ГОСТ Р ИСО 898-1-2011
Группа Г31
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МЕХАНИЧЕСКИЕ СВОЙСТВА КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ
Часть 1
Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы
Mechanical properties of fasteners made of carbon steel and alloy steel. Part 1. Bolts, screws and studs of specified property classes with coarse thread and fine pitch thread
ОКС 21.060.10
ОКП 16 1000
Дата введения 2013-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ) и Федеральным государственным унитарным предприятием "Центральный научно-исследовательский автомобильный и автомоторный институт" (ФГУП "НАМИ") на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 "Крепежные изделия"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 декабря 2011 г. N 1014-ст
4 Настоящий стандарт является идентичным международному стандарту ИСО 898-1:2009* "Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности - крупная резьба и резьба с мелким шагом" (ISO 898-1:2009 "Mechanical properties of fasteners made of carbon steel and alloy steel - Part 1: Bolts, screws and studs with specified property classes - Coarse thread and fine pitch thread").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения его в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5)
5 ВЗАМЕН ГОСТ Р 52627-2006
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт устанавливает механические и физические свойства болтов, винтов и шпилек из углеродистых и легированных сталей при испытании в условиях с температурой окружающей среды от 10 °С до 35 °С. Крепежные изделия - болты, винты и шпильки - оцениваются на соответствие требованиям настоящего стандарта только в указанном температурном диапазоне. Изделия могут не сохранять установленные механические и физические свойства при более высоких и более низких температурах (см. приложение В).
Примечание 1 - Крепежные изделия, соответствующие требованиям настоящего стандарта, применяют в диапазоне температур от минус 50 °С до плюс 150 °С. При определении возможных вариантов применения за пределами диапазона от минус 50 °С до плюс 150 °С и до максимальной температуры плюс 300 °С пользователям следует консультироваться с металловедами.
Примечание 2 - Информация по выбору и применению сталей для использования при более высоких или более низких температурах приведена, например, в EN 10269, ASTM F2281 и в ASTM A 320/A 320M.
Некоторые крепежные изделия могут не соответствовать требованиям настоящего стандарта по растяжению или кручению вследствие уменьшенной площади среза в головке по отношению к расчетному сечению резьбы. К ним относят крепежные изделия либо имеющие низкую головку с наружным приводом или без него, либо имеющие низкую полукруглую или цилиндрическую головку с внутренним приводом или потайную головку с внутренним приводом (см. 8.2).
Стандарт распространяется на болты, винты и шпильки:
a) из углеродистых или легированных сталей;
b) с треугольной метрической резьбой по ИСО 68-1;
c) с крупным шагом резьбы от М1,6 до М39 и с мелким шагом резьбы от М81 до М39
3;
d) с сочетаниями диаметр/шаг по ИСО 261 и ИСО 262;
e) с допусками резьбы по ИСО 965-1, ИСО 965-2 и ИСО 965-4.
Стандарт не распространяется на установочные винты и аналогичные резьбовые крепежные изделия, не подвергаемые растягивающим напряжениям (см. ИСО 898-5).
Стандарт не устанавливает требования к следующим свойствам:
- свариваемость;
- коррозионная стойкость;
- прочность на срез;
- отношение крутящего момента к усилию предварительной затяжки;
- усталостная прочность.
2 Нормативные ссылки
Следующие стандарты* обязательны при применении настоящего стандарта. Для датированных ссылок следует применять только указанные ниже стандарты. Для недатированных ссылок следует применять последнее издание ссылочных стандартов (включая все изменения).
_______________
* Таблицу соответствия национальных (межгосударственных) стандартов международным см. по ссылке. - .
ИСО 68-1 Резьбы ИСО винтовые общего назначения. Основной профиль. Часть 1. Метрические винтовые резьбы (ISO 68-1, ISO general purpose screw threads - Basic profile - Part 1: Metric screw threads)
ИСО 148-1 Материалы металлические. Испытание на удар по Шарпи на маятниковом копре. Часть 1. Метод испытания (ISO 148-1, Metallic materials - Charpy pendulum impact test - Part 1: Test method)
ИСО 225 Изделия крепежные. Болты, винты, шпильки и гайки. Символы и обозначения размеров (ISO 225, Fasteners - Bolts, screws, studs and nuts - Symbols and designations of dimensions)
ИСО 261 Резьбы метрические ISO общего назначения. Общий план (ISO 261, ISO general purpose metric screw threads - General plan)
ИСО 262 Резьбы метрические ИСО общего назначения. Выбранные размеры для винтов, болтов и гаек (ISO 262, ISO general purpose metric screw threads - Selected sizes for screws, bolts and nuts)
ИСО 273 Изделия крепежные. Отверстия с зазором для болтов и винтов (ISO 273, Fasteners - Clearance holes for dolts and screws)
ИСО 724 Резьбы метрические ISO общего назначения. Основные размеры (ISO 724, ISO general-purpose metric screw threads - Basic dimensions)
ИСО 898-2 Механические свойства крепежных изделий. Часть 2. Гайки с установленными значениями пробной нагрузки. Крупная резьба (ISO 898-2, Mechanical properties of fasteners - Part 2: Nuts with specified proof load values - Coarse thread)
ИСО 898-5 Механические свойства крепежных изделий из углеродистой и легированной стали. Часть 5. Установочные винты и аналогичные резьбовые крепежные изделия, не подвергаемые растягивающим напряжениям (ISO 898-5, Mechanical properties of fasteners made of carbon steel and alloy steel - Part 5: Set screws and similar threaded fasteners not under tensile stresses)
ИСО 898-7 Механические свойства крепежных изделий. Часть 7. Испытание на кручение и минимальные крутящие моменты для болтов и винтов номинальных диаметров от 1 до 10 мм (ISO 898-7, Mechanical properties of fasteners - Part 7: Torsional test and minimum torques for bolts and screws with nominal diameters 1 mm to 10 mm)
ИСО 965-1 Резьбы метрические ISO общего назначения. Допуски. Часть 1. Принципы и основные данные (ISO 965-1, ISO general-purpose metric screw threads - Tolerances - Part 1: Principles and basic data)
ИСО 965-2 Резьбы метрические ISO общего назначения. Допуски. Часть 2. Предельные размеры для наружной и внутренней резьб общего назначения. Средний класс точности (ISO 965-2, ISO general purpose metric screw threads - Tolerances - Part 2: Limits of sizes for general purpose external and internal screw threads - Medium quality)
ИСО 965-4 Резьбы метрические ISO общего назначения. Допуски. Часть 4. Предельные размеры для наружных винтовых резьб, с покрытием, нанесенным горячим способом, для сборки с внутренними винтовыми резьбами, нарезанными метчиком с позиции допуска Н или G после нанесения покрытия (ISO 965-4, ISO general purpose metric screw threads - Tolerances - Part 4: Limits of sizes for hot-dip galvanized external screw threads to mate with internal screw threads tapped with tolerance position H or G after galvanizing)
ИСО 4042 Изделия крепежные. Электролитические покрытия (ISO 4042, Fasteners - Electroplated coatings)
ИСО 4885:1996 Изделия из черных металлов. Виды термообработки. Словарь (ISO 4885:1996, Ferrous products - Heat treatments - Vocabulary)
ИСО 6157-1 Изделия крепежные. Дефекты поверхности. Часть 1. Болты, винты и шпильки общего назначения (ISO 6157-1, Fasteners - Surface discontinuities - Part 1: Bolts, screws and studs for general requirements)
ИСО 6157-3 Изделия крепежные. Дефекты поверхности. Часть 3. Болты, винты и шпильки специальные (ISO 6157-3, Fasteners - Surface discontinuities - Part 3: Bolts, screws and studs for special requirements)
ИСО 6506-1 Материалы металлические. Определение твердости по Бринеллю. Часть 1. Метод испытания (ISO 6506-1, Metallic materials - Brinell hardness test - Part 1: Test method)
ИСО 6507-1 Материалы металлические. Испытание на твердость по Виккерсу. Часть 1. Метод испытаний (ISO 6507-1, Metallic materials - Vickers hardness test - Part 1: Test method)
ИСО 6508-1 Материалы металлические. Испытание на твердость по Роквеллу. Часть 1. Метод испытаний (шкалы А, В, С, D, E, F, G, Н, K, N, T) (ISO 6508-1, Metallic materials - Rockwell hardness test - Part 1: Test method (scales A, B, C, D, E, F, G, H, K, N, T)
ИСО 6892-1 Материалы металлические. Испытания на растяжение. Часть 1. Испытание при комнатной температуре (ISO 6892-1, Metallic materials - Tensile testing - Part 1: Method of test at room temperature)
ИСО 7500-1 Материалы металлические. Верификация машин для статических испытаний в условиях одноосного нагружения. Часть 1. Машины для испытания на растяжение/сжатие. Верификация и калибровка силоизмерительных систем (ISO 7500-1, Metallic materials - Verification of static uniaxial testing machines - Part 1: Tension/compression testing machines - Verification and calibration of the force-measuring system)
ИСО 10683 Изделия крепежные. Неэлектролитические цинковые чешуйчатые покрытия (ISO 10683, Fasteners - Non-electrolytically applied zinc flake coatings)
ИСО 10684:2004 Изделия крепежные. Покрытия, нанесенные методом горячего цинкования (ISO 10684:2004, Fasteners - Hot dip galvanized coatings)
ИСО 16426 Изделия крепежные. Система обеспечения качества (ISO 16426, Fasteners - Quality assurance system)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 готовое крепежное изделие (finished fastener): Крепежное изделие, для которого были выполнены все технологические операции полностью, с поверхностным покрытием или без покрытия, с полной или уменьшенной нагрузочной способностью, и испытательный образец не подвергался механической обработке.
3.2 обработанный испытательный образец (machined test piece): Испытательный образец, изготовленный механической обработкой из крепежного изделия для определения свойств материала.
3.3 полноразмерное крепежное изделие (full-size fastener): Готовое крепежное изделие с диаметром гладкой части стержня ![]() или
или ![]() или винт с резьбой до головки, или шпилька с резьбой по всей длине.
или винт с резьбой до головки, или шпилька с резьбой по всей длине.
3.4 крепежное изделие с тонким стержнем (fastener with waisted shank): Готовое крепежное изделие с диаметром гладкой части стержня ![]() .
.
3.5 твердость основного металла (base metal hardness): Твердость ближайшего к поверхности участка (при перемещении точки измерения от сердцевины к наружному диаметру), измеренная непосредственно перед началом увеличения или уменьшения твердости, указывающего на науглероживание или обезуглероживание соответственно.
3.6 обезуглероживание (decarburization): Уменьшение содержания углерода в поверхностном слое изделий из черных металлов.
[ИСО 4885:1996]
3.7 частичное обезуглероживание (partial decarburization): Обезуглероживание с уменьшением содержания углерода, достаточным, чтобы вызвать посветление отпущенного мартенсита и существенное уменьшение твердости по сравнению с твердостью основного металла, но без обнаружения зерен феррита при металлографических исследованиях.
3.8 полное обезуглероживание (complete decarburization): Обезуглероживание с уменьшением содержания углерода, достаточным для обнаружения четко выраженных зерен феррита при металлографических исследованиях.
3.9 науглероживание (carburization): Результат увеличения содержания углерода на поверхности по сравнению с содержанием углерода в основном металле.
4 Обозначения и сокращения
При использовании настоящего стандарта следует применять обозначения и сокращения по ИСО 225 и ИСО 965-1, а также перечисленные ниже:
- относительное удлинение после разрыва обработанного испытательного образца, %; | |
- удлинение после разрыва полноразмерного крепежного изделия; | |
| - номинальная площадь расчетного сечения резьбы, мм |
- площадь поперечного сечения тонкого стержня, мм | |
- длина резьбы, мм; | |
- длина резьбы ввинчиваемого конца шпильки, мм; | |
- номинальный диаметр резьбы, мм; | |
- диаметр обработанного испытательного образца, мм; | |
- номинальный внутренний диаметр наружной резьбы, мм; | |
- номинальный средний диаметр наружной резьбы, мм; | |
- номинальный внутренний диаметр наружной резьбы по дну впадины, мм; | |
- диаметр перехода (внутренний диаметр опорной поверхности), мм; | |
- диаметр отверстия в косой шайбе или блоке, мм; | |
- диаметр гладкой части стержня, мм; | |
- высота необезуглероженной зоны резьбы, мм; | |
- разрушающая нагрузка, Н; | |
| - минимальная разрушающая нагрузка, Н; |
- пробная нагрузка, Н; | |
- нагрузка условного предела текучести при остаточном удлинении 0,0048 | |
- глубина полного обезуглероживания в резьбе, мм; | |
- высота исходного треугольника резьбы, мм; | |
- высота наружной резьбы полного профиля, мм; | |
- высота головки, мм; | |
- ударная вязкость (работа удара), Дж; | |
- номинальная длина, мм; | |
- полная длина крепежного изделия перед нагружением, мм; | |
- полная длина крепежного изделия после первого снятия нагрузки, мм; | |
- полная длина крепежного изделия после второго снятия нагрузки, мм; | |
- длина гладкой части стержня, мм; | |
- полная длина шпильки, мм; | |
- свободная длина резьбы крепежного изделия в испытательном устройстве, мм; | |
- длина цилиндрического участка обработанного испытательного образца, мм; | |
- исходная базовая длина (обработанного испытательного образца), мм; | |
- полная длина (обработанного испытательного образца), мм; | |
- конечная базовая длина (обработанного испытательного образца), мм; | |
- удлинение при пластической деформации, мм; | |
- разрушающий крутящий момент, Нм; | |
- шаг резьбы, мм; | |
- радиус галтели, мм; | |
- нижний предел текучести для обработанного испытательного образца, МПа; | |
- предел прочности на растяжение, МПа; | |
- условный предел текучести при остаточном удлинении 0,2% для обработанного испытательного образца, МПа; | |
- условный предел текучести при остаточном удлинении 0,0048 | |
- размер под ключ, мм; | |
- площадь поперечного сечения обработанного испытательного образца перед испытанием на растяжение, мм | |
- напряжение от пробной нагрузки, МПа; | |
- площадь поперечного сечения обработанного испытательного образца после разрыва, мм | |
- относительное сужение площади поперечного сечения после разрыва для обработанного испытательного образца, %; | |
- угол скоса шайбы для испытания на растяжение на косой шайбе; | |
- угол скоса твердого блока для испытания ударом по головке; | |
- индекс символа для обозначения номинальной величины; | |
- индекс символа для обозначения максимальной величины; | |
- индекс символа для обозначения минимальной величины. |
5 Система обозначений классов прочности
Символ класса прочности для болтов, винтов и шпилек состоит из двух чисел, разделенных точкой (см. таблицы 1-3):
- число с левой стороны от точки состоит из одной или двух цифр и означает 1/100 номинального предела прочности ![]() в мегапаскалях (см. таблицу 3, пункт 1);
в мегапаскалях (см. таблицу 3, пункт 1);
- число с правой стороны от точки равняется умноженному на 10 отношению номинального значения предела текучести (нижний предел текучести) ![]() или номинального значения условного предела текучести при остаточном удлинении 0,2%
или номинального значения условного предела текучести при остаточном удлинении 0,2% , или номинального значения условного предела текучести при остаточном удлинении 0,0048
![]() (см. таблицу 3, пункты 2-4) к номинальному значению предела прочности на растяжение
(см. таблицу 3, пункты 2-4) к номинальному значению предела прочности на растяжение ![]() и приведено в таблице 1 (коэффициент предела текучести).
