопустимое состояние для печатных узлов класса С
1 Х-направление: боковой выступ ножки любого вывода - более 0,25
или 0,5 мм (что меньше).
2 Y-направление: носок или пятка любого вывода выступает за контактную площадку.
Примечание - Если ширина контактной площадки меньше ширины
вывода компонента - край контактной площадки в Y-направлении не должен выходить за край вывода больше, чем на 0,25
или 0,1 мм, (что больше). См. примечания 1 и 2 в 9.1.
для корпусов с шагом выводов не более 0,5 мм -
![]() .
.
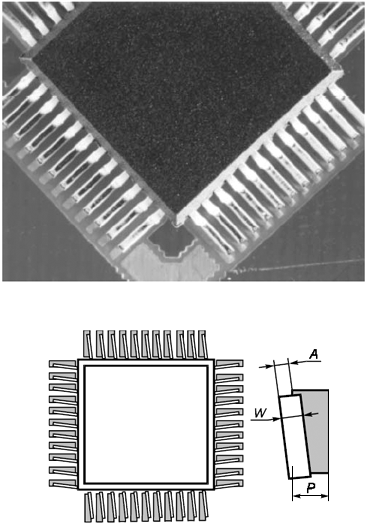
Рисунок 17 - Установка корпусов микросхем с выводами в виде крыла чайки на четыре стороны: недопустимое состояние
9.5 Компоненты с круглыми или расплющенными выводами
Компоненты допускается смещать по оси X или Y или поворачивать. Критерии состояний относятся к точности установки.
Заданное состояние для печатных узлов классов А, В, С
1 Ножки всех выводов, включая области пяток и носки, отцентрированы на контактных площадках.
2 Корпус компонента не повернут.
Рисунок 18 - Расплющенные выводы отцентрированы на контактной площадке: заданное состояние
Допустимое состояние для печатных узлов классов А, В
1 Х-направление: боковой выступ ножки вывода не превышает 1/3
.
2 Y-направление: выступание носка не нарушает минимальный проектный зазор
3 Пятки всех выводов - в пределах контактных площадок.
Допустимое состояние для печатных узлов класса С
1 Х-направление: боковой выступ ножки вывода - не более 0,25
.
2 Y-направление: ни одно выступание носков выводов не нарушает минимальный проектный зазор.
3 Пятки всех выводов - в пределах контактных площадок.
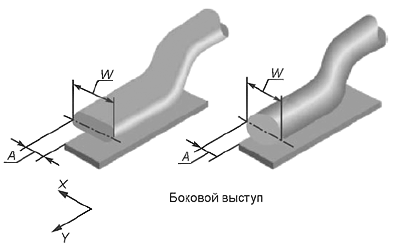
Рисунок 19 - Смещение круглых и расплющенных выводов на контактной площадке: допустимое состояние
Недопустимое состояние для печатных узлов классов А, В
1 Х-направление: боковой выступ любого вывода - более 1/3
.
2 Y-направление: выступание В любого носка нарушает минимальный проектный зазор.
3 Пятка любого вывода выступает за контактную площадку.
Недопустимое состояние для печатных узлов класса С
1 Х-направление: боковой выступ ножки любого вывода более 0,25
.
1 Y-направление: выступание носка любого вывода нарушает величину минимального проектного зазора.
Пятка любого вывода выступает за контактную площадку.
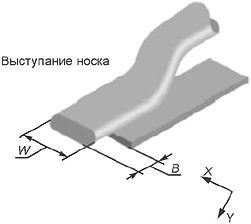
Рисунок 20 - Чрезмерное смещение расплющенных выводов на контактной площадке: недопустимое состояние
9.6 ИС - компоненты с J-образными выводами по двум или четырем сторонам
Компоненты допускается смещать по осям X, Y или поворачивать. Критерии состояний относятся к точности установки.
Заданное состояние для печатных узлов классов А, В, С
1 Ножки всех выводов, включая области пяток и носки, отцентрированы на контактных площадках.
2 Корпус компонента не повернут.
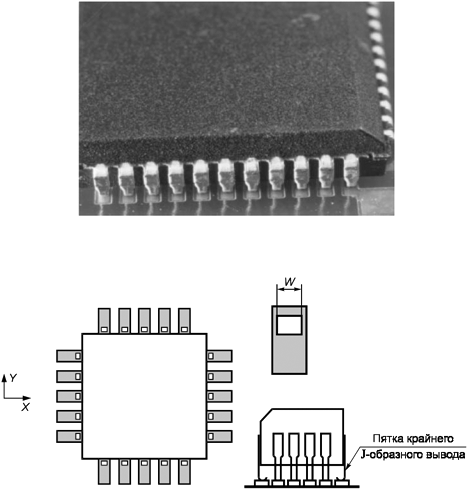
Рисунок 21 - Установка корпусов микросхем с J-образными выводами по двум или четырем сторонам: заданное состояние
Допустимое состояние для печатных узлов классов А, В
1 Х-направление: все боковые выступы выводов - не более 0,5
.
2 Y-направление: все выступания внешних пяток выводов - не более .
Допустимое состояние для печатных узлов класса С
1 Х-направление: все боковые выступы выводов - не более 0,25
.
2 Y-направление: все выступания внешних пяток выводов - не более .
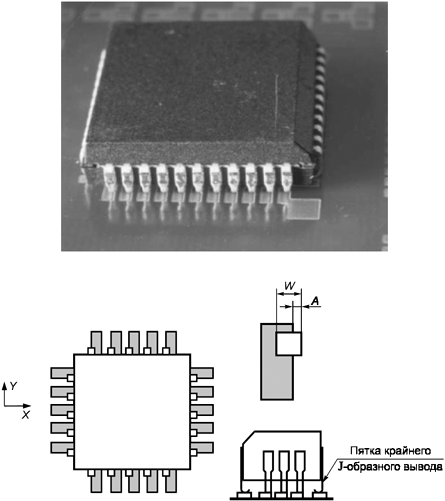
Рисунок 22 - Установка корпусов микросхем с J-образными выводами по двум или четырем сторонам: допустимое состояние
Недопустимое состояние для печатных узлов классов А, В
1 Х-направление: боковой выступ любого вывода - более
.
2 Y-направление: выступание пятки любого вывода - более .
Недопустимое состояние для печатных узлов класса С
1 Х-направление: боковой выступ любого вывода - более
.
2 Y-направление: выступание пятки любого вывода - более .
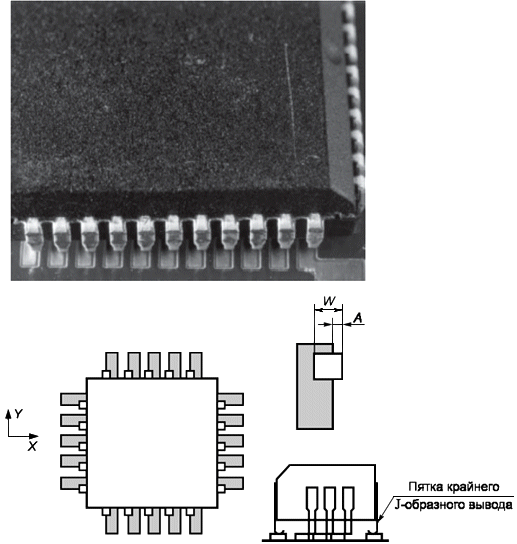
Рисунок 23 - Установка корпусов микросхем с J-образными выводами по двум или четырем сторонам: недопустимое состояние
9.7 Безвыводные компоненты с прямоугольными торцевыми контактами
Компоненты допускается смещать по осям X, Y, или поворачивать. Критерии состояний относятся к точности установки.
