ГОСТ Р МЭК 61192-4-2010
Группа Э02
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПЕЧАТНЫЕ УЗЛЫ. ТРЕБОВАНИЯ К КАЧЕСТВУ
Часть 4
Монтаж контактов
Soldered electronic assemblies. Workmanship requirements. Part 4: Terminal assemblies
ОКС 1.190*
_______________
* Вероятно, ошибка оригинала. Следует читать: ОКС 31.190. -
.
Дата введения 2011-07-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Автономной некоммерческой организацией "Измерительно-информационные технологии" (АНО "Изинтех") на основе аутентичного перевода на русский язык международного стандарта, указанного в пункте 4. Перевод выполнен российской комиссией экспертов МЭК/ТК 91
2 ВНЕСЕН Техническим комитетом по стандартизации TК-420 "Базовые несущие конструкции, печатные платы, сборка и монтаж электронных модулей", подкомитетом ПК-3 "Технология сборки и монтажа радиоэлектронных модулей"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 23 декабря 2010 г. N 1089-ст
4 Настоящий стандарт идентичен международному стандарту МЭК 61192-4:2002* "Требования к качеству изготовления печатных узлов. Часть 4. Монтаж контактов" (IЕС 61192-4 2002 "Workmanship requirements for soldered electronic assemblies - Part 4: Terminal assemblies"). Наименование стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5)
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Настоящий стандарт является одной из частей стандарта ГОСТ Р МЭК 61192 под общим названием "Печатные узлы. Требования к качеству", его рекомендуется применять совместно с другими перечисленными ниже частями:
Часть 1 Общие технические требования.
Часть 2 Поверхностный монтаж.
Часть 3 Монтаж в сквозные отверстия.
Часть 5 Доработка, модификация и ремонт.
В справочном приложении ДА настоящего стандарта приведены сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации, которые рекомендуется использовать вместо ссылочных международных стандартов
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Настоящая часть ГОСТ Р МЭК 61192 устанавливает совместно с ГОСТ Р МЭК 61192-1 требования и рекомендации по обеспечению качества печатных узлов в соответствии с требованиями, установленными ГОСТ Р МЭК 61191-1 и ГОСТ Р МЭК 61191-4.
Поставщики и потребители печатных узлов с использованием поверхностного монтажа могут использовать данный стандарт в качестве правового основания по вопросам качества в соответствующих контрактах.
Соответствующие требования и руководящие указания для поверхностного монтажа и монтажа в сквозные отверстия печатных узлов включены в отдельные, но взаимосвязанные стандарты.
1 Область применения
Настоящий стандарт устанавливает общие требования к качеству монтажа контактов на органических подложках, на печатных платах и на подобных слоистых материалах, прикрепленных к поверхности (поверхностям) неорганических оснований.
Он распространяется или только на контакты печатных узлов, или в целом на печатные узлы, в которых использован поверхностный монтаж или другие сопутствующие технологии, например монтаж в сквозные отверстия или монтаж проводов.
2 Нормативные ссылки
Следующие стандарты* являются важными для применения настоящего стандарта. Для датированных стандартов используется только указанное издание. Для недатированных стандартов используется последняя их редакция (включая любые поправки).
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
МЭК 60194 Проектирование, изготовление и сборка печатных плат. Термины и определения (IEC 60194, Printed board design, manufacture and assembly. - Terms and definitions)
МЭК 60749:1996 Полупроводниковые приборы. Методы механических и климатических испытаний. Изменение 2 (IEC 60749, Semiconductor devices - Mechanical and climatic methods. Amendment 2:2001)
MЭК 61189-3 Методы испытаний электрических материалов, соединительных структур и сборок. Часть 3. Методы испытаний для соединительных структур (печатные платы) (IЕС 61189-3, Test methods for electrical materials, interconnection structures and assemblies - Part 3: Test method for interconnection structures (printed boards))
МЭК 61191-1 Печатные узлы. Часть 1. Поверхностный монтаж и связанные с ним технологии. Общие технические требования (IEC 61191-1, Printed board assemblies - Part 1: Generic specification - Requirements for soldered electrical and electronic assemblies using surface mount and related assembly technologies)
МЭК 61191-4 Печатные узлы. Часть 4. Монтаж контактов. Технические требования (IEC 61191-4, Printed board assemblies - Part 4: Sectional specification - Requirements for terminal soldered assemblies)
МЭК 61192-1 Печатные узлы. Требования к качеству. Часть 1. Общие технические требования (IEC 61192-1, Workmanship requirements for soldered electronic assemblies - Part 1: General)
МЭК 61192-2 Печатные узлы. Требования к качеству. Часть 2. Поверхностный монтаж (IEC 61192-2 Workmanship requirements for soldered electronic assemblies - Part 2: Surface-mount assemblies)
МЭК 61192-3 Печатные узлы. Требования к качеству. Часть 3. Монтаж в сквозные отверстия (IEC 61192-3, Workmanship requirements for soldered electronic assemblies - Part 3: Through-hole mount assemblies).
3 Термины и определения
В настоящем стандарте применяются определения МЭК 60194.
4 Общие требования
Требования ГОСТ Р МЭК 61192-1 являются обязательными для настоящего стандарта.
4.1 Классификация
Классификация печатных узлов устанавливает три класса, а именно - классы А, В, С. Определения классификационных категорий и состояния изделия для каждого класса даны в ГОСТ Р МЭК 61192-1. В общем случае состояние разделяется на три состояния качества изготовления следующим образом:
a) заданное состояние;
b) допустимое состояние;
c) недопустимое состояние.
4.2 Противоречие
Решение должно приниматься или отвергаться на основании используемой документации, такой как контракты, чертежи, технические требования и справочные документы.
В случае противоречия должен применяться нижеприведенный порядок приоритета:
a) документ на поставку продукции по договоренности между потребителем и поставщиком;
b) основной сборочный чертеж;
c) ГОСТ Р МЭК 61191-1 и ГОСТ Р МЭК 61192-1
d) настоящий стандарт;
e) другие документы в той мере, в какой они определены в настоящем стандарте.
4.3 Методы контроля
Для визуального контроля некоторых технических требований, предъявляемых к печатным узлам, могут предусматриваться вспомогательные средства увеличения.
Рекомендуется использовать бинокулярную систему технического зрения, допускается ее использовать совместно с единичным пространственным (полевым) увеличителем. Должно использоваться не менее трехкратного (3х) увеличение для обычных печатных узлов. Увеличение сильнее десятикратного (10х) практически не применяется для обычного контроля с высокой скоростью просмотра. Оно может быть иногда востребовано для детальной диагностики или для функций "третейского судьи".
