ГОСТ 32603-2021
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПАНЕЛИ ТРЕХСЛОЙНЫЕ С МЕТАЛЛИЧЕСКИМИ ОБЛИЦОВКАМИ И СЕРДЕЧНИКОМ ИЗ МИНЕРАЛЬНОЙ ВАТЫ
Технические условия
Three-layered panels with metal facing and mineral wool core. Specifications
МКС 77.140.70
Дата введения 2022-04-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Закрытым акционерным обществом "Центральный ордена Трудового Красного Знамени научно-исследовательский и проектный институт строительных металлоконструкций им.Н.П.Мельникова" (ЗАО "ЦНИИПСК им.Н.П.Мельникова"), Обществом с ограниченной ответственностью "Компания Металл Профиль" (ООО "Компания Металл Профиль") и Ассоциацией производителей панелей из ППУ (Ассоциация "НАППАН")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 144 "Строительные материалы и изделия"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 июня 2021 г. N 141-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 августа 2021 г. N 729-ст межгосударственный стандарт ГОСТ 32603-2021 введен в действие в качестве национального стандарта Российской Федерации с 1 апреля 2022 г.
5 ВЗАМЕН ГОСТ 32603-2012
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 7, 2022 год, введенная в действие с 05.06.2022; поправка, опубликованная на официальном сайте Росстандарта России rst.gov.ru по состоянию на 04.09.2023
Поправки внесены изготовителем базы данных
Введение
Настоящий стандарт разработан взамен ГОСТ 32603-2012 для создания нормативной базы производства трехслойных панелей с металлическими облицовками и сердечником из минеральной ваты, изготовляемых не только на непрерывных линиях (любыми способами) и предназначенных для ограждающих конструкций объектов гражданского и промышленного строительства.
Необходимость разработки настоящего стандарта обоснована тем, что результаты проведенных экспериментальных исследований и зарубежный опыт применения трехслойных панелей с сердечником из минеральной ваты не нашли отражения в отечественных нормативных документах и рекомендациях.
Основной целью настоящего стандарта является создание обобщающего нормативного документа, учитывающего особенности изготовления и использования в строительстве трехслойных панелей с сердечником из минеральной ваты на всех типах линий.
Задачей настоящего стандарта является разработка единых по стране технических требований к трехслойным панелям с сердечником из минеральной ваты, отвечающих требованиям качества и надежности современного строительного производства.
При разработке настоящего стандарта использованы результаты научных исследований, отечественный и зарубежный опыт применения трехслойных панелей, а также положения стандартов BS EN 10169:2010, EN 14509:2018 и ISO 12944-2:2017 в части промышленного производства и испытания панелей.
1 Область применения
Настоящий стандарт распространяется на трехслойные стеновые и кровельные панели (сэндвич-панели), состоящие из металлических внешних облицовок и средней части (сердечника) из ламелей из плит минеральной ваты, соединенных между собой клеевым составом, изготовленные на производственных линиях всех типов и предназначенные для ограждающих конструкций объектов гражданского и промышленного строительства, холодильных и морозильных камер.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.4.028 Система стандартов безопасности труда. Респираторы ШБ-1 "Лепесток". Технические условия
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 577 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 3749 Угольники поверочные 90°. Технические условия
ГОСТ 5582 Прокат тонколистовой коррозионно-стойкий, жаростойкий и жаропрочный. Технические условия
ГОСТ 7502 Рулетки металлические измерительные. Технические условия
ГОСТ ISO 9001 Системы менеджмента качества. Основные положения и словарь
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14918 Прокат листовой горячеоцинкованный. Технические условия
ГОСТ ISO/IEC 17025-2019 Общие требования к компетентности испытательных и калибровочных лабораторий
ГОСТ 17177-94 Материалы и изделия строительные теплоизоляционные. Методы испытаний
ГОСТ 19904 Прокат листовой холоднокатаный. Сортамент
ГОСТ 21631 Листы из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 24297 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 27751 Надежность строительных конструкций и оснований. Основные положения
ГОСТ 30244 Материалы строительные. Методы испытаний на горючесть
ГОСТ 30247.1 (ИСО 834-75) Конструкции строительные. Методы испытаний на огнестойкость. Несущие и ограждающие конструкции
ГОСТ 30403 Конструкции строительные. Методы испытания на пожарную опасность
ГОСТ 32314-2012 (EN 13162:2008) Изделия из минеральной ваты теплоизоляционные промышленного производства, применяемые в строительстве. Общие технические условия
ГОСТ 34180-2017 Прокат стальной тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий. Технические условия
ГОСТ 34649 Прокат стальной тонколистовой холоднокатаный электролитически оцинкованный с полимерным покрытием с непрерывных линий. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 продольная кромка: Боковая поверхность панели, по которой соседние панели соединяются в одной и той же плоскости.
3.2 поперечная кромка: Боковая поверхность панели, по которой осуществляется отрезка панели.
3.3 ламель: Материал сердечника, состоящий из брусков, вырезанных из плит из минеральной ваты и уложенных в сердечник панели с поворотом на 90° (с ориентацией волокон перпендикулярно к облицовкам).
3.4 трапециевидная ламель: Ламель трапециевидного поперечного сечения, вставляемая в пустоты под гофрой глубоко профилированной облицовки и повторяющая профиль гофры.
3.5 сердечник: Слой материала из ламелей, обладающий определенными физико-механическими свойствами, который располагается между двумя металлическими облицовками и соединяется с ними клеевым составом.
3.6 облицовка: Плоский, слабо профилированный или глубоко профилированный металлический лист со сформированными замками, соединяемый с сердечником клеевым составом.
3.7 плоская облицовка: Облицовка без профилирования поверхности.
3.8 слабо профилированная облицовка: Облицовка с профилированием высотой не более 2,0 мм.
3.9 глубоко профилированная облицовка: Облицовка с профилированием высотой от 32 мм.
3.10 трехслойные панели [панели]: Конструкция, состоящая из металлических наружной и внутренней облицовок и средней части (сердечника), соединенных между собой клеевым составом.
3.11 наружная облицовка панели: Облицовка панели, подвергающаяся влиянию внешней среды.
3.12 внутренняя облицовка панели: Облицовка панели, ориентированная внутрь помещения.
3.13 стеновая панель: Панель с обеими слабо профилированными или плоскими облицовками.
3.14 кровельная панель: Панель с глубоко профилированной облицовкой с одной стороны и слабо профилированной или плоской облицовкой с другой стороны.
3.15 сертификат изготовителя: Официальный документ производителя продукции (паспорт качества, сертификат качества, металлургический сертификат, протокол испытаний и пр.), подтверждающий соответствие партии товара действующим техническим регламентам.
3.16 рабочая (монтажная) ширина: Ширина панели по сердечнику.
3.17 полная ширина: Габаритная ширина панели.
3.18 номинальная толщина панели: Габаритная толщина панели с учетом толщины слабопрофилированных и без учета высоты гофры глубоко профилированных облицовок.
3.19 замок: Сопряжение гребень - паз по продольным кромкам соседних панелей, обеспечивающее не проницаемое для влаги соединение панелей в одной плоскости.
Примечания
1 Замок состоит из гребня и паза. Гребень - это выступ на продольной кромке панели, а паз - вогнутая часть на продольной кромке панели, ответная гребню. Замок имеет толщину и высоту. Высота замка - максимальный размер перехлеста гребня и паза по точке сопряжения (см. рисунок 8). Ширина замка
- максимальный размер перехлеста гребня и стенки паза.
2 Замки могут включать в себя дополнительные элементы, которые усиливают механические свойства конструкции, а также улучшают тепловые, акустические и противопожарные свойства и ограничивают движение воздуха.
3.20 штрипс: Листовая рулонная заготовка, обрезанная по ширине в соответствии с требованиями получения облицовки.
3.21 номинальная толщина полимерного покрытия: Толщина покрытия с учетом всех слоев с одной (лицевой или обратной) стороны проката.
3.22 номинальная толщина проката с полимерным покрытием: Толщина металлической основы без учета толщины полимерного покрытия.
3.23 лицевая сторона проката с полимерным покрытием: Сторона, подвергающаяся влиянию внешних воздействий.
3.24 обратная сторона проката с полимерным покрытием: Сторона, к которой приклеивают сердечник.
3.25 металлическая основа: Стальная или алюминиевая основа холоднокатаного проката для нанесения защитного покрытия, а также стальная основа с металлическим покрытием для холоднокатаного проката с горячими покрытиями для нанесения защитного покрытия.
4 Классификация, основные параметры и условные обозначения
Панели подразделяют по:
- классам;
- функциональному назначению;
- конструктивным параметрам.
4.1 Панели подразделяют на классы:
- 1-й;
- 2-й.
4.2 Класс панели определяют по наименьшим значениям показателей, приведенных для каждого класса в таблице 1.
Таблица 1 - Требования к классам панелей
Контролируемый показатель для определения класса панели | Значение показателя для панели класса | Пункт настоящего стандарта | ||||
1-й | 2-й | |||||
1 | Требования к оцинкованному прокату | Номинальная толщина проката с полимерным покрытием, мм, не менее | 0,5 | 0,45 | 5.2.1 | |
2 | Масса цинкового | Горячее цинкование по ГОСТ 14918 | 140 | 100 | ||
покрытия с обеих сторон проката, г/м | Электролитическое цинкование по ГОСТ 34649 | - | 43 | |||
3 | Тип полимерного | При горячем цинковании | По ГОСТ 34180 | По ГОСТ 34649 | ||
покрытия | При электролитическом цинковании | - | ЭП, АК, ПЛ, УР, ФП, ХВ | |||
4 | Требования к сердечнику | Предел прочности при растяжении, Н/мм | 0,1 | 0,08 | 5.2.2 | |
5 | Предел прочности при сжатии, Н/мм | 0,06 | 0,05 | |||
6 | Предел прочности при сдвиге, Н/мм | 0,05 | 0,04 | |||
7 | Модуль упругости при растяжении, Н/мм | 4,0 | 3,5 | |||
8 | Требования к сердечнику | Модуль упругости при сжатии, Н/мм | 4,0 | 2,7 | 5.2.2 | |
9 | Модуль сдвига, Н/мм | 1,4 | 0,9 | |||
10 | Плотность минеральной ваты | 105 | 95 | |||
11 | Требования к готовой панели | Предел прочности при растяжении | 0,07 | 0,07 | 5.4.5 | |
12 | Предел прочности при сжатии | 0,06 | 0,05 | |||
13 | Предел прочности на сдвиг при 4-точечном изгибе | 0,05 | 0,04 | |||
14 | Модуль упругости при растяжении | 4,0 | 3,5 | |||
15 | Модуль упругости при сжатии | 4,0 | 2,7 | |||
16 | Модуль сдвига при 4-точечном изгибе | 2,0 | 1,7 | |||
17 | Ширина замка, мм, не менее | 14 | 12 | 5.4.3 | ||
18 | Высота замка, мм, не менее | 12 | 10 | |||
19 | Разрушающая нагрузка, кгс/м | По таблицам 8, 9 | По таблице 9 | 5.4.6 | ||
| ||||||
_______________
* См. СП 28.13330.2017 "СНиП 2.03.11-85 Защита строительных конструкций от коррозии".
4.3 По функциональному назначению панели подразделяют на:
- кровельные (см. рисунок 1);
- стеновые:
а) с открытым креплением (см. рисунок 2);
б) со скрытым креплением (см. рисунок 3).
4.4 По материалу металлических облицовок панели подразделяют на:
- панели с облицовками из холоднокатаного оцинкованного проката с полимерным покрытием;
- панели с облицовками проката из алюминия (или алюминиевого сплава) без покрытия или с полимерным покрытием;
- панели с облицовками из коррозионно-стойкого стального проката без покрытия или с полимерным покрытием.
|