Заданное состояние для печатных узлов классов А, В, С
1 Корпус компонента отцентрирован на контактных площадках по осям X и Y.
2 Корпус компонента не повернут.
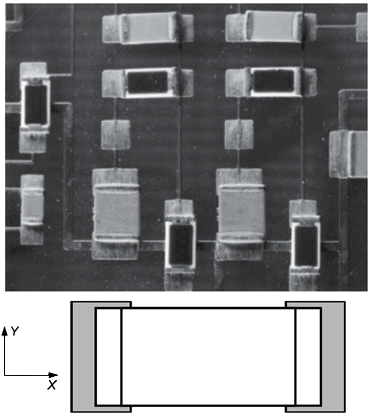
Рисунок 24 - Установка компонента с прямоугольными торцевыми контактами: заданное состояние
Допустимое состояние для печатных узлов класса А
1 Х-направление: нет выступания торца.
2 Перекрытие между контактной концевой поверхностью и контактной площадкой равно 2/3
или более.
3 Y-направление: боковой выступ контактной концевой поверхности не более 0,5
.
Допустимое состояние для печатных узлов класса В
1 Х-направление: нет выступания торца.
2 Перекрытие между контактной концевой поверхностью и контактной площадкой равно 2/3
или более.
3 Y-направление: боковой выступ контактной концевой поверхности - не более 1/3
.
Допустимое состояние для печатных узлов класса С
1 Х-направление: нет выступания торца.
2 Перекрытие между контактной концевой поверхностью и контактной площадкой равно 0,75
или более.
3 Y-направление: боковой выступ контактной концевой поверхности - не более 0,25
.
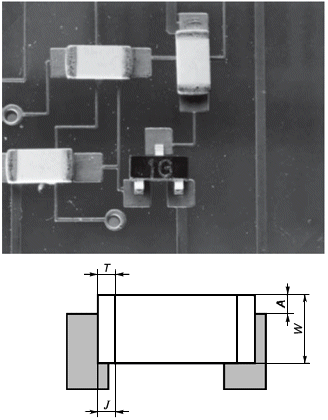
Рисунок 25 - Установка компонента с прямоугольными торцевыми контактами: допустимое состояние
Недопустимое состояние для печатных узлов класса А
1 Х-направление: корпус компонента выходит за контактную площадку или перекрытие между контактной концевой поверхностью и контактной площадкой менее 2/3
.
2 Y-направление: боковой выступ контактной концевой поверхности - более 0,5
.
Недопустимое состояние для печатных узлов класса В
1 Х-направление: корпус компонента выходит за контактную площадку или перекрытие между контактной концевой поверхностью и контактной площадкой - менее 2/3
.
2 Y-направление: боковой выступ контактной концевой поверхности - более 1/3
.
Недопустимое состояние для печатных узлов класса С
1 Х-направление: корпус компонента выходит за контактную площадку или перекрытие между контактной концевой поверхностью и контактной площадкой - менее 0,75
.
2 Y-направление: боковой выступ контактной концевой поверхности - более 0,25
.
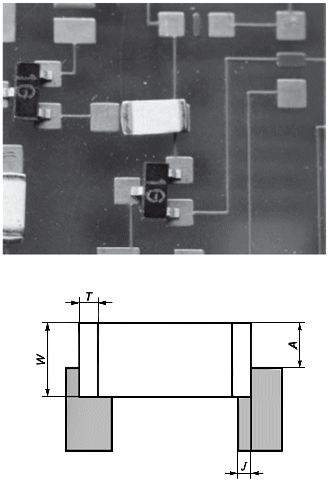
Рисунок 26 - Установка компонента с прямоугольными торцевыми контактами: недопустимое состояние
9.8 Цилиндрические компоненты с чашечными контактами
Компоненты допускается смещать по осям X, Y или поворачивать. Критерии состояний относятся к точности установки.
Заданное состояние для печатных узлов классов А, В, С
Корпус компонента отцентрирован на контактной площадке.
Корпус компонента не повернут.
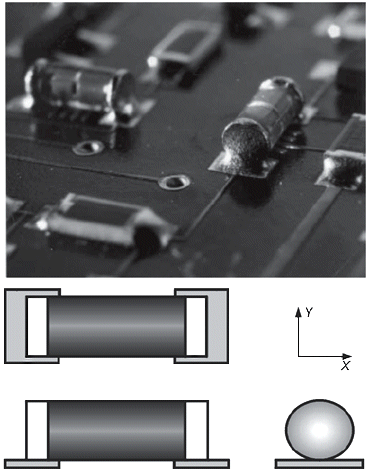
Рисунок 27 - Установка компонента с цилиндрическими чашечными контактами: заданное состояние
Допустимое состояние для печатных узлов классов А, В
1 Х-направление: нет концевого выступания.
2 Перекрытие между контактной концевой поверхностью и контактной площадкой равно 2/3
или более.
3 Y-направление: боковой выступ контактной концевой поверхности не более 1/3
.
Допустимое состояние для печатных узлов класса С
1 Х-направление: нет концевого выступания.
2 Перекрытие между контактной концевой поверхностью и контактной площадкой равно
или более.
3 Y-направление: боковой выступ контактной концевой поверхности - не более 0,25
.
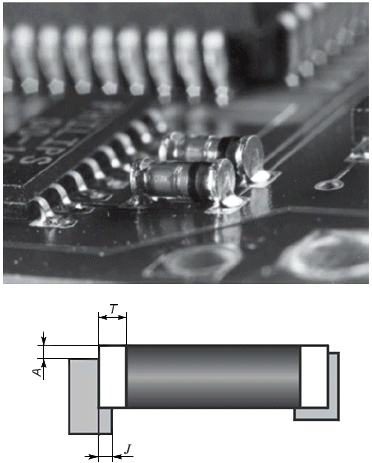
Рисунок 28 - Установка компонента с цилиндрическими чашечными контактами: допустимое состояние
Недопустимое состояние для печатных узлов классов А, В
1 Х-направление: корпус компонента выступает за контактную площадку или перекрытие между контактом и контактной площадкой менее 2/3
.
2 Y-направление: боковой выступ контакта - более 1/3
.
Недопустимое состояние для печатных узлов класса С
1 Х-направление: корпус компонента выступает за контактную площадку или перекрытие между контактом и контактной площадкой менее
.
2 Y-направление: боковой выступ контакта более 0,25
.
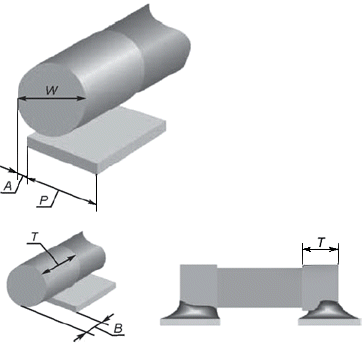
Рисунок 29 - Установка компонента с цилиндрическими чашечными контактами: недопустимое состояние
9.9 Компоненты с контактами на нижней поверхности
Компоненты допускается смещать по осям X, Y или поворачивать. Критерии состояний относятся к точности установки.
Заданное состояние для печатных узлов классов А, В, С
1 Корпус компонента отцентрирован на контактных площадках по осям X, Y.
2 Корпус компонента не повернут.
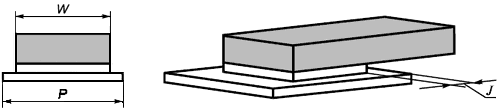
Рисунок 30 - Установка компонента с контактами на нижней поверхности: заданное состояние
Допустимое состояние для печатных узлов класса А
1 Х-направление: нет выступания торца.