4.4 Интерпретация требований
Если потребителем не задано иное, слово "должен" указывает что требование является обязательным. Отклонение от любого обязательного требования с глаголом "должен" требует письменного разрешения (принятия) данного отклонения заказчиком, например в сборочном чертеже, технических требованиях или условии контракта.
Слова "рекомендуется" и "допускается" отражают рекомендации и руководящие указания соответственно и применяются в тех случаях, когда они предназначены для выражения необязательных положений,
5 Определение характеристик процесса
5.1 Процесс подготовки провода
С проводов и выводов должна зачищаться изоляция в размере, достаточном для обеспечения изоляционных зазоров, указанных в технических требованиях. Химические вещества для снятия изоляционного покрытия должны применяться только для одножильных проводов большого сечения и должны нейтрализоваться или удаляться до проведения пайки. После удаления изоляции деформация оставшейся изоляции не должна превышать 20% ее толщины. Во время зачистки изоляции рекомендуется проявлять осторожность во избежание надрезов или иных повреждений провода или остающейся изоляции.
Для печатных узлов класса А или В число надрезанных или нарушенных жил в одном проводе не должно превышать пределов, заданных в таблице 1. Для проводов, используемых при напряжении 6 кВ и выше, или для печатных узлов класса С не должны применяться поврежденные жилы; число поврежденных жил должно соответствовать значениям, указанным в таблице 1. Допускается обесцвечивание изоляции вследствие тепловой зачистки.
Таблица 1 - Предельные нормы повреждения жил
Исходное число | Классы А или В | Класс С | |||||
Максимально допустимое число поврежденных жил для класса | |||||||
менее | 7 | 0 | 0 | ||||
От | 7 | до | 15 | включ. | 1 | 0 | |
" | 16 | " | 18 | " | 2 | 0 | |
" | 19 | " | 25 | " | 3 | 0 | |
" | 26 | " | 36 | " | 4 | 0 | |
" | 37 | " | 40 | " | 5 | 0 | |
более | 40 | 6 | 0 | ||||
Части многожильного провода, которые будут паяться, должны быть залужены перед проведением монтажа. Припой должен проникать во внутренние жилы провода и должен смачивать луженую часть провода. Затекание припоя под изоляцию должно быть сведено к минимуму.
5.2 Процессы установки контактов
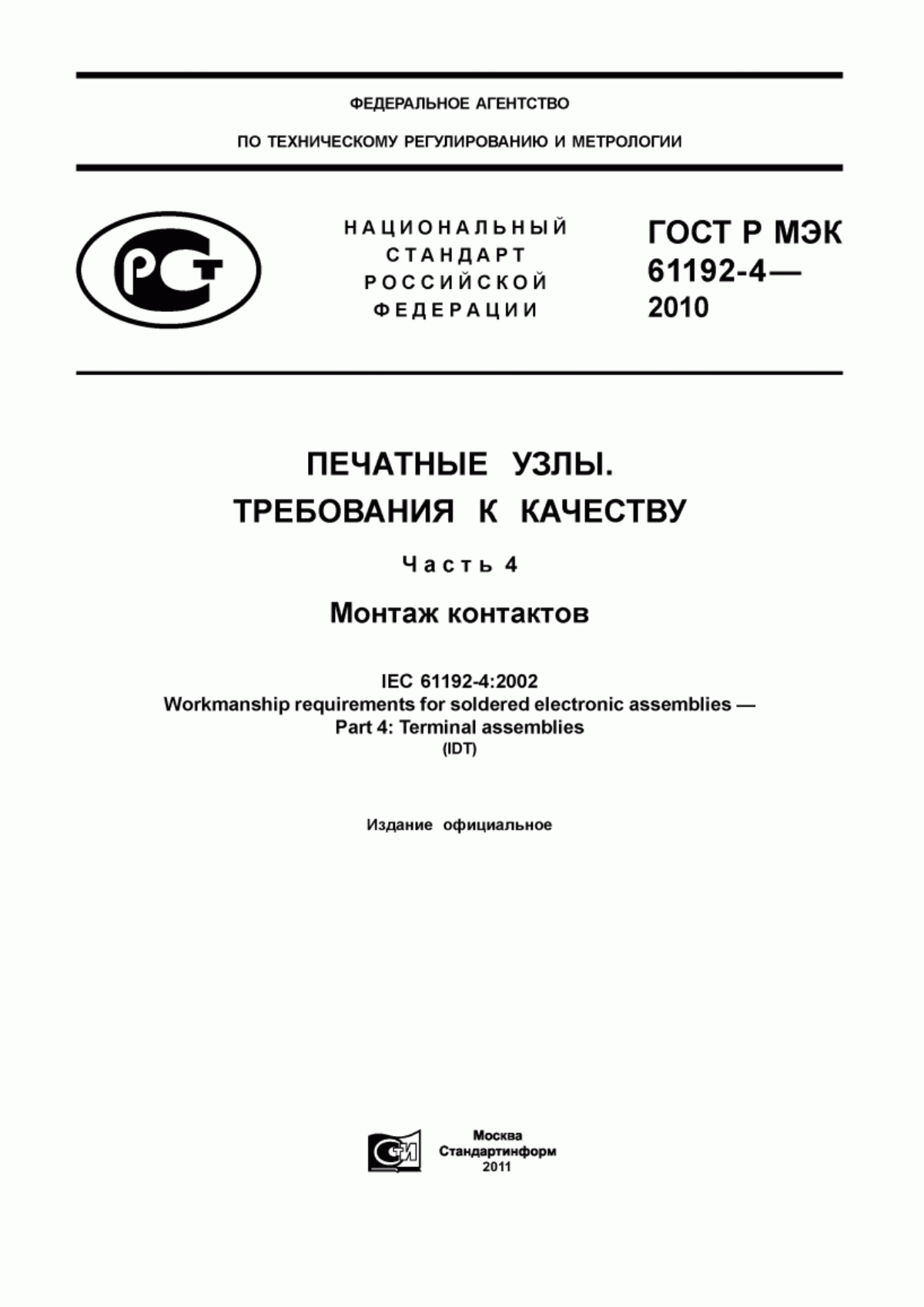
Контакты, не соединяемые с печатным монтажом или слоем заземления, должны иметь конфигурацию развальцованного фланца (рисунок 1). Допускается применять контактные площадки в качестве монтажной поверхности для развальцованного фланца при условии, что контактная площадка изолирована и не соединена с активной печатной разводкой или земляным слоем.
| Заданное состояние для печатных узлов классов А, В и С Раструб установлен с равномерными разрывами, формирующими концентрическую форму по направлению к отверстию. |
| Допустимое состояние для печатных узлов классов А и В Разрывы фланца доходят до платы, но не заходят в цилиндрическую часть. |
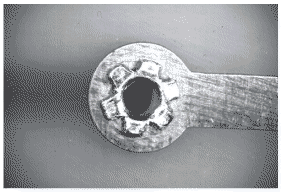
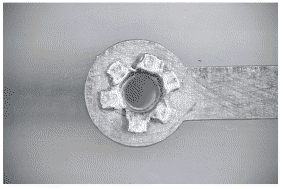
Рисунок 1 - Разрывы фланца с раструбом: виды состояний
Хвостовик контакта не должен ни сверлиться, ни прорезаться, ни разрываться, в нем не должно быть разрывов с размерами, которые могут захватывать и удерживать смазку, флюс, краску или другие вещества, используемые при производстве печатной платы (ПП). Кольцевые трещины или прорези в контакте не допускаются независимо от их размеров.