1 - наружная облицовка; 2 - внутренняя облицовка; B - рабочая ширина панели; - полная ширина панели; H - номинальная толщина панели;
- высота глубоко профилированной облицовки
Рисунок 1 - Кровельная панель с глубоким профилированием наружной облицовки (тип замка K)
|

1 - наружная облицовка; 2 - внутренняя облицовка; B - рабочая ширина панели; - полная ширина панели; H - номинальная толщина панели
Рисунок 2 - Стеновая панель с открытым креплением (тип замка Z)
|

1 - наружная облицовка; 2 - внутренняя облицовка; B - рабочая ширина панели; - полная ширина панели; H - номинальная толщина панели
Рисунок 3 - Стеновая панель со скрытым креплением (тип замка S)
4.5 По виду профилирования облицовок панели подразделяют на:
4.5.1 панели со слабопрофилированными и плоскими облицовками
|

Рисунок 4 - Слабопрофилированные облицовки
4.5.2 панели с глубоко профилированной (кровельной) облицовкой
|

Рисунок 5 - Кровельная облицовка
4.5.3 Возможно изготовление других видов профилирования - см. 3.7 и 3.8.
4.6 По типоразмерам панели изготовляют в соответствии с таблицей 2.
Таблица 2
Панель | Тип замка | Номинальная | Рабочая | Длина |
Стеновая с открытым креплением | Z | 50-300 | 600-1200 | До 16000 |
Стеновая со скрытым креплением | S | 50-250 | 600-1200 | До 16000 |
Кровельная | K | 50-300 | 1000 | До 16000 |
| ||||
4.7 Условные обозначения панелей
4.7.1 Условные обозначения панелей должны содержать:
- наименование панели;
- вид замкового соединения;
- номинальную толщину панели;
- рабочую ширину панели;
- вид профилирования наружной облицовки;
- вид профилирования внутренней облицовки;
- вид сердечника;
- обозначение материала наружной облицовки;
- обозначение материала внутренней облицовки;
- класс панели;
- обозначение настоящего стандарта.
4.7.2 Обозначения панелей могут содержать дополнительную информацию: обозначение изготовителя, длину панели, дату изготовления и пр.
4.7.3 Условные обозначения панелей оформляются в соответствии со следующей схемой.
|

Пример условного обозначения трехслойной сэндвич-панели (ТСП), с замком (Z), условной толщиной 120 мм, рабочей шириной 1000 мм, с наружной облицовкой волна (B), с внутренней облицовкой трапеция (T), с сердечником из минеральной ваты (MB) с наружной облицовкой: покрытие - полиэстер (ПЭ), цвет - [RAL 5005 (синий)], толщина металла - 0,5 мм; с внутренней облицовкой: покрытие - полиэстер (ПЭ), цвет - [RAL 9003 (белый)] и толщина металла - 0,5 мм, 1-го класса, по ГОСТ 32603-2021:
ТСП-Z-120-1000-В-Т-МВ (ПЭ-RAL 5005-0,5/ПЭ-RAL 9003-0,5)-1-й класс - ГОСТ 32603-2021
4.7.4 Расшифровка обозначения должна быть указана на сайте изготовителя. Допускаются другие типы условных обозначений с иной последовательностью характеристик, в т.ч. с дополнительной информацией.
5 Технические требования
5.1 Общие технические требования
5.1.1 Панели следует изготовлять в соответствии с требованиями настоящего стандарта по рабочей и технологической документации, утвержденной в установленном порядке.
5.1.2 Для обеспечения поставки на рынок продукции, соответствующей установленным требованиям, изготовитель продукции должен разработать, задокументировать, внедрить и поддерживать в рабочем состоянии систему менеджмента качества (СМК) организации. В состав СМК должны входить документированные процедуры по верификации (в соответствии с ГОСТ 24297) закупленного сырья и других материалов, применяемых для изготовления продукции, контролю производственного процесса и испытанию готовой продукции, техническому обслуживанию испытательного и контрольно-измерительного оборудования, аттестации персонала, а также правила их регулярных проверок и методы анализа результатов контроля и проверок в целях постоянного обеспечения выполнения требований настоящего стандарта.
Для достижения вышеуказанных целей допускается применять СМК, разработанную в соответствии с требованиями ГОСТ ISO 9001, с учетом особенностей данной продукции, изложенных в настоящем стандарте.
Результаты проверок и испытаний, по которым необходимо предпринять какие-либо действия, так же как и сами действия, должны быть задокументированы.
Если результаты испытаний не соответствуют требованиям настоящего стандарта, необходимо задокументировать корректирующие мероприятия, предпринятые для устранения возможных отклонений.
5.1.3 Допустимое применение панелей на объектах строительства в зависимости от классов приведено в таблице 3.
Таблица 3 - Допустимое применение панелей
Класс панелей | Класс сооружений по ГОСТ 27751 | Конструктивное применение | Район эксплуатации в зависимости от воздействия природных факторов | |||||||
КС-1 | КС-2 | КС-3 | Внутрен- | Наружные стены | Кровель- | Противо- | Ветровой район | Снеговой район | Сейсми- | |
1-й класс | + | + | + | + | + | + | + | I-VII | I-VI | До 9 баллов |
2-й класс | + | - | - | + | + | - | - | I-III | I-VI | - |
| ||||||||||
_______________
* В Российской Федерации действует СП 14.13330.2018 "СНиП 2-03-11-85 Строительство в сейсмических районах".
** В Российской Федерации действует СП 20.13330.2016 "СНиП 2.01.07-85 Нагрузки и воздействия".
*** В Российской Федерации действует СП 112.13330.2011 "СНиП 21-01-97 Пожарная безопасность зданий и сооружений".
5.1.4 Условия эксплуатации панелей:
- при температуре наружной поверхности панели от минус 55°С до плюс 85°С;
- при относительной влажности воздуха внутри помещения не более 60% (при большей влажности воздуха необходимы дополнительные меры по герметизации стыков, разработанные проектом производства работ);
- при допустимой агрессивности окружающей среды в зависимости от типа полимерного покрытия*.
_______________
* В Российской Федерации действует СП 28.13330.2017 "СНиП 2.03.11-85. Защита строительных конструкций от коррозии".
5.2 Технические требования к материалам панели
5.2.1 Технические требования к исходным материалам для облицовок
5.2.1.1 Для изготовления металлических слабо профилированных и глубоко профилированных облицовок следует применять рулонный холоднокатаный тонколистовой прокат:
- А - из низкоуглеродистой горячеоцинкованной стали с защитно-декоративным полимерным покрытием по ГОСТ 34180;
- Б - из низкоуглеродистой электролитически оцинкованной стали с защитно-декоративным полимерным покрытием по ГОСТ 34649;
- В - из коррозионно-стойкой стали по ГОСТ 5582 без покрытия или с полимерным покрытием;
- Г - из алюминиевых сплавов без покрытия или с полимерным покрытием.
5.2.1.2 Прокат из низкоуглеродистой горячеоцинкованной стали с цинковым (цинк-алюминиевым или другим цинкосодержащим) покрытием по ГОСТ 14918, полученным в агрегатах непрерывного горячего цинкования с защитно-декоративным полимерным покрытием согласно ГОСТ 34180 (ПУ - полиуретановая эмаль, ПВХ - пластизоль, ПЭ - полиэфирная эмаль, ПВДФ - поливинилденфторидная эмаль), должен обладать следующими механическими свойствами: предел текучести - не менее 220 МПа, модуль упругости материала - не менее 2,1·10 Н/мм
. Предельные отклонения по толщине проката нормируются по высокой точности изготовления по ГОСТ 19904.
Для панелей 1-го класса данный прокат должен иметь номинальную толщину металла с полимерным покрытием не менее 0,5 мм с массой цинкового покрытия не менее 140 г/м и полимерное покрытие согласно ГОСТ 34180.
Для панелей 2-го класса данный прокат должен иметь номинальную толщину металла с полимерным покрытием не менее 0,45 мм, массу цинкового покрытия не менее 100 г/м и полимерное покрытие согласно ГОСТ 34180.
5.2.1.3 Прокат из низкоуглеродистой стали с цинковым покрытием, полученным в агрегатах электролитического цинкования с защитно-декоративным полимерным покрытием по ГОСТ 34649 (ПУ - полиуретановая эмаль, ПВХ - пластизоль, ПЭ - полиэфирная эмаль, ПВДФ - поливинилденфторидная эмаль), должен обладать следующими механическими свойствами: предел текучести - не менее 220 МПа, модуль упругости материала - не менее 2,1·10 Н/мм
. Предельные отклонения по толщине проката нормируются по высокой точности изготовления по ГОСТ 19904.
Для панелей 1-го класса данный прокат не применяют.
Для панелей 2-го класса данный прокат должен иметь номинальную толщину металла с полимерным покрытием не менее 0,45 мм и массу цинкового покрытия не менее 43 г/м и полимерное покрытие по ГОСТ 34649 (ПУ - полиуретановая эмаль, ПВХ - пластизоль, ПЭ - полиэфирная эмаль, ПВДФ - поливинилденфторидная эмаль).
5.2.1.4 Механические свойства тонколистового проката из коррозионно-стойкой стали должны соответствовать требованиям ГОСТ 5582: предел текучести - не менее 205 МПа, модуль упругости материала - не менее 1,9·10 Н/мм
. Предельные отклонения по толщине проката нормируются по высокой точности по ГОСТ 19904.
Для панелей 1-го класса данный прокат должен иметь номинальную толщину металла не менее 0,5 мм. Допускается применение проката без покрытия или с полимерным покрытием по ГОСТ 34180 по согласованию с заказчиком.
Для панелей 2-го класса данный прокат должен иметь номинальную толщину металла не менее 0,45 мм. Допускается применение проката без покрытия или с полимерным покрытием по ГОСТ 34180 по согласованию с заказчиком.
Механические свойства тонколистового проката из алюминия должны соответствовать требованиям ГОСТ 21631: предел текучести - не менее 145 МПа, модуль упругости материала - не менее 0,7·10 Н/мм
. Предельные отклонения по толщине проката нормируются по высокой точности согласно ГОСТ 21631.
Для панелей 1-го класса данный прокат должен иметь номинальную толщину металла не менее 0,6 мм. Допускается применение проката без покрытия (только для марок АД1М, АМцМ, Амг2М) или полимерное покрытие по ГОСТ 34180 по согласованию с заказчиком.
Для панелей 2-го класса данный прокат должен иметь номинальную толщину металла не менее 0,55 мм. Допускается применение проката без покрытия (только для марок АД1М, АМцМ, Амг2М) или полимерное покрытие по ГОСТ 34180 по согласованию с заказчиком.
5.2.1.5 Предельные отклонения по ширине проката, поставляемого металлургическими производствами, не должны превышать 0; +5 мм. При роспуске металла вдоль рулона на изготовителе панелей предельное отклонение на ширину штрипса должно составлять 0; +5 мм по ширине листа.
5.2.1.6 Цвет лакокрасочного покрытия принимают по каталогам цветов RAL и другим каталогам. Для наружных облицовок панелей одной партии следует применять прокат с цветовым различием не более 1,0. Для внутренних облицовок панелей одной партии применяют прокат с цветовым различием
не более 1,0.
5.2.1.7 Физико-механические свойства и внешний вид покрытий наружной (лицевой) стороны облицовок должны соответствовать ГОСТ 34180.
5.2.1.8 Полимерное покрытие с обратной стороны оцинкованного, алюминиевого и нержавеющего проката должно иметь следующие характеристики:
- вид покрытия - эпоксидная (или иная) эмаль, имеющая адгезию к полиуретановому клею для производства панелей и обеспечивающая предел прочности на разрыв склеенных друг с другом обратной стороной облицовок не менее 0,3 МПа;
- толщина покрытия - не менее 5 мкм;
- адгезия покрытия к металлу - 0%.
5.2.1.9 По согласованию между потребителем и изготовителем допускается применение импортных сталей и сплавов алюминия, а также других видов защитно-декоративных покрытий (как зарубежного, так и отечественного производства), показатели качества которых соответствуют требованиям нормативных документов страны изготовителя, разрешенных к применению органами государственного надзора.
5.2.2 Технические требования к материалам для сердечника
5.2.2.1 В качестве материала для сердечника в панелях следует использовать ламели из плит из минеральной ваты на основе пород базальтовой группы на синтетическом связующем.
Для панелей 1-го класса применяют минеральную вату рекомендуемой плотностью не менее 105 кг/м с характеристиками, приведенными в таблице 4.
Для панелей 2-го класса применяют минеральную вату рекомендуемой плотностью не менее 95 кг/м с характеристиками, приведенными в таблице 4.
5.2.2.2 Физико-механические характеристики образцов, вырезанных из плит из минеральной ваты и испытанных по методам, изложенным в приложении А, должны соответствовать требованиям, приведенным в таблице 4.
Таблица 4 - Физико-механические характеристики образцов, вырезанных из плит из минеральной ваты
Наименование характеристики | Требуемое значение характеристик сердечника для панелей | Способ контроля | |
1-й класс | 2-й класс | ||
Предел прочности при сжатии, Н/мм | 0,06 | 0,05 | По 6.3.10, А.4.2.1, приложение А |
Предел прочности при растяжении, Н/мм | 0,1 | 0,08 | По 6.3.9, А.4.2.3, приложение А |
Предел прочности при срезе, Н/мм | 0,05 | 0,04 | По 6.3.11, А.4.2.5, приложение А |
Модуль упругости при растяжении, Н/мм | 4,0 | 3,5 | А.4.2.4, приложение А |
Модуль упругости при сжатии, Н/мм | 4,0 | 2,7 | А.4.2.2, приложение А |
Модуль сдвига при срезе, Н/мм | 1,4 | 0,9 | По 6.3.11 |
Теплопроводность (расчетная) | 0,045 | 0,045 | По паспорту качества |
Теплопроводность (расчетная) | 0,042 | 0,042 | По паспорту качества |
Влажность, % масс, не более | 1,0 | 1,5 | По 6.3.8 |
Содержание органических веществ, % масс, не более | 4,5 | 4,5 | По 6.3.12 |
Плотность (рекомендуемая), кг/м | 105 | 95 | По 6.3.7 |
5.2.2.3 Прочностные характеристики минеральной ваты должны быть задекларированы на соответствие настоящему стандарту изготовителем минеральной ваты.
(Поправка. ИУС N 7-2022).
5.2.2.4 Предельные отклонения номинальных размеров плит и ламелей из минеральной ваты (см. рисунок 6) не должны превышать значений, указанных в таблице 5.
Таблица 5 - Предельные отклонения номинальных размеров плит и ламелей из минеральной ваты
Номинальный размер | Предельное отклонение, мм | |
Плита | Ламель | |
Длина L | ±5 | ±5 |
Ширина B | ±2 | -1; +3 |
Высота (толщина) H | -1; +3 | ±1 |
|