2 Перекрытие между контактом и контактной площадкой и равно 2/3
или более.
3 Y-направление: боковой выступ контакта не более 0,5
.
Допустимое состояние для печатных узлов класса В
1 Х-направление: нет выступания торца.
2 Перекрытие между контактом и контактной площадкой и равно 2/3
или более.
3 Y-направление: боковой выступ контакта не более 1/3
.
Допустимое состояние для печатных узлов класса С
1 Х-направление: нет выступания торца.
2 Перекрытие между контактом и контактной площадкой равно
или более.
3 Y-направление: боковой выступ контакта отсутствует.
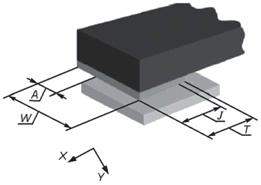
Рисунок 31 - Установка компонента с контактами на нижней поверхности: допустимое состояние
Недопустимое состояние для печатных узлов класса А
1 Х-направление: корпус компонента выходит за контактную площадку или перекрытие между контактом и контактной площадкой менее 0,75
.
2 Y-направление: боковой выступ контакта более 0,5
.
Недопустимое состояние для печатных узлов класса В
1 Х-направление: корпус компонента выходит за контактную площадку или перекрытие между контактом и контактной площадкой менее 2/3
.
2 Y-направление: боковой выступ контакта более 0,5
.
Недопустимое состояние для печатных узлов класса С
1 Х-направление: корпус компонента выходит за контактную площадку или перекрытие между контактом и контактной площадкой менее
.
2 Y-направление: Имеется боковой выступ контакта.
Примечание - Если ширина контактной площадки, меньше ширины
контакта, то выступ контактной площадки по отношению к контакту в Y-направлении не должен быть более 0,25
или 0,1 мм (что больше). См. примечания 1 и 2 в 9.1.
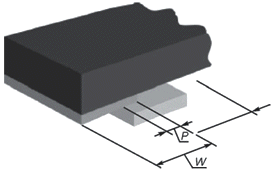
Рисунок 32 - Установка компонента с контактами на нижней поверхности: недопустимое состояние
9.10 Кристаллоносители с контактами в выемках корпуса
Компоненты допускается смещать по осям X, Y или поворачивать. Критерии состояний относятся к точности установки.
Заданное состояние для печатных узлов классов А, В, С
1 Корпус компонента отцентрирован на контактных площадках, по осям X, Y.
2 Корпус компонента не повернут.
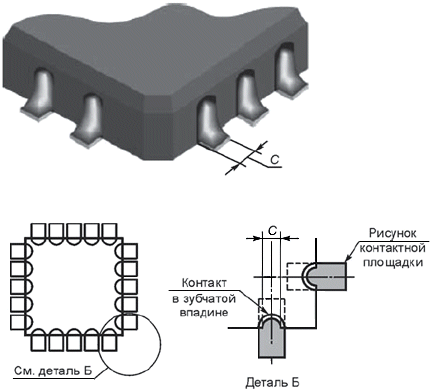
Рисунок 33 - Установка кристаллоносителя: заданное состояние
Допустимое состояние для печатных узлов классов А и В
1 Х- и Y-направления: боковой сдвиг контакта не более 0,5
.
2 Контур корпуса не выходит за край контактной площадки.
Допустимое состояние для печатных узлов класса С
1 Х- и Y- направления: боковой сдвиг контакта не превышает 0,25
.
2 Контур корпуса не выходит за край контактной площадки.
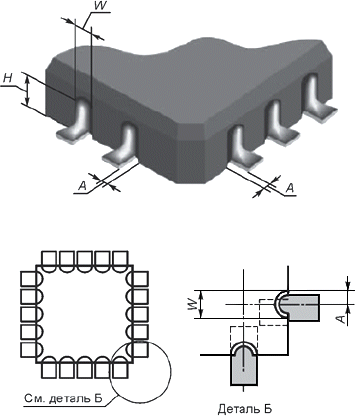
Рисунок 34 - Установка кристаллоносителя: допустимое состояние
Недопустимое состояние для печатных узлов класса С
1 Х- и Y-направления: боковой сдвиг контакта более 0,5
.
2 Контур корпуса выходит за край контактной площадки в любом направлении.
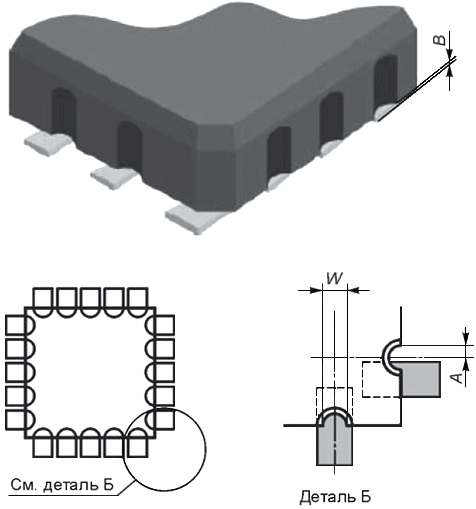
Рисунок 35 -Установка кристаллоносителя: недопустимое состояние
9.11 Монтаж компонентов с выводами для пайки встык
Компоненты допускается смещать по осям X, Y или поворачивать. Критерии состояний относятся к точности установки.
Заданное состояние для печатных узлов классов А, В, С
1 Ножки выводов отцентрированы на контактной площадке.
2 Корпус компонента не повернут.
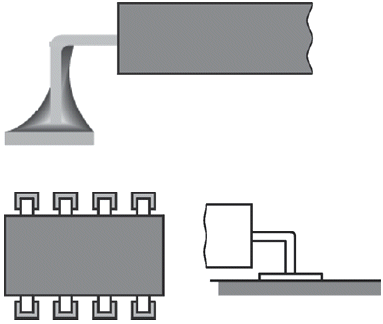
Рисунок 36 - Установка компонента с выводами для пайки встык: заданное состояние
Допустимое состояние для печатных узлов класса А
1 Х-направление: боковой выступ вывода не более 0,25
.
2 Y-направление: выступающие части всех контактных площадок более
.
Допустимое состояние для печатных узлов классов В и С
1 Х-направление: боковой выступ выводов отсутствует.
2 Y-направление: выступающие части всех контактных площадок более
.
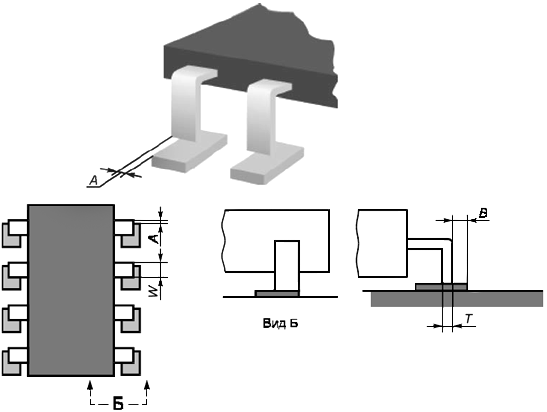
Рисунок 37 - Установка компонента с выводами для пайки встык: допустимое состояние
Недопустимое состояние для печатных узлов класса А
1 Х-направление: боковой выступ любого вывода более 0,25
.
2 Y-направление: любая выступающая часть контактной площадки - менее
.
Недопустимое состояние для печатных узлов классов В и С
1 Х-направление: наличие любого бокового выступа.
2 Y-направление: любая выступающая часть контактной площадки - менее
.