Развальцованные фланцы не должны быть расщеплены, расколоты или иметь иные разрывы поверхности с размерами, через которые флюс, смазки, краску или другие жидкие вещества, применяемые для изготовления печатной платы, могут попадать внутрь монтажного отверстия. Развальцованные участки не должны иметь круговых расколов или трещин. Допускаются не более трех радиальных прорезей или трещин при условии, что они разделены на 90° друг от друга и не распространяются в цилиндрическую часть контакта (см. рисунок 1).
Развальцованные фланцы контактов должны устанавливаться в металлизированные сквозные отверстия, не предназначенные для межслойных соединений, при условии, что монтаж осуществляется в соединении с контактной площадкой или земляным слоем на развальцованной стороне контактов, как показано на рисунке 2. Они не должны развальцовываться на поверхности диэлектрика печатной платы. Контакты в форме конусообразных заплечиков применяться не должны.
| Допустимое состояние для печатных узлов классов А и В 1 Раструб расположен равномерно с концентрической конфигурацией относительно отверстия. 2 Разрыв имеется во фланце, но не в цилиндре. |
| Недопустимое состояние для печатных узлов классов В и С 1 Раструб по периферии неровный и с зазубринами. 2 Разрывы заходят в цилиндрическую часть. Допустимое состояние для печатных узлов класса А Контакт после развальцовки припаян. |
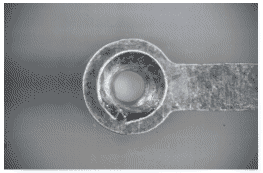
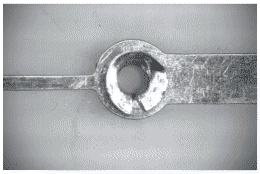
Рисунок 2 - Установка фланца с раструбом в металлизированное отверстие: виды состояний
Развальцованные фланцы контактов должны формоваться с углом от 35° до 120° и должны выступать на расстояние от 0,4 до 1,5 мм над поверхностью контактной площадки при условии, что обеспечиваются требования к минимальному электрическому зазору и диаметр развальцовки не превышает диаметра контактной площадки.
Развальцованный фланец контакта не должен просверливаться или прорезаться, не должен иметь иные разрывы с размерами, которые могут захватывать и удерживать флюс, смазку, краску и другие жидкие вещества, используемые для изготовления печатной платы.
5.3 Пайка контакта
Контакты, соединяемые пайкой, должны быть облужены. Рекомендуется, чтобы контакты имели направляющие пазы, отверстия, канавки и подобные детали, которые обеспечивают надлежащее закрепление проводов и выводов к контактам. Пазы и полые цилиндрические контакты не должны дорабатываться для установки в них проводников с размерами, превышающими допустимые для данных контактов. Проводники не должны дорабатываться для подгонки к контактам, предназначенным для проводников меньшего размера. Контакты из латуни должны иметь медное или никелевое покрытие.
5.4 Паяемость
Ответственным за паяемость деталей должен быть их поставщик. Паяемость должна соответствовать требованиям изготовителя. Электрические и механические компоненты и провода должны соответствовать требованиям МЭК 60749 (изменение 2) или равноценным требованиям. Печатные платы должны соответствовать требованиям МЭК 61189-3 или равноценным требованиям. Перед приемкой деталей на хранение или перед их применением изготовитель должен гарантировать, что детали, которые будут паяться, прошли испытание на паяемость в соответствии с планом выборочного контроля и соответствуют применяемым техническим требованиям на паяемость.
5.5 Предварительная обработка
Припой, используемый для предварительной обработки, удаления золота, лужения деталей и машинной пайки, должен подвергаться анализу, заменяться или пополняться с частотой, обеспечивающей соответствие параметрам, заданным ГОСТ Р МЭК 61191-1 (таблица 1). Частоту анализа рекомендуется определять на основе статистических данных, или анализ рекомендуется проводить ежемесячно. Если степень загрязнения превышает установленные пределы, то интервалы между анализами, заменой или пополнением должны быть сокращены. Протоколы с результатами всех анализов и использования ванны с припоем (например, число потребовавшихся замен припоя за общее время эксплуатации или количество припоя, израсходованного за определенный срок на единицу площади) должны составляться и храниться для каждой установки технологического процесса.
Поставщик должен гарантировать, что все компоненты, выводы деталей, провода, контакты и печатные платы, которые отвечают данным требованиям, являются паяемыми, до начала ручных и/или машинных операций пайки. Поставщик должен указать процедуры, сводящие к минимуму ухудшение паяемости детали.
Допускается предварительно обрабатывать выводы компонентов, провода и контакты погружением в горячий припой.
Поставщик должен показать соответствие требованиям, по которым позолоченные выводы или контакты были залужены или золото было удалено с поверхностей, предназначенных для пайки. Лужение выводов или контактов для удаления золота не должно вредно воздействовать на компонент. Для корректного удаления золота должен применяться процесс лужения двойным погружением или динамической волной припоя.
5.6 Механическое крепление
Выводы и провода рекомендуется механически закреплять на контактах перед пайкой. Данным механическим креплением рекомендуется предотвращать перемещение частей соединения во время операции пайки. Выводы и провода должны накручиваться вокруг контактов с турельными и прямыми контактами минимум на 180° и не должны перекрываться (рисунки 3 и 4). Для последнего провода на прямом контакте должно быть расстояние, равное, по крайней мере, одному диаметру данного провода, от верхней части контакта, чтобы обеспечить образование галтели припоя, удовлетворяющей требованиям. Рекомендуется обеспечивать соответствующие ремонтопригодные петли, которые позволяют проводить полевое техобслуживание.