1 - ламель; 2 - плита; 3 - линии распила плиты
Рисунок 6 - Размеры плит и ламелей из минеральной ваты
5.2.2.5 Плиты должны иметь форму прямоугольного параллелепипеда, правильную геометрическую форму и ровные поверхности. Плиты по внешнему виду должны иметь одинаковую структуру по всему объему без пустот, разрывов, расслоений, посторонних включений, сгустков связующего, непроклеенных участков.
5.2.2.6 Отклонения от прямоугольности определяют по ГОСТ 32314-2012 (пункт 4.2.4), от плоскостности - по ГОСТ 32314-2012 (пункт 4.2.5), от разнотолщинности плит и ламелей - по ГОСТ 32314-2012 (пункт 4.2.3).
5.2.2.7 Стык ламелей по длине плиты следует осуществлять так, чтобы в каждом поперечном сечении панели было не более одного стыка. Перекрытие ламелей R должно быть не менее 100 мм. Допускаемая высота выступа на лицевой стороне плиты между соседними ламелями не должна превышать 1,0 мм. Допускаемое значение торцевого зазора между ламелями по длине панели - 3,0 мм. Допускаемое значение бокового зазора между ламелями по ширине панели - 1,0 мм. На рисунке 7 показаны возможные схемы укладки ламелей.
|

1 - стык ламелей (торцевой зазор - не более 3 мм)
Рисунок 7 - Схемы укладки ламелей при сборке панелей
5.2.2.8 Применяемые в панелях плиты из минеральной ваты должны относиться к группе негорючих материалов НГ по ГОСТ 30244.
5.3 Технические требования к клеевому составу
Применяемый клеевой состав должен иметь предел прочности клеевого соединения облицовок с сердечником, превышающий предел прочности сердечника на разрыв при испытаниях образца на растяжение. Предел прочности клеевого соединения при испытании на разрыв образцов облицовок, склеенных обратной стороной, должен быть не менее 0,3 МПа.
5.4 Технические требования к готовым панелям
5.4.1 Требования к геометрической точности
5.4.1.1 Предельные отклонения от номинальных геометрических размеров на готовых панелях не должны превышать значений, приведенных в таблице 6 (см. раздел 7).
Таблица 6 - Предельные отклонения геометрических размеров
Наименование показателя | Предельное отклонение от номинального значения, мм | Рисунок | |
1-й класс | 2-й класс | ||
Длина L: | Рисунок 15 | ||
- до 6000 мм | ±3,0 | ±5,0 | |
- св. 6000 мм | ±5,0 | ±7,0 | |
Рабочая ширина B | ±2,0 | ±3,0 | Рисунок 16 |
Номинальная толщина H | ±4,0 | ±5,0 | Рисунок 17 |
Косина реза (разность диагоналей) | Рисунок 18 | ||
- при длине панелей до 6000 мм | ±4,0 | ±6,0 | |
- при длине панелей св. 6000 мм | ±6,0 | ±8,0 | |
Прямоугольность торцов панелей S: | Рисунок 19 | ||
- при ширине панелей до 1 м | ±5,0 | ±7,0 | |
- при ширине панелей св. 1 м | ±6,0 | ±8,0 | |
Прямолинейность продольных кромок панелей (серповидность) | Рисунок 20 | ||
- на 1000 мм длины панели | ±2,0 | ±2,0 | |
- на всю длину панели | ±5,0 | ±5,0 | |
Прогиб панели на плоском основании | Рисунок 21 | ||
- на 1000 мм длины панели | ±1,0 | ±1,0 | |
- на всю длину панели | ±5,0 | ±5,0 | |
Смещение продольных кромок металлических облицовок относительно друг друга в поперечном сечении панели t | ±1,5 | ±2,0 | Рисунок 22 |
Неплоскостность (волнистость) облицовок панели, вмятины на плоских участках панели на 1 м длины I | 0 | 0 | Рисунок 23 |
Волнистость свободной кромки f | ±3 | ±5,0 | Рисунок 24 |
Зазор между панелями в монтажном положении по утеплителю a | 0 | 0 | Рисунок 25 |
Зазор в монтажном положении панелей: | Рисунок 25 | ||
- для внутренних облицовок (панель Z, S, K) b | 0 | 0 | |
- для наружной облицовки (панель Z) d | 0 | 0 | |
- для наружной облицовки (панель S) c | Не нормируется | Не нормируется | |
Высота гофров наружной облицовки кровельной панели | ±1,0 | ±2,0 | Рисунок 17 |
5.4.1.2 Ширина полок гофров, угол наклона их стенок (как и мелкая гофрировка наружных и внутренних облицовок панелей) не контролируются и обеспечиваются параметрами профилегибочного инструмента линии изготовления панелей.
5.4.2 Требования к внешнему виду панелей
5.4.2.1 Поверхность защитно-декоративного полимерного покрытия стальных облицовок внутри одной партии панелей должна быть однотонной и сплошной. Допускаемое цветовое различие наружных и внутренних облицовок панелей одной партии не должно превышать 1,0. При монтаже панелей необходимо располагать панели таким образом, чтобы на одной стороне были панели только с наружной или только с внутренней облицовкой.
5.4.2.2 В панелях не допускаются:
- смятие продольных кромок стальных обшивок, кроме следов обжатия от упаковочной пленки на накрывной кромке кровельной панели;
- отслоения или повреждения защитно-декоративного полимерного покрытия;
- расслоение панели (вспучивание металлических облицовок, расслоение облицовок, расслоение сердечника, отслоение его от металлических облицовок);
- повреждение (вмятины, вырывы) сердечника по продольным и торцевым граням панели глубиной более 5 мм и площадью более 100 мм;
- выступающие заусенцы на поперечных кромках металлических листов.
5.4.2.3 На поверхности защитно-декоративного полимерного покрытия допускаются:
- отдельные дефекты размером не более 2 мм, не проникающие до металлической основы, или небольшие группы таких дефектов, расположенные периодически или хаотически;
- отдельные риски или потертости от воздействия профилирующего инструмента, не нарушающие сплошность покрытия;
- следы легко удаляемого масла для профилирования.
5.4.2.4 Качество поверхности облицовок на расстоянии до 10 мм от кромки поперечного реза панели не регламентируется.
5.4.2.5 Допускаются следующие зазоры между ламелями утеплителя:
- торцевой зазор между ламелями по длине панели - не более 3,0 мм;
- боковой зазор между ламелями по ширине панели - не более 1,0 мм, в единичных случаях - до 5 мм.
5.4.2.6 Допускаются отдельные капли клея на замковом соединении панелей, если они не носят массовый характер и не препятствуют монтажу, максимальным размером не более 4 мм.
5.4.3 Требования к замкам панелей
5.4.3.1 Замковые соединения панелей должны обеспечивать надежную гидроизоляцию и нормальную эксплуатацию ограждающих конструкций.
5.4.3.2 Панели 1-го класса должны иметь ширину замка не менее 14 мм и высоту замка не менее 12 мм (см. рисунок 8).
5.4.3.3 Панели 2-го класса должны иметь ширину замка не менее 12 мм и высоту замка не менее 10 мм (см. рисунок 8).
|