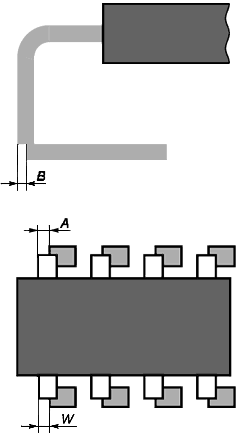
Рисунок 38 - Установка компонента с выводами для пайки встык: недопустимое состояние
9.12 Компоненты с ленточными L-образными выводами, отформованными под корпус
Компоненты допускается смещать по осям X, Y или поворачивать. Критерии состояний относятся к точности установки.
Заданное состояние для печатных узлов классов А, В, С
1 Ножки всех выводов отцентрированы на контактных площадках.
2 Корпус компонента не повернут.
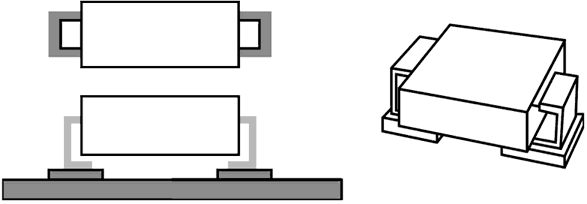
Рисунок 39 - Компонент с ленточными L-образными выводами, отформованными под корпус: заданное состояние
Допустимое состояние для печатных узлов классов А и В
1 Х-направление: пятки всех выводов в пределах контактных площадок.
2 Y-направление: все боковые выступы не более 0,5
.
Допустимое состояние для печатных узлов класса С
1 Х-направление: все боковые выступы не более 0,25
или 0,25
(что меньше).
2 Y-направление: выступающая часть контактной площадки не менее 0,5
или 0,5 мм (что менее).
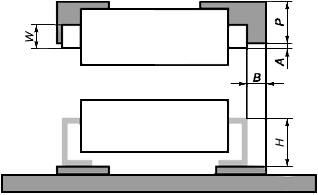
Рисунок 40 - Установка компонента с ленточными L-образными выводами, отформованными под корпус: допустимое состояние
Недопустимое состояние для печатных узлов классов А и В
1 Х-направление: пятка любого вывода выступает за контактную площадку.
2 Y-направление: боковой выступ любого вывода - более 0,5
.
Недопустимое состояние для печатных узлов класса С
1 Х-направление: пятка любого вывода выступает за контактную площадку.
2 Y-направление: боковой выступ любого вывода, превышает 0,5
или 0,25
(что меньше).
Примечание - Если ширина контактной площадки меньше ширины
вывода компонента, то край контактной площадки в Y-направлении не должен выходить за край вывода больше чем на 0,25
или 0,1 мм (что больше). См. примечания 1 и 2 в 9.1.
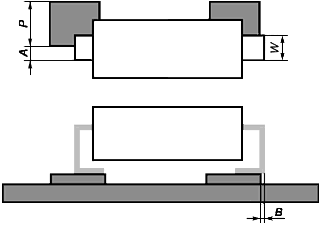
Рисунок 41 - Установка компонента с ленточными L-образными выводами, отформованными под корпус: недопустимое состояние
9.13 Компоненты большой мощности с плоскими выступающими выводами
Компоненты допускается смещать по осям X, Y или поворачивать. Критерии состояний относятся к точности установки.
Заданное состояние для печатных узлов классов А, В, С
1 Ножки всех выводов, включая области пяток и носки, отцентрированы на контактных площадках.
2 Корпус компонента не повернут.
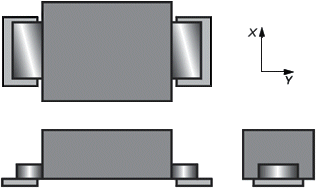
Рисунок 42 - Установка компонента большой мощности с плоскими выступающими выводами: заданное состояние
Допустимое состояние для печатных узлов класса А
1 Х-направление: носок вывода не выступает за контактную площадку.
2 Y-направление: боковой выступ выводов за контактную площадку отсутствует.
Допустимое состояние для печатных узлов класса В
1 Х-направление: носок вывода не выступает за контактную площадку. Зазор - не более 2
.
2 Y-направление: боковой выступ выводов за контактную площадку отсутствует.
Допустимое состояние для печатных узлов класса С
1 Х-направление: выступающая часть контактной площадки не менее
. Зазор
не более
.
2 Y-направление: боковой выступ выводов за контактную площадку отсутствует.
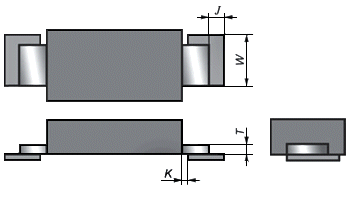
Рисунок 43 - Установка компонента большой мощности с плоскими выступающими выводами: допустимое состояние
Недопустимое состояние для печатных узлов класса А
1 Х-направление: любое выступание носка вывода за контактную площадку.
2 Y-направление: любой боковой выступ выводов за контактную площадку.
Недопустимое состояние для печатных узлов класса В
1 Х-направление: любое выступание носка вывода за контактную площадку. Зазор более 2
.
2 Y-направление: любой боковой выступ выводов за контактную площадку.
Недопустимое состояние для печатных узлов класса С
1 Х-направление: любое выступание носка вывода за контактную площадку. Зазор более
.
2 Y-направление: любой боковой выступ выводов за контактную площадку.
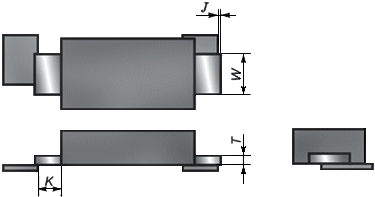
Рисунок 44 - Установка компонента большой мощности с плоскими выступающими выводами: недопустимое состояние
10 Доработка после установки
Данные о технических характеристиках оборудования для установки компонентов рекомендуется основывать на технологических отклонениях, а информация о дефектах, зарегистрированных перед любой доработкой, должна быть доступна для экспертизы.
Для компонентов, которые были установлены на плату с отклонением от предназначенных для них контактных площадок, рекомендуется проверять размер их отклонений и правильное расположение перед проведением ручной замены данных компонентов новыми. Для поврежденных компонентов данные проверки выполнять не рекомендуется.
Доработку перед оплавлением рекомендуется проводить, пока поверхность с нанесенной пастой или клеем сохраняет клейкость.
Для проведения всех доработок после установки, включающих перемещение или замену компонентов, рекомендуется использовать пинцет из неметаллического материала.
10.1 Доработка компонентов, установленных на паяльной пасте
10.1.1 Локальные ошибки установки Не рекомендуется исправлять небольшие ошибки установки компонента поверхностного монтажа осторожным перемещением корпуса.
10.1.2 Общие ошибки установки В тех случаях, когда все компоненты установлены со смещением в одном направлении, необходимо предпринимать действие для исправления данной ошибки. Требуется тщательно проверять копланарность выводов многовыводных компонентов с мелким шагом между выводами.
10.2 Доработка компонентов, установленных на токонепроводящем клее
Если корпус компонента соприкасается с клеем, то допускается исправление небольших ошибок установки путем осторожного перемещения корпуса. Возможно горизонтальное перемещение без какого-либо подъема. Если компонент случайно оторвался от клея, то рекомендуется приложить дополнительное небольшое количество клея к нижней части компонента перед возвращением его на место. Следует принимать меры предосторожности во избежание попадания клея на близлежащие контрольные точки, свободные контактные площадки или компоненты.
11 Отверждение клея
Во избежание повторного испарения клеящего материала, загрязняющего паяемые поверхности, отверждение и пайку не рекомендуется проводить с применением одного и того же операционного оборудования.
При задании температурно-временного профиля для отверждения клея рекомендуется соблюдать рекомендации изготовителя клея.