| Допустимое состояние для печатных узлов классов А, В, С 1 Провода и выводы механически закреплены на контакте перед пайкой. 2 Провода и выводы накручиваются минимум на 180° и не перекрываются на турельных или прямых контактов и контактов с буртиками. 3 Для последнего провода на прямом контакте расстояние по крайней мере в один диаметр данного провода от верхней части контакта, допускающее удовлетворительную пайку выводов с прямыми контактами. |
1 - основание; 2 - верхний направляющий паз; |
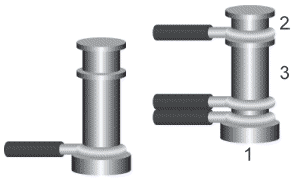
Рисунок 3 - Круговая накрутка провода и вывода: допустимое состояние
| Допустимое состояние для печатных узлов классов А, В 1 Конец провода перекрывает сам себя. 2 Накрутка для круглых контактов составляет менее 180° (но не менее 90°) контакта между проводом и контактом. |
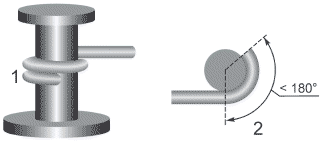
Рисунок 4 - Круговая накрутка провода и вывода: виды состояний
Для провода диаметром 0,25 мм и менее рекомендуется применять минимум один оборот, максимум - три оборота. Рекомендуется делать исключения в случае, когда используются маленькие детали для заделки проводов, где такое механическое закрепление было бы практически нецелесообразным, например, для контактов цилиндрической формы с "дуплом", зажимных штырей с пазами и конструкций с термоусадочными трубками. Провода и выводы должны контактировать со штырем по окружности - не менее 180° и не должны накручиваться друг на друга.
Если механическое крепление выполнено в соответствии с вышеизложенными требованиями, то допускается минимальная накрутка в 90° (см. рисунок 6). Допускается выход концов провода и вывода за основание контактов при условии, что обеспечивается минимальный электрический зазор. Если это практически выполнимо, за исключением провода шины, то провода должны размещаться в восходящем порядке с самым большим проводом в нижней части контакта.
Провод или вывод компонента должен заделываться в паз и накручиваться на один из столбиков контакта (см. 5.6.1), обеспечивая плотный контакт провода, по меньшей мере, с одним углом столбика (см. 5.6.1). Провод или вывод должен быть также в плотном контакте с основанием контакта или с ранее установленным проводом (см. 5.6.1).
5.6.1 Вилкообразные контакты
Провод или вывод компонента должен заделываться в паз и накручиваться либо по столбику, либо на основание контакта (рисунки 5-8), обеспечивая плотный контакт провода, по меньшей мере, с одним углом столбика. Провод или вывод должны быть также в плотном контакте с основанием контакта или с ранее закрепленным проводом. Число закреплений должно ограничиваться тремя на столбик контакта. Их рекомендуется удерживать таким способом, при котором:
a) отсутствует перекрытие накруток и проводов;
b) зазор между проводами и зазор между проводами и платой или заготовкой платы для контактов, как минимум, согласуется с толщиной изоляции провода;
c) накрутки выполняются с противоположно направленными поворотами.
| Заданное состояние для печатных узлов классов А, В, С 1 Провод или вывод соприкасается с контактом на протяжении трех четвертей (75%) ее окружности. (Изгиб на круглых контактах равен 270°, изгиб на контактах с плоскими гранями равен 180°). 2 Обрезанный конец провода соприкасается с контактами. |
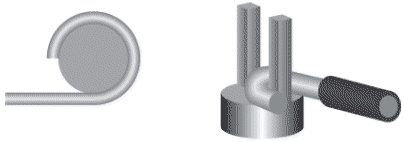
Рисунок 5 - Боковое соединение разводки, вилкообразный контакт: заданное состояние
| Допустимое состояние для печатных узлов классов А, В, С 1 При механическом закреплении допускается минимальная накрутка в 90°. 2 Допускается выход концов проводов и выводов за основание контакта при условии сохранения минимального электрического зазора. 3 Вывод и провод создают плотный контакт по крайней мере с одним углом столбика. 4 Число закреплений должно ограничиваться тремя на столбик контакта. 5 Отсутствует перекрытие накруток. 6 Провода размещены в восходящем порядке с самым толстым проводом в нижней части контакта. |
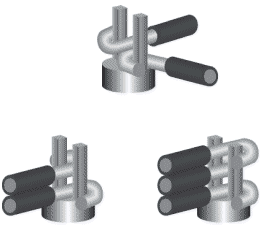
Рисунок 6 - Боковое соединение разводки, вилкообразный контакт: допустимое состояние
| Недопустимое состояние для печатных узлов классов А, В, С 1 Исключительно длинный подрезанный конец провода. 2 Нарушен электрический зазор. |
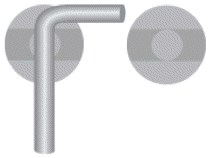
Рисунок 7 - Боковое соединение разводки, вилкообразный контакт - недопустимое состояние
| Допустимое состояние для печатных узлов классов А, В, С Допускается вставлять вывод и провод проходным способом сквозь вилкообразные или просверленные контакты при условии, что они контактируют с основанием контакта или предыдущим проводом, или скреплены связующим материалом, или связаны. |
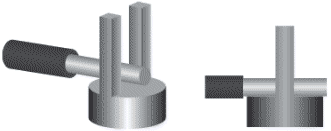
Рисунок 8 - Проходная вставка в вилкообразные контакты - допустимое состояние
5.6.2 Контакты для нижней разводки
Для соединения нижней разводки с контактом провод должен накручиваться на основание контакта или столбика для обеспечения плотного контакта провода или, при механическом закреплении в соответствии с рисунком 9, с изгибом не менее 90°. Проволочный вывод должен также соприкасаться с основанием контакта или ранее установленным проводом. Если требуется закрепить более одного провода, то они должны вводиться одновременно, но накручиваться раздельно вокруг разных столбиков.
| Допустимое состояние для печатных узлов классов А, В, С 1 Накрутка контактирует с контактом по дуге не более 270°. 2 Накрутка контактирует по дуге не менее 180° вокруг контакта или не менее 90° при механическом закреплении. |
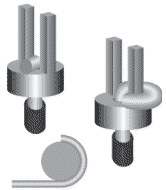
Рисунок 9 - Соединение контакта с нижней разводкой: допустимое состояние
Если нужно соединить три и более контакта, то допускается проложить непрерывную одножильную шину широкого сечения от контакта к контакту (рисунок 10) при следующих требованиях:
a) соединения с первым и последним контактами отвечают техническим требованиям;
b) в необмотанную проволочную часть перемычки входит искривление для снятия напряжения из-за внешней нагрузки;
c) при использовании проколотых или перфорированных контактов провод должен соприкасаться по меньшей мере с двумя несмежными поверхностями каждого промежуточного контакта.