1 - паз; 2 - гребень; 3 - облицовка панели; 4 - стенка паза; - ширина замка (максимальный размер перехлеста гребня и стенки паза);
- высота замка (максимальный размер перехлеста гребня и паза)
Рисунок 8 - Параметры замка (конфигурация замка показана схематично)
5.4.4 Требования к теплотехническим характеристикам панелей
Теплотехнические характеристики панелей определяются расчетным методом по нормативным документам, действующим в странах, принявших настоящий стандарт*.
_______________
* В Российской Федерации действуют ГОСТ Р 54851-2011 "Конструкции строительные ограждающие неоднородные. Расчет приведенного сопротивления теплопередачи", СП 50.13330:2012 "Тепловая защита зданий".
5.4.5 Требования к прочностным характеристикам образцов готовых панелей
Механические характеристики образцов, вырезанных из готовых панелей (см. приложение А), должны соответствовать требованиям, приведенным в таблице 7.
Таблица 7 - Механические характеристики образцов
Наименование характеристики | Требуемое значение для панелей, Н/мм | Подраздел, пункт приложения А | |
1-го класса | 2-го класса | ||
Предел прочности при сжатии | 0,06 | 0,05 | А.3.1, А.4.2.1 |
Предел прочности при растяжении | 0,07 | 0,07 | А.3.2, А.4.2.3 |
Предел прочности на сдвиг при четырехточечном изгибе | 0,05 | 0,04 | А.3.3, А.4.2.5 |
Модуль упругости образца при растяжении | 4,0 | 3,5 | А.4.2.4 |
Модуль упругости образца при сжатии | 4,0 | 2,7 | А.4.2.2 |
Модуль сдвига образца при четырехточечном изгибе | 2,0 | 1,7 | А.4.2.6 |
5.4.6 Требования к прочностным характеристикам готовых панелей
5.4.6.1 Панели 1-го класса длиной 6000 мм при натурных испытаниях должны выдерживать нагрузку до разрушения, которая указана в таблицах 8, 9.
5.4.6.2 Панели 2-го класса длиной 6000 мм при натурных испытаниях должны выдерживать разрушающую нагрузку, которая указана в таблице 8.
Таблица 8
Толщина панели H, мм | Количество пролетов | Минимальная ширина опоры | Разрушающая нагрузка на стеновую панель при шаге пролета 6 м, кгс/м | |
1-й класс | 2-й класс | |||
50 | 1 | 60 | 30 (294) | 25 (245) |
80 | 1 | 60 | 50 (490) | 45 (441) |
100 | 1 | 60 | 80 (784) | 60 (588) |
120 | 1 | 70 | 110 (1079) | 85 (834) |
150 | 1 | 80 | 140 (1373) | 120 (1177) |
200 | 1 | 100 | 170 (1667) | 140 (1373) |
250 | 1 | 100 | 200 (1961) | 170 (1667) |
300 | 1 | 100 | 220 (2167) | 180 (1765) |
Таблица 9
Толщина панели H, мм | Количество пролетов | Минимальная ширина опоры | Разрушающая нагрузка на кровельную панель 1-го класса при шаге пролета 3 м, кгс/м |
60 | 2 | 80 | 130 (1275) |
80 | 2 | 80 | 150 (1471) |
100 | 2 | 80 | 180 (1765) |
120 | 2 | 80 | 230 (2255) |
150 | 2 | 100 | 300 (2942) |
200 | 2 | 100 | 340 (3334) |
250 | 2 | 100 | 350 (3432) |
300 | 2 | 100 | 350 (3432) |
Примечания
1 Значения в таблице 8 представлены для стеновых панелей 1-го и 2-го классов, а в таблице 9 - для кровельных панелей 1-го класса по нормативным документам, действующим в странах, принявших настоящий стандарт*, с коэффициентом по нагрузке 1,4. Допускается линейная интерполяция для других толщин панелей. Разрушающая нагрузка определяется исчерпанием несущей способности без учета достижения панелью предельных прогибов.
_______________
* В Российской Федерации действует СП 362.1325800.2017 "Ограждающие конструкции из трехслойных панелей. Правила проектирования".
2 Исчерпание несущей способности панелей определяют по предельным состояниям первого рода, при достижении которых дальнейшая эксплуатация панели невозможна.
К ним относят:
- пластическую деформацию облицовок с последующим разрушением панели;
- местную потерю устойчивости облицовки в середине пролета;
- разрушение сердечника;
- смятие облицовок на опоре;
- отслоение облицовок от сердечника на приопорных участках.
3 Допускается линейная интерполяция для других толщин.
5.5 Комплектность поставки
5.5.1 В комплект поставки входят:
- панели по спецификации заказчика;
- сопроводительная документация;
- документ о качестве/паспорт качества (упаковочный лист) на партию;
- гарантийный талон.
5.5.2 Партией считаются панели с едиными характеристиками (класс панели, цвет и тип покрытия, номинальная толщина панели, рабочая ширина панели, вид профилирования облицовок, класс замка, материал облицовки, тип панели), изготовленные по одному заказу, отгружаемые потребителю по одному адресу и сопровождаемые одним документом о качестве.
5.5.3 По согласованию сторон набор готовых панелей может дополнительно комплектоваться фасонными элементами и крепежом.
5.5.4 Упаковочный лист должен содержать:
- наименование и местонахождение изготовителя;
- класс панелей;
- условное обозначение панелей;
- дату изготовления панелей;
- номер партии;
- штамп и подпись отдела технического контроля изготовителя;
- отметку о сертификации продукции;
- количество панелей в заказе (в пакете в заказе), шт. (м);
- длины панелей, входящих в пакет;
- теоретическую массу заказа (пакета в заказе);
- манипуляционные знаки;
- обозначение настоящего стандарта.
Допускается приводить в упаковочном листе другую информацию, а также информацию рекламного характера. Документ о качестве предоставляется по запросу.
5.5.5 Сопроводительная документация должна быть представлена на сайте изготовителя и включать:
- инструкцию по монтажу;
- альбом технических решений;
- каталог панелей.
5.6 Маркировка панелей
5.6.1 На поверхность облицовки каждой панели должна быть нанесена маркировка с обязательным указанием данных согласно 4.7, а также обозначение изготовителя панелей.
5.6.2 Схема расположения маркировки панели
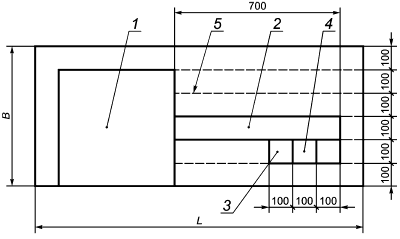
Маркировку наносят на поверхность панели в доступном для визуального осмотра месте. На рисунке 9 показан пример расположения маркировки.
|

