ГОСТ 809-71
Группа Д55
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ШУРУПЫ ПУТЕВЫЕ
Технические условия
Track wood screws. Specifications
ОКП 12 9300
Дата введения 1972-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством путей сообщения СССР, Министерством металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.01.71 N 77
Изменение N 5 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 14 от 12.11.98)
За принятие изменения проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Беларусь | Госстандарт Беларуси |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикгосстандарт |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3. ВЗАМЕН ГОСТ 809-41
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
2.4 | |
4.4 | |
2.2 | |
2.2 | |
Приложение | |
Приложение | |
2.2 | |
3.1 | |
5.2 |
5. Ограничение срока действия снято Постановлением Госстандарта СССР от 19.12.91 N 2003
6. ИЗДАНИЕ (октябрь 2002 г.) с Изменениями N 1, 2, 3, 4, 5, утвержденными в апреле 1980 г., феврале 1984 г., июне 1990 г., декабре 1991 г., марте 1999 г. (ИУС 5-80, 6-84, 10-90, 4-92, 5-99)
Настоящий стандарт распространяется на путевые шурупы класса точности С, применяемые в конструкциях рельсовых скреплений, соединений и пересечений железнодорожного пути.
Требования пп.1.1, 2.1, 2.3, 2.5, 3.1, 4.1-4.6 и 5.1 настоящего стандарта являются обязательными, другие требования - рекомендуемыми.
(Измененная редакция, Изм. N 3, 4).
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
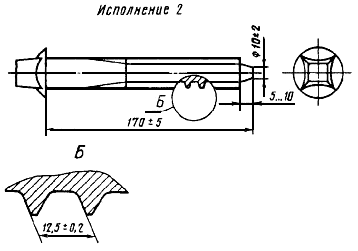
1.1. Конструкция и размеры путевых шурупов должны соответствовать указанным на чертеже.
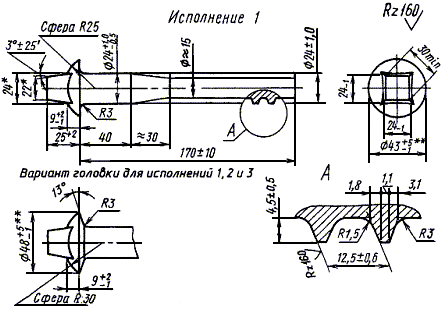
________________
* Размеры для справок.
** С учетом облоя до 2 мм на сторону.
Исполнение 3
(применяется с пластмассовым дюбелем)

Пример условного обозначения путевого шурупа исполнения 1 без покрытия:
Шуруп путевой 1.24х170 ГОСТ 809-71
То же, исполнения 3:
Шуруп путевой 3.24 х170 ГОСТ 809-71
То же, с цинковым покрытием с хроматированием толщиной 15 мкм:
Шуруп путевой 3.24 х170.0115 ГОСТ 809-71
То же, исполнения 2 с головкой, выполненной по варианту:
Шуруп путевой 2В.24х170.0115 ГОСТ 809-71.
(Измененная редакция, Изм. N 1, 5).
1.2. По согласованию между потребителем и изготовителем допускается изготовление шурупов с измененным размером длины в пределах от 140 до 200 мм.
При этом длина шурупа исполнения 1 должна назначаться кратной 10 мм, а шурупа исполнения 2 - кратной 5 мм.
Изменение длины шурупа может осуществляться как за счет изменения цилиндрической части, так и за счет изменения резьбовой части.
Увеличение длины шурупа исполнения 2 может осуществляться только за счет увеличения длины резьбовой части.
1.3. Вариант исполнения головки шурупа устанавливается по согласованию между потребителем и изготовителем.
Вариант исполнения конца шурупа устанавливает предприятие-изготовитель.
1.2, 1.3. (Измененная редакция, Изм. N 2).
1.4. Масса шурупа равна 0,560 кг (справочная).
Примечание. Изменение массы шурупа при изменении его длины на 10 мм составляет:
0,036 кг - за счет изменения цилиндрической части;
0,020 кг - за счет изменения резьбовой части.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шурупы должны изготовляться в соответствии с требованиями настоящего стандарта.
2.2. Шурупы должны изготовляться из стали марок Ст3 по ГОСТ 380, Ст20 по ГОСТ 1050, Ст10кп и Ст20кп по ГОСТ 10702.
(Измененная редакция, Изм. N 5).
2.3. Для районов Крайнего Севера изготовлять шурупы из кипящих марок стали не допускается.
(Измененная редакция, Изм. N 1).
2.4. Шурупы должны изготовляться без покрытия. По требованию потребителя шурупы исполнений 2 и 3 должны иметь цинковое с хроматированием покрытие толщиной 9-18 мкм.
