ГОСТ Р 56355-2015
(EH 10249-2:1995)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СВАИ ШПУНТОВЫЕ ХОЛОДНОКАТАНЫЕ ИЗ НЕЛЕГИРОВАННОЙ СТАЛИ
Предельные отклонения размеров и формы
Cold formed sheet piling of non alloy steels. Tolerances on shape and dimensions
ОКС 91.080.10
Дата введения 2015-10-01
Предисловие
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Уральский институт металлов" (ОАО "УИМ"), Закрытым акционерным обществом "РосШпунт" (ЗАО "РосШпунт") на основе официального перевода на русский язык европейского регионального стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 367 "Чугун, прокат и металлоизделия".
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 3 марта 2015 г. N 119-ст
4 Настоящий стандарт является модифицированным по отношению к европейскому региональному стандарту ЕН 10249-2:1995* "Холодногнутые шпунтовые сваи из нелегированных сталей - Часть 2: Предельные отклонения размеров и формы" (EN 10249-2:1995 "Cold formed sheet piling of non alloy steels - Part 2: Tolerances on shape and dimensions") путем внесения дополнительных технических отклонений, объяснения которых приведены во введении к настоящему стандарту, а также путем изменения его структуры для приведения в соответствие с правилами, установленными ГОСТ Р 1.5-2012 (подразделы 3.5 и 4.4).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Сравнение структуры настоящего стандарта со структурой указанного европейского национального стандарта приведено в дополнительном приложении ДА.
При этом дополнительные пункты, фразы, слова, ссылочные данные, показатели, их значения, включенные в текст стандарта для учета потребности национальной экономики Российской Федерации и/или особенностей российской национальной стандартизации, выделены курсивом.
Наименование настоящего стандарта изменено относительно наименования указанного европейского регионального стандарта для приведения его в соответствие с ГОСТ Р 1.2-2012* (подраздел 3.5)
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р 1.5-2012. - .
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
Введение
В настоящий стандарт включены дополнительные по отношению к европейскому региональному стандарту ЕН 10249-2:1995 требования, отражающие потребности национальной промышленности России и особенности национальной стандартизации:
- приведены обозначения отечественных стандартов на металлопродукцию и методы контроля;
- введен пункт, информирующий о конструкции шпунтовых свай;
- при изложении технических требований использованы термины, применяемые в национальной стандартизации.
Наименование стандарта изложено в соответствии с подразделом 3.5 ГОСТ Р 1.5-2012 (подразделом 3.6 ГОСТ 1.5-2001). В стандарт в соответствии с подразделом 4.4 ГОСТ Р 1.5-2012 включен дополнительный элемент "Библиография".
1 Область применения
Настоящий стандарт распространяется на холоднокатаные шпунтовые сваи из нелегированной стали (далее - шпунтовые сваи), изготовленные из горячекатаного полосового и листового проката толщиной не менее 2 мм, предназначенные для сооружения шпунтовых ограждений в гидротехническом, транспортном, промышленно-гражданском строительстве.
Настоящий стандарт устанавливает предельные отклонения размеров, высоты, ширины, толщины стенок, длины и формы, а также допуски косины реза, прямолинейности и массы холоднокатаных шпунтовых свай из нелегированной стали в соответствии с [1] и настоящим стандартом.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 26877-2008 Металлопродукция. Методы измерения отклонений формы
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения, Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Контроль предельных отклонений размеров и формы. Общие требования
3.1 Все измерения должны производиться вне деформированных в результате порезки зон шпунтовых свай на расстоянии не менее 250 мм от торца.
3.2 Предельные отклонения размеров и формы шпунтовых свай контролируют по ГОСТ 19903, ГОСТ 26877 с помощью инструментов соответствующей точности.
3.3 Конкретные размеры и форму шпунтовых свай устанавливают в конструкторской документации предприятия-изготовителя.
4 Высота профиля
Предельные отклонения высоты шпунтовых свай должны соответствовать указанным в таблице 1.