1 - защитная пленка; 2 - место нанесения маркировки
Рисунок 9 - Пример расположения места нанесения маркировки на готовую панель
5.7 Упаковка
5.7.1 Во время производства на наружные и внутренние облицовки панелей наносят полиэтиленовую пленку для защиты на период хранения, транспортирования и монтажа. При температуре выше минус 5°С защитная пленка с изделия должна быть снята немедленно после монтажа, но в любом случае не позднее чем через 60 дней с момента производства панели, во избежание спекания пленки с полимерным покрытием под воздействием прямых солнечных лучей. Запрещено снимать пленку при более низкой температуре.
5.7.2 Панели упаковывают раздельно по типам и размерам. Упаковку панелей в транспортные пакеты осуществляет изготовитель. Различают транспортные пакеты для доставки автомобильным и железнодорожным (или водным) транспортом. Примеры упаковки и строповки панелей в пакеты приведены в приложении Б. Допускаются другие виды упаковки, которые защищают пакеты от воздействия внешней среды и повреждений на период транспортирования и хранения.
6 Правила и методы верификации закупленной продукции/материалов для изготовления панелей
6.1 Правила верификации закупленных компонентов панелей
6.1.1 Каждую партию рулонного проката следует сопровождать документом изготовителя тонколистового рулонного проката, оформленным в соответствии с требованиями нормативных документов на поставку металлопродукции с обязательным указанием размеров, номинальной толщины металлопроката, класса металлического покрытия, типа и физико-механических свойств полимерного покрытия.
6.1.2 Отбор образцов рулонного проката осуществляют методом по 6.2.1, отбор образцов минеральной ваты - по 6.3.2.
6.1.3 Если при верификации контролируемая партия проката или минеральной ваты хотя бы по одному из показателей не отвечает требованиям настоящего стандарта, проводятся повторные испытания на удвоенном числе образцов. При повторном получении неудовлетворительных результатов партию бракуют.
6.1.4 Показатели, технические характеристики и физико-механические свойства, контролируемые при типовых и верификационных испытаниях компонентов панелей, приведены в таблице 10.
Таблица 10 - Контролируемые показатели компонентов панелей
Компонент панели | Наименование показателя | Вид испытаний и метод контроля | |
типовые | верификационные | ||
Металлопрокат | Механические свойства проката (предел текучести) | По сертификату изготовителя | По сертификату изготовителя |
Толщина металлической основы проката | По 6.2.2 | По сертификату изготовителя | |
Масса цинкового покрытия | По сертификату изготовителя | По сертификату изготовителя | |
Толщина полимерного покрытия | По 6.2.3 | По сертификату изготовителя | |
Качество покрытия лицевой стороны (адгезия, изгиб) | По 6.2.5 | По 6.2.5 | |
Цветовое различие | По 6.2.6 | По 6.2.6 | |
Качество покрытия обратной стороны (адгезия) | По 6.2.5 | По 6.2.5 | |
Сердечник | Линейные размеры | По 6.3.4 | По 6.3.4 |
Внешний вид | По 6.3.5 | По 6.3.5 | |
Правильность геометрической формы | По 6.3.6 | По 6.3.6 | |
Плотность | По 6.3.7 | По 6.3.7 | |
Влажность | По сертификату изготовителя | По сертификату изготовителя | |
Теплопроводность | По сертификату изготовителя | По сертификату изготовителя | |
Предел прочности при растяжении | По 6.3.9 | По 6.3.9 | |
Предел прочности при сжатии | По 6.3.10 | По 6.3.10 | |
Предел прочности при срезе | По 6.3.11 | По 6.3.11 | |
Модуль упругости при растяжении | По А.4.2.4, приложение А | По А.4.2.4, приложение А | |
Модуль упругости при сжатии | По А.4.2.2, приложение А | По А.4.2.2, приложение А | |
Модуль сдвига при срезе | По 6.3.11 | По 6.3.11 | |
Содержание органических веществ | По сертификату изготовителя | По сертификату изготовителя | |
Клеевой состав | Предел прочности при растяжении склеенных облицовок | По 6.4.1 | По 6.4.1 |
| |||
6.1.5 Периодичность и порядок проведения испытаний устанавливаются инструкцией изготовителя. Периодические испытания проводятся в лаборатории изготовителя или в аттестованных лабораториях других организаций.
6.2 Верификация рулонного проката
6.2.1 Верификации подвергают один рулон из партии поставки.
6.2.2 Контроль толщины металлической основы проката с учетом всех покрытий проводят микрометром.
6.2.3 Толщину защитно-декоративного покрытия контролируют по ГОСТ 34180 или электронным цифровым толщиномером.
6.2.4 Массу цинкового покрытия определяют по сертификату изготовителя проката и контролируют в соответствии с ГОСТ 14918 или электронным цифровым толщиномером.
6.2.5 Адгезию после вытяжки, прочность полимерного покрытия при Т-изгибе на 180° контролируют по ГОСТ 34180.
6.2.6 Цветовое различие между рулонами одной партии определяют в соответствии с ГОСТ 34180-2017, приложение Ж.
6.3 Верификация сердечника (плит и ламелей из минеральной ваты)
6.3.1 Верификацию и испытание плит из минеральной ваты следует проводить в отапливаемом помещении с температурой (23±5)°С и влажностью (50±5)%.
6.3.2 Для испытаний отбирают не менее трех плит и ламелей для партии объемом до 280 м и не менее пяти плит и ламелей - для партии объемом более 280 м
. Партией считают плиты одной марки, вида, типа и размеров, изготовленные в течение одной смены.
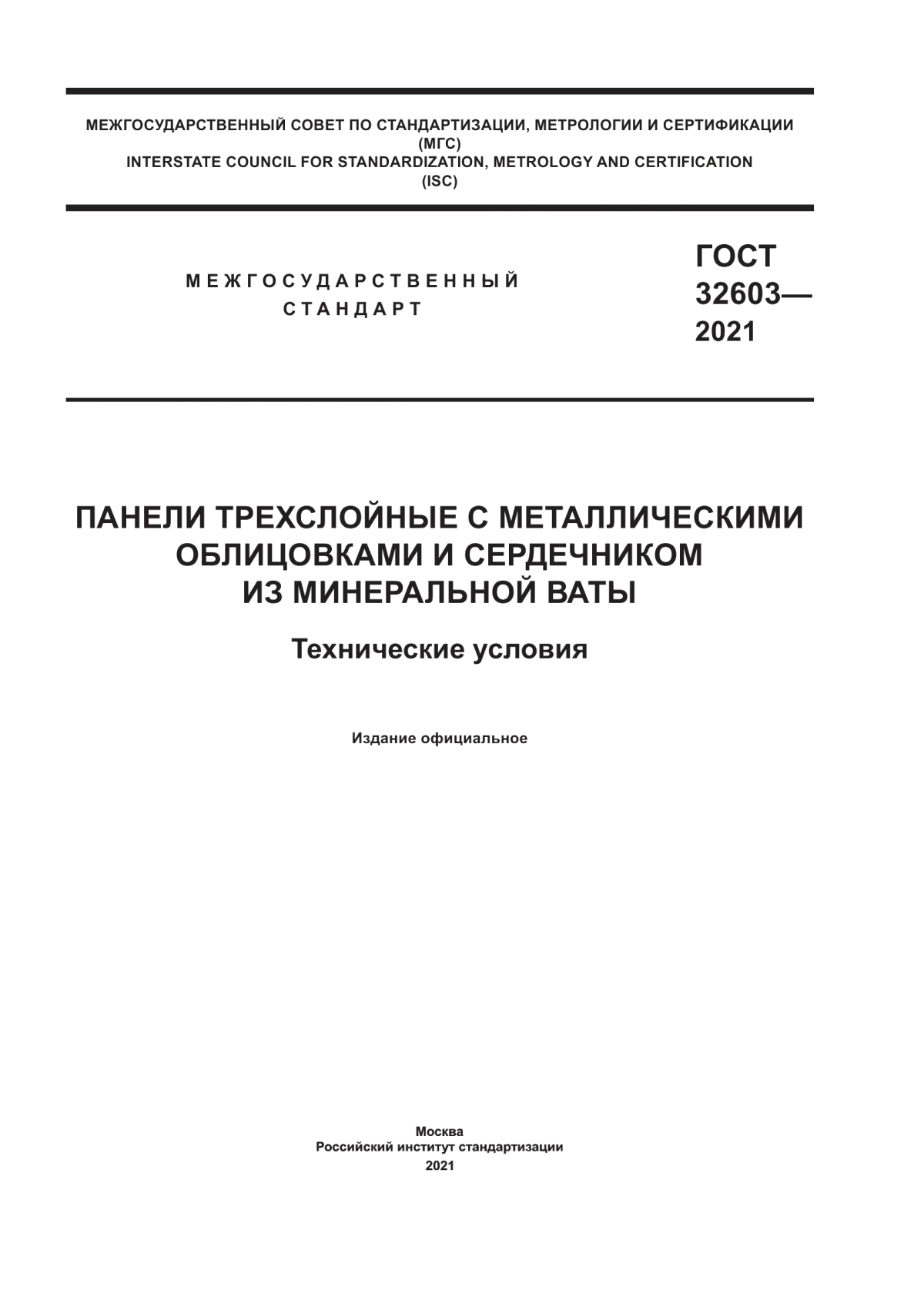
6.3.3 Раскрой плит и ламелей следует проводить с использованием механической мелкозубцовой пилы. Схема раскроя плит из минеральной ваты на ламели и образцы для испытаний приведена на рисунке 10.
6.3.4 Измерения линейных размеров плит и ламелей из минеральной ваты проводят в соответствии с требованиями ГОСТ 32314-2012, пункты 4.2.2, 4.2.3.
6.3.5 Контроль внешнего вида плит и ламелей из минеральной ваты проводят в соответствии с требованиями ГОСТ 17177-94, раздел 5.
6.3.6 Правильность геометрической формы плит и ламелей из минеральной ваты проводят в соответствии с требованиями ГОСТ 32314-2012, пункты 4.2.4, 4.2.5.
6.3.7 Определение плотности плит из минеральной ваты проводят в соответствии с требованиями ГОСТ 17177-94, раздел 7.
6.3.8 Определение влажности плит из минеральной ваты проводят в соответствии с требованиями ГОСТ 17177-94 (раздел 8) у изготовителя плит из минеральной ваты.
6.3.9 Предел прочности при растяжении образцов плит и ламелей из минеральной ваты определяют в соответствии с требованиями ГОСТ 17177-94 (приложение Е) со следующими изменениями:
6.3.9.1 Образцы для испытаний вырезают из плит и ламелей в форме куба с размерами ребра (100±1) мм.
6.3.9.2 Две жесткие плоские пластины, приклеиваемые к нагружаемым торцам образцов (см. рисунок 11), имеют форму квадрата со стороной (100±1) мм.
6.3.9.3 Образцы до приклеивания пластин располагают таким образом, чтобы лицевые грани исходной плиты находились в вертикальной плоскости.
|
1 - образец для испытаний на плотность (размерами 500х500х100 мм); 2 - образец для испытаний на сдвиг (размерами 700х100х100 мм); 3 - образец для испытаний на сжатие (размерами 100х100х100 мм); 4 - образец для испытаний на разрыв (размерами 100х100х100 мм); 5 - линии распила плиты на ламели
Рисунок 10 - Схема раскроя плит из минеральной ваты
6.3.9.4 Для приклеивания пластин допускается применять любые клеевые составы, обеспечивающие достаточную прочность сцепления образцов с пластинами.
6.3.10 Предел прочности при сжатии образцов плит и ламелей определяют в соответствии с требованиями ГОСТ 17177-94 (раздел 14) и с размещением образца в форме куба с размером ребра (100±1) мм в испытательной машине таким образом, чтобы лицевые грани исходной плиты находились в вертикальной плоскости.
|

1 - испытание на растяжение; 2 - испытание на сжатие; 3 - жесткая пластина; 4 - клеевой слой; 5 - расположение волокон; 6 - образец, вырезанный из плиты
Рисунок 11 - Образец для испытаний на растяжение и сжатие
6.3.11 Определение предела прочности и модуля сдвига при срезе для ламелей проводят на испытательной машине с измерением значения нагрузки с погрешностью не менее 1%. При испытании образца используют:
- штангенциркуль с пределом допускаемой погрешности измерений ±0,1 мм по ГОСТ 166;
- металлическую линейку по ГОСТ 427;
- держатель образца и режущую пластину, соединенную с подвижной траверсой машины, изображенные на рисунке 13.
6.3.11.1 Размеры образца, вырезанного из плиты:
- длина - (700±1) мм;
- ширина - (100±1) мм;
- высота - (100±1) мм.
6.3.11.2 При испытании держатель образца устанавливают на неподвижную траверсу машины таким образом, чтобы ось образца совпадала с осью приложения нагрузки, а режущая пластина свободно входила в держатель. Зазор между сторонами режущей пластины и корпусом держателя должен составлять не более 2,5 мм по коротким сторонам пластины и не более 1 мм - по длинным сторонам.
6.3.11.3 Образец помещают в держатель так, чтобы волокна минеральной ваты располагались вдоль действия нагрузки. Зазоры между образцом и стенками держателя заполняют деревом, фанерой и т.п. Испытания ведут при скорости нагружения образца 20 мм/мин до разрушения.
6.3.11.4 Предел прочности образца ламели при срезе определяют по следующей формуле и графику нагружения (см. рисунок 12):
![]() , (1)
, (1)
где - усилие при разрушении образца, Н;
h - высота образца, равная (100±1) мм;
B - ширина образца, равная (100±1) мм.
6.3.11.5 Модуль сдвига образца ламели при срезе определяют по следующей формуле и графику нагружения (см. рисунок 12):
![]() , (2)
, (2)
где - значение силы, соответствующее линейной деформации, Н;
- линейная деформация, мм;
h - высота образца, равная (100±1) мм.
|

1 - нагрузка; 2 - деформация; - разрушающее касательное напряжение образца ламели при срезе, Н/мм
;
- модуль сдвига образца ламели при срезе, Н/мм
;
- усилие при разрушении образца, Н;
- значение силы, соответствующее линейной деформации, Н;
- линейная деформация, мм; h - высота образца, равная (100±1) мм; B - ширина образца, равная (100±1) мм
Рисунок 12 - График нагружения образца панели
|

1 - режущая пластина; 2 - держатель образца; 3 - образец; 4 - опора; 5 - замыкающая пластина
Рисунок 13 - Схема устройства для определения предела прочности образца при испытании на сдвиг
6.3.12 Определение содержания органических веществ проводят в соответствии с требованиями ГОСТ 17177-94 (раздел 11) у изготовителя плит из минеральной ваты.
6.4 Верификация клеевого состава
6.4.1 Верификацию клеевого состава осуществляют испытанием на растяжение двух склеенных обратной стороной образцов облицовок размером 50х50 мм. Поверхности очищают от загрязнений и обезжиривают. Клеевой состав смешивают и выдерживают в пропорции по данным изготовителя. Образцы соединяют и выдерживают в течение 12 ч под нагрузкой 10 Н. Векторы разрывающей силы должны быть на одной прямой, эксцентриситеты не допускаются. Прочность склеивания определяют испытанием на разрыв образцов с использованием универсальной испытательной машины со скоростью нагружения 20 Н/мин. Предел прочности клеевого соединения при испытании на разрыв образцов облицовок, склеенных обратной стороной, должен быть не менее 0,3 МПа. Схема испытания показана на рисунке 14.
|