Рекомендуется проводить контроль с применением ручного или автоматического осмотра по следующим параметрам процесса отверждения клея:
a) наличие или отсутствие компонентов;
b) положение компонентов после отверждения клея;
c) форма сечения соединения и относительный размер смоченных участков на верхней и нижней сторонах соединения;
d) прочность прилипания (прочность при сдвиге или кручении, Н/мм), например, для каждого типа компонентов;
e) любое недопустимое растекание клея после отверждения.
12 Технологические процессы пайки
Технологические процессы пайки описаны в ГОСТ Р МЭК 61192-1 и должны проводиться согласно соответствующим разделам данного стандарта в зависимости от конкретного случая.
Допускается проводить промежуточную послеоперационную оценку процесса пайки в производстве несколькими способами, например ручным или автоматическим визуальным осмотром, лазерным сканированием, измерением тепловых свойств соединения или рентгеноскопией. Для более тщательной проверки металлургических параметров может потребоваться анализ с применением других методов.
Для удовлетворения требований, заданных на рисунках 1-44, с применением ручного или автоматического визуального осмотра применяются нижеперечисленные параметры:
a) наличие или отсутствие компонентов;
b) смещение выходных контактов и выводов компонентов по осям X, Y; поворот компонента относительно соответствующих контактных площадок;
c) состояние компонентов по оси например наклоненный, стоящий на ребре компонент;
d) количество, контур и состояние поверхности припоя, присутствующего на соединениях;
e) пропорции паяемых участков на компонентах и контактных площадках, которые были смочены припоем;
f) физическое повреждение печатной платы, например расслоение, вспучивание, изменение цвета, обгорание, растрескивание, отрыв контактной площадки;
g) физическое повреждение компонентов, например растрескивание, раскалывание, оплавление, деформация, раздутие, параметрическое изменение;
h) недопустимые формы пайки, например шарики, сосульки, выплески и перемычки припоя;
i) другие дефекты пайки, например выщелачивание, десмачивание, выемки, полости, затекание, паутинка, окалина, нарушенные соединения;
j) нечеткость маркировочных знаков.
Другие параметры, контролируемые в процессах пайки компонентов, которые, как правило, не обнаруживаются визуальным осмотром после пайки:
k) растрескивание пластиковых герметизированных микросхем под корпусом компонента;
I) образование внутренних микротрещин в керамических компонентах, возникающих вследствие теплового удара;
m) чрезмерный рост интерметаллических соединений на поверхности разделения припой - медь;
n) охрупчивание золота из припоя;
о) чрезмерный рост кристалла в припое в результате слишком длительного нахождения при температуре выше точки плавления припоя.
Примечание - Некоторые из вышеперечисленных дефектов могут возникать в результате других причин, не связанных с операцией пайки, например из-за дефектных материалов, компонентов, или печатных плат, или из-за воздействия предыдущих процессов.
Эталонный базовый уровень РРМ (частей на миллион) для операций пайки при поверхностном монтаже представляет собой число паяных соединений в печатном узле. Рекомендуемые характеристики оценки и метода расчета РРМ даны в МЭК 61193-1.
Рекомендации по интерпретации критериев состояний в ГОСТ Р МЭК 61191-2 даны в приложении А к данному стандарту.
13 Технологические процессы очистки
Рекомендуется использовать следующие параметры для процесса послемонтажной очистки при ручном или автоматическом контроле и последующем электрическом тестировании:
a) видимые остатки, безвредные и вредные;
b) видимые метки от погружения;
c) невидимое и видимое загрязнения;
d) остаточные шарики и пятна припоя;
е) поврежденные соединения, видимые и невидимые;
f) остаточная жидкость, не удаленная в процессе сушки.
Примечание - Некоторые из вышеперечисленных дефектов могут возникать в результате других причин, не связанных с операцией пайки, например из-за дефектных материалов, компонентов или печатных плат, или из-за воздействия предыдущих процессов.
Эталонный базовый уровень РРМ для операций очистки представляет собой удвоенную площадь печатной платы (в см). Рекомендуемые характеристики оценки и метода расчета РРМ даны в МЭК 61193-1.
14 Ручная установка и ручная пайка, включая ручную доработку или ремонт
Доработка должна проводиться согласно требованиям раздела 18 ГОСТ Р МЭК 61192-1.
Допускается проводить промежуточную послеоперационную оценку процесса доработки и ремонта в производстве несколькими способами, например ручным или автоматическим визуальным осмотром, лазерным сканированием, измерением тепловых свойств соединения или рентгеноскопией.
Параметры, которые рекомендуется применять для контроля процессов пайки в операциях доработки с применением ручного или автоматического визуального контроля и электрического тестирования даны в вышеприведенном разделе 12 настоящего стандарта.
Эталонный базовый уровень РРМ для операций ручной пайки или пайки при доработке компонентов поверхностного монтажа равен числу паяных соединений. Рекомендуемые характеристики оценки и метода расчета РРМ даны в МЭК 61193-1.
Критерии состояний паяных соединений и выравнивания компонентов после монтажа на печатных узлах даны в ГОСТ Р МЭК 61191-2.
15 Электрическое испытание
Рекомендуемые процедуры для достижения качества изготовления даны в ГОСТ Р МЭК 61191-1. Рекомендуется принимать меры, чтобы самотестирование не нанесло вред печатному узлу из-за механического повреждения (например, из-за деформации печатной платы под действием давления от контактных измерительных установок) или электрического перенапряжения.
Приложение А
(обязательное)
Требования к галтелям припоя и выравниванию компонентов поверхностного монтажа
А.1 Введение
В данном приложении содержатся иллюстрированные примеры заданного и допустимого состояний для галтелей паяных соединений на выводах и контактах, а также выравнивания компонентов поверхностного монтажа на их контактных площадках. Примеры предназначены для облегчения понимания требований, заданных ГОСТ Р МЭК 61191-2 при контроле после монтажа.
Следующие рисунки и схемы содержат не все возможные отклонения от процесса и не описывают все дефекты.
А.2 Плоские ленточные, L-образные выводы и выводы в виде крыла чайки
Примеры предназначены для пояснения требований рисунка 3 в ГОСТ Р МЭК 61191-2.
Примечание - Смачивания припоем обрезанного носка вывода не требуется.
Заданное состояние для печатных узлов классов А, В, С
Высота вогнутых галтелей по краям выводов равна толщине
вывода по всей длине
.
Область пятки заполнена до высоты ![]() .
.
Контактная площадка смочена полностью. Галтель припоя не требуется на свисающих краях выводов при ширине контактной площадки не более ширины вывода или края выводов выполнены из тонколистового металла.
Рисунок А.1 - Галтель припоя: заданное состояние
Заданное состояние для печатных узлов классов А, В, С
Ножки всех выводов компонента, включая области пяток и носки, располагаются по центру ширины и длины контактных площадок.
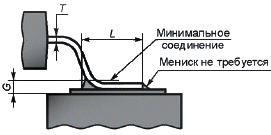
Рисунок А.2 - Совмещение: заданное состояние
Допустимое состояние для печатных узлов класса В
Смачивание обоих боковых краев выводов явно видно на длине более 0,5
.
Высота галтели на пятке более ![]() .
.
Галтель припоя не требуется на свисающих краях выводов при ширине контактной площадки не более ширины вывода или края выводов выполнены из тонколистового металла.
Рисунок А.3 - Галтель припоя: допустимое состояние
Допустимое состояние для печатных узлов класса В
Боковой выступ ножки вывода менее 0,5
.
Нет выступа носка за контактную площадку.
Область пятки в пределах контактной площадки.
