ГОСТ 21333-75
Группа Г32
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ВИНТЫ С НАКАТАННОЙ НИЗКОЙ ГОЛОВКОЙ И КОНИЧЕСКИМ КОНЦОМ
Конструкция и размеры
Low knurled-head and cone-point screws.
Construction and dimensions
МКС 21.060.10
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 8 декабря 1975 г. N 3800 дата введения установлена 01.01.77
Ограничение срока действия снято Постановлением Госстандарта СССР от 27.06.91 N 1173
ВЗАМЕН ГОСТ 10492-63 в части варианта с коническим концом
ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в декабре 1981 г., августе 1992 г. (ИУС 3-82, 11-92)
1. Настоящий стандарт распространяется на цельные и составные винты с металлической или пластмассовой накатанной низкой головкой и коническим концом классов точности А и В с диаметром резьбы от 1 до 12 мм.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 1, 2).
2. (Исключен, Изм. N 1).
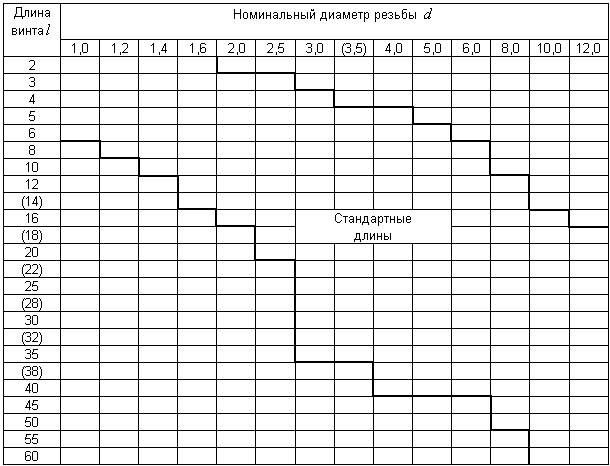
3. Конструкция и размеры винтов должны соответствовать указанным на чертеже и в табл.1 и 2.
Исполнение 1
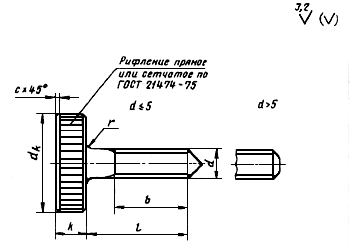
Исполнение 2
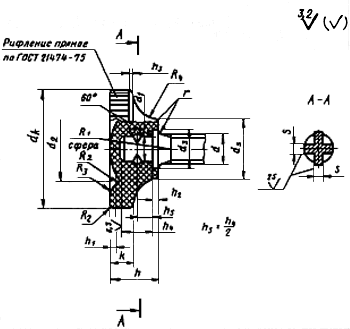
Таблица 1
мм
Номинальный диаметр резьбы | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | 2,5 | 3,0 | (3,5) | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | |
Шаг резьбы | крупный | 0,25 | 0,30 | 0,35 | 0,40 | 0,45 | 0,50 | 0,60 | 0,70 | 0,80 | 1,00 | 1,25 | 1,50 | 1,75 | |
мелкий | 0,20 | 0,25 | 0,35 | 0,50 | 0,75 | 1,00 | 1,25 | ||||||||
Диаметр головки | 5,5 | 6,0 | 7,0 | 7,5 | 9,0 | 11 | 12 | 14 | 16 | 20 | 24 | 30 | 36 | 40 | |
Высота головки | - | - | - | - | - | - | 5 | 6 | 7 | 8 | 10 | 12 | 14 | 16 | |
1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | ||||||
- | - | - | - | - | - | 0,35 | 0,45 | 0,60 | 0,75 | 0,90 | 1,20 | 1,50 | 1,75 | ||
- | - | - | - | - | - | 1,0 | 1,1 | 1,2 | 1,4 | 1,6 | 2,0 | 2,4 | 2,8 | ||
- | - | - | - | - | - | 0,4 | 0,5 | 0,7 | 0,8 | 0,9 | 1,0 | ||||
- | - | - | - | - | - | 2,5 | 3,0 | 3,5 | 4,5 | 5,5 | 7,0 | 9,0 | 10,0 | ||
Диаметр подголовка | - | - | - | - | - | - | 6 | 7 | 8 | 10 | 12 | 16 | 20 | 24 | |
- | - | - | - | - | - | 7 | 8 | 9 | 11 | 13 | 18 | 22 | 24 | ||
- | - | - | - | - | - | 5 | 6 | 7 | 8 | 10 | 12 | 14 | |||
- | - | - | - | - | - | 1,2 | 1,5 | 1,8 | 2,2 | 2,6 | 3,4 | 4,2 | 5,0 | ||
Радиус сферы | - | - | - | - | - | - | 8,4 | 9,0 | 10,2 | 12,3 | 18,0 | 20,4 | 21,0 | ||
- | - | - | - | - | - | 0,35 | 0,35 | 0,60 | 0,75 | 0,90 | 1,20 | 1,50 | 1,75 | ||
- | - | - | - | - | - | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | |||
Радиус под головкой | 0,5 | 1,0 | 2,0 | ||||||||||||
- | - | - | - | - | - | 2 | 3 | 4 | 5 | 6 | |||||
| Кромки притуплены | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | |||||||||
Длина резьбы | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | 15 | 18 | 22 | 28 | 34 | ||
| - | - | - | - | - | - | - | - | - | - | 1,5 | 2,0 | 2,5 | 3,0 | |
Примечание. Размеры, приведенные в скобках, непредпочтительны.