| Допустимое состояние для печатных узлов классов А, В, С 1 Три и более контакта соединены в ряд общей проволочной шиной. 2 Концевые контакты обеспечивают требуемую накрутку для отдельных контактов. 3 Турельные контакты и контакты с буртиками: все непрерывные провода накручиваются вокруг каждого внутреннего контакта. 4 Проколотые контакты: провод контактирует с двумя несмежными сторонами каждого контакта. Примечание - Для снятия напряжения рекомендуется применять плавный изгиб. |
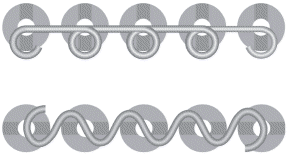
Рисунок 10 - Непрерывная прокладка шины: допустимое состояние
Для изделий, связанных с обслуживанием, проволочные провода должны заделываться в нужное положение с небольшой петлей или плавным изгибом, как показано на рисунке 11. Изгиб должен быть достаточным, учитывая возможный ремонт в полевых условиях.
| Допустимое состояние для печатных узлов классов А, В, С 1 Направление амортизирующего изгиба передает любое напряжение на механическую накрутку, но не на паяное соединение. 2 Изгиб, не соприкасающийся с контактом, имеет минимальный радиус изгиба, равный двум диаметрам - 2 |
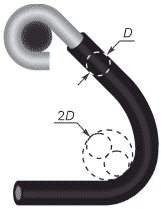
Рисунок 11 - Снятие напряжения с проволочного вывода: допустимое состояние
Зазор G между концом изоляции провода и припоем соединения (рисунок 12) должен обладать следующими характеристиками:
a) минимальный зазор: допускается контакт изоляции с паяным соединением, при этом изоляция не покрыта припоем; в месте контакта с изоляцией должен быть видим контур проводов;
b) максимальный зазор: должен быть меньше двух диаметров провода, включая изоляцию, или 1,5 мм (что меньше), но не должен допускать замыкания между соседними проводами.
| Допустимое состояние для печатных узлов классов А, В, С Зазор |
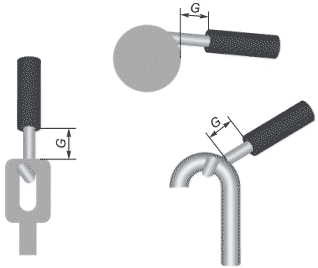
Рисунок 12 - Оценка зазора изоляции: допустимое состояние
Проволочные выводы допускается накручивать по часовой стрелке или против часовой стрелки (в соответствии с направлением приложения возможного напряжения). Направление должно продолжать изгиб заделки проволочных выводов и не должно мешать накрутке других проводов на контакт.
Не должно быть более трех креплений к любой секции турельного или вилкообразного контакта и всего не более трех креплений к любому другому контакту, если контакт не разработан специально для размещения более трех креплений.
6 Отличительные признаки подготовки проводов
6.1 Зачистка провода
На рисунках 13-15 показаны виды состояний для зачистки изоляции проводов.
| Заданное состояние для печатных узлов классов А, В, С Изоляция зачищена аккуратно без признаков защемления, растягивания, размочаливания, обесцвечивания, обгорания или обугливания. |
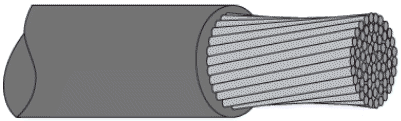
Рисунок 13 - Изоляция проволочного вывода: заданное состояние
| Допустимое состояние для печатных узлов классов А, В, С 1 Незначительная однородная вмятина в изоляции в результате зажима механическим инструментом. 2 Незначительное изменение цвета изоляционного материала в результате термической зачистки. |
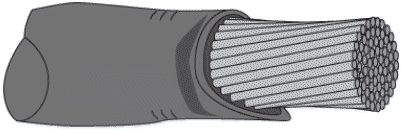
Рисунок 14 - Поврежденная изоляция: допустимое состояние
| Недопустимое состояние для печатных узлов классов А, В, С 1 Механическое повреждение обнажает провод в изоляции. 2 Чрезмерное обугливание или обесцвечивание термически зачищенной изоляции. 3 Излишняя остаточная изоляция на конце провода. |
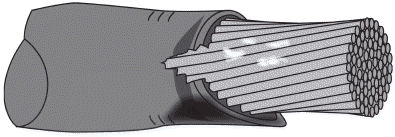
Рисунок 15 - Поврежденная изоляция: недопустимое состояние
6.2 Провод со скрученными жилами
На рисунках 16, 17 показаны виды состояний скрученных жил проводов до и после облуживания.
| Заданное состояние для печатных узлов классов А, В, С Провода не обломаны, не расплюснуты, не обрезаны, не зазубрены, не деформированы иным образом. |
а) Нетронутые провода | |
| Допустимое состояние для печатных узлов классов А, В, С Выпрямленные во время удаления изоляции жилы затем снова скручиваются до первоначального состояния. |
b) Повторно скрученные провода | |
| Допустимое состояние для печатных узлов классов А, В 1 Образование сплющенных участков привело к выходу жил за диаметр изоляции. 2 Спиральная укладка жил не сохранена. |
| Допустимое состояние для печатных узлов классов А, В Жилы обрезаны, сломаны или обрублены в результате зачистки изоляции. |
d) Провод с обрезанными жилами | |
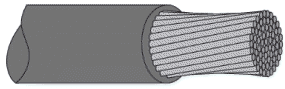
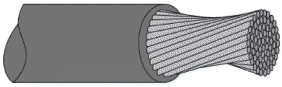
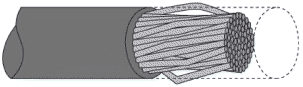
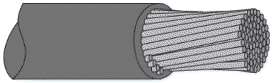
Рисунок 16 - Провод со скрученными жилами до облуживания: виды состояний
| Заданное состояние для печатных узлов классов А, В, С Припой проникает во внутренние жилы, смачивает всю поверхность провода или объединяет жилы. |
а) Лужение провода | |
| Недопустимое состояние для печатных узлов 1 Укладка и очертание проводов скрыты припоем. 2 Объем превышает первоначальный диаметр связки жил провода. |
b) Чрезмерное лужение провода |
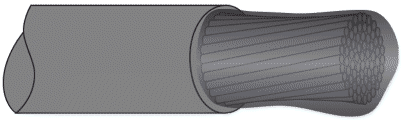
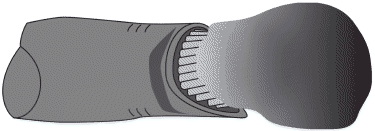
Рисунок 17 - Лужение провода: виды состояний
7 Паяные штырьки и контакты соединителей
На рисунках 18-21 показаны виды состояний паяного соединения проводов.