и приведено в таблице 1 (коэффициент предела текучести).
Таблица 1 - Отношение номинального значения предела текучести к номинальному значению предела прочности
Число с правой стороны от точки | .6 | .8 | .9 |
| 0,6 | 0,8 | 0,9 |
 , или
, или 
Пример
Крепежное изделие с номинальным пределом прочности на растяжение ![]() 800 МПа и коэффициентом предела текучести, равным 0,8, обозначается классом прочности 8.8. Крепежное изделие из того же материала, но с уменьшенной нагрузочной способностью, обозначается классом прочности 08.8 (см. 10.4).
800 МПа и коэффициентом предела текучести, равным 0,8, обозначается классом прочности 8.8. Крепежное изделие из того же материала, но с уменьшенной нагрузочной способностью, обозначается классом прочности 08.8 (см. 10.4).
Произведение значения номинального предела прочности и коэффициента предела текучести дает номинальный предел текучести в мегапаскалях. Зависимость между номинальным пределом прочности и удлинением после разрыва для всех классов прочности приведена в приложении А.
Маркировка на болтах, винтах и шпильках различных классов прочности и обозначения на ярлыках (этикетках) должны соответствовать 10.3. Для крепежных изделий с уменьшенной нагрузочной способностью специальные символы маркировки приведены в 10.4.
Система обозначений может быть использована для размеров, не входящих в область применения настоящего стандарта (например, 39 мм), при условии выполнения всех требований таблиц 2 и 3.
6 Материалы
В таблице 2 приведены химический состав сталей и минимальные температуры отпуска болтов, винтов и шпилек различных классов прочности. Химический состав сталей должен удовлетворять условиям соответствующих стандартов.
Примечание - Должны быть приняты во внимание национальные нормативные документы по ограничению или запрещению определенных химических элементов.
Таблица 2 - Стали
Класс прочности | Материал и термическая обработка | Ограничения на химический состав (анализ плавки, %) | Темпе- | ||||
Не менее | Не более | Не более | Не более | Не более | |||
4.6 | Углеродистая сталь или углеродистая сталь с добавками | - | 0,55 | 0,050 | 0,060 | Не определено | - |
4.8 | |||||||
5.6 | 0,13 | 0,55 | 0,05 | 0,06 | |||
5.8 | - | 0,55 | 0,05 | 0,06 | |||
6.8 | 0,15 | 0,55 | 0,05 | 0,06 | |||
8.8 | Углеродистая сталь с добавками (например, | 0,15 | 0,40 | 0,025 | 0,025 | 0,003 | 425 |
Углеродистая сталь, закаленная и отпущенная | 0,25 | 0,55 | 0,025 | 0,025 | |||
Легированная сталь, закаленная и отпущенная | 0,20 | 0,55 | 0,025 | 0,025 | |||
9.8 | Углеродистая сталь с добавками (например, | 0,15 | 0,40 | 0,025 | 0,025 | 0,003 | 425 |
Углеродистая сталь, закаленная и отпущенная | 0,25 | 0,55 | 0,025 | 0,025 | |||
Легированная сталь, закаленная и отпущенная | 0,20 | 0,55 | 0,025 | 0,025 | |||
10.9 | Углеродистая сталь с добавками (например, | 0,20 | 0,55 | 0,025 | 0,025 | 0,003 | 425 |
Углеродистая сталь, закаленная и отпущенная | 0,25 | 0,55 | 0,025 | 0,025 | |||
Легированная сталь, закаленная и отпущенная | 0,20 | 0,55 | 0,025 | 0,025 | |||
12.9 | Легированная сталь, закаленная и отпущенная | 0,30 | 0,50 | 0,025 | 0,025 | 0,003 | 425 |
12.9 | Углеродистая сталь с добавками (например, | 0,28 | 0,50 | 0,025 | 0,025 | 0,003 | 380 |
| |||||||
Для крепежных изделий, подвергаемых горячему цинкованию погружением, дополнительные требования к материалам изложены в ИСО 10684.
7 Механические и физические свойства
Болты, винты и шпильки указанных классов прочности при температуре окружающей среды* должны иметь механические и физические свойства согласно таблицам 3-7 независимо от вида испытаний - проводимых в процессе производственного или окончательного контроля.
_______________
* Ударную вязкость определяют при температуре минус 20 °С (см. 9.14).
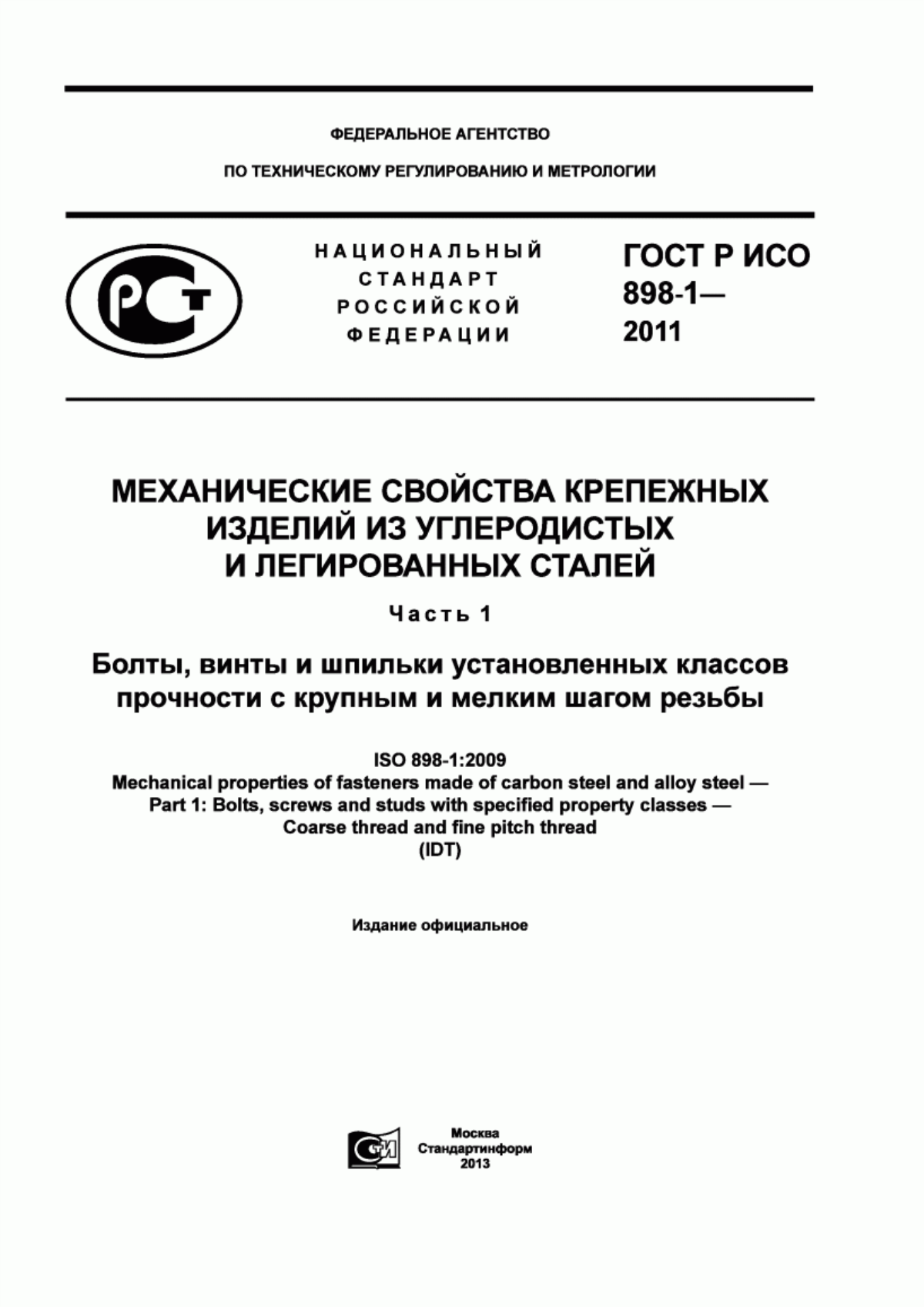
В разделе 8 приведена применимость методов испытаний для проверки соответствия крепежных изделий различных типов и размеров требованиям, определенным в таблицах 3-7.
Примечание 1 - Некоторые типы крепежных изделий могут иметь уменьшенную нагрузочную способность из-за особенностей конструкции, даже если свойства материала крепежных изделий соответствуют всем требованиям, указанным в таблицах 2 и 3 (см. 8.2, 9.4 и 9.5).
Примечание 2 - Несмотря на то что в настоящем стандарте представлено большое количество классов прочности, это не означает, что все классы прочности применяют для всех крепежных изделий. Дополнительные указания по применению конкретных классов прочности указывают в соответствующих стандартах на продукцию. Для нестандартных крепежных изделий рекомендуется выбирать классы прочности как можно ближе к установленным в стандартах на подобные крепежные изделия.
Таблица 3 - Механические и физические свойства болтов, винтов и шпилек
Но- | Механические и физические свойства | Класс прочности | |||||||||||
4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9/ | |||||
|
| ||||||||||||
1 | Предел прочности на растяжение | Ном. | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | ||||
Не менее | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | |||
2 | Нижний предел текучести, | Ном. | 240 | - | 300 | - | - | - | - | - | - | - | |
Не менее | 240 | - | 300 | - | - | - | - | - | - | - | |||
3 | Условный предел текучести при остаточном удлинении 0,2%, | Ном. | - | - | - | - | - | 640 | 640 | 720 | 900 | 1080 | |
Не менее | - | - | - | - | - | 640 | 660 | 720 | 940 | 1100 | |||
4 | Условный предел текучести при остаточном удлинении 0,0048 | Ном. | - | 320 | - | 400 | 480 | - | - | - | - | - | |
Не менее | - | 340 | - | 420 | 480 | - | - | - | - | - | |||
5 | Напряжение от пробной нагрузки | Ном. | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 | |
Коэффициент пробной нагрузки |
| 0,94 | 0,91 | 0,93 | 0,90 | 0,92 | 0,91 | 0,91 | 0,90 | 0,88 | 0,88 | ||
| |||||||||||||
| |||||||||||||
6 | Относительное удлинение после разрыва для обработанного испытательного образца | Не менее | 22 | - | 20 | - | - | 12 | 12 | 10 | 9 | 8 | |
7 | Относительное сужение площади после разрыва для обработанного испытательного образца | Не менее | - | 52 | 48 | 48 | 44 | ||||||
8 | Удлинение после разрыва полноразмерного крепежного изделия | Не менее | - | 0,24 | - | 0,22 | 0,20 | - | - | - | - | - | |
9 | Прочность головки | Без разрушений | |||||||||||
10 | Твердость по Виккерсу, HV, | Не менее | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 | |
Не более | 220 | 250 | 320 | 335 | 360 | 380 | 435 | ||||||
11 | Твердость по Бринеллю, HBW, | Не менее | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 | |
Не более | 209 | 238 | 304 | 318 | 342 | 361 | 414 | ||||||
12 | Твердость по Роквеллу, HRB | Не менее | 67 | 71 | 79 | 82 | 89 | - | |||||
Не более | 95,0 | 99,5 | - | ||||||||||
Твердость по Роквеллу, HRC | Не менее | - | 22 | 23 | 28 | 32 | 39 | ||||||
Не более | - | 32 | 34 | 37 | 39 | 44 | |||||||
13 | Твердость поверхности, HV 0,3 | Не более | - | ||||||||||
14 | Высота необезуглероженной зоны резьбы | Не менее | - | ||||||||||
Глубина полного обезуглероживания в резьбе | Не более | - | 0,015 | ||||||||||
15 | Уменьшение твердости после повторного отпуска, HV | Не более | - | 20 | |||||||||
16 | Разрушающий крутящий момент | Не менее | - | В соответствии с ИСО 898-7 | |||||||||
17 | Ударная вязкость | Не менее | - | 27 | - | 27 | 27 | 27 | 27 | ||||
18 | Целостность поверхности - в соответствии с | ИСО 6157-1 | ИСО 6157-3 | ||||||||||
| |||||||||||||
Таблица 4 - Минимальные разрушающие нагрузки. Резьба с крупным шагом
Резьба | Номи- | Класс прочности | ||||||||
4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9/ | ||
Минимальная разрушающая нагрузка | ||||||||||
М3 | 5,03 | 2010 | 2110 | 2510 | 2620 | 3020 | 4020 | 4530 | 5230 | 6140 |
М3,5 | 6,78 | 2710 | 2850 | 3390 | 3530 | 4070 | 5420 | 6100 | 7050 | 8270 |
М4 | 8,78 | 3510 | 3690 | 4390 | 4570 | 5270 | 7020 | 7900 | 9130 | 10700 |
М5 | 14,2 | 5680 | 5960 | 7100 | 7380 | 8520 | 11350 | 12800 | 14800 | 17300 |
М6 | 20,1 | 8040 | 8440 | 10000 | 10400 | 12100 | 16100 | 18100 | 20900 | 24500 |
М7 | 28,9 | 11600 | 12100 | 14400 | 15000 | 17300 | 23100 | 26000 | 30100 | 35300 |
М8 | 36,6 | 14600 | 15400 | 18300 | 19000 | 22000 | 29200 | 32900 | 38100 | 44600 |
М10 | 58,0 | 23200 | 24400 | 29000 | 30200 | 34800 | 46400 | 52200 | 60300 | 70800 |
М12 | 84,3 | 33700 | 35400 | 42200 | 43800 | 50600 | 67400 | 75900 | 87700 | 103000 |
М14 | 115 | 46000 | 48300 | 57500 | 59800 | 69000 | 92000 | 104000 | 120000 | 140000 |
М16 | 157 | 62800 | 65900 | 78500 | 81600 | 94000 | 125000 | 141000 | 163000 | 192000 |
М18 | 192 | 76800 | 80600 | 96000 | 99800 | 11500 | 159000 | - | 200000 | 234000 |
М20 | 245 | 98000 | 103000 | 122000 | 127000 | 147000 | 203000 | - | 255000 | 299000 |
М22 | 303 | 121000 | 127000 | 152000 | 158000 | 182000 | 252000 | - | 315000 | 370000 |
М24 | 353 | 141000 | 148000 | 176000 | 184000 | 212000 | 293000 | - | 367000 | 431000 |
М27 | 459 | 184000 | 193000 | 230000 | 239000 | 275000 | 381000 | - | 477000 | 560000 |
М30 | 561 | 224000 | 236000 | 280000 | 292000 | 337000 | 466000 | - | 583000 | 684000 |
М33 | 694 | 278000 | 292000 | 347000 | 361000 | 416000 | 576000 | - | 722000 | 847000 |
М36 | 817 | 327000 | 343000 | 408000 | 425000 | 490000 | 678000 | - | 850000 | 997000 |
М39 | 976 | 390000 | 410000 | 488000 | 508000 | 586000 | 810000 | - | 1020000 | 1200000 |
| ||||||||||
Таблица 5 - Пробные нагрузки. Резьба с крупным шагом
Резьба | Номи- | Класс прочности | ||||||||
4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9/ | ||
Пробная нагрузка | ||||||||||
М3 | 5,03 | 1130 | 1560 | 1410 | 1910 | 2210 | 2920 | 3270 | 4180 | 4880 |
М3,5 | 6,78 | 1530 | 2100 | 1900 | 2580 | 2980 | 3940 | 4410 | 5630 | 6580 |
М4 | 8,78 | 1980 | 2720 | 2460 | 3340 | 3860 | 5100 | 5710 | 7290 | 8520 |
М5 | 14,2 | 3200 | 4400 | 3980 | 5400 | 6250 | 8230 | 9230 | 11800 | 13800 |
М6 | 20,1 | 4520 | 6230 | 5630 | 7640 | 8840 | 11600 | 13100 | 16700 | 19500 |
М7 | 28,9 | 6500 | 8960 | 8090 | 11000 | 12700 | 16800 | 18800 | 24000 | 28000 |
М8 | 36,6 | 8240 | 11400 | 10200 | 13900 | 16100 | 21200 | 23800 | 30400 | 35500 |
М10 | 58,0 | 13000 | 18000 | 16200 | 22000 | 25500 | 33700 | 37700 | 48100 | 56300 |
М12 | 84,3 | 19000 | 26100 | 23600 | 32000 | 37100 | 48900 | 54800 | 70000 | 81800 |
М14 | 115 | 25900 | 35600 | 32200 | 43700 | 50600 | 66700 | 74800 | 95500 | 112000 |