1 - разрывающее усилие; 2 - клеевой слой между пластиной и верхним образцом облицовки; 3 - жесткая пластина; 4 - клеевой слой между пластиной и нижним образцом облицовки; 5 - верхний образец облицовки; 6 - клеевой слой между образцами облицовок; 7 - нижний образец облицовки
Рисунок 14 - Образец для испытаний клеевого состава
7 Контроль и приемка готовых панелей
7.1 Правила приемки готовых панелей
7.1.1 Выходной контроль готовых панелей проводят партиями. Состав и размер партии устанавливаются соглашением сторон при заказе. Партией считают панели с одинаковыми характеристиками (класс панели, цвет и тип покрытия, номинальная толщина панели, рабочая ширина панели, вид профилирования облицовок, класс замка, материал облицовки, тип панели), изготовленные по одному заказу, отгружаемые потребителю в один адрес и сопровождаемые одним документом о качестве.
7.1.2 Приемку готовой продукции осуществляют по результатам технического контроля показателей по одной готовой панели (образцу). При получении неудовлетворительных результатов контроля хотя бы по одному показателю качества по нему проводят повторный контроль на удвоенном количестве изделий, отобранных от той же партии. Количество образцов (панелей) каждый раз удваивают, пока не будут получены удовлетворительные результаты для каждого образца, подверженного контролю.
7.1.3 Основные контролируемые характеристики готовых панелей, предназначенных для типовых и выходных испытаний, представлены в таблице 11.
Таблица 11 - Контролируемые показатели готовых панелей
Наименование показателя | Вид испытаний и метод контроля | ||
типовые | выходные | ||
Внешний вид | Зазоры и вырывы утеплителя | По 7.2.1 | По 7.2.1 |
Дефекты внешнего вида | По 7.2.2 | По 7.2.2 | |
Цветовое различие облицовок | По 7.2.3 | По 7.2.3 | |
Геометрические | Длина | По 7.3.2 | По 7.3.2 |
характеристики | Рабочая ширина | По 7.3.3 | По 7.3.3 |
Толщина | По 7.3.4 | По 7.3.4 | |
Косина реза | По 7.3.5 | По 7.3.5 | |
Отклонение от прямоугольности торцов | По 7.3.6 | - | |
Отклонение от прямолинейной продольной кромки | По 7.3.7 | - | |
Прогиб | По 7.3.8 | - | |
Смещение продольных кромок облицовок | По 7.3.9 | По 7.3.9 | |
Отклонения от плоскостности | По 7.3.10 | По 7.3.10 | |
Отклонение кромки свободного гофра | По 7.3.11 | По 7.3.11 | |
Зазор по сердечнику между панелями | По 7.3.12 | По 7.3.12 | |
Прочностные характеристики | Для готовых панелей: несущая способность | По 7.5 | - |
Для образцов, вырезанных из готовых панелей: | По А.4.2, приложение А | По А.4.2, приложение А | |
| |||
7.1.4 Периодичность и порядок проведения испытаний устанавливаются инструкцией изготовителя. Периодические испытания проводятся в лаборатории изготовителя или в аттестованных лабораториях других организаций.
7.2 Контроль внешнего вида панелей
7.2.1 Контроль внешнего вида поверхности и кромок проводят визуальным осмотром без применения увеличительных приборов под прямым углом с расстояния не менее 1 м.
7.2.2 Зазоры и вырывы сердечника измеряют штангенциркулем.
7.2.3 Цветовое различие облицовок готовых панелей проверяют по ГОСТ 34180-2017, приложение Ж.
7.3 Контроль геометрических размеров готовых панелей
Контроль проводят по показателям, приведенным в таблице 11.
7.3.1 При контроле геометрических размеров панелей должен быть использован следующий измерительный инструмент:
- штангенциркуль с пределом допускаемой погрешности измерений ±0,1 мм по ГОСТ 166;
- металлическая линейка по ГОСТ 427;
- металлическая рулетка с ценой деления 1 мм по ГОСТ 7502 с точностью измерения ±1 мм;
- щупы.
7.3.2 Длину панели измеряют вдоль центральной оси панели металлической рулеткой. Схема измерений показана на рисунке 15.
|

Рисунок 15 - Схема измерения длины панели
7.3.3 Рабочую ширину панели следует измерять металлической рулеткой в соответствии с требованиями рабочих чертежей изготовителя в двух сечениях по линиям, расположенным на расстоянии 200 мм от концов панелей, и по центру панели. Схема измерений для кровельных панелей показана на рисунке 16а, для стеновых панелей - на рисунке 16б.
|

Рисунок 16 - Схема измерения рабочей ширины панели
7.3.4 Измерение номинальной толщины панели H и высоты глубоко профилированной облицовки проводят штангенциркулем в трех сечениях панели, по краям на расстоянии 40 мм от концов панели и по линии на расстоянии не менее 100 мм от продольных краев и в середине панели. Измеряемая толщина является расстоянием между наружными поверхностями стальных облицовок, исключая трапециевидный профиль кровельной панели. Схема измерений толщины кровельной и стеновой панелей показана на рисунке 17.
(Поправка).
|

Рисунок 17* - Схема измерения толщины панели
________________
* Поправка
7.3.5 Косину реза панелей определяют по разности измеренных на панели диагоналей
и
со стороны внутренней облицовки металлической рулеткой. Схема измерений показана на рисунке 18.
|

Рисунок 18 - Схема измерения косины реза панели
7.3.6 Отклонение от прямого угла торца панели в плане обозначают S и измеряют поверочным угольником по ГОСТ 3749 и линейкой (рулеткой). Схема измерений показана на рисунке 19.
|

Рисунок 19 - Схема измерения отклонения от прямоугольности торцов
7.3.7 Отклонение от прямолинейности продольной кромки в плоскости панели (серповидность) - это расстояние от прямой продольной теоретической линии, проведенной между одноименными точками по торцам боковой поверхности панели с одной ее стороны до той же точки боковой поверхности в середине пролета. Серповидность измеряют с использованием струны, натягиваемой вдоль панели по двум одинаковым точкам кромки профиля гофра и линейки. Точки приложения струны должны отстоять на 200 мм от края панели. Схема измерения серповидности показана на рисунке 20.
|

1 - теоретическая линия кромки профиля
Рисунок 20 - Схема измерения серповидности
7.3.8 Прогиб панели по направлению, перпендикулярному к плоскости панели, измеряют на плоском основании линейкой. Схема измерения прогиба панели показана на рисунке 21.
|

Рисунок 21 - Схема измерения прогиба панели
7.3.9 Смещение продольных кромок металлических листов облицовок относительно друг друга (см. рисунок 22) измеряют металлическим угольником, штангенциркулем или щупом в трех точках по длине панели. Угольник прикладывают к кромке одного из листов и измеряют расстояние между угольником и кромкой другого листа.
|

Рисунок 22 - Схема измерения смещения продольных кромок
7.3.10 Отклонения от плоскостности (волнистость или вмятины) I металлической облицовки панели определяют по наибольшему значению зазора между прилегающей к поверхности панели стальной линейкой длиной 1 м и панелью. Измерения проводят (см. рисунок 23) штангенциркулем или щупом на расстоянии 100 мм от торцевых кромок в любой части панели в продольном или поперечном направлении.
|

1 - длина или ширина панели
Рисунок 23 - Схема измерения отклонения от плоскостности
7.3.11 Отклонение кромки свободного гофра нахлесточного стыка кровельной панели контролируют по требованию потребителя только в случае, когда в стыке панели не применяют герметизирующие составы. Волнистость f свободной кромки (см. рисунок 24) измеряют с использованием поверочной линейки длиной 500 мм и набора щупов.
|

Рисунок 24 - Схема измерения отклонения кромки свободного гофра стыка
7.3.12 Зазор по сердечнику между панелями в монтажном положении, а также отклонение от номинального значения зазора облицовок в монтажном положении измеряют штангенциркулем (см. рисунок 25).
|

