ГОСТ Р 71316-2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Аддитивные технологии
ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ МЕТОДАМИ АДДИТИВНЫХ ТЕХНОЛОГИЙ
Определение остаточных напряжений методом сверления отверстия
Additives technologies. Products made by additive technologies. Determination of residual stresses by the hole-drilling method
ОКС 19.060
ОКПД 2:71.20.12
Дата введения 2024-04-15
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт авиационных материалов" национального исследовательского центра "Курчатовский институт" (НИЦ "Курчатовский институт" - ВИАМ)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 182 "Аддитивные технологии"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 28 марта 2024 г. № 376-ст
4 Настоящий стандарт соответствует стандарту АСТМ Е837-2020* "Стандартный метод испытаний для определения остаточных напряжений методом сверления отверстия с тензометрией" (ASTM Е837-2020 "Standard Test Method for Determining Residual Stresses by the Hole-Drilling Strain-Gage Method", NEQ) в части оценки остаточных напряжений с помощью тензодатчиков
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
1 Область применения
Настоящий стандарт распространяется на изделия из конструкционных изотропных или квазиизотропных линейно-упругих металлических и неметаллических материалов, изготовленные по аддитивным технологиям.
Настоящий стандарт может быть также применен для указанных материалов или изделий из них, изготовленных по другим технологиям.
Настоящий стандарт устанавливает метод определения однородных и неоднородных по глубине остаточных напряжений по измерению поверхностных перемещений или деформаций в области сверления отверстия. Метод применим для определения как однородных по глубине остаточных напряжений, не превышающих 50% от предела текучести материала, так и неоднородных по глубине остаточных напряжений, не превышающих 80% от предела текучести материала.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 8074 Микроскопы инструментальные. Типы, основные параметры и размеры. Технические требования
ГОСТ 21616 Тензорезисторы. Общие технические условия
ГОСТ Р 54521 Статистические методы. Математические символы и знаки для применения в стандартах
ГОСТ Р 57700.2 Численное моделирование для разработки и сдачи в эксплуатацию высокотехнологичных промышленных изделий. Сертификация программного обеспечения. Общие положения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 исследуемый объект: Изделие, фрагмент изделия или образец, изготовленный в таких же условиях, из такой же партии сырья и по таким же требованиям нормативной документации, как и изделие.
3.2 остаточные напряжения: Напряжения, действующие в объеме исследуемого объекта при отсутствии внешних силовых воздействий, которые возникли вследствие технологических операций, и при отсутствии температурных воздействий.
3.3
тензорезисторная розетка: Измерительный преобразователь, содержащий на общей подложке чувствительные элементы тензорезистора, главные оси которых ориентированы под определенными углами друг к другу. [ГОСТ 20420-75, статья 7] |
Примечание - Допускается использование терминологического сокращения "тензорозетка".
3.4 спекл (спекл-текстура): Фрагмент хаотичной контрастной текстуры.
3.5 метод корреляции цифровых изображений; КЦИ: Метод, основанный на определении перемещений спеклов на поверхности исследуемого объекта.
3.6 оптическая система корреляции цифровых изображений: Система, состоящая из фото- или видеокамер, оборудованная программным комплексом для фиксации и определения перемещений спеклов по изображениям исследуемого объекта с помощью метода корреляции цифровых изображений.
3.7 разрешение съемки: Значение, определяющее соотношение физического размера исследуемого объекта, мм, и его размера на цифровом изображении, пикс.
3.8 поле перемещений: Совокупность перемещений спеклов на поверхности исследуемого объекта в трех ортогональных направлениях, полученных методом корреляции цифровых изображений.
3.9
метод конечных элементов: Сеточный метод численного решения задач математической физики, в котором дискретизация исходных краевых задач производится на основе вариационных или проекционных методов при использовании специальных конечномерных подпространств функций, определяемых выбранной сеткой. [ГОСТ Р 57188-2016, статья 2.3.6] |
3.10
установка АП (аддитивная установка): Часть системы АП, необходимая для выполнения цикла построения деталей, включающая аппаратную часть, программное обеспечение для настройки и контроля установки, а также периферийные приспособления, используемые для обслуживания установки. [ГОСТ Р 57558-2017, статья 2.1.4] |
4 Обозначения
В настоящем стандарте применены обозначения по ГОСТ Р 54521, а также следующие обозначения:
Ra | - параметр шероховатости поверхности исследуемого объекта (среднеарифметическое отклонение профиля), мкм; |
W | - толщина исследуемого объекта, мм; |
- номинальный или фактический диаметр отверстия, мм; | |
D | - диаметр измерения деформаций вокруг отверстия, мм; |
- нормированный диаметр; | |
W/D | - нормированная толщина исследуемого объекта; |
GL | - база тензодатчика (длина зоны измерения деформаций) с центром на линии диаметра измерения деформаций D, мм; |
GW | - ширина тензодатчика (ширина зоны измерения деформаций) с центром на линии диаметра измерения деформаций D, мм; |
, , | - деформации, зафиксированные на заданной ступени сверления отверстия по глубине; |
- глубина сверления отверстия на j-й ступени, мм; | |
- глубина k-й ступени остаточных напряжений, оказывающих влияние на j-ю ступень сверления; | |
- изотропные деформации после сверления на j-й ступени; | |
, | - сдвиговые деформации после сверления на j-й ступени; |
- изотропные напряжения после сверления на j-й ступени, МПа; | |
, | - касательные напряжения после сверления на j-й ступени, МПа; |
E | - модуль упругости материала исследуемого объекта, ГПа; |
- коэффициент Пуассона материала исследуемого объекта; | |
- поправка на диаметр отверстия; | |
- поправка на толщину исследуемого объекта; | |
, , , , , | - аппроксимирующие константы на малую толщину исследуемого объекта для трех ближайших значений нормированного диаметра, ближайших к измеренному на исследуемом объекте; |
, | - аппроксимирующие константы для определения калибровочных коэффициентов и соответственно; |
, | - матрицы калибровочных коэффициентов для изотропных напряжений; |
, | - матрицы калибровочных коэффициентов для касательных напряжений; |
- матрица регуляризации; | |
, , | - параметры сглаживающей регуляризации; |
n | - суммарное количество комбинаций деформаций , , на j -й ступени; |
, | - нормальные напряжения по осям x и y соответственно, МПа; |
- касательные напряжения в плоскости xy, МПа; | |
, | - главные максимальные и минимальные напряжения соответственно, МПа; |
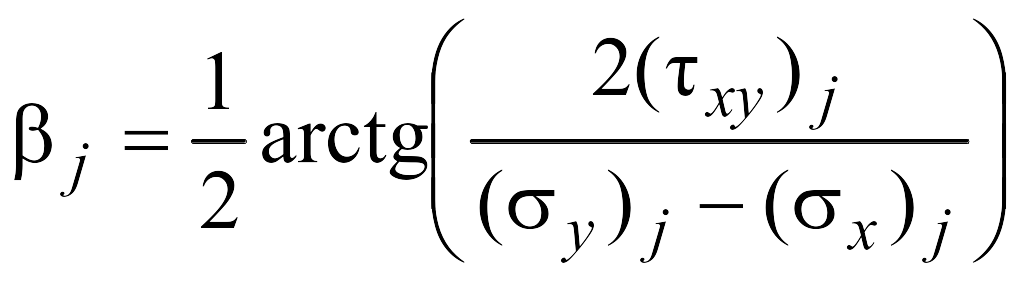
- угол между осью x (направление тензодатчика 1) и максимальными главными напряжениями, рад; | |
u, v, w | - перемещения спеклов по осям x, y и z соответственно, мм; |
- угол относительно оси x на полях перемещений (полярная координата перемещений по полям), радиан; | |
- расстояние от центра отверстия на полях перемещений (полярная координата перемещений по полям), мм; | |
A, B, C, F, G | - поправочные коэффициенты (вектора) на несквозное отверстие для определения остаточных напряжений по полям перемещений; |
, , , , , , , , | - коэффициенты пропорциональности, связывающие поля перемещений с остаточными напряжениями; |
- вектор перемещений u, v, w | |
- вектор кумулятивного суммирования перемещений вектора ; | |
M | - матрица коэффициентов пропорциональности (дополнительное обозначение подстрочного индекса введено для обозначения шага сверления); |
Z | - нулевая матрица с размерами матрицы M. |
5 Сущность метода
Сущность метода заключается в измерении поверхностных деформаций методом тензометрии или перемещений методом корреляции цифровых изображений, возникающих при ступенчатом сверлении отверстия в исследуемом объекте. Распределение по глубине действующих в плоскости поверхности однородных или неоднородных остаточных напряжений определяют с помощью численных расчетов.