М16 | 157 | 35300 | 48700 | 44000 | 59700 | 69100 | 91000 | 102000 | 130000 | 152000 |
М18 | 192 | 43200 | 59500 | 53800 | 73000 | 84500 | 115000 | - | 159000 | 186000 |
М20 | 245 | 55100 | 76000 | 68600 | 93100 | 108000 | 147000 | - | 203000 | 238000 |
М22 | 303 | 68200 | 93900 | 84800 | 115000 | 133000 | 182000 | - | 252000 | 294000 |
М24 | 353 | 79400 | 109000 | 98800 | 134000 | 155000 | 212000 | - | 293000 | 342000 |
М27 | 459 | 103000 | 142000 | 128000 | 174000 | 202000 | 275000 | - | 381000 | 445000 |
М30 | 561 | 126000 | 174000 | 157000 | 213000 | 247000 | 337000 | - | 466000 | 544000 |
М33 | 694 | 156000 | 215000 | 194000 | 264000 | 305000 | 416000 | - | 576000 | 673000 |
М36 | 817 | 184000 | 253000 | 229000 | 310000 | 359000 | 490000 | - | 678000 | 792000 |
М39 | 976 | 220000 | 303000 | 273000 | 371000 | 429000 | 586000 | - | 810000 | 947000 |
| ||||||||||
Таблица 6 - Минимальные разрушающие нагрузки. Резьба с мелким шагом
Резьба | Номи- | Класс прочности | ||||||||
4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9/ | ||
Минимальная разрушающая нагрузка | ||||||||||
М8 | 39,2 | 15700 | 16500 | 19600 | 20400 | 23500 | 31360 | 35300 | 40800 | 47800 |
М10 | 61,2 | 24500 | 25700 | 30600 | 31800 | 36700 | 49000 | 55100 | 63600 | 74700 |
М10 | 64,5 | 25800 | 27100 | 32300 | 33500 | 38700 | 51600 | 58100 | 67100 | 78700 |
М12 | 88,1 | 35200 | 37000 | 44100 | 45800 | 52900 | 70500 | 79300 | 91600 | 107500 |
М12 | 92,1 | 36800 | 38700 | 46100 | 47900 | 55300 | 73700 | 82900 | 95800 | 112000 |
М14 | 125 | 50000 | 52500 | 62500 | 65000 | 75000 | 100000 | 112000 | 130000 | 152000 |
М16 | 167 | 66800 | 70100 | 83500 | 86800 | 100000 | 134000 | 150000 | 174000 | 204000 |
М18 | 216 | 86400 | 90700 | 108000 | 112000 | 130000 | 179000 | - | 225000 | 264000 |
М20 | 272 | 109000 | 114000 | 136000 | 141000 | 163000 | 226000 | - | 283000 | 332000 |
М22 | 333 | 133000 | 140000 | 166000 | 173000 | 200000 | 276000 | - | 346000 | 406000 |
М24 | 384 | 154000 | 161000 | 192000 | 200000 | 230000 | 319000 | - | 399000 | 469000 |
М27 | 496 | 198000 | 208000 | 248000 | 258000 | 298000 | 412000 | - | 516000 | 605000 |
М30 | 621 | 248000 | 261000 | 310000 | 323000 | 373000 | 515000 | - | 646000 | 758000 |
М33 | 761 | 304000 | 320000 | 380000 | 396000 | 457000 | 632000 | - | 791000 | 928000 |
М36 | 865 | 346000 | 363000 | 432000 | 450000 | 519000 | 718000 | - | 900000 | 1055000 |
М39 | 1030 | 412000 | 433000 | 515000 | 536000 | 618000 | 855000 | - | 1070000 | 1260000 |
| ||||||||||
Таблица 7 - Пробные нагрузки. Резьба с мелким шагом
Резьба | Номи- | Класс прочности | ||||||||
4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9/ | ||
Пробная нагрузка | ||||||||||
М8 | 39,2 | 8820 | 12200 | 11000 | 14900 | 17200 | 22700 | 25500 | 32500 | 38000 |
М10 | 61,2 | 13800 | 19000 | 17100 | 23300 | 26900 | 35500 | 39800 | 50800 | 59400 |
М10 | 64,5 | 14500 | 20000 | 18100 | 24500 | 28400 | 37400 | 41900 | 53500 | 62700 |
М12 | 88,1 | 19800 | 27300 | 24700 | 33500 | 38800 | 51100 | 57300 | 73100 | 85500 |
М12 | 92,1 | 20700 | 28600 | 25800 | 35000 | 40500 | 53400 | 59900 | 76400 | 89300 |
М14 | 125 | 28100 | 38800 | 35000 | 47500 | 55000 | 72500 | 81200 | 104000 | 121000 |
М16 | 167 | 37600 | 51800 | 46800 | 63500 | 73500 | 96900 | 109000 | 139000 | 162000 |
М18 | 216 | 48600 | 67000 | 60500 | 82100 | 95000 | 130000 | - | 179000 | 210000 |
М20 | 272 | 61200 | 84300 | 76200 | 103000 | 120000 | 163000 | - | 226000 | 264000 |
М22 | 333 | 74900 | 103000 | 93200 | 126000 | 146000 | 200000 | - | 276000 | 323000 |
М24 | 384 | 86400 | 119000 | 108000 | 146000 | 169000 | 230000 | - | 319000 | 372000 |
М27 | 496 | 112000 | 154000 | 139000 | 188000 | 218000 | 298000 | - | 412000 | 481000 |
М30 | 621 | 140000 | 192000 | 174000 | 236000 | 273000 | 373000 | - | 515000 | 602000 |
М33 | 761 | 171000 | 236000 | 213000 | 289000 | 335000 | 457000 | - | 632000 | 738000 |
М36 | 865 | 195000 | 268000 | 242000 | 329000 | 381000 | 519000 | - | 718000 | 839000 |
М39 | 1030 | 232000 | 319000 | 288000 | 391000 | 453000 | 618000 | - | 855000 | 999000 |
| ||||||||||
8 Применимость методов испытаний
8.1 Общие положения
Существуют две главные группы испытательных серий FF и МР для проверки механических и физических свойств крепежных изделий, установленных в таблице 3. Группу FF используют для проверки готовых крепежных изделий, группу МР используют для проверки свойств материала крепежных изделий. Эти две группы разделены на испытательные серии FF1, FF2, FF3, FF4, МР1 и МР2 для различных типов крепежных изделий соответственно. Однако не все механические и физические свойства, приведенные в таблице 3, могут быть определены для всех типов крепежных изделий, прежде всего из-за их размеров и/или нагрузочной способности.
8.2 Нагрузочная способность крепежных изделий
8.2.1 Крепежные изделия с полной нагрузочной способностью
Крепежное изделие с полной нагрузочной способностью - это готовое стандартное или нестандартное крепежное изделие, которое при испытании на растяжение согласно испытательным сериям FF1, FF2 или MP2:
a) разрушается на свободной длине резьбы для крепежных изделий с ![]() , или разрушается на свободной длине резьбы или на гладкой части стержня для крепежных изделий с
, или разрушается на свободной длине резьбы или на гладкой части стержня для крепежных изделий с ![]() , и
, и
b) соответствует по минимальной разрушающей нагрузке ![]() значениям, приведенным в таблице 4 или 6.
значениям, приведенным в таблице 4 или 6.
8.2.2 Крепежные изделия с уменьшенной нагрузочной способностью вследствие их геометрических характеристик
Крепежное изделие с уменьшенной нагрузочной способностью - это готовое стандартное или нестандартное крепежное изделие из материала со свойствами, соответствующими классам прочности, установленным в настоящем стандарте, которое из-за своих геометрических характеристик не выдерживает требования по нагрузочной способности при испытании на растяжение согласно испытательным сериям FF1, FF2 или МР2.
Крепежное изделие с уменьшенной нагрузочной способностью обычно не разрушается на свободной длине резьбы при проведении испытаний согласно испытательной серии FF3 или FF4.
В основном две геометрические характеристики вызывают уменьшение нагрузочной способности крепежных изделий по отношению к разрушающей нагрузке резьбы:
a) конструкция головки - для болтов и винтов с низкой головкой с наружным приводом или без привода, или с низкой круглой или цилиндрической головкой с внутренним приводом, или с потайной головкой с внутренним приводом;
b) конструкция стержня крепежных изделий, для которых нагрузочная способность, указанная в настоящем стандарте, не определена или не требуется, например винт с тонким стержнем.
Испытательные серии FF3 (см. таблицу 10) используют для крепежных изделий, указанных в перечислении а), серии FF4 (см. таблицу 11) - для крепежных изделий, указанных в перечислении b).
8.3 Производственный контроль
Крепежные изделия, изготовленные в соответствии с настоящим стандартом, должны удовлетворять всем требованиям, указанным в таблицах 3-7, при применении выполнимых испытаний, указанных в таблицах 8-11.
Настоящий стандарт не дает указаний, какие из испытаний изготовитель должен провести на каждой производственной партии. Ответственностью изготовителя является выбор подходящих методов, таких как производственный контроль или приемочный контроль, чтобы гарантировать соответствие производственной партии всем предъявляемым требованиям.
В спорных случаях применяют методы испытаний согласно разделу 9.
8.4 Контроль со стороны поставщика
Поставщик может контролировать крепежные изделия, используя по своему выбору подходящие методы испытаний, которые соответствуют механическим и физическим свойствам, установленным в таблицах 3-7.
В спорных случаях применяют методы испытаний согласно разделу 9.
8.5 Контроль со стороны покупателя
Покупатель может контролировать поставленные крепежные изделия методами испытаний, приведенными в разделе 9, используя испытания, выбранные из соответствующих испытательных серий, установленных в 8.6.
В спорных случаях применяют методы испытаний согласно разделу 9.
8.6 Выполнимые испытания для групп крепежных изделий и обработанных испытательных образцов
8.6.1 Общие положения
Применимость испытательных серий FF1-FF4 и МР1-МР2, использующих методы, описанные в разделе 9, определена в таблицах 8-13.
Испытательные серии FF1-FF4 согласно таблицам 8, 9, 10 и 11 предусмотрены для испытания готовых крепежных изделий:
- FF1 - испытания для определения свойств готовых болтов и винтов с полной головкой и полным или уменьшенным стержнем (с полной нагрузочной способностью), ![]() или
или ![]() (см. таблицу 8);
(см. таблицу 8);
- FF2 - испытания для определения свойств готовых шпилек с полным или уменьшенным стержнем (с полной нагрузочной способностью), ![]() или
или ![]() (см. таблицу 9);
(см. таблицу 9);
- FF3 - испытания для определения свойств готовых болтов и винтов с ![]() или
или ![]() и уменьшенной нагрузочной способностью в силу следующих особенностей конструкции (см. таблицу 10):
и уменьшенной нагрузочной способностью в силу следующих особенностей конструкции (см. таблицу 10):
1) низкая головка с наружным приводом или без него,
2) низкая круглая или цилиндрическая головка с внутренним приводом,
3) потайная головка с внутренним приводом;
- FF4 - испытания для определения свойств готовых болтов, винтов и шпилек, главным образом предназначенные для применения, когда полная нагрузочная способность согласно настоящему стандарту необязательна или нежелательна, например винты с тонким стержнем (с уменьшенной нагрузочной способностью), ![]() (см. таблицу 11).
(см. таблицу 11).
Испытательные серии МР1 и МР2 согласно таблицам 12 и 13 предназначены для проверки свойств материала крепежного изделия и/или для разработки процессов. Для этих целей также могут быть использованы испытательные серии FF1-FF4;
- МР1 - методы для определения свойств материала крепежного изделия и/или для разработки процесса - обработанные испытательные образцы (см. таблицу 12);
- МР2 - методы для определения свойств материала полноразмерного крепежного изделия с полной нагрузочной способностью и/или для разработки процесса, ![]() или
или ![]() (см. таблицу 13).
(см. таблицу 13).
8.6.2 Применимость
Применимость методов испытаний для групп крепежных изделий должна соответствовать таблицам 8-13.