Рисунок 25 - Схема измерения зазора по сердечнику в монтажном положении и отклонения от номинального значения зазора облицовок в монтажном положении
7.4 Контроль прочностных характеристик образцов, вырезанных из готовых панелей
7.4.1 Определение предела прочности и модуля упругости при сжатии на образцах размерами 100100
H мм, вырезанных из панели, следует проводить в соответствии с приложением А.
7.4.2 Определение предела прочности и модуля упругости при растяжении на образцах размерами 100100
H мм, вырезанных из панелей, следует проводить в соответствии с приложением А.
7.4.3 Определение предела прочности на срез и модуля сдвига сердечника в образцах размерами 1100250
H мм, вырезанных из панелей при поперечном четырехточечном изгибе, следует проводить в соответствии с приложением А.
7.5 Контроль прочностных характеристик готовых панелей
Отбор образцов для типового контроля прочностных свойств готовых панелей проводят согласно таблице 12. При поперечном изгибе образцов с рабочей шириной 1000 мм, толщиной 100, 150 и 200 мм значения несущей способности для панелей 1-го и 2-го классов берут согласно таблицам 7 и 8.
Таблица 12 - Отбор образцов готовых панелей для типового контроля
Толщина панели, мм | Стеновая панель длиной 6000 мм | Кровельная панель длиной 6000 мм |
1 пролет | 2 пролета | |
100 | + | + |
150 | + | + |
200 | + | + |
7.6 Контроль теплотехнических характеристик панелей
Контроль сопротивления теплопередачи панелей выполняют по результатам расчетов по нормативным документам, действующим в странах, принявших настоящий стандарт*.
_______________
* В Российской Федерации действует ГОСТ Р 54851-2011 "Конструкции строительные ограждающие неоднородные. Расчет приведенного сопротивления теплопередачи".
7.7 Контроль огнестойкости панелей
Огнестойкость панелей определяют по ГОСТ 30247.1. Испытания панелей проводят в специализированной аккредитованной организации.
7.8 Контроль пожарной опасности панелей
Класс пожарной опасности определяют по ГОСТ 30403. Испытания панелей проводят в специализированной аккредитованной организации.
8 Требования техники безопасности и охраны окружающей среды
8.1 Требования техники безопасности и охраны окружающей среды, а также порядок их контроля устанавливают в документации на производство изделий в соответствии с нормативными документами и другими документами, утвержденными органами по охране окружающей среды и природных ресурсов.
8.2 Панели, изготовленные в соответствии с требованиями настоящего стандарта, не оказывают вредного воздействия на организм человека и окружающую среду и в процессе эксплуатации не выделяют токсичных веществ в окружающую среду.
8.3 Производственные помещения должны быть оборудованы приточно-вытяжной вентиляцией, обеспечивающей предельно допустимую концентрацию (ПДК) вредных веществ в воздухе рабочей зоны по ГОСТ 12.1.005 с учетом однонаправленного действия.
8.4 Параметры микроклимата на рабочих местах должны соответствовать требованиям ГОСТ 12.1.005.
8.5 Работники организации, занятые на производстве панелей, для защиты органов дыхания должны применять респиратор ШБ-1 "Лепесток" по ГОСТ 12.4.028, марлевые повязки и другие противопылевые респираторы, для защиты кожных покровов - спецодежду, перчатки в соответствии с типовыми нормами, для защиты глаз - очки.
8.6 Работники организации, занятые на производстве панелей, должны проходить предварительные (при поступлении на работу) и периодические медицинские осмотры в соответствии с требованиями действующих санитарных норм, а также инструктаж по технике безопасности и обучение на рабочем месте.
8.7 При производстве панелей должны соблюдаться требования пожарной безопасности по ГОСТ 12.1.004.
9 Транспортирование и хранение
9.1 Транспортные пакеты в упаковке изготовителя транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на каждом виде транспорта.
9.2 Транспортирование пакетов зависит от габаритов автотранспорта.
9.3 При перевозке панелей запрещается установка других грузов на поверхность транспортируемых пакетов. Если при отгрузке изготовителем в кузове, вагоне или контейнере, в которых перевозят панели, располагается какой-либо другой груз, то необходимо, чтобы он был отделен щитом от панелей и надежно закреплен в кузове (как сам, так и его части в упаковке). Перевозка незакрепленных грузов, которые могут иметь контакт с панелями, не допускается, кроме мягких утеплителей в рулонах, имеющих индивидуальную упаковку.
9.4 Панели следует хранить в упаковке изготовителя, обеспечивающей защиту от атмосферных воздействий, с соблюдением установленных мер противопожарной безопасности не более двух месяцев с момента производства.
9.5 Допускается кратковременное (не более одного месяца) хранение под открытым небом при условии сохранности упаковки изготовителя и защиты транспортного пакета от попадания на верхнюю панель прямых солнечных лучей. Рекомендуется укрывать пакеты брезентом таким образом, чтобы была возможность достаточного проветривания пакетов.
9.6 При складировании транспортные пакеты необходимо устойчиво укладывать на ровную площадку, имеющую уклон для отвода дождевых и талых вод. В зимний период времени во избежание вмерзания и скольжения по площадке пакеты укладывают на деревянные подкладки или поддоны с шагом не более 1,5 м. Высота штабеля не должна превышать 2,7 м (не более трех транспортных пакетов по высоте). Запрещается установка второго или третьего пакета в случае, когда их длина превышает длину верхней панели нижнего пакета. Транспортные пакеты необходимо устанавливать с небольшим уклоном 2%-3% для свободного стока с них воды.
9.7 Все транспортные пакеты следует складировать по заказам, маркам и очередности подачи на отгрузку или монтаж. Маркировка изготовителя должна быть доступной для прочтения. В случае необходимости маркировку следует дублировать на открытых для обзора поверхностях пакета.
9.8 При погрузочно-разгрузочных работах следует поднимать только по одному транспортному пакету, запрещается поднимать несколько пакетов. Транспортные пакеты не допускается толкать и тащить волоком.
9.9 Запрещается ходить по транспортным пакетам или панелям.
9.10 Для погрузки и разгрузки пакетов панелей рекомендуется использовать автопогрузчики грузоподъемностью не менее 5 т.
Допускается поднимать транспортные пакеты:
- длиной до 6 м - фронтальным погрузчиком;
- длиной до 14 м - боковым.
9.11 Для погрузки и разгрузки пакетов панелей применяют также краны, лебедки или другие грузоподъемные механизмы (грузоподъемность - не менее 5 т) со специальными металлическими траверсами различной длины с максимальным пролетом между подвесами до 3,5 м, с использованием обрезиненных прокладок (распорок) с упорами. В исключительных случаях (при длине панелей до 6 м) допускается разгрузка с использованием обрезиненных прокладок (распорок) с упорами без применения траверсы.
9.12 При погрузочно-разгрузочных работах следует применять только текстильные стропы, применение стальных канатов или цепей не допускается. В местах подвеса под пакет устанавливают деревянные обрезиненные распорки с упорами или обрезиненные металлические профили (швеллеры), ширина опорной части прокладки должна быть не менее 150 мм, выступающая часть за габарит пакета - не менее 50 мм. Во избежание повреждений продольных кромок панелей при подъеме упаковки ветви стропов не должны обхватывать или воздействовать на верхние панели пакета, что должно обеспечиваться конструкцией траверсы или распорками. Пример строповки приведен в приложении Б.
9.13 Во время зачаливания текстильных стропов необходимо уделять особое внимание положению центра тяжести упаковки с панелями относительно оси траверсы и грузоподъемного механизма. При этом не допускается значительный перевес поднимаемого пакета в какую-либо сторону. Для стабилизации пакетов и отдельных панелей при подъеме используют капроновый трос диаметром не менее 4 мм.
10 Гарантии изготовителя
10.1 Изготовитель должен гарантировать соответствие качества панелей требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
10.2 Правовой основой настоящих гарантийных обязательств является действующее законодательство.
10.3 Гарантийный срок службы устанавливается изготовителем и должен быть не менее значений, указанных в таблице 13.
Таблица 13 - Гарантийные сроки на готовые панели
Класс панелей | Конструкционная целостность | Внешний вид |
1-й | 3 года | 5 лет |
2-й | 1 год | 3 года |
| ||
11 Подтверждение соответствия
11.1 Подтверждение соответствия следует проводить в виде сертификации, которую проводят по нормативным документам, действующим в странах, принявших настоящий стандарт*.
_______________
* В Российской Федерации действует ГОСТ Р 53603-2020 "Оценка соответствия. Схемы сертификации продукции в Российской Федерации", схема сертификации 1 с (для серийно выпускаемой продукции с проведением анализа состояния производства).
11.2 Показатели, по которым осуществляют процесс сертификации панелей, приведены в таблицах 14 и 15.
Таблица 14 - Показатели для проверки панелей 1-го класса при сертификации
Контролируемый показатель для определения класса | Метод контроля | Требуемое значение показателя для панели 1-го класса | Фактическое значение показателя | Заключение о соответствии (соответствует/ не соответствует) | ||
1 | Металло- | Номинальная толщина проката с полимерным покрытием, мм, не менее | Сертификат изготовителя | 0,5 | ||
2 | Масса горячего цинкового покрытия | Сертификат изготовителя | 140 | |||
3 | Тип полимерного покрытия для горячеоцинкованного проката | Сертификат изготовителя | ПУ, ПВХ, ПЭ, ПВДФ | |||
4 | Сердечник | Предел прочности при растяжении, Н/мм | 6.3.9 | 0,1 | ||
5 | Предел прочности при сжатии, Н/мм | 6.3.10 | 0,06 | |||
6 | Предел прочности при срезе, Н/мм | 6.3.11 | 0,05 | |||
7 | Модуль упругости при растяжении, Н/мм | А.4.2.4, приложение А | 4,0 | |||
8 | Модуль упругости при сжатии, Н/мм | А.4.2.2, приложение А | 4,0 | |||
9 | Модуль сдвига при срезе, Н/мм | А.4.2.6, приложение А | 1,4 | |||
10 | Плотность (рекомендуемая), кг/м | 6.3.7 | 105 | |||
11 | Теплопроводность расчетная | Сертификат изготовителя | 0,045 | |||
12 | Теплопроводность расчетная | Сертификат изготовителя | 0,042 | |||
13 | Готовые панели | Предел прочности на растяжение, Н/мм | А.4.2.3, приложение А | 0,07 | ||
14 | Предел прочности на сжатие, Н/мм | А.4.2.1, приложение А | 0,06 | |||
15 | Предел прочности при сдвиге, Н/мм | А.4.2.5, приложение А | 0,05 | |||
16 | Модуль упругости при растяжении, Н/мм | А.4.2.4, приложение А | 4,0 | |||
17 | Модуль упругости при сжатии, Н/мм | А.4.2.2, приложение А | 4,0 | |||
18 | Модуль сдвига, Н/мм | А.4.2.6, приложение А | 2,0 | |||
19 | Разрушающая нагрузка для стеновых панелей, кгс/м | |||||
- H = 100 мм, длина 6 м, 1 пролет | 7.5 | 80 | ||||
- H = 150 мм, длина 6 м, 1 пролет | 140 | |||||
- H = 200 мм, длина 6 м, 1 пролет | 170 | |||||
20 | Разрушающая нагрузка для кровельных панелей, кгс/м | 1 | ||||
- H = 100 мм, длина 6 м, 2 пролета | 7.5 | 180 | ||||
- H = 150 мм, длина 6 м, 2 пролета | 300 | |||||
- H = 200 мм, длина 6 м, 2 пролета | 340 | |||||
21 | Внешний вид панелей | Глубина вмятин и вырывов сердечника по продольным и торцевым граням, мм, не более | 7.2.2 | 5 | ||
22 | Площадь вмятин и вырывов сердечника по продольным и торцевым граням, мм | 7.2.2 | 100 | |||
23 | Торцевой зазор между ламелями по длине панели, мм, не более | 5.2.2.7 | 3 | |||
24 | Боковой зазор между ламелями по ширине панели, мм, не более | 5.2.2.7 | 1 | |||
25 | Максимальный размер капель клея на замковом соединении в поперечнике, мм, не более | 5.4.2.6 | 4 | |||
26 | Предельные показатели | Длина, мм, не более: | ||||
- при длине панелей до 6000 мм | 7.3.2 | ±3,0 | ||||
- при длине панелей св. 6000 мм | ±5,0 | |||||
27 | Рабочая ширина, мм, не более | 7.3.3 | ±2,0 | |||
28 | Номинальная толщина, мм, не более | 7.3.4 | ±4,0 | |||
29 | Высота гофров кровельной панели, мм | 7.3.4 | ±1,0 | |||
30 | Косина реза, мм, не более: | |||||
- при длине панелей до 6000 мм | 7.3.5 | ±4,0 | ||||
- при длине панелей св. 6000 мм | ±6,0 | |||||
31 | Прямоугольность торцов, мм, не более: | |||||
- при ширине панелей до 1 м | 7.3.6 | ±5,0 | ||||
- при ширине панелей св. 1 м | ±6,0 | |||||
32 | Прямолинейность продольных кромок, мм, не более: | |||||
- на 1 м длины панели | 7.3.7 | ±2,0 | ||||
- на всю длину панели | ±5,0 | |||||
33 | Изгиб панели на плоском основании, мм, не более: | |||||
- на 1 м длины панели | 7.3.8 | ±1,0 | ||||
- на всю длину панели | ±5,0 | |||||
34 | Смещение продольных кромок, мм, не более | 7.3.9 | ±1,5 | |||
35 | Неплоскостность облицовок на 1 м длины, мм, не более | 7.3.10 | 0 | |||
36 | Волнистость свободной кромки, мм, не более | 7.3.11 | ±3,0 | |||
37 | Зазор в монтажном положении по сердечнику, мм, не более | 7.3.12 | 0 | |||
38 | Зазор в монтажном положении для наружных облицовок, мм, не более | 7.3.12 | 0 | |||
39 | Зазор в монтажном положении для внутренних облицовок, мм, не более | 7.3.12 | 0 | |||
40 | Наличие сертификата (ГОСТ ISO 9001) | Сертификат | Наличие | |||
Заключение о соответствии панели 1-му классу | ||||||
| ||||||
Таблица 15 - Показатели для проверки панелей 2-го класса при сертификации
Контролируемый показатель для определения класса | Метод контроля | Требуемое значение показателя для панели 2-го класса | Фактическое значение показателя | Заключение о соответствии (соответствует/не соответствует) | ||
1 | Металло- | Номинальная толщина проката с полимерным покрытием, мм, не менее | Сертификат изготовителя | 0,45 | ||
2 | Масса горячего цинкового покрытия | Сертификат изготовителя | 100 | |||
3 | Тип полимерного покрытия для горячеоцинкованного проката | Сертификат изготовителя | ПУ, ПВХ, ПЭ, ПВДФ | |||
4 | Масса электролитического цинкового покрытия | Сертификат изготовителя | 43 | |||
5 | Тип полимерного покрытия для электролитически оцинкованного проката | Сертификат изготовителя | ЭП, АК, ПЛ, УР, ФП, ХВ | |||
6 | Сердечник | Предел прочности при растяжении, Н/мм | 6.3.9 | 0,08 | ||
7 | Предел прочности при сжатии, Н/мм | 6.3.10 | 0,05 | |||
8 | Предел прочности при срезе, Н/мм | 6.3.11 | 0,04 | |||
9 | Модуль упругости при растяжении, Н/мм | А.4.2.4, приложение А | 3,5 | |||
10 | Модуль упругости при сжатии, Н/мм | А.4.2.2, приложение А | 2,7 | |||
11 | Модуль сдвига при срезе, Н/мм | А.4.2.6, приложение А | 0,9 | |||
12 | Плотность (рекомендуемая), кг/м | 6.3.7 | 95 | |||
13 | Теплопроводность расчетная | Сертификат изготовителя | 0,045 | |||
14 | Теплопроводность расчетная | Сертификат изготовителя | 0,042 | |||
15 | Готовые панели | Предел прочности на растяжение, Н/мм | А.4.2.3, приложение А | 0,07 | ||
16 | Предел прочности на сжатие, Н/мм | А.4.2.1, приложение А | 0,05 | |||
17 | Предел прочности при сдвиге, Н/мм | А.4.2.5, приложение А | 0,04 | |||
18 | Модуль упругости при растяжении, Н/мм | А.4.2.4, приложение А | 3,5 | |||
19 | Модуль упругости при сжатии, Н/мм | А.4.2.2, приложение А | 2,7 | |||
20 | Модуль сдвига, Н/мм | А.4.2.6, приложение А | 1,7 | |||
21 | Разрушающая нагрузка для стеновых панелей, кгс/м | |||||
- H = 100 мм, длина 6 м, 1 пролет | 7.5 | 60 | ||||
- H = 150 мм, длина 6 м, 1 пролет | 120 | |||||
- H = 200 мм, длина 6 м, 1 пролет | 140 | |||||
22 | Внешний вид панелей | Глубина вмятин и вырывов сердечника по продольным и торцевым граням, мм, не более | 7.2.2 | 5 | ||
23 | Площадь вмятин и вырывов сердечника по продольным и торцевым граням, мм | 7.2.2 | 100 | |||
24 | Торцевой зазор между ламелями по длине панели, мм, не более | 5.2.2.7 | 3 | |||
25 | Боковой зазор между ламелями по ширине панели, мм, не более | 5.2.2.7 | 1 | |||
26 | Максимальный размер капель клея на замковом соединении в поперечнике, мм, не более | 5.4.2.6 | 4 | |||
27 | Предельные показатели | Длина, мм, не более: | ||||
- при длине панелей до 6000 мм | 7.3.2 | ±5,0 | ||||
- при длине панелей св. 6000 мм | ±7,0 | |||||
28 | Рабочая ширина, мм, не более | 7.3.3 | ±3,0 | |||
29 | Номинальная толщина, мм, не более | 7.3.4 | ±5,0 | |||
30 | Высота гофров кровельной панели, мм | 7.3.4 | ±2,0 | |||
31 | Косина реза, мм, не более: | |||||
- при длине панелей до 6000 мм | 7.3.5 | ±6,0 | ||||
- при длине панелей св. 6000 мм | ±8,0 | |||||
32 | Прямоугольность торцов, мм, не более: | |||||
- при ширине панелей до 1 м | 7.3.6 | ±7,0 | ||||
- при ширине панелей св. 1 м | ±8,0 | |||||
33 | Прямолинейность продольных кромок, мм, не более: | |||||
- на 1 м длины панели | 7.3.7 | ±2,0 | ||||
- на всю длину панели | ±5,0 | |||||
34 | Изгиб панели на плоском основании, мм, не более: | |||||
- на 1 м длины панели | 7.3.8 | ±1,0 | ||||
- на всю длину панели | ±5,0 | |||||
35 | Смещение продольных кромок, мм, не более | 7.3.9 | ±2,0 | |||
36 | Неплоскостность облицовок на 1 м длины, мм, не более | 7.3.10 | 0 | |||
37 | Волнистость свободной кромки, мм, не более | 7.3.11 | ±5,0 | |||
38 | Зазор в монтажном положении по сердечнику, мм, не более | 7.3.12 | 0 | |||
39 | Зазор в монтажном положении для наружных облицовок, мм, не более | 7.3.12 | 0 | |||
40 | Зазор в монтажном положении для внутренних облицовок, мм, не более | 7.3.12 | 0 | |||
Заключение о соответствии панели 2-му классу | ||||||
| ||||||
Приложение А
(обязательное)
Методика испытаний образцов, вырезанных из готовой панели, а также из плит минеральной ваты
А.1 Применяемое оборудование и условия проведения испытаний
А.1.1 Испытания проводят на серийных испытательных разрывных машинах с механическим и гидравлическим приводами. Точность измеряемых параметров должна быть не менее 1% предельного значения усилий и деформации, воспринимаемых образцом. Скорость перемещения захватов машины - от 5 до 25 мм/мин или 0,1 h/мин (h - высота образца, мм). Испытание продолжают до разрушения образца (см. А.3.1.3).
А.1.2 При измерении образцов и в ходе испытаний должен быть использован следующий измерительный инструмент:
- штангенциркуль с пределом допускаемой погрешности измерений ±0,1 мм по ГОСТ 166;
- металлическая линейка по ГОСТ 427 или металлическая рулетка с ценой деления 1 мм по ГОСТ 7502 с точностью измерения ±1 мм;
- индикатор часового типа по ГОСТ 577 с ценой деления 0,1 мм.
А.1.3 Испытания проводят в отапливаемом помещении с температурой воздуха (22±5)°С и относительной влажностью (50±5)%.
А.1.4 Оборудование и приборы подвергают систематическим поверкам согласно документально подтвержденным методикам. Калибровку и/или поверку оборудования или образцов для испытаний проводят с использованием эталонных образцов (стандартов).
А.2 Подготовка образцов для испытаний
А.2.1 Для подготовки образцов отбирают изготовленную в составе партии панель длиной 3000 мм. До начала испытаний панель в течение 24 ч должна быть выдержана в помещении с температурой воздуха (22±5)°С и относительной влажностью (50±5)%.
А.2.2 Резку панели следует выполнять механической ленточной пилой или лобзиком с мелкозубым полотном (не допускается использование угловой шлифовальной машины с абразивным кругом). Рекомендуется поместить панель между двумя кусками фанеры или аналогичного материала, чтобы снизить вибрацию во время процесса резки. После резки образцы должны быть тщательно проконтролированы. Образцы, показывающие очевидное расслоение, вызванное резкой, должны быть отбракованы (максимум до 30% образцов, нарезанных для любой партии испытаний). Образцы вырезают из центральной части панели, у которой обрезаны зоны продольного стыка на ширину 100 мм. У кровельных панелей с глубоким профилированием облицовки образцы вырезают из сечения с преобладающей толщиной. Зона продольного ступенчатого стыка ламелей также должна быть вырезана на длине 200 мм. Зону стыка ламелей и продольных кромок не используют.
Схема раскроя панели приведена на рисунке А.1.
|