Примечание - Рекомендуемым методом для оценки распределения неоднородных остаточных напряжений является метод тензометрии. Метод корреляции цифровых изображений используют при необходимости, в качестве дополнительного к методу тензометрии.
6 Образцы для испытаний
6.2 Поверхность исследуемого объекта в зоне предполагаемого сверления отверстия должна быть очищена и не иметь следов оксидов, технологических загрязнений или ржавчины.
6.3 Поверхность исследуемого объекта должна быть без сколов, трещин, расслоений и других дефектов, заметных невооруженным глазом. Рихтовка или другой вид механической правки не допускается. При необходимости правки поверхности или уменьшения шероховатости поверхности исследуемого объекта рекомендуется применять химическое травление. Использование механической обработки не рекомендуется, если в нормативных документах на исследуемый объект отсутствуют иные указания. При использовании механической обработки поверхности соответствующую отметку заносят в протокол испытаний.
Примечание - Механическая обработка поверхности приводит к появлению дополнительных остаточных напряжений, которые искажают картину распределения изначально присутствующих остаточных напряжений в исследуемом объекте.
6.4 Перед испытанием исследуемые объекты маркируют. Маркировка должна однозначно идентифицировать объекты и не должна повреждаться в ходе проведения испытаний, а также влиять на выполнение и результаты испытаний.
7 Оборудование для испытаний
7.1 Сверление отверстий проводят на оборудовании, обеспечивающем скорость вращения режущего инструмента не менее 20000 об/мин. Рекомендуется использовать оборудование со скоростью вращения режущего инструмента более 40000 об/мин.
Примечание - Сверление приводит к появлению в поверхностных слоях материала у отверстия пластических деформаций, которые могут повлиять на картину распределения изначально присутствующих остаточных напряжений в исследуемом объекте. При малых скоростях вращения режущего инструмента данный эффект проявляется интенсивнее, чем при больших скоростях.
7.2 При сверлении применяют режущий инструмент из высокопрочного материала в виде сверла или концевой фрезы с профилем "обратный конус". Углы режущих кромок не должны отклоняться более чем на 1° относительно перпендикулярной к оси режущего инструмента плоскости.
7.3 Измерение деформаций в зоне сверления отверстия проводят с помощью тензодатчиков по ГОСТ 21616 или с помощью оптических систем фиксации полей перемещений и деформации на поверхности.
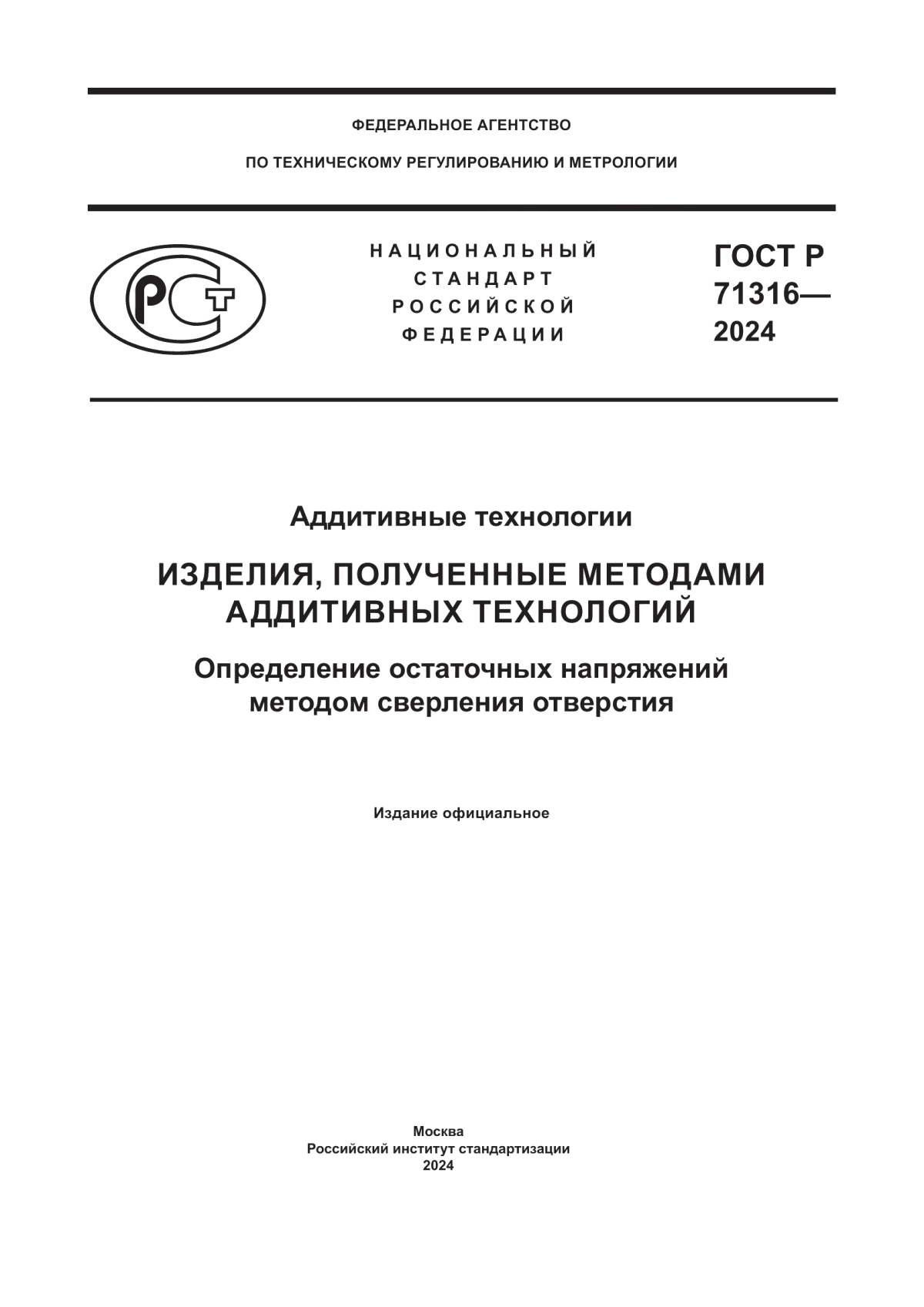
7.3.1 Рекомендуется использовать тензорозетки с взаимным расположением измерительных осей 0°/135°/270° (тип A) или 0°/45°/90° (типы B, C) (см. рисунок 1).
 |
а - тип A; б - тип B; в - тип C
Рисунок 1 - Тензорозетки для измерения деформаций в зоне сверления отверстия (цифрами обозначены порядковые номера тензодатчиков; для типа C дополнительное обозначение буквами R и T - для пар противолежащих тензодатчиков)
7.3.2 Оптические системы фиксации полей перемещений и деформации, основанные на методе корреляции цифровых изображений, должны обеспечивать фиксацию изображений с разрешением съемки объекта исследований не менее 100 пикс/мм.