8.6.3 Выдача результатов испытаний
Если при заказе партии покупатель требует выдать отчет, содержащий результаты испытаний, то они должны быть установлены с использованием методов испытаний, определенных в разделе 9 и выбранных из таблиц 8-13. Любой специальный метод испытаний, определенный покупателем, должен быть согласован во время заказа.
Таблица 8 - Испытательная серия FF1 - готовые болты и винты с полной нагрузочной способностью
|

Таблица 9 - Испытательная серия FF2 - Готовые шпильки с полной нагрузочной способностью
|
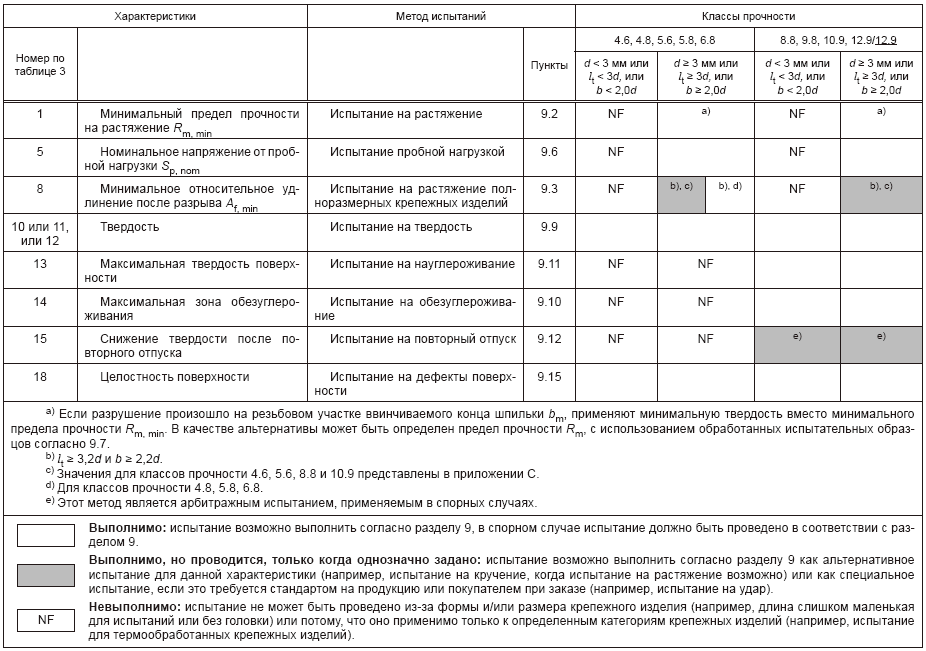
Таблица 10 - Испытательная серия FF3 - Готовые винты с уменьшенной нагрузочной способностью из-за конструкции головки
|

Таблица 11 - Испытательная серия FF4 - Готовые болты, винты и шпильки с уменьшенной нагрузочной способностью (например, из-за тонкого стержня)
|
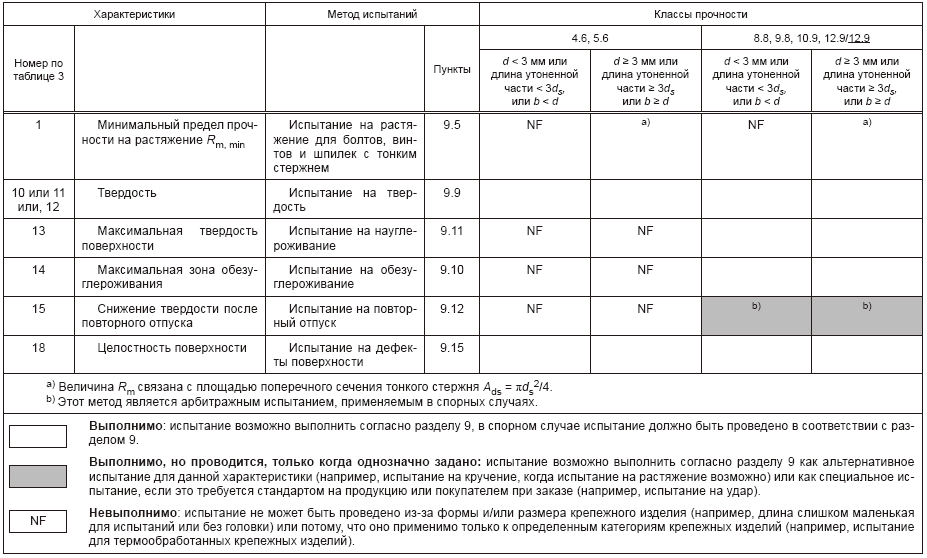
Таблица 12 - Испытательная серия МР1 - Свойства материала, определяемые на обработанных испытательных образцах
|

Окончание таблицы 12
|

Таблица 13 - Испытательная серия МР2 - Свойства материала, определяемые на готовых болтах, винтах и шпильках с полной нагрузочной способностью
|
Окончание таблицы 13
|

9 Методы испытаний
9.1 Испытание на растяжение на косой шайбе готовых болтов и винтов (не включая шпильки)
9.1.1 Общие положения
Назначение этого испытания на растяжение в определении одновременно:
- предела прочности на растяжение готовых болтов и винтов ;
- целостности переходного участка между головкой и гладким стержнем или резьбой.
9.1.2 Применимость
Это испытание применяют для болтов и винтов с или без фланца, имеющих следующие характеристики:
- опорная поверхность плоская или зубчатая;
- головка прочнее, чем резьбовой участок;
- головка прочнее, чем любая гладкая часть стержня;
- диаметр любой гладкой части стержня ![]() или
или ![]() ;
;
- номинальная длина ![]() ;
;
- длина резьбы ![]() ;
;
- строительные болты с ![]() ;
;
- 3 мм39 мм;
- все классы прочности.
9.1.3 Оборудование
Оборудование для испытания на растяжение должно соответствовать ИСО 7500-1. Самоцентрирующиеся зажимы не использовать.
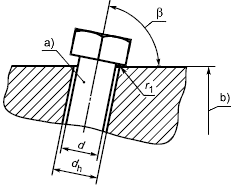
9.1.4 Испытательное устройство
Зажимы, косая шайба и державки должны соответствовать следующим требованиям:
- твердость 45 HRC мин;
- поле допуска внутренней резьбы державки согласно таблице 14;
- диаметр отверстия согласно таблице 15;
- косая шайба согласно рисунку 1 и таблицам 15 и 16.
Таблица 14 - Поля допусков внутренней резьбы державки
Окончательная обработка крепежных изделий | Поля допусков резьбы | |
крепежных изделий до нанесения любого покрытия поверхности | внутренней резьбы державки | |
После процесса изготовления | 6h или 6g | 6Н |
Электролитическое покрытие по ИСО 4042 | 6g, 6е или 6f | 6Н |
Цинковое чешуйчатое покрытие по ИСО 10683 | 6g, 6е или 6f | 6Н |
Горячее цинкование погружением по ИСО 10684 для соединений с гайками, с полями допусков резьбы: | ||
- 6Н | 6az | 6Н |
- 6AZ | 6g или 6h | 6AZ |
- 6АХ | 6g или 6h | 6АХ |
Испытательное устройство должно быть достаточно жестким, чтобы обеспечить изгиб на переходном участке между головкой и гладкой частью стержня или резьбой.
|
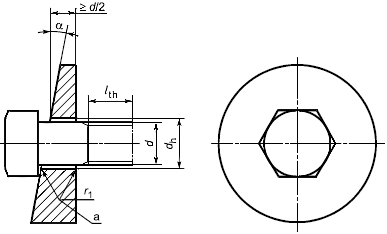
_______________
Радиус или фаска 45°. См. таблицу 15.
Рисунок 1 - Нагружение на косой шайбе готовых болтов и винтов
Таблица 15 - Диаметры отверстий и радиусы для косой шайбы
Размеры в миллиметрах
Номинальный диаметр резьбы | |||
Не менее | Не более | ||
3 | 3,4 | 3,58 | 0,7 |
3,5 | 3,9 | 4,08 | 0,7 |
4 | 4,5 | 4,68 | 0,7 |
5 | 5,5 | 5,68 | 0,7 |
6 | 6,6 | 6,82 | 0,7 |
7 | 7,6 | 7,82 | 0,8 |
8 | 9 | 9,22 | 0,8 |
10 | 11 | 11,27 | 0,8 |
12 | 13,5 | 13,77 | 0,8 |
14 | 15,5 | 15,77 | 1,3 |
16 | 17,5 | 17,77 | 1,3 |
18 | 20 | 20,33 | 1,3 |
20 | 22 | 22,33 | 1,6 |
22 | 24 | 24,33 | 1,6 |
24 | 26 | 26,33 | 1,6 |
27 | 30 | 30,33 | 1,6 |
30 | 33 | 33,39 | 1,6 |
33 | 36 | 36,39 | 1,6 |
36 | 39 | 39,39 | 1,6 |
39 | 42 | 42,39 | 1,6 |
где | |||
Таблица 16 - Угол скоса шайбы , градусы, для испытаний на растяжение на косой шайбе
Номинальный диаметр резьбы | Классы прочности | |||
болтов и винтов с длиной гладкой части стержня | винтов с резьбой до головки и болтов и винтов с длиной гладкой части стержня | |||
4.6, 4.8, 5.6, 5.8, 6.8, 8.8, 9.8, 10.9 | 12.9/12.9 | 4.6, 4.8, 5.6, 5.8, 6.8, 8.8, 9.8, 10.9 | 12.9/12.9 | |
| ||||
3 | 10° | 6° | 6° | 4° |
20 | 6° | 4° | 4° | 4° |
Для готовых болтов и винтов с диаметром опорной поверхности головки свыше 1,7, не выдерживающих испытания на растяжение на косой шайбе, головка может быть обработана до 1,7
, и эти изделия могут быть повторно испытаны при угле скоса шайбы согласно таблице 16.
Кроме того, для готовых болтов и винтов с диаметром опорной поверхности головки свыше 1,9 угол скоса шайбы, равный 10°, может быть уменьшен до 6°.
9.1.5 Процедура испытания
Крепежные изделия испытывают следующим образом.
Косую шайбу, размеры которой определяют по 9.1.4, устанавливают под головкой болта или винта, как показано на рисунке 1. Свободная длина резьбы , подвергаемая нагружению, должна быть не менее 1
.
Для строительных болтов, имеющих короткую длину резьбы, испытание на растяжение на косой шайбе может быть выполнено при свободной длине резьбы меньше, чем 1
.
Испытание на растяжение на косой шайбе выполняют в соответствии с ИСО 6892-1. Скорость испытаний, определяемая при свободном ходе траверсы, не должна превышать 25 мм/мин.
Испытание на растяжение должно быть непрерывным до наступления разрыва.
При этом измеряют разрушающую нагрузку .
9.1.6 Результаты испытания
9.1.6.1 Определение предела прочности на растяжение
9.1.6.1.1 Метод
Вычисление предела прочности на растяжение основывается на номинальной площади расчетного сечения
![]() и разрушающей нагрузке
и разрушающей нагрузке , измеренной при испытании:
![]() ,
,
где  ,
,
здесь - номинальный средний диаметр наружной резьбы в соответствии с ИСО 724;
- номинальный внутренний диаметр наружной резьбы по дну впадины, вычисленный по формуле
![]() ,
,
здесь - номинальный внутренний диаметр наружной резьбы в соответствии с ИСО 724;
- высота исходного треугольника резьбы в соответствии с ИСО 68-1.
Значения номинальной площади расчетного сечения ![]() приведены в таблицах 4 и 6.
приведены в таблицах 4 и 6.
9.1.6.1.2 Требования
Для болтов и винтов с ![]() и винтов с резьбой до головки разрыв должен происходить на свободной длине резьбового участка.
и винтов с резьбой до головки разрыв должен происходить на свободной длине резьбового участка.
Для крепежных изделий с ![]() разрыв должен происходить на свободной длине резьбы или на гладкой части стержня.
разрыв должен происходить на свободной длине резьбы или на гладкой части стержня.
Предел прочности должен удовлетворять требованиям, установленным в таблице 3. Минимальная предельная разрушающая нагрузка
![]() должна удовлетворять требованиям, установленным в таблицах 4 и 6.
должна удовлетворять требованиям, установленным в таблицах 4 и 6.
Примечание - При уменьшении диаметров возрастают различия между номинальной площадью расчетного сечения по сравнению с эффективной площадью поперечного сечения. Когда твердость используют для производственного контроля, особенно для малых диаметров, может потребоваться увеличение твердости свыше минимальной твердости, установленной в таблице 3, для достижения минимальной предельной разрушающей нагрузки.
9.1.6.2 Определение целостности переходного участка между головкой и гладким стержнем/резьбой. Требования
Разрыв не должен происходить в головке крепежного изделия.
Для болтов и винтов с гладкой частью стержня разрыв не должен происходить на переходном участке между головкой и стержнем.
Для винтов с резьбой до головки разрыв может распространяться на переходный участок между головкой и стержнем или на головку, при условии, что он начинается на свободной длине резьбы.
9.2 Испытание на растяжение готовых болтов, винтов и шпилек для определения предела прочности на растяжение 
9.2.1 Общие положения
Назначение этого испытания на растяжение состоит в определении предела прочности на растяжение готовых крепежных изделий.
Это испытание может быть объединено с испытанием по 9.3.
9.2.2 Применимость
Это испытание применяют для болтов, винтов и шпилек, имеющих следующие характеристики:
- болты и винты с головкой прочнее, чем стержень с резьбой;
- болты и винты с головкой прочнее, чем любая гладкая часть стержня;
- диаметр любой гладкой части стержня ![]() или
или ![]() ;
;
- болты и винты с номинальной длиной ![]() ;
;
- длина резьбы ![]() ;
;
- строительные болты с ![]() ;
;
- шпильки с общей длиной ![]() ;
;
- 3 мм39 мм;
- все классы прочности.
9.2.3 Оборудование
Оборудование для испытания на растяжение должно соответствовать ИСО 7500-1. Необходимо избегать воздействия на крепежное изделие боковых сил, например путем использования самоцентрирующихся зажимов.
9.2.4 Испытательное устройство
Зажимы и державки должны соответствовать следующим требованиям:
- твердость 45 HRC мин;
- диаметр отверстия согласно таблице 15;
- поле допуска внутренней резьбы державки согласно таблице 14.
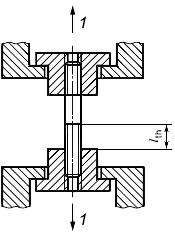
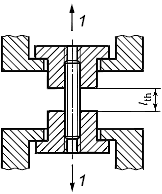
9.2.5 Процедура испытания
Крепежные изделия испытывают следующим образом.