Требования к покрытию - по ГОСТ 9.301.
(Измененная редакция, Изм. N 3, 5).
2.5. На поверхности шурупов не допускаются:
а) трещины, расслоения и пережженные места,
риски и раковины глубиной более 0,5 мм для шурупов исполнения 1 и глубиной более 0,3 мм для шурупов исполнения 2,
притупление ребер квадратной части головки, выводящее размеры диагонали квадрата за предельное значение,
изогнутость стержня более 1 мм для шурупов исполнения 1 и более 0,5 мм для шурупов исполнения 2,
смещение оси головки относительно оси стержня более 1 мм,
лунка на конце стержня для шурупов исполнения 1 глубиной более 10 мм,
швы от разъема матриц высотой более 0,5 мм и ступеньки более 0,3 мм от смещения матриц,
б) заусенцы, забоины и вмятины более 1 мм на поверхности резьбы шурупов исполнения 1,
заусенцы, забоины, вмятины и наплывы металла более 0,5 мм на поверхности резьбы шурупов исполнения 2,
рванины и выкрашивания ниток резьбы, если они по глубине выходят за предельные отклонения наружного диаметра резьбы и если общая протяженность рванин и выкрашиваний по длине превышает половину витка.
2.6. Браковочными дефектами не являются:
а) наличие плены на поверхности головки, получающейся при заштамповке заусенцев, а также незначительные заусенцы в результате безоблойной штамповки величиной до 0,5 мм.
б) уменьшение высоты профиля резьбы на двух нитках от конца стержня;
в) скругление вершин резьбы.
2.5, 2.6. (Измененная редакция, Изм. N 1, 3).
2.7. По требованию потребителя шурупы должны быть подвергнуты испытанию на изгиб в холодном состоянии и выдерживать загиб на угол 45° (внешний) без признаков надрывов и трещин.
(Введен дополнительно, Изм. N 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки - по ГОСТ 17769 для изделий класса точности С.
(Измененная редакция, Изм. N 3).
3.2. (Исключен, Изм. N 1).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Внешний вид шурупов проверяется визуально, без применения увеличительных приборов.
Шероховатость поверхности должна проверяться путем сравнения с эталонными образцами.
4.2. Проверка размеров шурупов должна проводиться предельными калибрами и шаблонами либо универсальным измерительным инструментом.
Кривизну шурупа проверяют при помощи калибра (см. приложение).
(Измененная редакция, Изм. N 1).
4.3. Размер диагонали квадрата головки должен контролироваться на расстоянии 5 мм от торца.
4.4. Толщину слоя покрытия проверяют на головках шурупов. Методы проверки качества и толщины покрытия - по ГОСТ 9.302.
(Измененная редакция, Изм. N 1).
4.5. Шероховатость резьбы должна проверяться на боковых поверхностях профиля.
4.6. Размеры, не ограниченные предельными отклонениями, не контролируются. Выполнение их должно гарантироваться технологическим процессом изготовления.
4.7. (Исключен, Изм. N 3).
4.8. Испытание шурупов на изгиб должно проводиться в тисках или в специальном приспособлении с закругленными губками, радиус которых должен быть равен диаметру стержня шурупа.
Шурупы изгибают в месте перехода полной резьбы к сбегу.
Примечание. Появляющееся при изгибе отслаивание незначительных плен не является браковочным признаком.
(Измененная редакция, Изм. N 3).
5. МАРКИРОВКА И УПАКОВКА
5.1. На торце квадратной части головки шурупов маркируют: условное обозначение или товарный знак предприятия-изготовителя.
Размеры знаков маркировки, не менее: высота - 8 мм, толщина - 1 мм, выпуклость - 0,5 мм.
(Измененная редакция, Изм. N 1, 5).
5.2. Упаковка шурупов и маркировка тары - по ГОСТ 18160.
Допускается транспортировать шурупы без упаковки.
ПРИЛОЖЕНИЕ
Рекомендуемое
Калибр для проверки кривизны шурупов
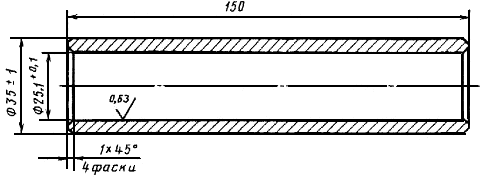
Материал калибра: сталь марки ХВГ по ГОСТ 5950 или У10 по ГОСТ 1435.
Твердость HRC 58...62.
ПРИЛОЖЕНИЕ. (Введено дополнительно, Изм. N 1).
Текст документа сверен по:
М.: ИПК Издательство стандартов, 2002