1/3
, при шаге выводов менее 0,5 мм.
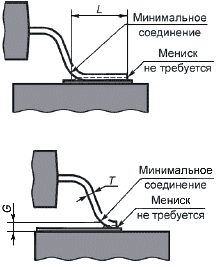
Рисунок А.4 - Совмещение: допустимое состояние
А.3 Примерные галтели припоя и совмещение: круглые или расплющенные выводы
Примеры предназначены для пояснения требований рисунка 4 в ГОСТ Р МЭК 61191-2.
Заданное состояние для печатных узлов классов А, В, С
Высота вогнутых галтелей на краях выводов равна толщине вывода
по всей длине
.
Область пятки заполнена до высоты ![]() .
.
Контактная площадка полностью смочена.
Галтели припоя по краям ножек выводов не требуются на краевом сечении или в тех случаях, когда ширина вывода равна или больше ширины контактной площадки.
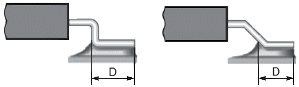
Рисунок А.5 - Галтель припоя: заданное состояние
Заданное состояние для печатных узлов классов А, В, С
Ножки всех выводов компонента, включая области пяток и носки, располагаются по центру относительно длины и ширины контактной площадки.
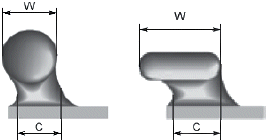
Рисунок А.6 - Совмещение: заданное состояние
Допустимое состояние для печатных узлов класса В
Смачивание обоих боковых краев выводов явно видно на длине более 2/3
.
Высота галтели на пятке более ![]() или 0,5 мм (что менее).
или 0,5 мм (что менее).
Галтели припоя по краям ножек выводов не требуются на краевом срезе или если ширина вывода равна или более ширины контактной площадки.
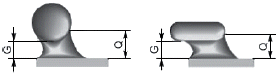
Рисунок А.7 - Галтель припоя: допустимое состояние
Допустимое состояние для печатных узлов класса В
Боковой выступ ножки вывода в боковом направлении и выступ носка
в направлении длины менее 1/3
.
Область пятки в пределах контактной площадки.
1/3
, если шаг выводов менее 0,5 мм.
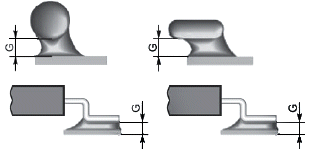
Рисунок А.8 - Совмещение: допустимое состояние
А.4 Примерные галтели припоя и совмещение: J-образные выводы
Представленные примеры должны способствовать пониманию требований ГОСТ Р МЭК 61191-2, рисунок 5.
Заданное состояние для печатных узлов классов А, В, С
Внутренняя и внешняя галтели пятки, опаянные до начала нижнего радиуса J- вывода. Боковые галтели на J-выводе совпадают с толщиной вывода .
Контакт между припоем и корпусом компонента отсутствует. Контактная площадка полностью смочена.
Рисунок А.9 - Галтель припоя: заданное состояние
Заданное состояние для печатных узлов классов А, В, С
Ножки всех выводов компонента, включая области пяток и носки, располагаются по центру относительно длины и ширины контактной площадки.
Рисунок А.10 - Совмещение: заданное состояние
Допустимое состояние для печатных узлов класса В
Высота внутренней и внешней галтелей более
![]() .
.
Галтели припоя по краям ножек выводов не требуются на краевом срезе или если ширина вывода равна или более ширины контактной площадки.
Рисунок А.11 - Галтель припоя: допустимое состояние
Допустимое состояние для печатных узлов класса В
Боковой выступ ножки вывода менее 0,5
.
Нет выступа носка за контактную площадку.
Область пятки в пределах контактной площадки.
1/3
, если шаг выводов менее 0,5 мм.
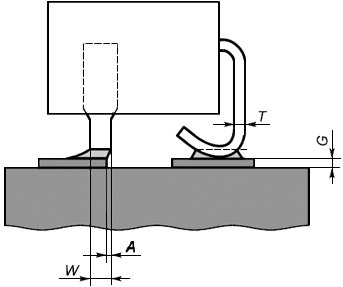
Рисунок А.12 - Совмещение: допустимое состояние
А.5 Примерные галтели припоя и совмещение: безвыводные компоненты с прямоугольными торцевыми контактами
Представленные примеры должны способствовать пониманию требований ГОСТ Р МЭК 61191-2, рисунок 6
Заданное состояние для печатных узлов классов А, В, С
Вогнутые галтели на торцевой поверхности имеют высоту ![]() , смочены по всей широте торцевой поверхности и выходят на контактную площадку на расстояние 0,75
, смочены по всей широте торцевой поверхности и выходят на контактную площадку на расстояние 0,75 от контактной поверхности компонента.
Высота боковых галтелей не менее 0,5 вдоль всей длины
. Контактная площадка полностью смочена.
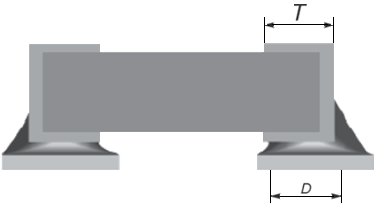
Рисунок А.13 - Галтель припоя: заданное состояние
Заданное состояние для печатных узлов классов А, В, С
Корпус компонента располагается по центру контактных площадок - как по длине, так и ширине.
Боковая сторона контактной поверхности полностью находится на контактной площадке.
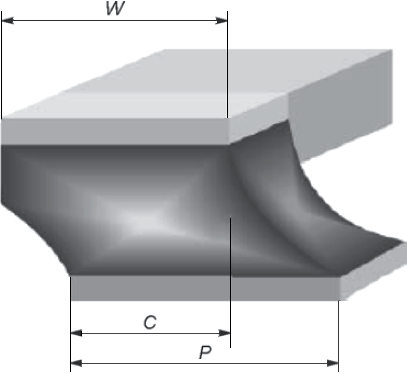
Рисунок А.14 - Смещение: заданное состояние
Допустимое состояние для печатных узлов класса В
Высота галтели торцевой поверхности более ![]() или
или 0,5 мм (что более).
Высота боковой галтели больше 0,5.
Ширина С концевого соединения более 0,5.
На корпусе, за пределами контактной поверхности, припой отсутствует.

Рисунок А.15 - Галтель припоя: допустимое состояние
Допустимое состояние для печатных узлов класса В
Боковой выступ меньше 1/3
.
Корпус компонента перекрывает контактную площадку более 2/3 .
Нет выступания торца контактной поверхности за контактную площадку.
или 0,5 мм (что менее).
недопустимое состояние для контактов с одной стороной (только торцевая грань).
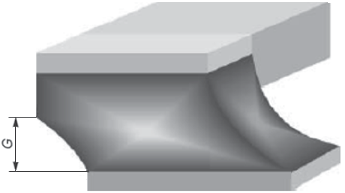
Рисунок А.16 - Совмещение: допустимое состояние
А.6 Примерные галтели припоя и смещение: цилиндрические компоненты с чашечными контактами, например MELF
Представленные примеры должны способствовать пониманию требований ГОСТ Р МЭК 61191-2, рисунок 7.
Заданное состояние для печатных узлов классов А, В, С
Вогнутая галтель на торцевой поверхности имеет высоту , смочена по всей ширине торцевой поверхности и выходит на контактную площадку на расстояние 0,75
от торцевой поверхности.
Высота боковых галтелей составляет как минимум 0,5 по всей длине
.