Устанавливают болты и винты для испытаний в державки, как показано на рисунках 2а) и 2b); шпильки устанавливают для испытаний в державки, как показано на рисунках 2с) и 2d). Длина ввинченной части резьбы должна быть не менее 1.
|
| |
а) Пример испытательного устройства для болтов | b) Пример испытательного устройства для винтов | |
|
| |
с) Пример испытательного устройства для шпилек | d) Пример испытательного устройства для шпилек с резьбой по всей длине |

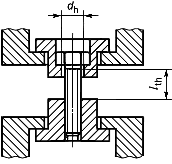
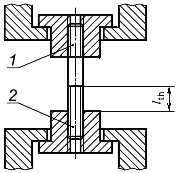
1 - ввинчиваемый конец; 2 - гаечный конец; - диаметр отверстия;
- свободная длина резьбы крепежного изделия в испытательном устройстве
Рисунок 2 - Примеры испытательных устройств
Свободная длина резьбы , подвергаемая нагружению, должна быть не менее 1
. Однако когда это испытание объединено с испытанием по 9.3, свободная длина резьбы
, подвергаемая нагружению, должна быть не менее 1,2
.
Для строительных болтов, имеющих короткую длину резьбы, испытание на растяжение может проводиться при свободной длине резьбы меньше, чем 1
. Испытание на растяжение выполняют в соответствии с ИСО 6892-1. Скорость испытаний, определяемая при свободном ходе траверсы, не должна превышать 25 мм/мин.
Испытание на растяжение должно быть непрерывным до наступления разрыва.
При этом измеряют разрушающую нагрузку .
9.2.6 Результаты испытаний
9.2.6.1 Метод
Вычисления проводят по 9.1.6.1.
9.2.6.2 Требования
Для крепежных изделий с ![]() разрыв должен происходить на свободной длине резьбы.
разрыв должен происходить на свободной длине резьбы.
Для крепежных изделий с ![]() разрыв должен происходить на свободной длине резьбы или на гладкой части стержня.
разрыв должен происходить на свободной длине резьбы или на гладкой части стержня.
Для винтов с резьбой до головки разрыв может распространяться на переходный участок между головкой и стержнем или на головку при условии, что он начинается на свободной длине резьбы.
Предел прочности должен удовлетворять требованиям, установленным в таблице 3. Минимальная разрушающая нагрузка
![]() должна удовлетворять требованиям, установленным в таблицах 4 и 6.
должна удовлетворять требованиям, установленным в таблицах 4 и 6.
Примечание - При уменьшении диаметров возрастают различия между номинальной площадью расчетного сечения по сравнению с эффективной площадью поперечного сечения. Когда твердость используют для производственного контроля, особенно для малых диаметров, может потребоваться увеличение твердости свыше минимальной твердости, установленной в таблице 3, для достижения минимальной предельной разрушающей нагрузки.
9.3 Испытание на растяжение полноразмерных болтов, винтов и шпилек для определения удлинения после разрыва  и условного предела текучести
и условного предела текучести  при остаточном удлинении 0,0048
при остаточном удлинении 0,0048
9.3.1 Общие положения
Назначение этого испытания на растяжение в определении одновременно:
- удлинения после разрыва полноразмерных крепежных изделий ;
- условного предела текучести при остаточном удлинении 0,0048 полноразмерных крепежных изделий
.
Это испытание может быть объединено с испытанием по 9.2.
9.3.2 Применимость
Это испытание применяют для болтов, винтов и шпилек, имеющих следующие характеристики:
- болты и винты с головкой прочнее, чем стержень с резьбой;
- болты и винты с головкой прочнее, чем любая гладкая часть стержня;
- диаметр любой гладкой части стержня ![]() или
или ![]() ;
;
- болты и винты с номинальной длиной ![]() ;
;
- длина резьбы ![]() ;
;
- шпильки с общей длиной ![]() ;
;
- 3 мм39 мм;
- все классы прочности.
9.3.3 Оборудование
Оборудование для испытания на растяжение должно соответствовать ИСО 7500-1. Необходимо избегать воздействия на крепежное изделие боковых сил, например путем использования самоцентрирующихся зажимов.
9.3.4 Испытательное устройство
Зажимы и державки должны соответствовать следующим требованиям:
- твердость 45 HRC мин;
- диаметр отверстия согласно таблице 15;
- поле допуска внутренней резьбы державки согласно таблице 14.
Испытательное устройство должно быть достаточно жестким во избежание деформаций, которые могут повлиять на определение нагрузки условного предела текучести при остаточном удлинении 0,0048,
или удлинении после разрыва
.
9.3.5 Процедура испытания
Крепежные изделия испытывают следующим образом.
Устанавливают болты и винты для испытаний в державки, как показано на рисунках 2 а) и 2 b); шпильки для испытаний устанавливают в две резьбовые державки, как показано на рисунках 2 с) и 2 d).
Длина ввинченной части резьбы должна быть не менее 1.
Свободная длина резьбы , подвергаемая нагружению, должна быть не менее 1,2
.
Примечание - Для получения ![]() на практике рекомендуется следующая процедура: сначала завинтить винт в резьбовую державку до сбега резьбы; затем отвинтить державку на необходимое число оборотов, соответствующих
на практике рекомендуется следующая процедура: сначала завинтить винт в резьбовую державку до сбега резьбы; затем отвинтить державку на необходимое число оборотов, соответствующих ![]() .
.
Испытание на растяжение выполняют в соответствии с ИСО 6892-1. Скорость испытаний, определяемая при свободном ходе траверсы, не должна превышать 10 мм/мин до нагрузки условного предела текучести при остаточном удлинении 0,0048,
и 25 мм/мин - выше данной нагрузки.
Измерение нагрузки проводят непрерывно до наступления разрыва либо непосредственно с помощью соответствующего электронного устройства (например, микропроцессора), либо в виде диаграммы нагрузка - перемещение, см. ИСО 6892-1; диаграмма может быть построена как автоматически, так и графически.
Для приемлемой точности графического измерения масштаб диаграммы должен быть таким, чтобы наклон в упругой области (прямолинейная часть диаграммы) находился между 30° и 45° к оси нагрузки.
9.3.6 Результаты испытания
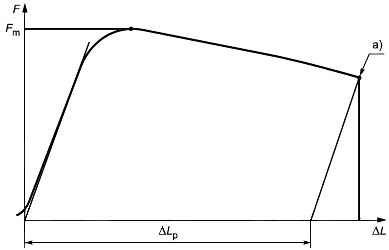
9.3.6.1 Определение удлинения после разрыва
9.3.6.1.1 Метод
Пластическое удлинение определяется непосредственно на диаграмме нагрузка - перемещение, построенной в электронном виде либо графически (см. рисунок 3).
|
_______________
Точка разрыва.
Рисунок 3 - Диаграмма нагрузка - перемещение для определения удлинения после разрыва
Должен быть определен наклон части диаграммы, соответствующей упругой области (прямолинейная часть диаграммы). Через точку разрыва проводят линию, параллельную наклону в упругой области, которая пересекает ось перемещений зажима, см. рисунок 3. Пластическое удлинение определяют на оси перемещений, как показано на рисунке 3.
В спорных случаях наклон диаграммы нагрузка - перемещение в упругой области должен быть определен проведением линии через две точки диаграммы, соответствующие 0,4 и 0,7
где
- пробная нагрузка, приведенная в таблицах 5 и 7.
Удлинение после разрыва для полноразмерных крепежных изделий вычисляют, используя следующую формулу:
![]() .
.
9.3.6.1.2 Требования
Для классов прочности 4.8, 5.8 и 6.8 удлинение после разрыва должно удовлетворять требованиям, приведенным в таблице 3.
9.3.6.2 Определение условного предела текучести при остаточном удлинении 0,0048
9.3.6.2.1 Метод
Условный предел текучести определяют непосредственно по диаграмме нагрузка - перемещение (см. рисунок 4).
|

Рисунок 4 - Диаграмма нагрузка - перемещение для определения условного предела текучести при остаточном удлинении 0,0048
Параллельно линии наклона диаграммы в упругой области (прямолинейная часть кривой) проводят прямую на расстоянии 0,0048 по оси перемещений зажима; пересечение этой линии и диаграммы соответствует нагрузке
.
Примечание - 0,0048=0,4% от 1,2
.
В спорных случаях наклон диаграммы нагрузка - перемещение в упругой области должен быть определен проведением линии через две точки диаграммы, соответствующие 0,4 и 0,7
, где
- пробная нагрузка, установленная в таблицах 5 и 7.
Условный предел текучести при остаточном удлинении 0,0048
вычисляют по формуле
 ,
,
где ![]() приведено в 9.1.6.1.
приведено в 9.1.6.1.
9.3.6.2.2 Требования
Требования не установлены.
Примечание 1 - Значения в настоящее время находятся в стадии исследования, см. таблицу 3 (пункт 4, сноску
) для справки.
Примечание 2 - Значения предела текучести, полученные при испытаниях полноразмерных крепежных изделий и обработанных испытательных образцов, могут отличаться из-за обработки, методов испытаний и влияния размеров.
9.4 Испытание на растяжение болтов и винтов, у которых не предполагается разрушение на свободной длине резьбы из-за конструкции головки
9.4.1 Общие положения
Назначение этого испытания на растяжение состоит в определении растягивающей нагрузки для болтов и винтов, у которых не предполагается разрушение на свободной длине резьбы из-за конструкции головки (см. 8.2).
9.4.2 Применимость
Испытание применяют для болтов и винтов, имеющих следующие характеристики:
- диаметр любой гладкой части стержня ![]() или
или ![]() ;
;
- номинальная длина ![]() ;
;
- длина резьбы ![]() ;
;
- 3 мм39 мм;
- все классы прочности.
9.4.3 Оборудование
Оборудование для испытания на растяжение должно соответствовать ИСО 7500-1. Необходимо избегать воздействия на крепежное изделие боковых сил, например путем использования самоцентрирующихся зажимов.
9.4.4 Испытательное устройство
Зажимы и державки должны соответствовать следующим требованиям:
- твердость 45 HRC мин;
- диаметр отверстия - согласно таблице 15;
- поле допуска внутренней резьбы державки - согласно таблице 14.
9.4.5 Процедура испытания
Крепежные изделия испытывают следующим образом.
Устанавливают крепежное изделие для испытаний в державки, как показано на рисунках 2а) и 2b).
Свободная длина резьбы , подвергаемая нагружению, должна быть не менее 1
.
Испытание на растяжение выполняют в соответствии с ИСО 6892-1. Скорость испытаний, определяемая при свободном ходе траверсы, не должна превышать 25 мм/мин.
Испытание проводят непрерывно до наступления разрыва.
При этом измеряют разрушающую нагрузку .
9.4.6 Требования к результатам испытания
Разрушающая нагрузка должна быть равна или быть больше минимальной разрушающей нагрузки, установленной в соответствующих стандартах на продукцию или в любых других технических условиях.
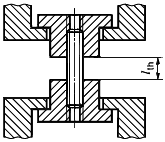
9.5 Испытание на растяжение крепежных изделий с тонким стержнем
9.5.1 Общие положения
Назначение этого испытания на растяжение состоит в определении предела прочности на растяжение для крепежных изделий с тонким стержнем (см. 8.2).
9.5.2 Применимость
Это испытание применяют для крепежных изделий, имеющих следующие характеристики:
- диаметр гладкой части стержня ![]() ;
;
- длина тонкого стержня (см.
на рисунке 6);
- длина резьбы ![]() ;
;
- 3 мм39 мм;
- классы прочности 4.6, 5.6, 8.8, 9.8, 10.9 и 12.9/12.9.
9.5.3 Оборудование
Оборудование для испытания на растяжение должно соответствовать ИСО 7500-1. Необходимо избегать воздействия на крепежное изделие боковых сил, например путем использования самоцентрирующихся зажимов.
9.5.4 Испытательное устройство
Зажимы и державки должны соответствовать следующим требованиям:
- твердость 45 HRC мин;
- диаметр отверстия - согласно таблице 15;
- поле допуска внутренней резьбы державки - согласно таблице 14.
9.5.5 Процедура испытания
Крепежные изделия испытывают следующим образом.
Устанавливают крепежное изделие для испытаний в державки, как показано на рисунке 2а). Шпильки для испытаний устанавливают в две резьбовые державки, как показано на рисунках 2 с) и 2 d).
Длина ввинченной части резьбы должна быть не менее 1.
Испытание на растяжение выполняют в соответствии с ИСО 6892-1. Скорость испытаний, определяемая при свободном ходе траверсы, не должна превышать 25 мм/мин.
Испытание проводят непрерывно до наступления разрыва.
При этом измеряют разрушающую нагрузку .
9.5.6 Результаты испытания
9.5.6.1 Метод
Вычисление предела прочности на растяжение основывается на площади поперечного сечения тонкого стержня
и разрушающей нагрузке
, измеренной при испытании:
![]() ,
,
где ![]() .
.
9.5.6.2 Требования
Разрушение должно происходить в тонком стержне.
Предел прочности на растяжение должен удовлетворять требованиям, установленным в таблице 3.
9.6 Испытание пробной нагрузкой готовых болтов, винтов и шпилек
9.6.1 Общие положения
Испытание пробной нагрузкой состоит из следующих двух операций:
a) приложения установленной растягивающей пробной нагрузки (см. рисунок 5);
b) измерения остаточного удлинения, вызываемого пробной нагрузкой.
|
| |
а) Готовый болт | b) Готовый винт | |
|
| |
с) Готовая шпилька | d) Готовая шпилька резьбовая |


1 - нагрузка
На виде X показан пример контакта "сфера - конус" между измерительными наконечниками и центровыми отверстиями на торцах крепежных изделий. Можно применять любой другой подходящий метод.
Рисунок 5 - Пример установки готовых крепежных изделий для приложения пробной нагрузки
9.6.2 Применимость
Это испытание применяют для болтов, винтов и шпилек, имеющих следующие характеристики:
- болты и винты с головкой прочнее, чем стержень с резьбой;
- болты и винты с головкой прочнее, чем любая гладкая часть стержня;
- диаметр гладкой части стержня ![]() или
или ![]() ;
;
- болты и винты с номинальной длиной ![]() ;
;
- длина резьбы ![]() ;
;
- шпильки с общей длиной ![]() ;
;
- 3 мм39 мм;
- все классы прочности.
9.6.3 Оборудование
Оборудование для испытания на растяжение должно соответствовать ИСО 7500-1. Необходимо избегать воздействия на крепежное изделие боковых сил, например путем использования самоцентрирующихся зажимов.