| Допустимое состояние для печатных узлов классов А, В, С 1 Галтель припоя по окружности в 360° видна на стороне пайки печатного узла. 2 Галтель припоя или заполнение припоем стороны с компонентами не требуется. |
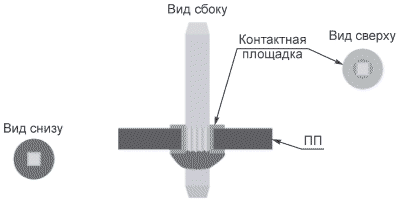
Рисунок 18 - Галтели припоя: допустимое состояние
| Допустимое состояние для печатных узлов классов А, В 1 Галтель припоя или покрытие (на стороне пайки) присутствует на двух смежных сторонах контакта. 2 Галтель припоя или заполнение на стороне компонентов не требуется. |
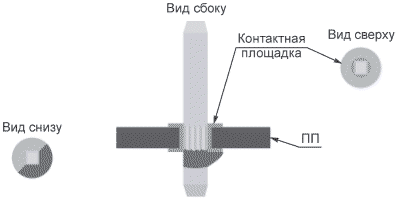
Рисунок 19 - Галтели припоя: допустимое состояние
| Недопустимое состояние для печатных узлов классов А, В, С 1 Менее двух сторон с непрерывной галтелью припоя. 2 Менее двух опаянных сторон. |
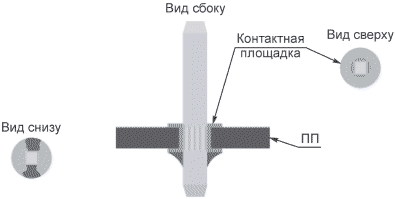
Рисунок 20 - Галтели припоя: недопустимое состояние
| Допустимое состояние для печатных узлов классов А, В 1 Капиллярное затекание припоя допускается на 2,5 мм по всем четырем сторонам. 2 Капиллярное затекание припоя допускается свыше 2,5 мм на любых смежных сторонах и по всем четырем сторонам контакта, если отсутствуют признаки нароста припоя. |
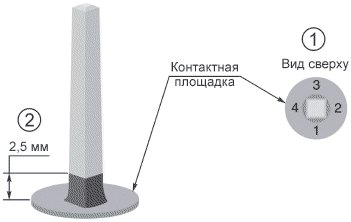
Рисунок 21 - Состояния подъема припоя: виды состояний
8 Навесные перемычки
Данный раздел настоящего стандарта устанавливает критерии для процесса прокладки навесных проводников (известных как навесные перемычки), используемых для соединения компонентов в тех местах платы, где отсутствует проводящий рисунок.
Визуальные критерии состояний даны в разделе 9.
Подразделы данного раздела рассматривают следующие проблемы:
- выбор провода;
- прокладка проводов;
- крепление проводов;
- пайка проводов.
Допускается устанавливать навесные перемычки в металлизированные отверстия, на подпорки контактов, на контактные площадки печатного монтажа или закреплять на выводах компонентов.
Навесные перемычки рекомендуется считать компонентами и указывать на сборочном чертеже.
Навесные перемычки должны быть по возможности короткими и не должны устанавливаться над или под другими съемными компонентами. Навесные перемычки должны в обязательном порядке "наглухо" закрепляться на печатных платах с промежутками, не более 25 мм, и во всех точках изменения направления прокладки. Допускается не изолировать навесные перемычки длиной менее 25 мм, чья трасса не проходит над проводящими участками и не нарушает требования разработчика к зазору. Изоляция на навесных перемычках должна быть совместима с влагозащитным покрытием.
8.1 Выбор провода
Следующие требования рекомендуется выполнять при выборе проводов для перемычек:
a) провод рекомендуется изолировать при его расположении между контактными площадками или выводами компонентов или, если его длина более 25 мм;
b) не рекомендуется применять посеребренный скрученный провод, если в условиях эксплуатации возможна коррозия;
c) рекомендуется выбирать провод минимального диаметра с учетом необходимой нагрузки по току;
d) рекомендуется, чтобы изоляция провода выдерживала температуру пайки, имела определенную прочность к истиранию, имела сопротивление более сопротивления изоляционного материала платы.
8.2 Прокладка проводов
Если высокочастотными или высокоскоростными требованиями не задано иное, то навесные перемычки прокладываются к точкам соединения по возможно кратчайшему пути, состоящему из прямых отрезков в системе координат X- Y, и в стороне от контрольных точек. Рекомендуется предусматривать достаточную длину провода для выполнения требований к прокладке, зачистке и конечному соединению.
На стороне компонентов не допускается прокладывать навесные перемычки над или под любым компонентом.
На стороне компонента допускается проход навесных перемычек над паяными контактными площадками при условии, что перемычки слабо натянуты, и их можно отодвинуть от контактных площадок для замены компонента.
Должен быть исключен контакт с теплоотводами, для которых характерна высокая температура, создаваемая компонентами.
На стороне пайки, за исключением соединителей на краях платы, не рекомендуется прокладывать навесные перемычки через посадочные места компонентов, если компоновка электронного модуля не запрещает прокладку проводов на других участках.
На стороне пайки перемычки не должны проходить над контактными площадками с припоем.
8.3 Крепление проводов
a) Навесные перемычки должны закрепляться на основном материале (или на его теплоотводе, или на крепежном элементе) с применением указанного в технических требованиях клея: перемешивание клея должно выполняться в соответствии с инструкциями поставщика; весь клей должен полностью затвердеть перед приемкой.
b) Капли клея рекомендуется располагать таким образом, чтобы их галтель была достаточной для того, чтобы предохранить провод от чрезмерного захождения на смежные контактные площадки или компоненты.
c) Не допускается осуществлять крепление к компоненту, выводу компонента и контактной площадке с компонентом; допускается крепление к неиспользуемому переходному отверстию и неиспользуемой контактной площадке.
d) Навесные перемычки не должны закрепляться на движущихся деталях или касаться любых движущихся деталей в пределах радиуса каждого изгиба для каждого изменения направления разводки.
e) Для ограничения перемещения провода навесные перемычки должны закрепляться на расстоянии не более 6 мм от своих соединений и с промежутками около 25 мм, а также при всех изменениях направления прокладки.
f) Провода не должны нависать над краем платы.
8.4 Пайка проводов
Навесные перемычки допускается закреплять любым способом, однако способ, используемый для печатного узла любого типа должен указываться на сборочном чертеже.
Концы навесных перемычек допускается закреплять на выступающих частях выводов компонентов. Конец перемычки рекомендуется формировать полной петлей от 180° до 360° вокруг вывода компонента.
У навесных перемычек, закрепленных на компонентах, за исключением компонентов с осевыми выводами, провод должен припаиваться к выводу компонента внахлест. Длина паяного соединения и зазор электрической изоляции должны удовлетворять минимальным или максимальным требованиям допустимого состояния раздела 9.