Видеокамеры оптических систем должны обеспечивать в течение всего испытания съемку при постоянных диафрагме и фокусном расстоянии с записью изображений в формате без сжатия или в формате сжатия без потерь (например, формат TIFF). Объективы видеокамер должны удовлетворять следующим требованиям: дисторсия по краям изображения - не более 5% относительно центра изображения; коэффициент пропускания в диапазоне длин световых волн - не менее 85%.
При регистрации изображений в процессе испытаний не допускается применение автоматических функций баланса белого, компенсации засветки, подавления цифрового шума.
7.3.3 Для нанесения спеклов используют аэрозольное напыление аэрографом или другой метод нанесения, указанный в нормативной документации, позволяющий формировать контрастные точки диаметром не более 1 мм.
7.5 Программное обеспечение для проведения расчетов методом конечных элементов должно быть сертифицировано по ГОСТ Р 57700.2.
7.6 Все используемое оборудование и средства измерения должны быть аттестованы, поверены (откалиброваны) в установленном порядке и иметь действующие аттестаты, свидетельства о поверке (сертификаты о калибровке, знаки поверки).
8 Подготовка к проведению испытаний
8.1 Подготовка к измерениям деформаций с помощью тензодатчиков
8.1.1 При выборе размеров тензорозетки руководствуются классификацией исследуемого объекта по относительной толщине в соответствии со следующими условиями:
- тонкостенный - при толщине менее 0,25D (для тензорозеток типов A и B) или менее 0,6D (для тензорозетки типа C);
- переходной толщины - при толщине от 0,25D до 0,6D (для тензорозеток типов A и B) или от 0,6D до 1,3D (для тензорозетки типа C);
- массивный - при толщине более 0,6D (для тензорозеток типов A и B) или более 1,3D (для тензорозетки типа C).
Рекомендуется выбирать размеры тензорозеток таким образом, чтобы толщина исследуемого объекта по указанной классификации была определена массивной.
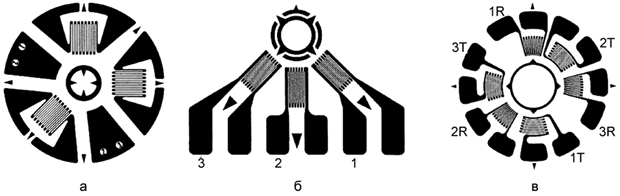
Схематичное расположение тензодатчика относительно предполагаемого места сверления отверстия представлено на рисунке 2.
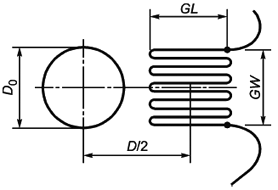 |
Рисунок 2 - Схема расположения тензодатчиков относительно предполагаемого места сверления отверстия
Таблица 1 - Выбор размеров тензорозеток и ступени сверления
Тип тензорозетки | , мм | D, мм | GL, мм | GW, мм | Ступень (глубина) сверления, мм | |
Однородные напряжения | Неоднородные напряжения | |||||
Тип A | 2 | 5,13 | 1,59 | 1,59 | 0,10** | 0,05 |
Тип B | 1,14 | |||||
Тип C | 4,32 | 0,76 | 30°* | |||
*Угол, ограничивающий сектор измерительной части тензодатчика. **Для тонкостенного исследуемого объекта сверление проводят на одну ступень, равную меньшему значению из двух значений: 0,2D или толщине исследуемого объекта. | ||||||
8.1.2 Для наклеивания тензорозеток рекомендуется использовать клей на основе цианокрилата. При этом рекомендуется, чтобы параметр шероховатости поверхности Ra в месте наклеивания был в пределах от 2,0 до 4,0 мкм. При использовании клея на основе метилметакрилата рекомендуется, чтобы Ra в месте наклеивания был в пределах от 3,0 до 10,0 мкм; клея на основе эпоксидной смолы - от 2,0 до 10,0 мкм; клея на основе эпоксидной смолы горячего отверждения - от 2,0 до 4,0 мкм.
8.1.3 На поверхность исследуемого объекта в зоне предполагаемого сверления отверстия наклеивают тензорозетку. При использовании трех отдельных тензодатчиков их наклеивание проводят в соответствии со взаимным расположением тензодатчиков на одном из типов тензорозетки.
При использовании тензорозеток типов A и C наклеивание проводят на расстоянии не менее 1,5D от края исследуемого объекта или от места другого сверления отверстия. При применении тензорозетки типа B наклеивание выполняют на расстоянии не менее 0,5D от края исследуемого объекта с расположением тензодатчиков с противоположной стороны от края или от места другого сверления отверстия.
8.1.4 Проводят позиционирование режущего инструмента относительно центра тензорозетки. С помощью оптического микроскопа осуществляют контроль их соосности с обеспечением отклонения осей не более ±0,004D.
8.2 Подготовка к измерениям перемещений с помощью оптической системы корреляции цифровых изображений
8.2.1 Перед началом испытаний на поверхность исследуемого объекта в зоне предполагаемого сверления отверстия последовательно наносят белый фон и контрастные черные точки, формирующие спеклы. Рекомендуемое соотношение белого/черного на спекл-текстуре - 1:1, размер контрастных точек на цифровом изображении - 3-5 пикc. Не допускается нанесение спеклов с повторяющейся периодической текстурой. Пример спеклов представлен на рисунке 3.
 |
Рисунок 3 - Пример спеклов, нанесенных на поверхность исследуемого объекта в зоне сверления отверстия: а - несквозное отверстие после сверления; б - спекл-текстура на поверхности
8.2.2 Фиксацию полей перемещений проводят на поверхности исследуемого объекта, которая должна быть открыта в момент съемки изображений.
8.2.3 Видеокамеры, применяемые для фиксации изображений спеклов, должны быть расположены на одинаковом расстоянии относительно зоны предполагаемого сверления отверстия. Рекомендуется размещать видеокамеры таким образом, чтобы оси объективов образовывали угол от 15° до 45°. Схематичное расположение показано на рисунке 4.
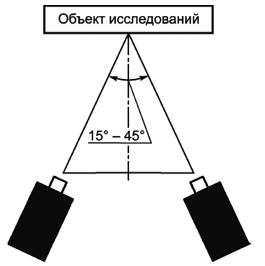 |
Рисунок 4 - Схематичное расположение видеокамер относительно зоны предполагаемого сверления отверстия
8.2.4 Коррекцию оптических искажений объективов (дисторсии), а также определение их взаимного расположения относительно зоны предполагаемого сверления отверстия проводят с помощью программного обеспечения для отслеживания и определения перемещений и калибровочной сетки (мишени), входящей в состав поверенных средств измерений.
8.2.5 Калибровочную сетку (мишень) помещают в поле кадра объективов двух камер - в зоне предполагаемого сверления отверстия.
8.2.6 С помощью программного обеспечения регистрации изображений проводят регистрацию не менее 20 изображений калибровочной сетки (мишени) заданного размера. При съемке каждого следующего изображения пространственное расположение калибровочной сетки (мишени) перед объективами должно меняться.
8.2.7 Проводят регистрацию не менее 20 опорных изображений спеклов в зоне предполагаемого сверления отверстия исследуемого объекта.