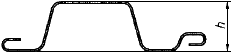
Таблица 1 - Предельные отклонения высоты шпунтовых свай
_______________
Применимо для различных профилей холоднокатаных шпунтовых свай; на рисунке изображен легкий профиль.
В миллиметрах
Наименование | Изображение | Номинальный размер | Предельное отклонение |
Высота |
|
| ±4 |
200 | ±6 | ||
300 | ±8 | ||
400 | ±10 |
5 Ширина профиля
Предельное отклонение ширины профиля составляет:
- одинарный профиль: ±2% номинальной ширины;
- двойные сваи: ±3% номинальной ширины.
6 Толщина стенки профиля
Допуски толщины стенки профиля должны соответствовать требованиям таблицы 2 [2] к полосе или листу номинальной шириной свыше 1800 мм, ГОСТ 19903 к листовому горячекатаному прокату, изготовляемому в рулонах повышенной точности прокатки А номинальной шириной свыше 1500 мм.
7 Прямолинейность профиля
7.1 Общие требования
Контроль прямолинейности профиля (измеряемой в горизонтальной или вертикальной плоскостях) должен проводиться на шпунтовых сваях, свободно лежащих на ровном основании, в соответствии с рисунками 1 и 2.
В случае Z-образных шпунтовых свай контроль проводят на двойных сваях и, в случае необходимости, на сваренных двойных сваях при их поставке в сваренном состоянии
7.2 Отклонение от прямолинейности в горизонтальной плоскости
Контролируемым размером () в горизонтальной плоскости является расстояние между прямой, соединяющей углы профиля, и кромкой профиля. Контролируемый размер (
) не должен превышать 0,25%
.

- длина профиля;
- отклонение от прямолинейности в горизонтальной плоскости
Рисунок 1 - Измерение отклонения от прямолинейности в горизонтальной плоскости
7.3 Отклонение от прямолинейности в вертикальной плоскости
Контролируемым размером () в вертикальной плоскости является расстояние между прямой, соединяющей углы профиля, и кромкой профиля. Контролируемый размер (
) не должен превышать 0,25%
.

- длина профиля;
- отклонение от прямолинейности в вертикальной плоскости.
Рисунок 2 - Измерение отклонения от прямолинейности в вертикальной плоскости
7.4 Скручивание
Величину скручивания измеряют следующим образом: один конец профиля закрепляют, затем определяют характерную величину на свободном конце шпунтовой сваи как расстояние до базовой плоскости (см. рисунок 3).
Значение не должно превышать 2%
, при этом максимальное значение не должно превышать 100 мм.
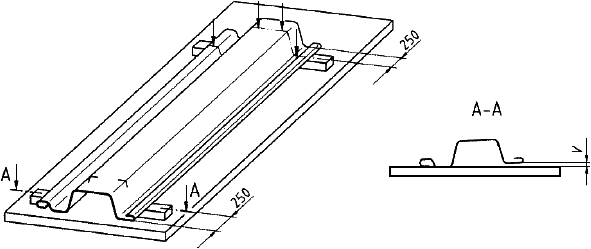
Сечение А-А;
- величина скручивания
Рисунок 3 - Измерение скручивания
8 Длина профиля
Предельное отклонение длины профиля составляет ±50 мм.
При размещении заказа допускается согласование других предельных отклонений длины профиля. Дополнительное требование 1, см. 13.2.
9 Порезка перпендикулярно продольной оси (Косина реза)
Отклонение () между крайними точками плоскости реза, измеренное перпендикулярно продольной оси сваи, не должно превышать 2% ширины сваи.

- отклонение между крайними точками плоскости реза
Рисунок 4 - Порезка перпендикулярно продольной оси (Косина реза)
Если профили поставляют сварными по всей длине, как двойные сваи, то отклонение () не должно превышать 20 мм.
10 Положение углов
При размещении заказа для шпунтовых свай специального назначения допускается согласование допуска угла
полки (см. рисунок 5).
_______________
Этот допуск составляет ±3 градуса для свай, длина меньшей полки которых (см. рисунок 5) менее 10 мм; во всех остальных случаях отклонение составляет ±2 градуса.