Для обеспечения допустимого состояния паяного соединения навесной перемычки должны выполняться следующие требования:
a) существование надлежащего смачивания навесной перемычки и вывода или контактной площадки;
b) минимальная длина паяного соединения между концом провода и выводом или контактной площадкой должна соответствовать длине для компонентов с выводами или
для безвыводных компонентов (см. раздел 9);
c) натяжение навесной перемычки должно быть таким, чтобы ее нельзя было приподнять над соседними компонентами при оттягивании; не рекомендуется проводить рядом более двух навесных перемычек;
d) выполнение требования раздела 9;
e) отсутствие трещин на паяном соединении (прикрепление перемычки к выводу, концевому контакту, переходному отверстию).
9 Элементы навесных перемычек (ремонтные перемычки)
Если высокочастотными или высокоскоростными требованиями не задано иное, то навесные перемычки прокладываются к точкам соединения по кратчайшему пути, состоящему из прямых отрезков в системе координат X-Y. Рекомендуется предусматривать достаточную длину провода для выполнения требований к прокладке, зачистке и конечному соединению (см. рисунки 22-30).
| Допустимое состояние для печатных узлов классов А, В, С 1 Надлежащее смачивание навесной перемычки, вывода или контактной площадки. 2 Минимальная длина паяного соединения между концом провода и выводом или контактной площадкой должна соответствовать длине 3 Провод не должен быть настолько свободен, чтобы он оказался над соседними компонентами при оттягивании. 4 Навесная перемычка должна быть закреплена. 5 Отсутствие трещин на паяном соединении (прикрепление перемычки к выводу, концевому контакту, проходному отверстию или к любой их комбинации). |
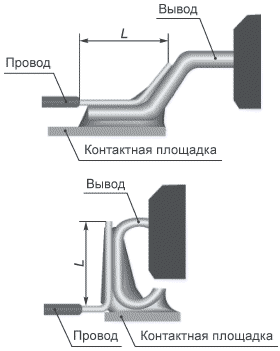
Рисунок 22 - Соединение навесной перемычки с выводом компонента поверхностного монтажа: допустимое состояние
| Допустимое состояние для печатных узлов классов А, В, С 1 Надлежащее смачивание навесной перемычки и вывода или контактной площадки. 2 Минимальная длина паяного соединения между концом провода и выводом или контактной площадкой должна соответствовать длине 3 Провод не должен быть настолько свободен, чтобы он оказался над соседними компонентами при оттягивании. 4 Навесная перемычка должна быть закреплена. 5 Отсутствие трещин на паяном соединении (прикрепление перемычки к выводу, концевому контакту, проходному отверстию или к любой их комбинации). |
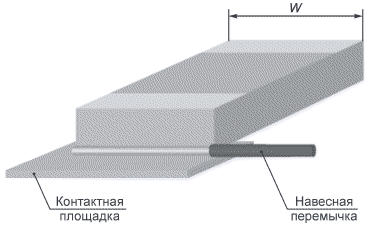
Рисунок 23 - Соединение навесной перемычки с безвыводным компонентом поверхностного монтажа: допустимое состояние
| Заданное состояние для печатных узлов классов А, В, С 1 Провод проложен по самому короткому маршруту в системе координат X-Y. 2 Провод не проходит над или под компонентами. 3 Провод не проходит над контактными площадками. Допустимое состояние для печатных узлов классов А, В, С Достаточный запас длины провода позволяет отодвигать его от контактных площадок во время замены компонента. |
Рисунок 24 - Прокладка провода: виды состояний
| Допустимое состояние для печатных узлов класса А Провод проложен над или под компонентами |
Рисунок 25 - Прокладка провода под или над компонентами: виды состояний
| Заданное состояние для печатных узлов классов А, В, С Провод не пересекает посадочные места компонентов
1 Неизбежное пересечение посадочного места компонента. 2 Провод не накрывает контактные площадки. |
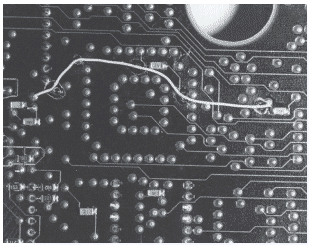
Рисунок 26 - Прокладка провода около контактных площадок: виды состояний
| Допустимое состояние для печатных узлов классов А, В, С Провод проложен на стороне с компонентами.
Провод пересекает посадочное место компонента и контактные площадки. |
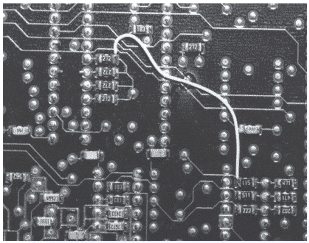
Рисунок 27 - Прокладка провода на участке с компонентом: виды состояний
| Допустимое состояние для печатных узлов классов А, В, С Провод закрепляется на расстоянии менее 6 мм от своих соединений и с промежутками от 25 до 50 мм, чтобы при изменении направления прокладки ограничивать перемещение провода. |
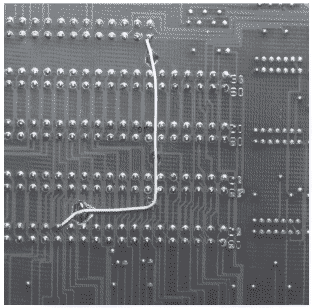
Рисунок 28 - Прикрепление провода: допустимое состояние
| Допустимое состояние для печатных узлов классов А, В Незакрепленный провод. |
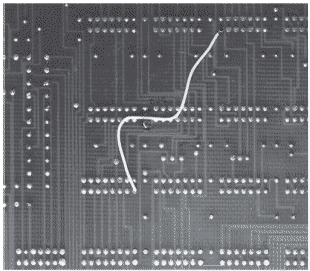
Рисунок 29 - Незакрепленный провод: виды состояний
| Допустимое состояние для печатных узлов классов А, В, С 1 Провод, накрученный вокруг вывода компонента, по крайней мере, на 180°. 2 Провод припаян в переходное отверстие. 3 Провод припаян внахлест к поверхности переходного отверстия. Допустимое состояние для печатных узлов классов А, В Провод припаян в металлизированное сквозное отверстие вместе с выводом компонента. |
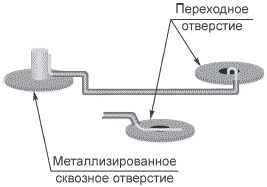
Рисунок 30 - Соединение навесной перемычки с выступающими выводами компонентов и металлизированными отверстиями: виды состояний
На корпусах, выводах компонентов и на контактных площадках не должно быть клея. Не рекомендуется наличие клея на паяных соединениях.