Таблица 2
мм
Примечания:
1. Винты в области от верхней сплошной линии до пунктирной* изготавливаются с резьбой по всей длине.
_________________
* Пунктирная линия в оригинале отсутствует. - .
2. Размеры, приведенные в скобках, непредпочтительны.
Пример условного обозначения винта класса точности А, исполнения 1, диаметром резьбы 10 мм, с крупным шагом резьбы, длиной
16 мм, класса прочности 4.6, без покрытия:
Винт А.М10х16.46 ГОСТ 21333-75
То же, класса точности В, исполнения 2, с мелким шагом резьбы, цинковым покрытием толщиной 6 мкм, нанесенным способом катодного восстановления, хроматированным:
Винт В2.М10х1,25х16.46.016 ГОСТ 21333-75
(Измененная редакция, Изм. N 1, 2).
4. Резьба - по ГОСТ 24705-2004, поле допуска резьбы 6g - по ГОСТ 16093-2004.
(Измененная редакция, Изм. N 2).
5. Диаметр гладкой части стержня должен быть равен наружному диаметру резьбы или диаметру стержня под накатывание метрической резьбы по ГОСТ 19256-73.
Диаметр должен находиться в пределах от наружного до среднего диаметра резьбы.
(Измененная редакция, Изм. N 1, 2).
6. Размеры сбегов и недорезов резьбы - по ГОСТ 27148-86.
(Измененная редакция, Изм. N 1).
7. (Исключен, Изм. N 1).
8. Технические требования - по ГОСТ 21338-75.
9. Теоретическая масса винтов приведена в приложениях 1 и 2.
(Измененная редакция, Изм. N 2).
10. Конец винта конический - по ГОСТ 12414-94.
11. Допуски размеров, отклонений формы и расположения поверхностей - по ГОСТ 1759.1-82.
10, 11. (Введены дополнительно, Изм. N 2).
ПРИЛОЖЕНИЕ 1
Справочное
Длина винта | Теоретическая масса 1000 шт. стальных винтов с пластмассовой низкой головкой, кг | |||||||
3,0 | (3,5) | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | |
4 | 1,03 | - | - | - | - | - | - | - |
5 | 1,08 | 1,68 | 2,42 | - | - | - | - | - |
6 | 1,12 | 1,75 | 2,49 | 4,4 | - | - | - | - |
8 | 1,21 | 1,9 | 2,64 | 4,6 | 7,7 | - | - | - |
10 | 1,30 | 2,05 | 2,79 | 4,8 | 8,0 | - | - | - |
12 | 1,38 | 2,21 | 2,94 | 5,0 | 8,3 | 16,0 | - | - |
(14) | 1,47 | 2,36 | 3,10 | 5,3 | 8,7 | 16,7 | - | - |
16 | 1,56 | 2,51 | 3,25 | 5,5 | 9,0 | 17,3 | 29,7 | - |
(18) | 1,65 | 2,66 | 3,41 | 5,7 | 9,3 | 17,9 | 30,8 | - |
20 | 1,74 | 2,81 | 3,56 | 6,0 | 9,7 | 18,6 | 32 | - |
(22) | 1,81 | 2,96 | 3,72 | 6,3 | 10,1 | 19,4 | 33 | - |
25 | 1,97 | 3,19 | 3,94 | 6,6 | 10,6 | 20,2 | 34 | 52 |
(28) | 2,08 | 3,41 | 4,12 | 6,9 | 11,1 | 21,0 | 35 | 53 |