9 Проведение испытаний
9.1 Плавно подводят режущий инструмент к поверхности исследуемого объекта в зоне сверления отверстия. По показаниям осевого тензодатчика, индикаторов часового типа или электросопротивления между исследуемым объектом и режущим инструментом (электроконтакт) определяют момент касания режущего инструмента поверхности. Значение глубины сверления в данном положении инструмента принимают за начальное (определяют равным нулю).
9.2 Проводят сверление отверстия в глубину на одну ступень в соответствии с 8.1.1. Скорость вертикальной подачи режущего инструмента - не более 0,25 мм/мин. Скорость вращения режущего инструмента устанавливают в диапазоне от 20000 до 400000 об/мин.
Примечание - Допускается сверление отверстия на большую или меньшую глубину, чем ступень (глубина) сверления по 8.1.1, с определением соответствующих значений деформаций от тензодатчиков или перемещений, полученных с помощью метода корреляции цифровых изображений.
В процессе сверления используют систему сжатого воздуха для удаления стружки и охлаждения материала исследуемого объекта в зоне сверления.
9.3 После сверления на одну ступень проводят выдержку для обеспечения измерений деформации или перемещений при постоянной температуре по 9.3.1, 9.3.2.
9.3.1 При использовании тензодатчиков выдержку проводят до стабилизации значений деформаций.
9.3.2 При применении оптической системы измерения полей перемещений проводят выдержку не менее 10 с.
9.4 При отключенном вращении режущего инструмента и без подачи сжатого воздуха осуществляют фиксацию изменений деформации или перемещений.
9.4.3 При использовании оптической системы измерения полей перемещений проводят регистрацию изображений спеклов в области сверления отверстия. Количество изображений для регистрации должно быть равно количеству опорных изображений по 8.2.7.
9.5 При определении с помощью тензодатчиков однородных остаточных напряжений на массивных и переходной толщины исследуемых объектах процедуру испытания повторяют по 9.2-9.4 до достижения глубины отверстия, равной 0,2D (для тензорозеток типа A или B) или равной 0,24D (для тензорозетки типа C).
При определении неоднородных остаточных напряжений процедуру испытания повторяют по 9.2-9.4 до тех пор, пока не будут выполнены следующие условия:
- до достижения глубины отверстия, равной 0,2D (для тензорозеток типа A или B) или равной 0,24D (для тензорозетки типа C);
- до достижения глубины, равной 0,6 от толщины W (для тензорозеток типа A или B) или равной 0,5 от толщины W (для тензорозетки типа C) исследуемого объекта.
- одним шагом сверления (при определении однородных остаточных напряжений);
- пошаговым сверлением (при определении неоднородных остаточных напряжений).
9.8 При использовании тензодатчиков для измерения деформаций проводят контроль соосности отверстия относительно диаметра измерения деформаций D. Допускаемое отклонение от соосности - не более ±0,004D.
10 Обработка результатов
10.1 Определение остаточных напряжений по измерениям деформаций, полученных с помощью тензодатчиков


Примечания










10.2 Определение остаточных напряжений по измерениям перемещений, полученных с помощью оптической системы корреляции цифровых изображений
10.2.1 Анализ перемещений спеклов проводят в программном пакете для отслеживания и определения перемещений по серии опорных изображений и сериям изображений спеклов, зафиксированных при разных ступенях сверления отверстия. При этом систему координат x, y, z ориентируют таким образом, чтобы поверхность исследуемого объекта в зоне сверления находилась в плоскости xy, а направление сверления совпадало с направлением z.
10.2.2 Полученные поля перемещений усредняют по соответствующим сериям: с изображений со спеклами, полученных перед сверлением (на опорных изображениях); с изображений для каждой ступени сверления отверстия.
10.2.3 Координаты x, y, z полей перемещений центрируют относительно отверстия. Для поиска центра отверстия рекомендуется использовать автоматизированные алгоритмы обработки изображений. Допускается визуальное определение координат центра отверстия с отметкой в протоколе испытаний.
10.2.5 С использованием метода конечных элементов определяют значения поправочных коэффициентов A, B, C, F, G для каждой ступени сверления. Процедура определения коэффициентов приведена в приложении Ж.
Примечание - Вычисление коэффициентов проводят с учетом моделирования профиля несквозного отверстия, применяемого при сверлении.
10.2.6 Определяют значения коэффициентов пропорциональности, связывающих поля перемещений с полем остаточных напряжений на каждой ступени сверления:
10.2.7 Определяют матрицы коэффициентов пропорциональности на каждой ступени сверления по формуле


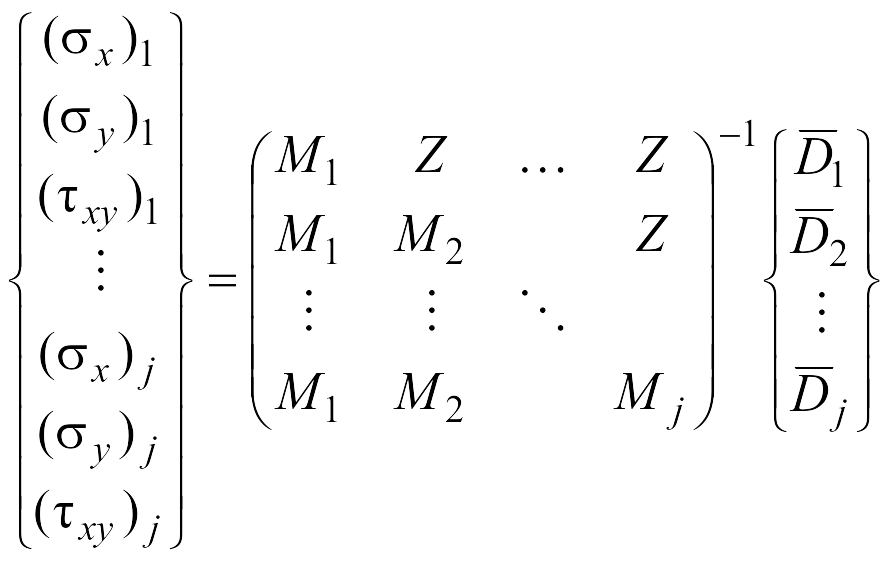

11 Протокол испытаний
11.1 Результаты испытаний заносят в протокол испытаний, который должен содержать следующие данные:
- наименование материала;
- номер партии исследуемого объекта (при наличии);
- наименование предприятия-изготовителя;
- метод изготовления исследуемого объекта и подготовки поверхности;
- оборудование (установка АП), применяемое для изготовления исследуемого объекта;
- количество исследуемых объектов, их маркировку и геометрические размеры;
- метод расчета остаточных напряжений: по деформациям (с указанием классификации исследуемого объекта по относительной толщине и однородности/неоднородности распределения остаточных напряжений по глубине) или по перемещениям;
- условия (режимы) сверления (скорости вращения и подачи сверла);
- средства измерений и испытаний и их заводские номера;
- дату проведения испытаний;
- ссылку на настоящий стандарт;
- ФИО исполнителей.
Приложение А
(обязательное)
Таблица А.1 - Константы для формул (А.3) и (А.4)
Тип тензорозетки | ||||||
A | -0,090 | -0,160 | -0,250 | -0,289 | -0,478 | -0,664 |
B | -0,096 | -0,170 | -0,266 | -0,331 | -0,542 | -0,743 |
C | -0,265 | -0,471 | -0,736 | -0,554 | -0,806 | -0,877 |
Приложение Б
(обязательное)
- указанные в таблице И.1 (для тензорозетки типа A) или в таблице И.2 (для тензорозетки тип B) - для нормированной толщины W/D, равной 0,6;
- указанные в таблице И.3 (для тензорозетки типа C) - для нормированной толщины W/D, равной 1,3.