9.6.4 Испытательное устройство
Зажимы и державки должны соответствовать следующим требованиям:
- твердость 45 HRC мин;
- диаметр отверстия - согласно таблице 15;
- поле допуска внутренней резьбы державок - согласно таблице 14.
9.6.5 Процедура испытания
Каждый торец крепежного изделия должен быть подготовлен в соответствии с рисунком 5 (вид X). Для измерения длины крепежное изделие располагают в вертикально установленном измерительном приборе со сферическими наконечниками или используют любой другой подходящий метод. Для сведения к минимуму погрешности измерений, вызванной влиянием температуры, следует использовать кожаные перчатки или щипцы. Измеряют полную длину крепежного изделия перед нагружением .
Устанавливают крепежное изделие для испытаний в державки, как показано на рисунке 5. Для шпилек используют две резьбовые державки. Длина ввинченной части резьбы должна быть не менее 1. Свободная длина резьбы
, подвергаемая нагружению, должна быть 1
.
Примечание - Для получения ![]() на практике рекомендуется следующая процедура: сначала завинтить винт в резьбовую державку до сбега резьбы; затем отвинтить державку на необходимое число оборотов, соответствующих
на практике рекомендуется следующая процедура: сначала завинтить винт в резьбовую державку до сбега резьбы; затем отвинтить державку на необходимое число оборотов, соответствующих ![]() .
.
Пробная нагрузка, установленная в таблицах 5 и 7, должна быть приложена к крепежному изделию в осевом направлении.
Скорость испытаний, определяемая при свободном ходе траверсы, не должна превышать 3 мм/мин. Полную пробную нагрузку выдерживают в течение 15 с.
После снятия нагрузки измеряют полную длину крепежного изделия .
9.6.6 Результаты испытания. Требования
Полная длина крепежного изделия после снятия нагрузки должна быть такой же, как и перед нагружением
, в пределах допуска ±12,5 мкм, учитывающим погрешность измерений. При первоначальном приложении пробной нагрузки из-за влияния некоторых случайных факторов, таких как отклонения от прямолинейности и соосности, погрешность измерения остаточного удлинения может оказаться больше допускаемой. В таких случаях крепежные изделия необходимо подвергать повторному испытанию согласно 9.6.5 с нагрузкой на 3% больше первоначальной, указанной в таблицах 5 и 7. Результат испытания можно рассматривать как удовлетворительный, если длина после повторного испытания
будет такой же, как длина перед этим испытанием
, с допуском ±12,5 мкм, учитывающим погрешность измерений.
9.7 Испытание на растяжение обработанных испытательных образцов
9.7.1 Общие положения
Назначение этого испытания на растяжение в определении:
- предела прочности на растяжение ;
- нижнего предела текучести или условного предела текучести при остаточном удлинении 0,2%
;
- относительного удлинения после разрыва и
- относительного сужения после разрыва .
9.7.2 Применимость
Это испытание применяют для крепежных изделий, имеющих следующие характеристики:
a) обработанные образцы, изготовленные из болтов и винтов:
- 3 мм39 мм;
- длина резьбы ![]() ;
;
- номинальная длина ![]() (как показано на рисунке 6) для определения
(как показано на рисунке 6) для определения ;
- номинальная длина ![]() (как показано на рисунке 6) для определения
(как показано на рисунке 6) для определения ;
b) обработанные образцы, изготовленные из шпилек:
- 3 мм39 мм;
- длина резьбы ![]() ;
;
- длина резьбы ввинчиваемого конца шпильки ![]() ;
;
- полная длина ![]() (как показано на рисунке 6) для определения
(как показано на рисунке 6) для определения ;
- номинальная длина ![]() (как показано на рисунке 6) для определения
(как показано на рисунке 6) для определения ;
c) классы прочности 4.6, 5.6, 8.8, 9.8, 10.9 и 12.9/12.9.
Примечание - Обработанные испытательные образцы, изготовленные из болтов и винтов, также могут быть изготовлены из крепежных изделий, которые из-за геометрических характеристик имеют уменьшенную нагрузочную способность, при условии, что головка будет прочнее, чем испытательный образец с площадью поперечного сечения , а также крепежных изделий с диаметром гладкой части стержня
![]() (см. 8.2).
(см. 8.2).
Изделия классов прочности 4.8, 5.8 и 6.8 (упрочненные холодным деформированием) следует испытывать на растяжение полноразмерными (см. 9.3).
9.7.3 Оборудование
Оборудование для испытания на растяжение должно соответствовать ИСО 7500-1. Необходимо избегать воздействия на крепежное изделие боковых сил, например путем использования самоцентрирующихся зажимов.
9.7.4 Испытательное устройство
Зажимы и державки должны соответствовать следующим требованиям:
- твердость 45 HRC мин;
- диаметр отверстия - согласно таблице 15;
- поле допуска внутренней резьбы державки - согласно таблице 14.
9.7.5 Обработанные испытательные образцы
Испытательный образец изготавливают из крепежного изделия следующим образом. На рисунке 6 показан образец, используемый для испытания на растяжение.
|
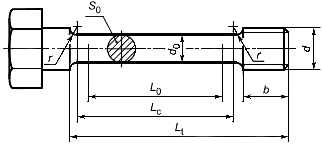
- номинальный диаметр резьбы;
- диаметр обработанного испытательного образца (
![]() , но по возможности
, но по возможности 3 мм);
- длина резьбы (
);
- исходная базовая длина обработанного испытательного образца:
- для определения удлинения ![]() или (5,65
или (5,65);
- для определения сужения площади ![]() ;
;
- длина цилиндрического участка обработанного испытательного образца (
![]() );
);
- полная длина обработанного испытательного образца (
![]() );
);
- площадь поперечного сечения обработанного испытательного образца перед испытанием на растяжение;
- радиус галтели (
4 мм)
Рисунок 6 - Обработанный испытательный образец для испытания на растяжение
Диаметр обработанного образца должен быть ![]() , но по возможности
, но по возможности 3 мм.
При изготовлении испытательных образцов из закаленных и отпущенных крепежных изделий диаметром 16 мм уменьшение исходного диаметра стержня
не должно превышать 25% (приблизительно 44% начальной площади поперечного сечения). Для образцов из шпилек оба конца должны иметь длину резьбы не менее 1
.
9.7.6 Процедура испытания
Испытание на растяжение следует проводить в соответствии с ИСО 6892-1. Скорость испытаний, определяемая при свободном ходе траверсы, не должна превышать 10 мм/мин до достижения нагрузки, соответствующей нижнему пределу текучести или условному пределу текучести при остаточном удлинении 0,2%
и 25 мм/мин - выше данной нагрузки.
Испытание проводят непрерывно до наступления разрыва образца. При этом измеряют разрушающую нагрузку .
9.7.7 Результаты испытания
9.7.7.1 Метод
В соответствии с ИСО 6892-1 определяют следующие характеристики:
a) предел прочности на растяжение
![]() ;
;
b) нижний предел текучести или условный предел текучести при остаточном удлинении 0,2%
;
c) относительное удлинение после разрыва, при условии, что равно примерно
:
![]() ,
,
где - конечная базовая длина обработанного испытательного образца после разрыва (см. ИСО 6892-1);
d) относительное сужение площади после разрыва при условии, что равно примерно
:
![]() ,
,
где - площадь поперечного сечения обработанного испытательного образца после разрыва.
9.7.7.2 Требования
Следующие характеристики должны соответствовать таблице 3:
- минимальный предел прочности на растяжение ![]() ;
;
- нижний предел текучести или условный предел текучести при остаточном удлинении 0,2%
;
- относительное удлинение после разрыва , %;
- относительное сужение площади после разрыва , %.
9.8 Испытание головки на прочность
9.8.1 Общие положения
Назначение испытания головки на прочность состоит в проверке целостности переходного участка между головкой и гладким стержнем или резьбой при ударе по головке крепежного изделия на твердом блоке с заданным углом.
Примечание - Испытание обычно проводят, когда испытание на растяжение на косой шайбе невозможно из-за слишком малой длины крепежного изделия.
9.8.2 Применимость
Это испытание применяют для болтов и винтов, имеющих следующие характеристики:
- головка прочнее, чем стержень с резьбой;
- номинальная длина ![]() ;
;
- 10 мм;
- все классы прочности.
9.8.3 Испытательное устройство
Твердый блок, представленный на рисунке 7, должен соответствовать следующим требованиям:
- твердость 45 HRC мин;
- диаметр отверстия и радиус
согласно таблице 15;
- толщина не менее ;
- угол согласно таблице 17.
|
_______________
![]() .
.
Минимальная толщина твердого блока -
.
Рисунок 7 - Устройство для испытания головки на прочность
Таблица 17 - Угол твердого блока для испытания головки на прочность
Класс прочности | 4.6 | 5.6 | 4.8 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9/12.9 |
60° | 80° | ||||||||
9.8.4 Процедура испытания
Крепежные изделия испытывают следующим образом.
Испытание головки на прочность проводят, используя устройство, представленное на рисунке 7.
Твердый блок должен быть неподвижно закреплен. Для нанесения нескольких ударов по головке болта или винта используют молоток. При этом необходимо, чтобы головка изогнулась на угол, равный 90°минус . Значения угла
указаны в таблице 17.
Визуальный контроль следует проводить с увеличением не менее восьмикратного, но не более десятикратного.
9.8.5 Результаты испытания. Требования
Должно быть установлено отсутствие признаков растрескивания на переходном участке между головкой и гладким стержнем.
Для винтов с резьбой до головки требование считается выполненным, даже если трещина появилась в первом витке резьбы, при условии, что головка не оторвалась.
9.9 Испытание на твердость
9.9.1 Общие положения
Назначение испытания на твердость:
- для всех крепежных изделий, которые не могут быть испытаны на растяжение, определяют твердость крепежного изделия;
- для крепежных изделий, которые могут быть испытаны на растяжение (см. 9.1, 9.2, 9.5 и 9.7), определяют твердость крепежного изделия, чтобы проверить, что максимальная твердость не превышена.
Примечание - Между твердостью и пределом прочности на растяжение прямая зависимость может отсутствовать. Максимальные значения твердости установлены по причинам, не связанным с максимальной теоретической прочностью (например, чтобы избежать охрупчивания).
Твердость может быть определена на любой подходящей поверхности или на поперечном срезе резьбового участка.
9.9.2 Применимость
Это испытание применяют для крепежных изделий, имеющих следующие характеристики:
- все размеры;
- все классы прочности.
9.9.3 Методы испытания
Твердость может быть определена с использованием испытаний на твердость по Виккерсу, Бринеллю или Роквеллу.
а) Испытание на твердость по Виккерсу
Испытание на твердость по Виккерсу следует проводить по ИСО 6507-1.
б) Испытание на твердость по Бринеллю
Испытание на твердость по Бринеллю следует проводить по ИСО 6506-1.
в) Испытание на твердость по Роквеллу
Испытание на твердость по Роквеллу следует проводить по ИСО 6508-1.
9.9.4 Процедура испытания
9.9.4.1 Общие положения
Крепежные изделия, используемые для испытания на твердость, должны быть в состоянии поставки.
9.9.4.2 Определение твердости на поперечном срезе в резьбовой части
Поперечный срез должен быть выполнен с отступом 1 от конца резьбы, и поверхность должна быть соответственно подготовлена.
Измерение твердости следует выполнять в области между осью и половиной радиуса (см. рисунок 8).
|

1 - ось крепежного изделия; 2 - область половины радиуса сечения, с радиусом 0,25
Рисунок 8 - Область половины радиуса сечения для измерения твердости
9.9.4.3 Определение твердости поверхности
Твердость должна быть определена на плоских поверхностях головки, на конце крепежного изделия или на гладкой части стержня после удаления любого гальванического покрытия или других покрытий и после соответствующей подготовки испытательного образца.
Данный метод может быть использован для периодического контроля.
9.9.4.4 Нагрузка для определения твердости
Проводить испытание на твердость по Виккерсу следует с нагрузкой не менее 98 Н.
Проводить испытание на твердость по Бринеллю следует с нагрузкой, равной 30, выраженной в ньютонах.
9.9.5 Требования
Для крепежных изделий, которые не могут быть испытаны на растяжение, а также для строительных болтов с короткой резьбой, со свободной длиной резьбы ![]() твердость должна находиться в пределах диапазона, указанного в таблице 3.
твердость должна находиться в пределах диапазона, указанного в таблице 3.
Для крепежных изделий, которые могут быть испытаны на растяжение, со свободной длиной резьбы ![]() и для крепежных изделий с тонким стержнем, а также для обработанных испытательных образцов твердость не должна превышать максимальных значений, указанных в таблице 3.
и для крепежных изделий с тонким стержнем, а также для обработанных испытательных образцов твердость не должна превышать максимальных значений, указанных в таблице 3.
Для изделий классов прочности 4.6, 4.8, 5.6 и 5.8 твердость определяют в соответствии с 9.9.4.3 на конце крепежного изделия. При этом твердость не должна превышать максимальных значений, указанных в таблице 3.
Для термообработанных крепежных изделий в случае, если любая разница в значениях твердости, измеренных в области половины радиуса сечения (см. рисунок 8), превышает 30 HV, должно быть проверено, что достигнуто требование 90%-ного содержания мартенсита (см. таблицу 2).
Для деформационно-упрочненных крепежных изделий классов прочности 4.8, 5.8 и 6.8 твердость, определенная в соответствии с 9.9.4.2, должна быть в пределах, указанных в таблице 3.
В спорном случае испытание на твердость по Виккерсу согласно 9.9.4.2 является арбитражным.
9.10 Испытание на обезуглероживание
9.10.1 Общие положения
Назначение испытания на обезуглероживание состоит в выявлении наличия обезуглероживания на поверхности закаленных и отпущенных крепежных изделий, а также в установлении глубины обезуглероженной зоны (см. рисунок 9).
Примечание - Снижение содержания углерода (обезуглероживание) вследствие термической обработки, превышающее пределы, указанные в таблице 3, может уменьшить прочность резьбы и стать причиной разрушения.
|
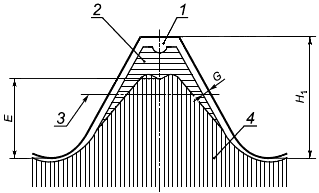
1 - зона полного обезуглероживания; 2 - зона частичного обезуглероживания; 3 - линия среднего диаметра резьбы; 4 - зона основного металла; - высота необезуглероженной зоны резьбы;
- глубина полного обезуглероживания в резьбе;
- высота наружной резьбы полного профиля
Рисунок 9 - Зоны обезуглероживания
Содержание углерода на поверхности может быть определено одним из следующих методов:
- металлографическим методом;
- методом измерения твердости.