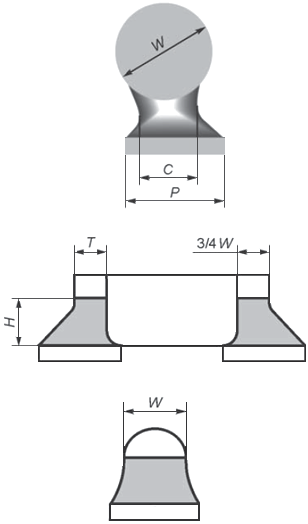
Рисунок А.17 - Галтель припоя: заданное состояние
Заданное состояние для печатных узлов классов А, В, С
Корпус компонента располагается по центру контактных площадок - как по длине, так и ширине.
Боковая сторона торцевой контактной поверхности полностью находится на контактной площадке.
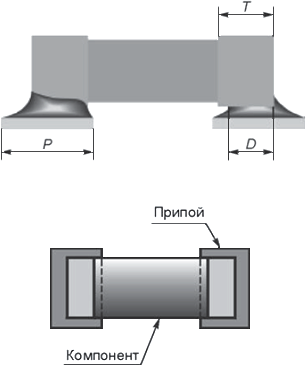
Рисунок А.18 - Совмещение: заданное состояние
Допустимое состояние для печатных узлов класса В
Высота галтели торцевой поверхности более ![]() или
или 0,5 мм (что более).
Высота боковой галтели больше, чем 0,5.
Ширина концевого соединения более 0,5
.
На корпусе, за пределами контактной поверхности, припой отсутствует.
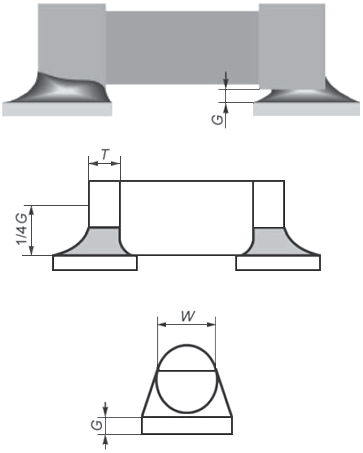
Рисунок А.19 - Галтель припоя: допустимое состояние
Допустимое состояние для печатных узлов класса В
Боковой выступ менее 1/3
.
Корпус компонента перекрывает контактную площадку больше, чем на 2/3.
Выступание торца контактной концевой поверхности отсутствует.
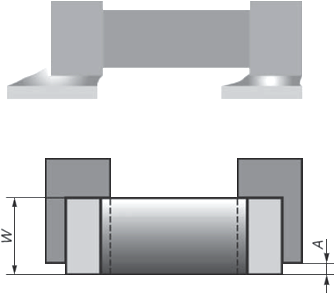
Рисунок А.20 - Совмещение: допустимое состояние
А.7 Примерные галтели припоя и совмещение: компоненты с контактами на нижней поверхности
Представленные примеры должны способствовать пониманию требований ГОСТ Р МЭК 61191-2, рисунок 8.
Заданное состояние для печатных узлов классов А, В, С
Смачивание припоя на нижней части компонента и контактной площадке на каждом конце проявляется в виде непрерывного соединения по всем трем видимым краям.
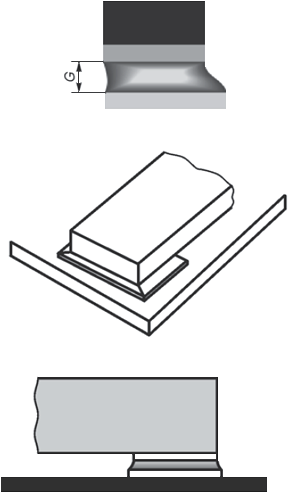
Рисунок А.21 - Галтель припоя: заданное состояние
Заданное состояние для печатных узлов классов А, В, С
Участки контактов (контактных поверхностей) на нижней части компонента располагаются по центру контактных площадок как по длине, так и по ширине.
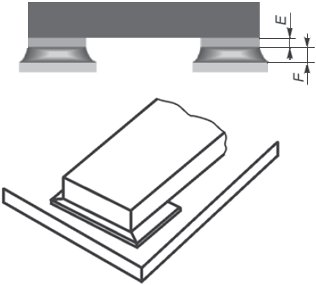
Рисунок А.22 - Совмещение: заданное состояние
Допустимое состояние для печатных узлов класса В
Ширина концевого соединения больше 0,5.
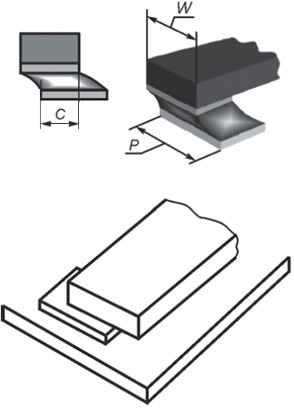
Рисунок А.23 - Галтель припоя: допустимое состояние
Допустимое состояние для печатных узлов класса В
Выступание конца отсутствует.
Боковой выступ меньше, чем 1/3.
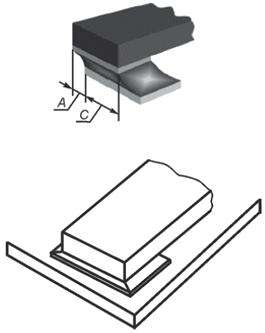
Рисунок А.24 - Совмещение: допустимое состояние
А.8 Примерные галтели припоя и совмещение: кристаллоносители с контактами в выемках корпуса
Представленные примеры должны способствовать пониманию требований ГОСТ Р МЭК 61191-2, рисунок 9.
Заданное состояние для печатных узлов классов А, В, С
Вогнутые галтели во всех металлизированных выемках.
Высота галтелей составляет ![]() и покрывает всю ширину каждой контактной площадки и металлизированной выемки.
и покрывает всю ширину каждой контактной площадки и металлизированной выемки.
Наличие видимого признака смачивания на всех участках контактных поверхностей под корпусом компонента.
Участки контактных площадок с внешней стороны корпуса полностью смочены.
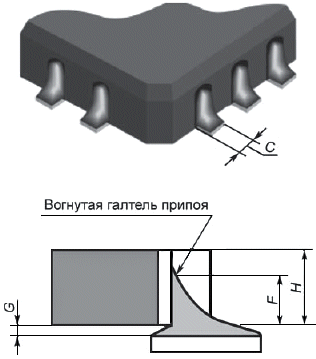
Рисунок А.25 - Галтель припоя: заданное состояние
Заданное состояние для печатных узлов классов А, В, С
Все металлизированные выемки располагаются по центру контактных площадок.
Выступающие части контактных площадок с внешней стороны корпуса компонента не менее 0,75.

Рисунок А.26 - Совмещение: заданное состояние
Допустимое состояние для печатных узлов класса В
Ширина концевого соединения более 0,5
(ширины металлизированной выемки).
Высота галтели более
![]() .
.
Длина бокового соединения более 0,5
.
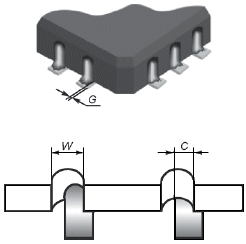
Рисунок А.27 - Галтель припоя: допустимое состояние
Допустимое состояние для печатных узлов класса В
Боковой сдвиг от контактной площадки меньше, чем 0,5
(ширины металлизированной выемки).
Концевой сдвиг контура корпуса компонента за любую контактную площадку отсутствует.
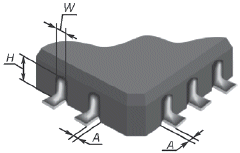
Рисунок А.28 - Совмещение: допустимое состояние
А.9 Примерные галтели припоя и совмещение: соединения встык
Представленные примеры должны способствовать пониманию требований ГОСТ Р МЭК 61191-2, рисунок 10.