- угол наклона полки
Рисунок 5 - Угол полки
Дополнительное требование 2, см.13.3.
11 Масса профиля
Допускается отклонение фактической массы всей поставки, не превышающее ±7% относительно теоретической массы (произведения заказанной длины и массы каждого погонного метра согласно таблицам профилей по конструкторской документации предприятия-изготовителя).
При размещении заказа по согласованию допускается ограничение отклонения массы.
Дополнительное требование 3, см. 13.4.
12 Замковое соединение, перекрытие
Форма замков/соединений внахлестку выбирается изготовителем. Если холоднокатаные шпунтовые сваи поставляются с замковыми соединениями, то эти соединения должны иметь достаточный зазор, чтобы сваи легко вставлялись и могли выдерживать расчетную нагрузку. Контроль замковых соединений проводят на двух пробных образцах длиной 500 мм.
13 Дополнительные требования
13.1 На момент размещения заказа заказчик согласовывает дополнительные требования (см. 4.2 согласно [1]).
13.2 Дополнительное требование 1
Требование ограничения предельных отклонений по длине профилей (см. 8).
13.3 Дополнительное требование 2
Допуск угла полки (см. 10).
13.4 Дополнительное требование 3
Требование ограничения отклонений по массе профилей (см. 11).
Приложение ДА
(справочное)
Сопоставление структуры настоящего стандарта со структурой примененного в нем европейского регионального стандарта
Таблица ДА1
Структура настоящего стандарта | Структура европейского регионального стандарта ЕН 10249-2:1995 |
Введение | Предисловие |
1 Область применения | 1 Область применения |
2 Нормативные ссылки | 2 Нормативные ссылки |
3 Контроль предельных отклонений размеров и формы. Общие требования | 3. Контроль предельных отклонений размеров - Общее |
3.1 | 3.1 |
3.2 | 3.2 |
3.3 | - |
4 Высота профиля | 4 Высота профиля |
5 Ширина профиля | 5 Ширина профиля |
6 Толщина стенки профиля | 6 Толщина стенки профиля |
7 Прямолинейность профиля | 7 Прямолинейность профиля |
7.1 Общие требования | 7.1 Общее |
7.2 Отклонение от прямолинейности в горизонтальном направлении | 7.2 Прямолинейность в горизонтальном направлении |
7.3 Отклонение от прямолинейности в вертикальном направлении | 7.3 Прямолинейность в вертикальном направлении |
7.4 Скручивание | 7.4 Скручивание |
8. Длина профиля | 8. Длина профиля |
9 Порезка перпендикулярно продольной оси (Косина реза) | 9 Порезка перпендикулярно продольной оси |
10 Положение углов | 10 Положение углов |
11 Масса профиля | 11 Масса профиля |
12 Замковое соединение, перекрытие | 12 Замковое соединение, перекрытие |
13 Дополнительные требования | 13 Дополнительные требования |
Приложение ДА (справочное) Сопоставление структуры настоящего стандарта со структурой примененного в нем европейского регионального стандарта | - |
Библиография | - |
Библиография
[1] | EN 10249-1:1995 | Cold formed sheet piling of non alloy steels - Part 1: Technical delivery conditions (Холодногнутые шпунтовые сваи из нелегированных сталей - Часть 1: Технические условия поставки) |
[2] | EN 10051:2010 | Continuously hot-rolled strip and plate/sheet cut from wide strip of non-alloy and alloy steels. Tolerances on dimensions and shape (Листы и полосы без покрытия, полученные при непрерывной горячей прокатке широких полос из легированных и нелегированных сталей. Допуски на размеры и форму) |
УДК 621.87.07:006.354 | ОКС 91.080.10 | |
Ключевые слова: сваи шпунтовые холоднокатаные, предельные отклонения размеров и формы, высота, ширина, длина, толщина стенки, прямолинейность, масса профиля, замковое соединение шпунтовых свай | ||
Электронный текст документа
и сверен по:
, 2015