Металлографический метод позволяет определить глубину полного обезуглероживания , а также высоту зоны основного металла (необезуглероженной зоны резьбы)
(см. рисунок 9).
Метод измерения твердости позволяет определить высоту необезуглероженной зоны резьбы и обнаружить частичное обезуглероживание путем измерения микротвердости (см. рисунок 9).
9.10.2 Металлографический метод
9.10.2.1 Применимость
Этот метод применяют для крепежных изделий, имеющих следующие характеристики:
- все размеры;
- классы прочности 8.8-12.9/12.9.
9.10.2.2 Подготовка испытательного образца
Испытательные образцы должны быть изготовлены из крепежных изделий, прошедших термическую обработку, и после удаления гальванического покрытия или другого покрытия, если оно было.
Испытательные образцы должны быть вырезаны в продольном направлении по оси резьбы приблизительно на расстоянии одного номинального диаметра (1) от конца резьбы. Испытательные образцы должны быть залиты пластмассой или установлены в зажимном приспособлении. После установки поверхность должна быть отшлифована и отполирована в соответствии с требованиями металлографических исследований.
Примечание - Для выявления изменений в микроструктуре вследствие обезуглероживания обычно применяют травление в 3%-ном растворе ниталя (концентрированная азотная кислота в этаноле).
9.10.2.3 Процедура испытания
Испытательный образец помещают под микроскоп. Если иное не оговорено, для исследования микроструктуры используют стократное увеличение.
Если используемый тип микроскопа имеет экран с матовым стеклом, то глубину обезуглероживания можно измерять непосредственно по шкале. Если для измерения используют окуляр, то он должен быть соответствующего типа, снабженный визиром или шкалой.
9.10.2.4 Требования
Максимальная глубина полного обезуглероживания должна удовлетворять требованиям, указанным в таблице 3. Высота необезуглероженной зоны
должна удовлетворять требованиям, указанным в таблице 18.
Таблица 18 - Значения высоты наружной резьбы полного профиля и минимальной высоты необезуглероженной зоны резьбы
Размеры в миллиметрах
Шаг резьбы | 0,5 | 0,6 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | ||
0,307 | 0,368 | 0,429 | 0,491 | 0,613 | 0,767 | 0,920 | 1,074 | 1,227 | 1,534 | 1,840 | 2,147 | 2,454 | |||
Класс | 8.8, 9.8 | 0,154 | 0,184 | 0,215 | 0,245 | 0,307 | 0,384 | 0,460 | 0,537 | 0,614 | 0,767 | 0,920 | 1,074 | 1,227 | |
10.9 | 0,205 | 0,245 | 0,286 | 0,327 | 0,409 | 0,511 | 0,613 | 0,716 | 0,818 | 1,023 | 1,227 | 1,431 | 1,636 | ||
12.9 | 0,230 | 0,276 | 0,322 | 0,368 | 0,460 | 0,575 | 0,690 | 0,806 | 0,920 | 1,151 | 1,380 | 1,610 | 1,841 | ||
| |||||||||||||||
9.10.3 Метод измерения твердости (арбитражный метод для частичного обезуглероживания)
9.10.3.1 Применимость
Этот метод применяют для крепежных изделий, имеющих следующие характеристики:
- шаг резьбы 1,25 мм;
- классы прочности 8.8-12.9/12.9.
9.10.3.2 Подготовка испытательного образца
Испытательный образец должен быть подготовлен в соответствии с 9.10.2.2, однако травление и удаление поверхностного покрытия необязательно.
9.10.3.3 Процедура испытания
Измеряют значения твердости по Виккерсу в точках 1 и 2 (рисунок 10). Испытательная нагрузка должна быть равной 2,942 Н (испытание на твердость по Виккерсу HV 0,3).
|

Обезуглероживание: HVHV
- 30.
Науглероживание: HVHV
+ 30.
- высота необезуглероженной зоны резьбы, мм;
- высота наружной резьбы полного профиля, мм; 1, 2, 3 - точки измерений (1 - контрольная точка); 4 - линия среднего диаметра резьбы
_______________
Значение 0,14 мм задано как вспомогательное для определения месторасположения точки на линии среднего диаметра.
Рисунок 10 - Измерение твердости при испытаниях на обезуглероживание и науглероживание
9.10.3.4 Требования
Значение твердости по Виккерсу в точке 2 HV должно быть больше или равно соответствующему значению в точке 1 HV
минус 30 единиц по Виккерсу. Высота необезуглероженной зоны резьбы
должна соответствовать требованиям, установленным в таблице 18.
Примечание - Полное обезуглероживание до максимального значения, установленного в таблице 3, не может быть обнаружено методом измерения твердости.
9.11 Испытание на науглероживание
9.11.1 Общие положения
Назначение этого испытания состоит в определении науглероживания поверхности закаленных и отпущенных крепежных изделий, образовавшегося в процессе термообработки. Разность между твердостью основного металла и твердостью поверхности является решающей для оценки степени науглероживания в поверхностном слое.
Примечание - Науглероживание нежелательно, поскольку увеличение твердости поверхности может стать причиной охрупчивания или снижения усталостной прочности. Необходимо строго различать увеличение твердости, вызванное науглероживанием, и увеличение твердости из-за термообработки или холодной обработки поверхности, такой как накатывание резьбы после термообработки.
Науглероживание можно определить одним из следующих методов:
- испытание на твердость на продольном срезе;
- испытание на твердость поверхности.
В спорном случае и при 1,25 мм испытание на твердость на продольном срезе согласно 9.11.2 является арбитражным методом испытания.
9.11.2 Испытание на твердость на продольном срезе
9.11.2.1 Применимость
Этот метод применяют для крепежных изделий, имеющих следующие характеристики:
- шаг резьбы 1,25 мм;
- классы прочности 8.8-12.9/12.9.
9.11.2.2 Подготовка испытательного образца
Испытательный образец следует подготовить в соответствии с пунктом 9.10.2.2, однако травление и удаление поверхностного покрытия необязательно.
9.11.2.3 Процедура испытания
Измеряют значения твердости по Виккерсу в точках 1 и 3, как показано на рисунке 10. Испытательная нагрузка должна быть равной 2,942 Н (испытание на твердость по Виккерсу HV 0,3).
Если испытательный образец использовали для испытаний согласно 9.10.3.3, определение твердости в точке 3 следует проводить на линии среднего диаметра резьбы витка, соседнего с витком, на котором проводили измерения в точках 1 и 2.
9.11.2.4 Требования
Значение твердости по Виккерсу в точке 3 HV должно быть меньше или равно соответствующему значению в точке 1 HV
плюс 30 единиц по Виккерсу.
Увеличение более чем на 30 единиц по Виккерсу свидетельствует о науглероживании. См. также таблицу 3 (пункт 13 и сноски ,
и
), в которой приведены ограничения твердости для классов прочности 10.9 и 12.9/12.9.
9.11.3 Метод испытания твердости поверхности
9.11.3.1 Применимость
Этот метод применяют для крепежных изделий, имеющих следующие характеристики:
- все размеры;
- классы прочности 8.8-12.9/12.9.
9.11.3.2 Подготовка испытательного образца
Подходящая плоская поверхность головки или конца крепежного изделия должна быть подготовлена тонким шлифованием или полированием, чтобы гарантировать воспроизводимость замеров и сохранить исходные свойства поверхностного слоя материала.
Поперечный срез должен быть на расстоянии 1 от конца резьбы, поверхность должна быть также соответственно подготовлена.
9.11.3.3 Процедура испытания
Твердость поверхности определяют на подготовленной поверхности.
Твердость основного металла определяют на поперечном срезе.
Испытательная нагрузка должна быть равной 2,942 Н (испытание на твердость по Виккерсу HV 0,3) для обоих измерений.
9.11.3.4 Требования
Значение твердости по Виккерсу на поверхности должно быть меньше или равно значению твердости основного металла плюс 30 единиц по Виккерсу.
Увеличение более чем на 30 единиц по Виккерсу свидетельствует о науглероживании. См. также таблицу 3 (пункт 13 и сноска ), в которой приведены ограничения максимальной твердости поверхности для классов прочности 10.9 и 12.9/12.9.
9.12 Испытание на повторный отпуск
9.12.1 Общие положения
Назначение испытания на повторный отпуск состоит в контроле минимальной температуры отпуска, достигнутой в процессе термической обработки.
Данное испытание является арбитражным, применяемым в спорном случае.
9.12.2 Применимость
Этот метод применяют для крепежных изделий, имеющих следующие характеристики:
- все размеры;
- классы прочности 8.8-12.9/12.9.
9.12.3 Подготовка испытательного образца
Твердость по Виккерсу следует определять в соответствии с 9.9.4.2 проведением трех измерений на одном крепежном изделии.
Повторный отпуск крепежного изделия проводят в течение 30 мин при температуре на 10 °С меньше, чем минимальная температура отпуска, установленная в таблице 2. После повторного отпуска необходимо определить твердость по Виккерсу проведением трех новых измерений на том же самом образце крепежного изделия и в той же области, как при первом определении.
9.12.4 Требования
Следует сравнить средние значения трех измерений твердости до и после повторного отпуска. Уменьшение твердости после повторного отпуска должно быть не более 20 единиц по Виккерсу.
9.13 Испытание на кручение
9.13.1 Общие положения
Назначение испытания на кручение состоит в определении разрушающего крутящего момента для болтов и винтов, которые не могут быть испытаны на растяжение.
9.13.2 Применимость
Этот метод применяют для крепежных изделий, имеющих следующие характеристики:
- болты и винты с головкой прочнее, чем резьбовой участок;
- диаметр гладкой части стержня ![]() или
или ![]() ;
;
- длина резьбы ![]() ;
;
- 1,6 мм10 мм;
- классы прочности 4.6-12.9/12.9.
Примечание - Для классов прочности 4.6-6.8 значения в ИСО 898-7 не установлены.
9.13.3 Оборудование и устройство для испытания
См. ИСО 898-7 [1].
9.13.4 Процедура испытания
Крепежные изделия испытывают следующим образом.
Зажимают болт или винт в испытательное устройство согласно ИСО 898-7, отступив на длину резьбы минимум 1. Свободная длина резьбы
должна включать в себя минимум 2
сбега резьбы от головки или сбега резьбы от гладкой части стержня. Прикладывают непрерывно возрастающий крутящий момент.
Примечание - Запланирован пересмотр ИСО 898-7:1992. Анализ результатов исследований показал, что значения свободной длины резьбы и длины ввинчивания будут изменены.
9.13.5 Результаты испытания
9.13.5.1 Метод
См. ИСО 898-7 [1].
9.13.5.2 Требования
См. ИСО 898-7 [1].
В спорном случае применяют следующие испытания:
- для болтов и винтов, которые не могут быть испытаны на растяжение, испытание на твердость в соответствии с 9.9 является арбитражным;
- для болтов и винтов, которые можно испытать на растяжение, испытание на растяжение является арбитражным.
9.14 Испытание на ударный изгиб обработанных испытательных образцов
9.14.1 Общие положения
Назначение испытания на ударный изгиб состоит в определении прочности материала крепежных изделий ударной нагрузкой при установленной пониженной температуре. Это испытание проводят только в случае, если это требование содержится в стандарте на продукцию или по согласованию между изготовителем и покупателем.
9.14.2 Применимость
Этот метод применяют для крепежных изделий, имеющих следующие характеристики:
- обработанные испытательные образцы изготовлены из болтов, винтов и шпилек;
- 16 мм;
- полная длина болтов и винтов (включая сплошную часть головки) 55 мм;
- шпильки с полной длиной 55 мм;
- классы прочности 5.6, 8.8, 9.8, 10.9 и 12.9/12.9.
9.14.3 Оборудование и устройство для испытания
См. ИСО 148-1.
9.14.4 Обработанный испытательный образец
Испытательный образец должен быть изготовлен из крепежного изделия следующим образом.
Обработанный испытательный образец должен соответствовать ИСО 148-1 (V-образный надрез по Шарпи). Образец должен быть вырезан в продольном направлении как можно ближе к поверхности крепежного изделия, по возможности в резьбовой части. Сторона испытательного образца без надреза должна быть расположена ближе к поверхности крепежного изделия.
9.14.5 Процедура испытания
Следует поддерживать стабильную температуру испытательного образца минус 20 °С. Испытание на ударный изгиб проводят в соответствии с ИСО 148-1.
9.14.6 Требования
Если испытания проводят при температуре минус 20 °С, значения ударной вязкости должны соответствовать таблице 3.
Примечание - В соответствующих стандартах на продукцию или по согласованию между изготовителем и покупателем могут быть установлены другие температуры при испытаниях и значения ударной вязкости.
9.15 Контроль дефектов поверхности
Дефекты поверхности на крепежных изделиях контролируют следующим образом. Для крепежных изделий классов прочности 4.6-10.9 контроль дефектов поверхности проводят в соответствии с ИСО 6157-1. По согласованию между изготовителем и покупателем можно применять ИСО 6157-3.
Для крепежных изделий классов прочности 12.9/12.9 контроль дефектов поверхности проводят в соответствии с ИСО 6157-3.
Для испытательной серии МР1 (см. раздел 8) контроль дефектов поверхности выполняют перед обработкой.
10 Маркировка
10.1 Общие положения
Крепежные изделия, изготовленные согласно требованиям настоящего стандарта, следует обозначать в соответствии с системой обозначений, описанной в разделе 5, и маркировать в соответствии с 10.2 и 10.3 или 10.4. Однако систему обозначений, описанную в разделе 5, и обозначения для маркировки согласно 10.3 или 10.4 применяют только в случае выполнения всех требований настоящего стандарта.
Если иное не установлено в стандартах на продукцию, высоту рельефной маркировки на верхней стороне головки в размерах высоты головки не учитывают.
10.2 Маркировка товарного знака изготовителя
Товарный знак изготовителя должен быть нанесен в процессе изготовления на всех крепежных изделиях, маркированных символом класса прочности. Товарный знак изготовителя также рекомендуется наносить на изделия, которые не маркируют символом класса прочности.
Настоящий стандарт предназначен для продавца, когда он продает крепежные изделия, маркированные собственным товарным знаком, и рассматривается как изготовитель.
10.3 Маркировка и обозначение крепежных изделий с полной нагрузочной способностью
10.3.1 Общие положения
Крепежные изделия с полной нагрузочной способностью, изготовленные согласно требованиям настоящего стандарта, следует маркировать в соответствии с 10.3.2-10.3.4.
Альтернативная или необязательная допускаемая маркировка, как предусмотрено в 10.3.2-10.3.4, выбирается изготовителем.
10.3.2 Символы маркировки для классов прочности
Символы маркировки установлены в таблице 19.