Б.2 Для каждой j-й ступени сверления по выбранным значениям для трех групп констант, соответствующих нормированным диаметрам:


Приложение В
(обязательное)
Для второй и третьей групп констант используют табличные константы (см. таблицы И.1, И.2 или И.3) нормированных толщин, на шаг меньше и больше выбранного значения для первой группы.
Приложение Г
(обязательное)
- указанные в таблицах К.1 и К.2 (для тензорозетки типа A) или в таблицах К.3 и К.4 (для тензорозетки типа B) - для нормированной толщины W/D, равной 0,6;
- указанные в таблицах К.5 и К.6 (для тензорозетки типа C) - для нормированной толщины W/D, равной 1,3.
Г.2 Для каждой j-й ступени сверления отверстия и k-й ступени остаточных напряжений по выбранным значениям для трех групп констант, соответствующих нормированным диаметрам:
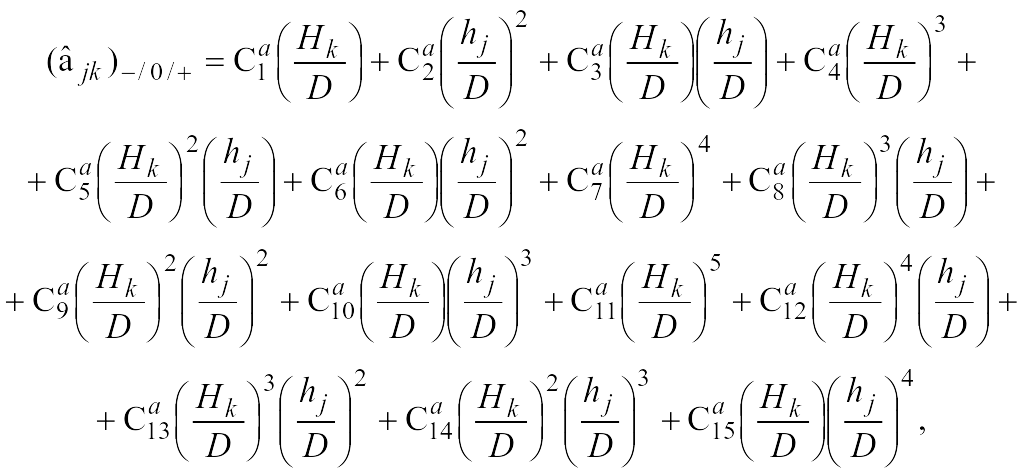

Приложение Д
(обязательное)
- указанные в таблицах К.1 и К.2 (для тензорозетки типа A) или в таблицах К.З и К.4 (для тензорозетки типа B) - для нормированной толщины W/D, равной 0,25;
- указанные в таблицах К.5 и К.6 (для тензорозетки типа C) - для нормированной толщины W/D, равной 0,6.
Д.2 Для каждой j-й ступени сверления отверстия и k-й ступени остаточных напряжений по выбранным значениям для трех групп констант, соответствующих нормированным диаметрам:
Приложение Е
(обязательное)
Е.6 Матрицу регуляризации с определяют в соответствии с Г.5.
Приложение Ж
(обязательное)
Определение значений поправочных коэффициентов A, B, C, F, G для заданного шага сверления методом конечных элементов
Ж.1 Определение коэффициентов проводят на основе двух трехмерных моделей: модели без отверстия и модели с несквозным отверстием диаметром, равным диаметру отверстия при сверлении, и глубиной, равной глубине заданного шага сверления. Размер моделей: по ширине и глубине - не менее 30 мм; по высоте - в соответствии с толщиной исследуемого объекта, для которого проводят определение остаточных напряжений.
Ж.3 Создают сетку конечных элементов. Размер элементов на боковой поверхности отверстия ограничен максимальным размером - не более 0,001 мм.
Ж.4 Проводят расчет напряженно-деформированного состояния моделей для двух вариантов двухосных нагрузок, приложенных к боковым сторонам (см. рисунок Ж.1) - при двухосном растяжении, при двухосном растяжении - сжатии.
 |
Ж.5 По результатам расчетов на плоскости xy со стороны отверстия получают для заданного шага сверления значения модельных перемещений u, v, w вдоль осей x, y и z соответственно:
Ж.6 Для двух вариантов двухосных нагрузок вычисляют разницу перемещений u, v, w, полученных на моделях без отверстия и с отверстием по формулам:
Ж.7 Значения поправочных коэффициентов A, B, C, F, G при заданных упругих свойствах материала исследуемого объекта, диаметре отверстия и при шаге сверления вычисляют по формулам:
 |
Рисунок Ж.2 - Графики зависимости поправочных коэффициентов от расстояния до центра отверстия
Приложение И
(обязательное)
Значения констант для определения однородных остаточных напряжений в объектах переходной толщины и массивных исследуемых объектах
W/D | |||||||||||
0,3 | 0,25 | -0,50362 | -11,140 | 101,09 | -319,99 | 402,56 | -0,81935 | -12,734 | 87,089 | -217,59 | 206,2 |
0,3 | -0,42321 | -8,9426 | 74,746 | -224,58 | 263,41 | -0,74914 | -11,930 | 78,748 | -193,69 | 185,87 | |
0,4 | -0,33352 | -7,2865 | 57,715 | -170,69 | 194,44 | -0,67123 | -11,294 | 71,862 | -170,4 | 152,96 | |
0,6 | -0,30948 | -6,7619 | 54,910 | -169,14 | 201,70 | -0,63325 | -11,195 | 70,922 | -167,49 | 148,52 | |
0,4 | 0,25 | -0,86113 | -19,711 | 169,71 | -481,69 | 499,51 | -1,4318 | -21,788 | 153,77 | -394,09 | 383,12 |
0,3 | -0,73061 | -16,464 | 135,48 | -388,12 | 412,48 | -1,3121 | -20,579 | 140,87 | -346,97 | 309,78 | |
0,4 | -0,60162 | -13,605 | 107,70 | -304,10 | 311,85 | -1,1861 | -19,766 | 132,33 | -316,15 | 261,25 | |
0,6 | -0,57899 | -12,529 | 104,89 | -323,22 | 374,46 | -1,1344 | -19,69 | 133,45 | -325,4 | 279,39 | |
0,5 | 0,25 | -1,3214 | -35,575 | 339,04 | -1125,3 | 1399,7 | -2,2249 | -38,524 | 334,12 | -1107,7 | 1438,6 |
0,3 | -1,1574 | -30,517 | 284,15 | -951,32 | 1188,6 | -2,0518 | -37,085 | 317,13 | -1030,5 | 1281,1 | |
0,4 | -1,0048 | -26,130 | 241,63 | -818,25 | 1028,0 | -1,8786 | -36,333 | 308,91 | -998,97 | 1226,3 | |
0,6 | -1,0283 | -22,771 | 219,75 | -771,27 | 1002,3 | -1,8255 | -36,144 | 310,62 | -1014,5 | 1258,2 |
W/D | |||||||||||
0,3 | 0,25 | -0,53572 | -11,963 | 108,89 | -345,92 | 435,69 | -0,89677 | -14,486 | 97,399 | -238,52 | 213,98 |
0,3 | -0,45097 | -9,6437 | 81,038 | -244,55 | 286,80 | -0,82656 | -13,617 | 88,949 | -215,84 | 200,10 | |