30 | 2,19 | 3,56 | 4,32 | 7,2 | 11,5 | 21,8 | 37 | 55 |
(32) | 2,28 | 3,72 | 4,50 | 7,6 | 12,0 | 22,6 | 38 | 57 |
35 | 2,42 | 3,94 | 4,69 | 8,0 | 12,5 | 23,4 | 39 | 59 |
(38) | - | - | 4,87 | 8,3 | 13,0 | 24,2 | 40 | 60 |
40 | - | - | 5,07 | 8,6 | 13,2 | 24,9 | 42 | 62 |
45 | - | - | - | - | - | 26,5 | 44 | 66 |
50 | - | - | - | - | - | 28,1 | 47 | 70 |
55 | - | - | - | - | - | - | 49 | 73 |
60 | - | - | - | - | - | - | 52 | 77 |
ПРИЛОЖЕНИЕ 2
Справочное
Длина винта | Теоретическая масса 1000 шт. стальных цельнометаллических винтов с низкой головкой, кг | |||||||||||||
1,0 | 1,2 | 1,4 | 1,6 | 2,0 | 2,5 | 3,0 | (3,5) | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | |
2 | 0,288 | 0,347 | 0,623 | 0,768 | ||||||||||
3 | 0,293 | 0,353 | 0,632 | 0,78 | 1,05 | 1,89 | ||||||||
4 | 0,297 | 0,36 | 0,641 | 0,792 | 1,07 | 1,92 | 2,39 | |||||||
5 | 0,301 | 0,366 | 0,65 | 0,804 | 1,09 | 1,95 | 2,43 | 3,90 | 5,97 | |||||
6 | 0,305 | 0,373 | 0,659 | 0,816 | 1,11 | 1,98 | 2,47 | 3,96 | 6,03 | 10,5 | ||||
8 | 0,386 | 0,676 | 0,84 | 1,14 | 2,04 | 2,56 | 4,08 | 6,1 | 10,8 | 18,9 | ||||
10 | 0,694 | 0,864 | 1,18 | 2,1 | 2,64 | 4,2 | 6,25 | 11,1 | 19,4 | |||||
12 | 0,888 | 1,22 | 2,16 | 2,73 | 4,32 | 6,4 | 11,3 | 19,8 | 38,0 | |||||
(14) | 0,912 | 1,25 | 2,22 | 2,82 | 4,43 | 6,55 | 11,5 | 20,1 | 38,4 | |||||
16 | 1,28 | 2,28 | 2,91 | 4,55 | 6,7 | 11,7 | 20,4 | 39 | 71,5 | |||||
(18) | 2,34 | 3,00 | 4,67 | 6,85 | 11,9 | 20,7 | 39,6 | 72,5 | ||||||
20 | 2,40 | 3,1 | 4,79 | 7,0 | 12,1 | 21 | 40,2 | 73,5 | ||||||
(22) | 3,17 | 4,91 | 7,15 | 12,3 | 21,3 | 40,8 | 74,5 | |||||||
25 | 3,26 | 5,02 | 7,37 | 12,6 | 21,8 | 41,7 | 76 | 116 | ||||||
(28) | 3,35 | 5,14 | 7,50 | 12,9 | 22,3 | 42,6 | 77,5 | 118 | ||||||
30 | 3,52 | 5,26 | 7,81 | 13,2 | 22,9 | 43,2 | 78,4 | 120 | ||||||
(32) | 3,75 | 5,39 | 8,19 | 13,5 | 23,5 | 43,8 | 79,8 | 121 | ||||||
35 | 4,20 | 5,52 | 8,51 | 14,2 | 24,1 | 44,4 | 80,9 | 123 | ||||||
(38) | 8,95 | 15,0 | 24,8 | 45,2 | 82,8 | 125 | ||||||||
40 | 9,30 | 15,9 | 25,6 | 45,9 | 83,4 | 127 | ||||||||
45 | 46,6 | 86,0 | 130 | |||||||||||
50 | 47,3 | 88,4 | 134 | |||||||||||
55 | 90,9 | 138 | ||||||||||||
60 | 93,4 | 141 | ||||||||||||
ПРИЛОЖЕНИЯ 1, 2. (Измененная редакция, Изм. N 2).
Электронный текст документа
и сверен по:
Винты классов точности А и В.
Технические условия: Сб. стандартов. -
, 2006