Таблица 19 - Символы маркировки для крепежных изделий с полной нагрузочной способностью
Класс прочности | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 | 12.9 |
Символ маркировки | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 | 12.9 |
| ||||||||||
Для винтов небольших размеров или в случае, когда из-за формы головки невозможно нанесение символов маркировки, указанных в таблице 19, допускается применять символы маркировки по системе циферблата, приведенные в таблице 20.
Таблица 20 - Система циферблата для маркировки болтов и винтов с полной нагрузочной способностью
Класс прочности | 4.6 | 4.8 | 5.6 | 5.8 |
Символ маркировки |
|
|
|
|
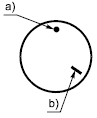
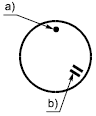

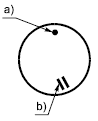
Окончание таблицы 20
Класс прочности | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 |
Символ маркировки |
|
|
|
|
|
| |||||



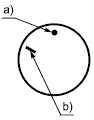

10.3.3 Идентификация
10.3.3.1 Болты и винты с шестигранной и звездообразной головкой
Болты и винты с шестигранной и звездообразной головкой (включая крепежные изделия с фланцем) следует маркировать товарным знаком изготовителя и символом маркировки класса прочности, приведенным в таблице 19.
Маркировка является обязательной для крепежных изделий всех классов прочности и номинальным диаметром 5 мм.
Маркировку предпочтительно следует наносить на верхнюю поверхность головки выпуклыми или углубленными знаками или на боковой поверхности головки углубленными знаками (см. рисунок 11). Для болтов и винтов с фланцем маркировку следует наносить на фланец, если процесс изготовления не позволяет нанести маркировку на верхней поверхности головки.
|
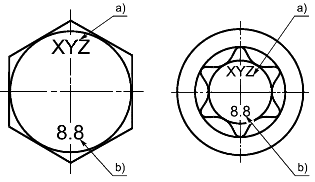
_______________
Товарный знак изготовителя.
Класс прочности.
Рисунок 11 - Примеры маркировки болтов и винтов с шестигранной и звездообразной головками
10.3.3.2 Винты с шестигранным и звездообразным углублением в цилиндрической головке
Винты с шестигранным и звездообразным углублениями в цилиндрической головке следует маркировать товарным знаком изготовителя и символом маркировки класса прочности, приведенным в таблице 19.
Маркировка является обязательной для крепежных изделий всех классов прочности и номинальным диаметром 5 мм.
Маркировку предпочтительно следует наносить на боковую поверхность головки углубленными знаками или на верхнюю поверхность головки углубленными или выпуклыми знаками (см. рисунок 12).
|
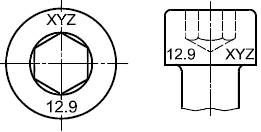
Рисунок 12 - Примеры маркировки винтов с шестигранным углублением в цилиндрической головке
10.3.3.3 Болты с низкой полукруглой головкой и квадратным подголовком
Болты с низкой полукруглой головкой и квадратным подголовком следует маркировать товарным знаком изготовителя и символом маркировки класса прочности, приведенным в таблице 19.
Маркировка является обязательной для крепежных изделий всех классов прочности и номинальным диаметром 5 мм.
Маркировка должна быть нанесена на головке углубленными или выпуклыми знаками (см. рисунок 13).
|
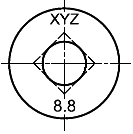
Рисунок 13 - Пример маркировки болтов с низкой полукруглой головкой и квадратным подголовком
10.3.3.4 Шпильки
Шпильки следует маркировать товарным знаком изготовителя и символом маркировки класса прочности, приведенным в таблице 19, или альтернативными символами маркировки, приведенными в таблице 21.
Таблица 21 - Альтернативные символы маркировки для шпилек
Класс прочности | 5.6 | 8.8 | 9.8 | 10.9 | 12.9 |
Символ маркировки | - | О | + | ||
| |||||
Маркировка является обязательной для шпилек классов прочности 5.6, 8.8, 9.8, 10.9 и 12.9/12.9 и номинальным диаметром 5 мм.
Маркировка должна быть нанесена на гладкой части шпильки. Если это невозможно, маркировка класса прочности должна наноситься на гаечном конце, и товарный знак изготовителя можно не наносить (см. рисунок 14).
|
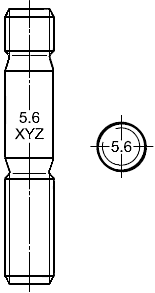
Рисунок 14 - Пример маркировки шпилек
Для шпилек с посадкой с натягом применяют маркировку класса прочности на гаечном конце, и товарный знак изготовителя можно не наносить.
10.3.3.5 Другие типы болтов и винтов
По требованию покупателя для других типов болтов и винтов, а также для специальных изделий могут быть использованы системы маркировки, описанные в 10.3.
Маркировка не применяется для винтов с потайной головкой, полупотайной головкой, низкой цилиндрической головкой, скругленной головкой или подобных форм головок со шлицами, с крестообразными шлицами или имеющих углубление или другой внутренний привод.
10.3.4 Маркировка болтов и винтов с левой резьбой
Болты и винты с левой резьбой и номинальным диаметром 5 мм следует маркировать символами, показанными на рисунке 15, либо на верхней поверхности головки, либо на торце.
|
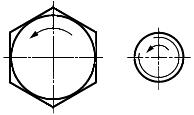
Рисунок 15 - Маркировка болтов и винтов с левой резьбой
Альтернативную маркировку левой резьбы, показанную на рисунке 16, допускается применять для болтов и винтов с шестигранной головкой.
|

- размер под ключ;
- высота головки
Рисунок 16 - Альтернативная маркировка болтов и винтов с левой резьбой
10.4 Маркировка и обозначение крепежных изделий с уменьшенной нагрузочной способностью вследствие их геометрических характеристик
10.4.1 Общие положения
Крепежные изделия с уменьшенной нагрузочной способностью, изготовленные в соответствии с настоящим стандартом, следует маркировать в соответствии с 10.3.3 и 10.3.4, за исключением того, что обозначению классов прочности должна предшествовать цифра "0" в соответствии с таблицей 22.
Таблица 22 - Символы маркировки для крепежных изделий с уменьшенной нагрузочной способностью
Класс прочности | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 | 12.9 |
Символ маркировки | 04.6 | 04.8 | 05.6 | 05.8 | 06.8 | 08.8 | 09.8 | 010.9 | 012.9 | 012.9 |
| ||||||||||
Символы маркировки согласно таблицам 19, 20 и 21 не допускается использовать для крепежных изделий с уменьшенной нагрузочной способностью.
Если уменьшенная нагрузочная способность крепежных изделий определена стандартом на продукцию, то символы маркировки согласно таблице 22 должны применяться ко всем размерам, установленным в стандарте на продукцию, даже если некоторые размеры удовлетворяют требованиям для крепежных изделий с полной нагрузочной способностью.
10.4.2 Символы маркировки для крепежных изделий с уменьшенной нагрузочной способностью
Символы маркировки должны соответствовать таблице 22.
10.5 Маркировка упаковок
Все упаковки для всех типов крепежных изделий всех размеров должны иметь маркировку (например, с помощью ярлыка). Маркировка должна включать в себя товарный знак изготовителя и/или товарный знак продавца и символ маркировки класса прочности согласно таблицам 19 и 22, а также номер производственной партии, как предусмотрено в ИСО 16426.
Приложение А
(справочное)
Зависимость между пределом прочности на растяжение и удлинением после разрыва
Таблица А.1 - Взаимосвязь между пределом прочности на растяжение и удлинением после разрыва
|
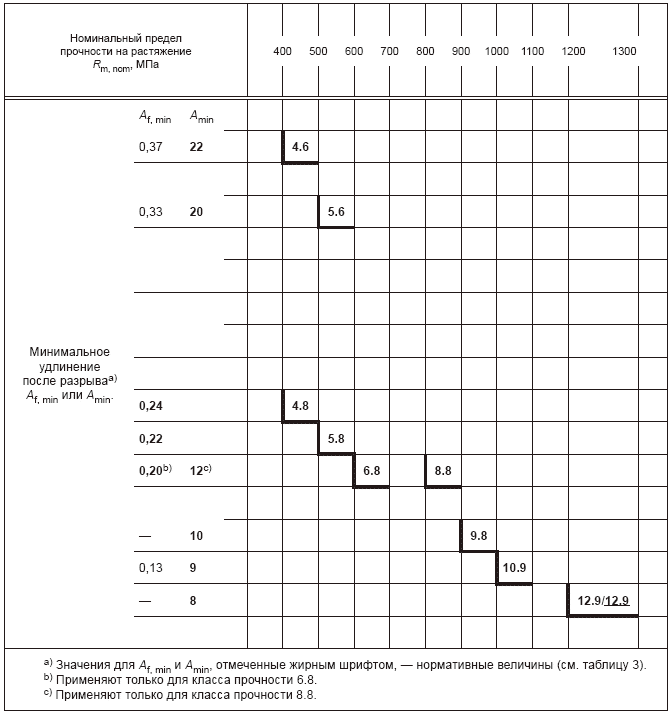
Приложение В
(справочное)
Влияние повышенных температур на механические свойства крепежных изделий
Повышенные температуры могут стать причиной изменений механических свойств и функциональных характеристик крепежного изделия.
При повышении рабочей температуры до 150 °С неизвестны негативные последствия из-за изменения механических свойств крепежных изделий. При температурах более 150 °С и до максимальной температуры 300 °С функциональные характеристики крепежных изделий следует тщательно проверять.
С повышением температуры, как известно, могут происходить:
- уменьшение условного предела текучести при остаточном удлинении 0,2% или условного предела текучести при остаточном удлинении 0,0048 для готовых крепежных изделий;
- уменьшение предела прочности.
Длительная эксплуатация крепежных изделий при повышенных рабочих температурах может приводить к релаксации напряжений, увеличивающейся с повышением температуры. Релаксация напряжений приводит к уменьшению силы затяжки.
Деформационно-упрочненные крепежные изделия (классов прочности 4.8, 5.8, 6.8) более восприимчивы в отношении релаксации напряжений по сравнению с закаленными и отпущенными или отожженными крепежными изделиями.
Необходимо с осторожностью применять стали, содержащие свинец, для крепежных изделий, используемых при повышенных температурах. Для таких крепежных изделий следует учитывать риск охрупчивания металла при рабочей температуре в диапазоне точки плавления свинца.
Информация для выбора и применения сталей для использования при повышенных температурах приведена, например, в ЕН 10269 и ASTM F2281.
Приложение С
(справочное)
Удлинение после разрыва для полноразмерных крепежных изделий
В таблице 3 представлены минимальные значения удлинения после разрыва для полноразмерных болтов, винтов и шпилек ![]() только для классов прочности 4.8, 5.8 и 6.8. Значения для других классов прочности представлены в таблице С.1 для справки. Эти значения все еще находятся в стадии исследований.
только для классов прочности 4.8, 5.8 и 6.8. Значения для других классов прочности представлены в таблице С.1 для справки. Эти значения все еще находятся в стадии исследований.
Таблица С.1 - Удлинение после разрыва для полноразмерных крепежных изделий
Класс прочности | 4.6 | 5.6 | 8.8 | 9.8 | 10.9 | 12.9/12.9 |
| 0,37 | 0,33 | 0,20 | - | 0,13 | - |
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации и действующим в этом качестве межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ИСО 68-1 | MOD | ГОСТ 9150-2002 (ИСО 68-1-98) "Основные нормы взаимозаменяемости. Резьба метрическая. Профиль" |
ИСО 148-1 | NEQ | ГОСТ 9454-78 "Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенной температурах" |
ИСО 225 | - | * |
ИСО 261 | MOD | ГОСТ 8724-2002 (ИСО 261-98) "Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги" |
ИСО 262 | - | * |
ИСО 273 | MOD | ГОСТ 11284-94 |
________________
| ||
ИСО 724 | MOD | ГОСТ 24705-2004 (ИСО 724:1993) "Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры" |
ИСО 898-2 | MOD | ГОСТ Р 52628-2006 (ИСО 898-2:1992, ИСО 898-6:1994) "Гайки. Механические свойства и методы испытаний" |
ИСО 898-5 | IDT | ГОСТ Р ИСО 898-5-2009 "Механические свойства крепежных изделий из углеродистой и легированной стали. Часть 5. Установочные винты и аналогичные резьбовые крепежные изделия, не подвергаемые растягивающим напряжениям" |
ИСО 898-7 | IDT | ГОСТ Р ИСО 898-7-2009 "Механические свойства крепежных изделий. Часть 7. Испытание на кручение и минимальные крутящие моменты для болтов и винтов номинальных диаметров от 1 до 10 мм" |
ИСО 965-1 | MOD | ГОСТ 16093-2004 (ИСО 965-1:1998, ИСО 965-3:1998) "Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором" |
ИСО 965-2 | - | * |
ИСО 965-4 | - | * |
ИСО 4042 | IDT | ГОСТ Р ИСО 4042-2009 "Изделия крепежные. Электролитические покрытия" |
ИСО 4885:1996 | - | * |
ИСО 6157-1 | IDT | ГОСТ Р ИСО 6157-1-2009 "Изделия крепежные. Дефекты поверхности. Часть 1. Болты, винты и шпильки общего назначения" |
ИСО 6157-3 | - | * |
ИСО 6506-1 | NEQ | ГОСТ 9012-59 "Металлы. Метод измерения твердости по Бринеллю" |
ИСО 6507-1 | IDT | ГОСТ Р ИСО 6507-1-2007 "Металлы и сплавы. Измерение твердости по Виккерсу. Часть 1. Метод измерения" |
ИСО 6508-1 | NEQ | ГОСТ 9013-59 "Металлы. Метод измерения твердости по Роквеллу" |
ИСО 6892-1 | NEQ | ГОСТ 1497-84 "Металлы. Методы испытания на растяжение" |
ИСО 7500-1 | - | * |
ИСО 10683 | - | * |
ИСО 10684:2004 | - | * |
ИСО 16426 | IDT | ГОСТ Р ИСО 16426-2009 "Изделия крепежные. Система обеспечения качества" |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты; - NEQ - неэквивалентные стандарты. | ||
Библиография
[1] | EN 10269, Steels and nickel alloys for fasteners with specified elevated and/or low temperature properties |
[2] | ISO 1891, Fasteners - Terminology |
[3] | ASTM F2281, Standard Specification for Stainless Steel and Nickel Alloy Bolts, Hex Cap Screws, and Studs, for Heat Resistance and High Temperature Applications |
[4] | ASTM A 320/A 320M, Standard Specification for Alloy/Steel Bolting Materials for Low-Temperature Service |
Электронный текст документа
и сверен по:
, 2013