0,4 | -0,35759 | -7,8993 | 63,084 | -187,45 | 213,48 | -0,74844 | -12,930 | 81,943 | -192,62 | 168,45 | |
0,6 | -0,33297 | -7,3189 | 59,985 | -185,63 | 221,27 | -0,71045 | -12,805 | 81,198 | -191,21 | 166,82 | |
0,4 | 0,25 | -0,91608 | -21,388 | 186,48 | -540,49 | 575,59 | -1,5639 | -25,004 | 175,87 | -451,30 | 431,21 |
0,3 | -0,77905 | -17,982 | 150,45 | -440,98 | 481,04 | -1,4431 | -23,687 | 162,67 | -404,14 | 361,30 | |
0,4 | -0,64624 | -14,925 | 120,51 | -348,51 | 367,58 | -1,3164 | -22,787 | 153,97 | -373,59 | 314,79 | |
0,6 | -0,6240 | -13,694 | 116,72 | -365,77 | 429,85 | -1,2647 | -22,651 | 155,45 | -386,21 | 339,50 | |
0,5 | 0,25 | -1,4114 | -39,127 | 382,04 | -1311,5 | 1692,6 | -2,4244 | -44,554 | 391,88 | -1326,5 | 1748,0 |
0,3 | -1,2463 | -33,510 | 319,30 | -1096,5 | 1403,1 | -2,2485 | -42,992 | 374,49 | -1247,9 | 1587,5 | |
0,4 | -1,0907 | -28,807 | 273,37 | -950,25 | 1223,7 | -2,0735 | -42,136 | 366,11 | -1216,8 | 1534,7 | |
0,6 | -1,1267 | -24,700 | 243,88 | -870,68 | 1146,0 | -2,0213 | -41,801 | 367,56 | -1233,1 | 1569,7 |
W/D | |||||||||||
0,36 | 0,6 | -0,74676 | -13,651 | 92,345 | -238,45 | 238,02 | -0,90032 | -17,049 | 83,732 | -136,84 | 57,070 |
0,7 | -0,71128 | -13,096 | 88,950 | -231,18 | 231,99 | -0,93710 | -17,319 | 86,252 | -145,64 | 68,960 | |
0,9 | -0,68292 | -12,600 | 86,395 | -226,61 | 229,03 | -0,98058 | -17,658 | 89,221 | -155,89 | 82,430 | |
1,3 | -0,66901 | -12,272 | 85,294 | -225,90 | 229,79 | -1,0250 | -18,032 | 92,226 | -166,02 | 95,450 | |
0,48 | 0,6 | -1,3720 | -25,615 | 177,70 | -457,43 | 441,18 | -1,4956 | -31,664 | 180,52 | -364,85 | 242,46 |
0,7 | -1,3180 | -24,638 | 172,92 | -452,35 | 443,63 | -1,5604 | -31,951 | 183,61 | -375,94 | 257,75 | |
0,9 | -1,2739 | -23,753 | 169,96 | -454,11 | 455,39 | -1,6374 | -32,304 | 187,19 | -388,86 | 274,53 | |
1,3 | -1,2528 | -23,088 | 168,95 | -459,52 | 468,10 | -1,7164 | -32,745 | 191,39 | -403,93 | 294,70 | |
0,6 | 0,6 | -2,3772 | -48,588 | 398,75 | -1219,4 | 1386,8 | -2,2042 | -59,907 | 461,03 | -1344,0 | 1458,1 |
0,7 | -2,3161 | -46,558 | 386,72 | -1193,9 | 1366,3 | -2,2973 | -60,407 | 466,78 | -1368,0 | 1494,3 | |
0,9 | -2,2751 | -44,289 | 374,10 | -1165,8 | 1340,4 | -2,4142 | -60,764 | 471,12 | -1385,8 | 1520,6 | |
1,3 | -2,2761 | -41,961 | 361,66 | -1133,2 | 1302,3 | -2,5374 | -61,142 | 475,78 | -1405,3 | 1548,7 |
Приложение К
(обязательное)
Значения констант для определения неоднородных остаточных напряжений в объектах переходной толщины и массивных исследуемых объектах
W/D | ||||||||||||||||
0,3 | 0,25 | -0,50362 | 5,0067 | -16,147 | 37,188 | -61,903 | 125,82 | 84,311 | -583,37 | 704,52 | -525,47 | 31,254 | -635,55 | 2320,9 | -2310,7 | 996,67 |
0,3 | -0,42321 | 3,9914 | -12,934 | 32,264 | -55,045 | 97,527 | 48,985 | -417,90 | 544,94 | -400,61 | 73,582 | -502,67 | 1570,1 | -1603,6 | 726,00 | |
0,4 | -0,33352 | 2,9995 | -10,286 | 32,655 | -52,266 | 77,326 | 58,941 | -423,00 | 533,21 | -339,84 | 118,14 | -664,96 | 1697,7 | -1619,7 | 663,26 | |
0,6 | -0,30948 | 2,8003 | -9,5622 | 34,712 | -55,960 | 76,158 | 71,366 | -456,15 | 575,24 | -359,60 | 160,53 | -834,97 | 1925,0 | -1779,3 | 730,44 | |
0,4 | 0,25 | -0,86113 | 6,4825 | -26,193 | 66,247 | -53,601 | 157,06 | 40,970 | -843,17 | 785,80 | -465,29 | 174,01 | -871,06 | 3314,0 | -2826,7 | 709,26 |
0,3 | -0,73061 | 5,5413 | -22,005 | 59,199 | -58,692 | 134,97 | -1,5781 | -617,30 | 679,83 | -449,07 | 211,52 | -687,92 | 2279,6 | -2125,9 | 735,18 | |
0,4 | -0,60162 | 4,5507 | -18,156 | 63,192 | -67,979 | 112,49 | 18,615 | -673,41 | 776,93 | -426,24 | 285,27 | -989,49 | 2667,8 | -2459,2 | 807,47 | |
0,6 | -0,57899 | 4,5728 | -17,102 | 67,982 | -81,364 | 118,27 | 48,715 | -765,12 | 914,01 | -520,83 | 373,96 | -1372,6 | 3247,2 | -2940,0 | 1065,9 | |
0,5 | 0,25 | -1,3214 | 9,5559 | -45,131 | 104,67 | -15,102 | 249,47 | -141,42 | -1095,6 | 690,07 | -578,42 | 580,63 | -981,97 | 4186,2 | -2962,5 | 577,38 |
0,3 | -1,1574 | 10,160 | -40,677 | 84,342 | -46,000 | 245,81 | -122,69 | -817,84 | 746,59 | -757,38 | 486,93 | -792,73 | 2936,8 | -2546,9 | 1104,5 | |
0,4 | -1,0048 | 9,4354 | -35,565 | 96,587 | -77,249 | 222,29 | -98,927 | -965,68 | 1041,3 | -794,94 | 620,85 | -1294,1 | 3772,6 | -3460,3 | 1388,9 | |
0,6 | -1,0283 | 10,722 | -33,493 | 100,13 | -113,86 | 233,48 | -16,055 | -1152,6 | 1384,9 | -987,51 | 748,11 | -2059,9 | 4999,1 | -4627,6 | 1942,6 |
W/D | ||||||||||||||||
0,3 | 0,25 | -0,81935 | 4,5117 | -17,246 | 67,304 | -96,745 | 116,53 | 91,277 | -740,10 | 936,13 | -504,90 | 280,40 | -1341,5 | 3092,4 | -2840,9 | 1015,8 |