Заданное состояние для печатных узлов классов А, В, С
Высота галтели - 2,5.
Контактная площадка полностью смочена.
Рисунок А.29 - Галтель припоя: заданное состояние
Заданное состояние для печатных узлов классов А, В, С
Носки выводов располагаются в центре каждой контактной площадки.
Выступающая часть контактной площадки с внешней стороны каждого носка равна 2
.
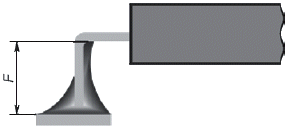
Рисунок А.30 - Совмещение: заданное состояние
Допустимое состояние для печатных узлов класса В
Высота галтелей более 0,5 мм.
Ширина концевого соединения более 0,75
.
Толщина припоя под носком меньше, чем 0,1 мм.
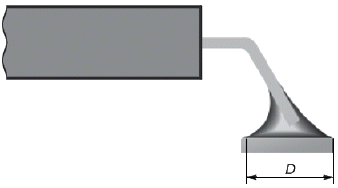
Рисунок А.31 - Галтель припоя: допустимое состояние
Допустимое состояние для печатных узлов класса В
Боковой сдвиг за контактную площадку отсутствует.
Выступающая часть контактной площадки по отношению к внешней поверхности каждого носка (за исключением торцевой поверхности) более толщины вывода
.
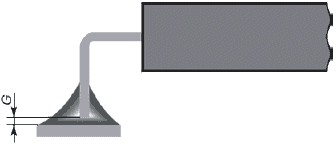
Рисунок А.32 - Совмещение: допустимое состояние
А.10 Примерные галтели припоя и совмещение: плоские ленточные L-образные выводы, отформованные под корпус
Представленные примеры должны способствовать пониманию требований ГОСТ Р МЭК 61191-2, рисунок 11.
Заданное состояние для печатных узлов классов А, В, С
Высота вогнутой галтели на торцевой поверхности вывода равна ![]() по всей ширине вывода
по всей ширине вывода .
Наличие признаков смачивания между нижней частью ножки и контактной площадки по всей длине боковых сторон L-выводов, отформованных под корпус.
Видимые части контактной площадки полностью смочены.
или 0,5 мм (что более).
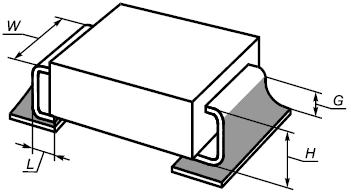
Рисунок А.33 - Галтель припоя: заданное состояние
Заданное состояние для печатных узлов классов А, В, С
Ножки выводов компонента, включая области пяток и носки, располагаются по центру относительно ширины и длины контактной площадки.
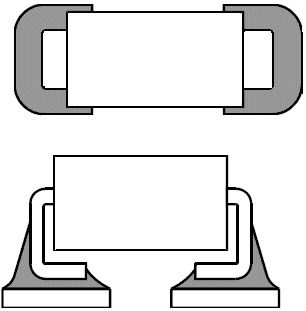
Рисунок А.34 - Смещение: заданное состояние
Допустимое состояние для печатных узлов класса В
Высота галтели на торцевой поверхности более ![]()
. Ширина галтели более 0,5
. Соединение по контактной площадке проходит с наружной части вывода за пределами его торцевой поверхности более 0,5
.
или 0,5 мм (что более).
или 0,5 мм (что менее).
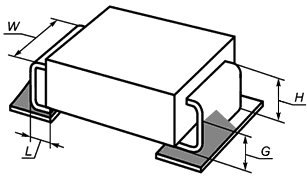
Рисунок А.35 - Галтель припоя: допустимое состояние
Допустимое состояние для печатных узлов класса В
Боковой выступ вывода менее 0,5
.
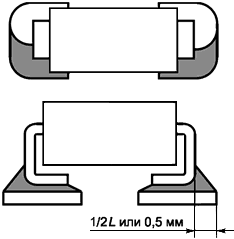
Рисунок А.36 - Совмещение: допустимое состояние
А.11 Примерные галтели припоя и совмещение. Компоненты большой мощности с плоскими выступающими выводами
Представленные примеры должны способствовать пониманию требований ГОСТ Р МЭК 61191-2, Рисунок 12.
Заданное состояние для печатных узлов классов А, В, С
Галтель бокового соединения проходит по всей длине контакта вывода и контактной площадки. Ширина соединения по торцу носка равна ширине вывода . Галтели на боковых сторонах вывода и торце носка составляют полную толщину вывода.
менее 0,1 мм. Видимые участки контактной площадки полностью смочены.
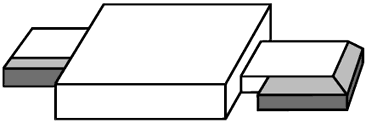
Рисунок А.37 - Галтель припоя: заданное состояние
Заданное состояние для печатных узлов классов А, В, С
Вывод полностью на контактной площадке, которая выступает за боковые стороны вывода и торец носка на толщину вывода .
Расстояние меньше толщины вывода.
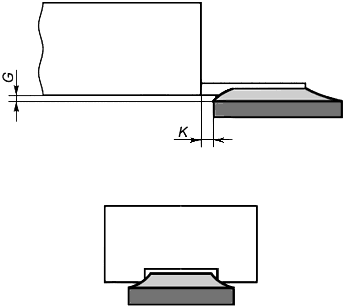
Рисунок А.38 - Совмещение: заданное состояние
Допустимое состояние для печатных узлов класса В
Ширина соединения по концу более 0,5.
Длина бокового соединения не менее ![]() .
.
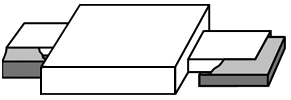
Рисунок А.39 - Галтель припоя: допустимое состояние
Допустимое состояние для печатных узлов класса В
Боковой выступ или выступ носка отсутствуют. менее
.
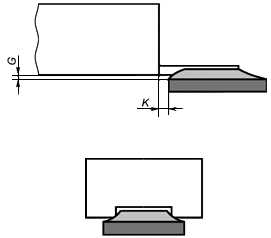
Рисунок А.40 - Совмещение: допустимое состояние
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
МЭК 60194:2006 | * | |
МЭК 61191-1:1998 | IDT | ГОСТ Р МЭК 61191-1-2010 Печатные узлы. Часть 1. Поверхностный монтаж и связанные с ним технологии. Общие технические требования |
МЭК 61191-2:1998 | IDT | ГОСТ Р МЭК 61191-2-2010 Печатные узлы. Часть 2. Поверхностный монтаж. Технические требования |
МЭК 61191-3-2010 | IDT | ГОСТ Р МЭК 61191-3-2010 Печатные узлы. Часть 3. Монтаж в сквозные отверстия. Технические требования |
МЭК 61191-4:1998 | IDT | ГОСТ Р МЭК 61191-4-2010 Печатные узлы. Часть 4. Монтаж контактов. Технические требования |
МЭК 61192-1:2003 | IDT | ГОСТ Р МЭК 61192-1-2010 Сборка и монтаж печатных узлов. Требования к качеству. Часть 1. Основные требования |
МЭК 61192-3:2003 | IDT | ГОСТ Р МЭК 61192-3-2010 Печатные узлы. Требования к качеству. Часть 3. Монтаж в сквозные отверстия |
МЭК 61192-4:2002 | IDT | ГОСТ Р МЭК 61192-4-2010 Печатные узлы. Требования к качеству. Часть 4. Монтаж контактов |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
Электронный текст документа
и сверен по:
, 2011