10 Виды состояний паяного соединения
На рисунках 31-41 представлены виды состояний паяного соединения.
| Допустимое состояние для печатных узлов классов А, В, С 1 Провод накручен вокруг вывода. 2 В припое видно очертание провода. 3 Отсутствует припой на изоляции. 4 Ни один провод не нависает над выводом компонента. |
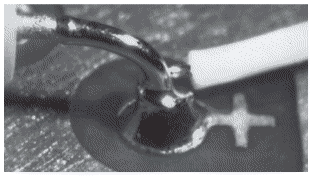
Рисунок 31 - Паяное соединение провода на круглом выводе: допустимое состояние
| Допустимое состояние для печатных узлов классов А, В, С Паяное соединение провода внахлест на плоском выводе. |
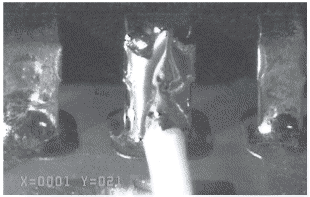
Рисунок 32 - Паяное соединение провода внахлест на плоском выводе: допустимое состояние
| Недопустимое состояние для печатных узлов классов А, В, С Треснутое паяное соединение. |

Рисунок 33 - Треснутое паяное соединение: недопустимое состояние
| Допустимое состояние для печатных узлов классов А, В, С Видимый контур вывода, гладкая поверхность припоя на проводе и контакте. |
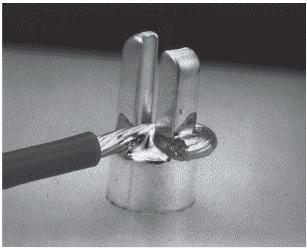
Рисунок 34 - Паяное соединение провода с контактом: допустимое состояние
| Допустимое состояние для печатных узлов классов А, В, С 1 Правильно расположенная изоляция на правильно уложенных и не сломанных жилах провода. 2 Число сломанных жил не более значений, указанных в таблице 1. |
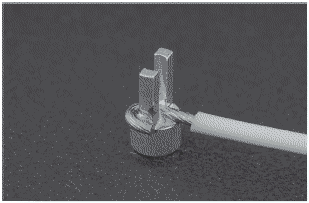
Рисунок 35 - Паяное соединение провода с контактом: допустимое состояние
| Недопустимое состояние для печатных узлов классов А, В, С 1 Припой не имеет непрерывной поверхности, присутствуют признаки плохого смачивания. 2 Число сломанных жил провода более значений, указанных в таблице 1. |

Рисунок 36 - Паяное соединение провода с контактом: недопустимое состояние
| Допустимое состояние для печатных узлов классов А, В, С Освобождение от изоляции находится в пределах допуска. Не рекомендуется, чтобы зазор между изоляцией провода и припоем соединения был более двух диаметров изолированного провода. |
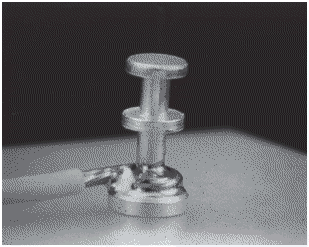
Рисунок 37 - Паяное соединение изолированного провода с контактом, освобождение от изоляции: допустимое состояние
| Допустимое состояние для печатных узлов классов А, В Небольшое видимое расплавление изоляции. |
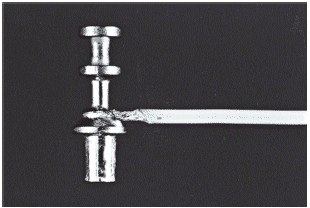
Рисунок 38 - Паяное соединение провода с контактом, повреждение изоляции: виды состояний
| Допустимое состояние для печатных узлов класса А 1 Зазор между изоляцией провода и контактом равен нулю. 2 Отсутствие зазора между изоляцией провода и контактом допустимо, если изоляция не вплавляется внутрь паяного соединения и имеются признаки паяного соединения на протяжении всей накрутки на 90°. |
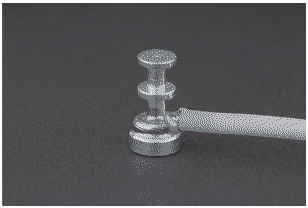
Рисунок 39 - Паяное соединение изолированного провода с контактом, небольшое освобождение от изоляции: виды состояний
| Допустимое состояние для печатных узлов класса А 1 Обнажение части провода может привести к его замыканию на другую цепь проводящего рисунка. 2 Обнажение неизолированного провода допускается (класс А), если при перемещении провода замыкание на соседнюю цепь невозможно. |
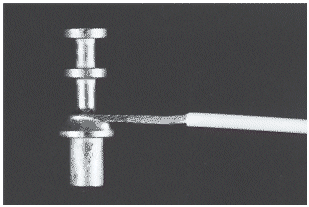
Рисунок 40 - Паяное соединение изолированного провода с контактом, большое освобождение от изоляции: виды состояний
| Недопустимое состояние для печатных узлов классов А, В, С Изоляция сильно обуглена, и расплавленный побочный продукт внедряется в соединение. |
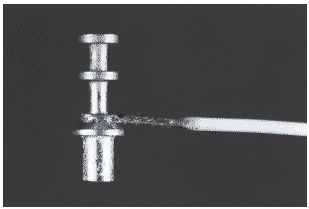
Рисунок 41 - Паяное соединение изолированного провода с контактом, чрезмерное повреждение изоляции: виды состояний
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего |
МЭК 60194:2006 | - | ГОСТ Р 51676-2000 Конструкции базовые несущие радиоэлектронных средств. Термины и определения |
МЭК 60749:1996 Изменение 2:2000 | - | * |
МЭК 61189-3:2007 | - | * |
МЭК 61191-1:1998 | IDT | ГОСТ Р МЭК 61191-1-2010 Печатные узлы. Часть 1. Поверхностный монтаж и связанные с ним технологии. Общие технические требования |
МЭК 61191-4:1998 | IDT | ГОСТ Р МЭК 61191-4-2010 Печатные узлы. Часть 4. Монтаж контактов. Технические требования |
МЭК 61192-1:2003 | IDT | ГОСТ Р МЭК 61192-1-2010 Печатные узлы. Требования к качеству. Часть 1. Общие требования |
МЭК 61192-2:2003 | IDT | ГОСТ Р МЭК 61192-2-2010 Печатные узлы. Требования к качеству. Часть 2. Поверхностный монтаж |
МЭК 61192-3:2002 | IDT | ГОСТ Р МЭК 61192-2-2010* Печатные узлы. Требования к качеству. Часть 3. Монтаж в сквозные отверстия |
_______________ * Вероятно, ошибка оригинала. Следует читать: ГОСТ Р МЭК 61192-3-2010. - . | ||
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты | ||
Электронный текст документа
и сверен по:
, 2011