0,3 | -0,74914 | 3,7788 | -15,709 | 65,387 | -92,239 | 105,60 | 84,631 | -705,89 | 887,74 | -460,17 | 287,11 | -1300,0 | 2949,9 | -2683,3 | 932,16 | |
0,4 | -0,67123 | 3,0908 | -14,385 | 64,586 | -88,974 | 96,250 | 83,440 | -687,04 | 853,94 | -420,74 | 278,49 | -1272,2 | 2865,8 | -2576,3 | 857,17 | |
0,6 | -0,63325 | 2,7443 | -13,939 | 65,991 | -89,754 | 94,685 | 88,544 | -698,96 | 859,11 | -416,18 | 288,93 | -1326,1 | 2934,2 | -2597,6 | 849,09 | |
0,4 | 0,25 | -1,4318 | 7,0383 | -28,826 | 123,90 | -142,05 | 171,92 | 41,965 | -1177,9 | 1430,8 | -688,95 | 627,82 | -2168,7 | 4991,2 | -4457,6 | 1390,4 |
0,3 | -1,3121 | 5,9502 | -26,529 | 122,80 | -139,29 | 157,36 | 23,186 | -1127,4 | 1388,1 | -630,86 | 636,98 | -2076,0 | 4755,0 | -4281,6 | 1275,4 | |
0,4 | -1,1861 | 5,0037 | -24,770 | 123,93 | -138,72 | 147,12 | 19,824 | -1120,1 | 1377,4 | -593,27 | 618,55 | -2025,9 | 4684,4 | -4223,2 | 1207,4 | |
0,6 | -1,1344 | 4,6049 | -24,295 | 127,87 | -143,44 | 149,02 | 31,481 | -1164,1 | 1421,0 | -613,78 | 645,89 | -2160,3 | 4906,0 | -4368,1 | 1255,9 | |
0,5 | 0,25 | -2,2249 | 12,940 | -51,464 | 207,84 | -194,88 | 321,16 | -206,86 | -1708,0 | 2055,1 | -1247,9 | 1391,8 | -3051,0 | 7262,8 | -6537,9 | 2372,9 |
0,3 | -2,0518 | 11,501 | -48,586 | 210,93 | -197,56 | 303,76 | -251,77 | -1648,8 | 2048,4 | -1178,3 | 1422,3 | -2897,3 | 6944,1 | -6415,4 | 2227,4 | |
0,4 | -1,8786 | 10,378 | -46,711 | 215,95 | -202,55 | 295,51 | -259,17 | -1672,0 | 2093,4 | -1161,2 | 1398,6 | -2829,0 | 6944,8 | -6500,4 | 2212,3 | |
0,6 | -1,8255 | 10,117 | -46,261 | 222,59 | -214,20 | 302,23 | -231,58 | -1770,2 | 2210,3 | -1223,0 | 1443,0 | -3095,2 | 7432,5 | -6888,6 | 2366,5 |
W/D | ||||||||||||||||
0,3 | 0,25 | -0,53572 | 5,3152 | -17,278 | 40,400 | -66,103 | 134,59 | 86,202 | -623,53 | 753,15 | -561,74 | 38,819 | -675,77 | 2478,2 | -2470,2 | 1064,6 |
0,3 | -0,45097 | 4,2573 | -13,901 | 35,231 | -59,033 | 104,84 | 48,524 | -447,70 | 584,92 | -430,29 | 83,658 | -534,94 | 1680,1 | -1720,9 | 778,88 | |
0,4 | -0,35759 | 3,2277 | -11,127 | 35,821 | -56,440 | 83,703 | 59,486 | -455,93 | 576,52 | -367,53 | 131,92 | -712,44 | 1828,6 | -1751,3 | 716,70 | |
0,6 | -0,33297 | 3,0281 | -10,347 | 37,959 | -60,513 | 82,539 | 72,429 | -490,64 | 622,08 | -389,50 | 177,37 | -893,25 | 2070,1 | -1923,7 | 790,75 | |
0,4 | 0,25 | -0,91608 | 6,9107 | -28,299 | 72,556 | -56,847 | 170,77 | 30,441 | -900,09 | 837,73 | -508,56 | 206,84 | -919,25 | 3529,7 | -3014,5 | 772,86 |
0,3 | -0,77905 | 5,9751 | -23,957 | 64,735 | -62,541 | 148,26 | -12,421 | -660,35 | 727,54 | -495,75 | 242,21 | -727,70 | 2433,8 | -2276,3 | 809,03 | |
0,4 | -0,64624 | 4,9697 | -19,895 | 69,346 | -73,272 | 124,44 | 9,0448 | -724,57 | 839,22 | -472,20 | 323,50 | -1056,9 | 2868,7 | -2657,5 | 889,78 | |
0,6 | -0,62400 | 5,0253 | -18,719 | 74,219 | -87,945 | 130,45 | 41,377 | -821,54 | 988,32 | -573,93 | 417,45 | -1466,3 | 3488,6 | -3179,9 | 1170,0 | |
0,5 | 0,25 | -1,4114 | 10,812 | -49,940 | 110,74 | -14,494 | 285,79 | -168,11 | -1162,5 | 728,02 | -708,89 | 653,51 | -1017,5 | 4423,1 | -3138,7 | 772,27 |
0,3 | -1,2463 | 11,811 | -45,321 | 86,466 | -49,406 | 282,24 | -132,03 | -871,10 | 803,67 | -897,03 | 526,97 | -829,69 | 3119,5 | -2737,7 | 1324,0 | |
0,4 | -1,0907 | 11,079 | -39,886 | 100,13 | -83,614 | 256,85 | -108,03 | -1034,1 | 1127,3 | -935,42 | 675,37 | -1374,0 | 4039,2 | -3745,1 | 1628,2 | |
0,6 | -1,1267 | 12,685 | -37,385 | 102,24 | -124,72 | 266,36 | -14,381 | -1229,9 | 1505,7 | -1132,1 | 803,57 | -2199,0 | 5355,9 | -5025,4 | 2210,9 |
W/D | ||||||||||||||||
0,3 | 0,25 | -0,89677 | 4,8494 | -19,335 | 78,029 | -109,84 | 129,21 | 102,15 | -848,56 | 1065,9 | -558,01 | 333,68 | -1559,6 | 3558,9 | -3244,7 | 1125,6 |
0,3 | -0,82656 | 4,1052 | -17,722 | 75,869 | -105,03 | 118,11 | 93,925 | -810,01 | 1013,4 | -513,15 | 339,00 | -1504,2 | 3394,1 | -3070,8 | 1042,0 | |
0,4 | -0,74844 | 3,4118 | -16,342 | 74,913 | -101,68 | 108,71 | 91,963 | -788,43 | 977,55 | -473,70 | 327,45 | -1465,4 | 3293,9 | -2953,7 | 966,20 | |
0,6 | -0,71045 | 3,0646 | -15,870 | 76,258 | -102,51 | 107,45 | 96,696 | -798,97 | 982,04 | -470,98 | 337,03 | -1515,6 | 3355,6 | -2971,0 | 960,79 | |
0,4 | 0,25 | -1,5639 | 7,6547 | -32,659 | 144,81 | -162,52 | 193,58 | 36,672 | -1357,5 | 1642,3 | -772,78 | 755,51 | -2527,4 | 5774,9 | -5132,7 | 1560,9 |
0,3 | -1,4431 | 6,5384 | -30,225 | 143,31 | -159,23 | 178,59 | 14,061 | -1297,3 | 1591,8 | -712,70 | 763,30 | -2408,2 | 5489,8 | -4923,9 | 1440,3 | |
0,4 | -1,3164 | 5,5796 | -28,367 | 144,26 | -158,60 | 168,31 | 8,6846 | -1285,1 | 1578,5 | -675,67 | 738,89 | -2333,3 | 5386,0 | -4849,1 | 1372,3 | |
0,6 | -1,2647 | 5,1826 | -27,834 | 148,15 | -163,58 | 170,88 | 19,835 | -1328,0 | 1623,1 | -701,14 | 764,30 | -2461,2 | 5599,8 | -4993,8 | 1430,4 | |
0,5 | 0,25 | -2,4244 | 14,878 | -59,432 | 238,69 | -222,82 | 376,01 | -249,92 | -1971,2 | 2365,2 | -1470,6 | 1656,1 | -3565,0 | 8427,8 | -7561,6 | 2790,7 |
0,3 | -2,2485 | 13,396 | -56,388 | 241,36 | -225,01 | 358,14 | -302,68 | -1895,5 | 2348,7 | -1398,4 | 1686,5 | -3365,9 | 8024,0 | -7392,8 | 2635,7 | |
0,4 | -2,0735 | 12,265 | -54,401 | 245,95 | -229,91 | 350,07 | -313,44 | -1910,0 | 2390,5 | -1383,9 | 1649,7 | -3247,1 | 7959,3 | -7451,8 | 2624,6 | |
0,6 | -2,0213 | 12,042 | -53,843 | 252,01 | -241,96 | 357,51 | -284,58 | -2005,7 | 2509,4 | -1452,2 | 1686,6 | -3502,2 | 8433,8 | -7841,1 | 2792,6 |
W/D | ||||||||||||||||
0,3 | 0,25 | -0,74676 | 5,5110 | -19,162 | 53,633 | -83,768 | 122,48 | 80,228 | -578,03 | 721,79 | -462,44 | 165,72 | -832,14 | 1996 | -1858,9 | 767,34 |
0,3 | -0,71128 | 5,2397 | -18,336 | 53,155 | -82,495 | 118,29 | 80,367 | -571,87 | 713,24 | -452,92 | 172,5 | -849,24 | 1995,9 | -1845,5 | 758,33 | |
0,4 | -0,68292 | 5,0350 | -17,635 | 52,553 | -81,478 | 115,32 | 79,251 | -563,24 | 704,54 | -447,16 | 177,41 | -857,27 | 1984,2 | -1828,4 | 753,09 | |
0,6 | -0,66901 | 4,9500 | -17,222 | 52,025 | -81,181 | 114,45 | 77,051 | -554,45 | 699,01 | -447,51 | 178,83 | -852,81 | 1962,6 | -1813,3 | 754,47 | |
0,4 | 0,25 | -1,3720 | 8,8397 | -34,455 | 103,88 | -113,26 | 187,08 | 22,917 | -932,90 | 1083,8 | -631,25 | 390,78 | -1266,5 | 3189,7 | -2901,5 | 1028,7 |
0,3 | -1,3180 | 8,5518 | -33,190 | 103,65 | -114,24 | 183,51 | 26,465 | -935,13 | 1092,8 | -636,49 | 405,33 | -1318,5 | 3241,2 | -2938,5 | 1054,1 | |
0,4 | -1,2739 | 8,3600 | -32,113 | 102,91 | -115,37 | 182,42 | 27,996 | -930,30 | 1098,8 | -650,61 | 417,79 | -1358,4 | 3269,9 | -2964,1 | 1090,2 | |
0,6 | -1,2528 | 8,3353 | -31,423 | 101,85 | -116,91 | 184,01 | 26,776 | -919,36 | 1102,6 | -669,54 | 423,30 | -1371,0 | 3263,6 | -2973,7 | 1125,9 | |
0,5 | 0,25 | -2,3772 | 20,931 | -69,519 | 145,11 | -138,14 | 391,78 | -108,01 | -1342,0 | 1504,6 | -1274,0 | 779,32 | -1663,6 | 4524,6 | -4183,4 | 1929,9 |
0,3 | -2,3161 | 21,008 | -67,566 | 143,40 | -145,17 | 388,49 | -91,288 | -1358,8 | 1555,9 | -1299,7 | 793,05 | -1770,2 | 4666,6 | -4332,9 | 2009,7 | |
0,4 | -2,2751 | 21,435 | -65,724 | 139,10 | -153,49 | 388,49 | -69,768 | -1365,1 | 1609,2 | -1340,1 | 798,96 | -1878,9 | 4795,3 | -4487,0 | 2112,0 | |
0,6 | -2,2761 | 22,342 | -64,303 | 131,96 | -162,91 | 392,61 | -45,380 | -1356,5 | 1659,0 | -1390,3 | 790,32 | -1965,3 | 4880,3 | -4623,1 | 2220,1 |
W/D | ||||||||||||||||
0,3 | 0,25 | -0,90032 | 2,6954 | -19,744 | 92,122 | -108,64 | 100,25 | 77,251 | -761,88 | 895,25 | -347,46 | 299,18 | -1258,8 | 2728,4 | -2319,0 | 607,29 |
0,3 | -0,93710 | 2,8677 | -20,187 | 92,952 | -110,83 | 104,13 | 78,585 | -770,68 | 909,86 | -363,41 | 301,11 | -1269,0 | 2755,4 | -2350,7 | 632,15 | |
0,4 | -0,98058 | 3,0652 | -20,723 | 93,941 | -113,43 | 108,71 | 80,350 | -781,47 | 927,18 | -381,95 | 303,71 | -1282,1 | 2788,4 | -2388,4 | 660,82 | |
0,6 | -1,0250 | 3,2520 | -21,284 | 94,966 | -116,00 | 113,26 | 82,524 | -793,07 | 944,37 | -399,84 | 306,53 | -1296,8 | 2823,6 | -2425,9 | 688,02 | |
0,4 | 0,25 | -1,4956 | 4,7720 | -36,436 | 184,73 | -172,99 | 168,78 | -33,803 | -1306,6 | 1512,6 | -537,05 | 744,60 | -2159,1 | 4769,7 | -4054,4 | 941,66 |
0,3 | -1,5604 | 5,0519 | -37,003 | 185,75 | -176,29 | 174,15 | -33,336 | -1315,4 | 1532,8 | -560,0 | 742,76 | -2155,6 | 4783,4 | -4089,9 | 977,09 | |
0,4 | -1,6374 | 5,3747 | -37,679 | 186,87 | -180,13 | 180,45 | -32,543 | -1325,2 | 1555,0 | -586,12 | 742,43 | -2156,4 | 4801,1 | -4128,6 | 1016,0 | |
0,6 | -1,7164 | 5,6717 | -38,417 | 188,15 | -183,96 | 187,20 | -31,703 | -1335,8 | 1577,2 | -613,63 | 742,80 | -2157,9 | 4820,0 | -4166,6 | 1056,4 | |
0,5 | 0,25 | -2,2042 | 19,031 | -78,938 | 266,63 | -255,70 | 450,10 | -182,95 | -2084,0 | 2485,6 | -1562,7 | 1525,4 | -3665,9 | 8119,1 | -7141,7 | 2621,2 |
0,3 | -2,2973 | 19,035 | -79,442 | 271,03 | -258,21 | 453,96 | -205,66 | -2073,8 | 2485,4 | -1573,9 | 1513,0 | -3531,6 | 7952,4 | -7059,1 | 2619,6 | |
0,4 | -2,4142 | 19,139 | -79,903 | 276,41 | -263,43 | 458,14 | -230,10 | -2068,1 | 2500,7 | -1588,3 | 1509,8 | -3413,4 | 7808,2 | -7009,4 | 2625,4 | |
0,6 | -2,5374 | 19,226 | -80,368 | 281,78 | -268,54 | 462,54 | -253,72 | -2062,9 | 2513,8 | -1602,5 | 1515,2 | -3320,2 | 7687,8 | -6963,4 | 2629,3 |
УДК 620.1:621.9.011:006.354 | ОКС 19.060 | ОКПД 2:71.20.12 |
Ключевые слова: остаточные напряжения, метод сверления отверстия, тензометрия, корреляция цифровых изображений | ||