1 - зона вырезки образца для испытаний прочности на поперечный изгиб; 2 - зона вырезки образца для испытаний прочности на сжатие; 3 - зона вырезки образца для испытания прочности на растяжение; 4 - зона вырезки образца для определения физических свойств сердечника (объемная масса, влаго- и водопоглощение, теплопроводность и др.)
Рисунок А.1 - Схема вырезки образцов из кровельной панели
А.2.3 Образцы для испытаний должны иметь форму строго прямоугольного параллелепипеда. Образцы для испытаний на сжатие или растяжение должны иметь основание квадратной формы с размерами сторон bh, где 100
b<h (мм), но не менее 100 мм (см. рисунок А.1). Для кровельных панелей толщиной более 180 мм такие образцы в основании могут иметь прямоугольную форму. Призматические образцы для испытаний на поперечный изгиб должны иметь в своем поперечном сечении не менее двух ламелей. Призматические образцы для испытаний на поперечный изгиб должны быть шириной 250 мм и длиной 1100 мм.
А.2.4 После изготовления с поверхности образцов должны быть удалены продукты резки в виде металлической стружки и пыли от минеральной ваты, поверхности реза обшивок следует зачистить от заусенцев. Образцы должны быть промаркированы.
А.2.5 Образцы не должны иметь видимых дефектов: трещин, расслаиваний, раковин, вмятин, вырывов, отслоения обшивки. Сердечник должен быть однородным и не должен иметь щелей между смежными ламелями. К испытаниям не допускаются образцы с отслоением или явным непроклеем между обшивкой и сердечником.
А.2.6 Предельные отклонения размеров поперечного сечения и основания образцов, предназначенных для испытаний на сжатие, растяжение и поперечный изгиб, должны быть не более ±1 мм. Предельные отклонения длины образца для испытания на поперечный изгиб должны быть не более ±10 мм.
А.2.7 При вычислениях размеры поперечного сечения образцов следует определять с точностью до 1 мм.
А.3 Проведение испытаний и обработка их результатов
А.3.1 Определение предела прочности образцов на сжатие
А.3.1.1 Определение прочности образцов на сжатие, характеризующееся максимальным сжимающим напряжением, при котором начинается разрушение образца, проводят с регистрацией максимальной нагрузки и деформаций образца в момент разрушения. Испытательную нагрузку прикладывают перпендикулярно к металлическим облицовкам образца.
А.3.1.2 Для испытания используют устройство, конструкция приспособления которого показана на рисунке А.2. Конструкция должна быть достаточно жесткой, не допускающей деформации от приложенных нагрузок.
|

1 - испытуемый образец; 2 - верхняя траверса испытательной машины; 3 - нижняя траверса; 4 - шарнирная опора; 5 - рама машины
Рисунок А.2 - Устройство для испытаний на сжатие
А.3.1.3 Перед проведением испытаний образцов на сжатие, как и при испытании образцов на другие виды нагрузки, следует провести предварительное нагружение образца от 200 до 300 Па с последующей разгрузкой. Нагрузку при проведении испытаний повышают в равномерном режиме со снятием диаграммы нагрузка - деформация. Скорость перемещения захватов машины - от 5 до 25 мм/мин или 0,1 h/мин (h - высота образца, мм). Испытание продолжают до разрушения образца. Нагрузку, зафиксированную в этот момент, принимают за разрушающую нагрузку.
А.3.2 Определение предела прочности образцов на растяжение
А.3.2.1 Определение предела прочности образца на растяжение проводят до его полного разрушения при приложении нагрузки перпендикулярно к металлическим облицовкам образца. При испытании регистрируют максимальную разрушающую нагрузку и деформацию образца. В процессе испытаний контролируют состояние клеевого слоя. Образец должен разрушиться по слою минеральной ваты. Если образец разрушается по клеевому слою, считают, что он не выдержал испытаний.
А.3.2.2 Рекомендуемые конструкции приспособлений показаны на рисунке А.3. Конструкция должна быть достаточно жесткой, не допускающей деформации от приложенных нагрузок. Устройство закрепляют в захватах испытательной машины.
|

1 - испытуемый образец; 2 - места приклеивания образца к пластинам испытательного устройства; 3 - стальной шарнир
Рисунок А.3 - Схема устройства для испытания образцов на растяжение
А.3.2.3 Облицовки образцов с плоскими поверхностями должны быть приклеены к пластинам испытательного приспособления. Слой клея не должен усиливать или повреждать поверхности испытуемого образца. Рекомендуется выбирать режим и температуру приклеивания в соответствии с условиями при приклеивании обшивок в процессе производства. При наличии на поверхности облицовок мелкой гофрировки допускается выравнивать поверхность слоем клея.
А.3.2.4 Устройство с вклеенным образцом закрепляют в захватах машины так, чтобы оси образца и приложения нагрузки машиной совпадали. К образцу прикладывают нагрузку в равномерном режиме со скоростью перемещения захватов в пределах от 2,5 до 12,5 мм/мин или 0,05 h/мин (h - высота образца, мм). Испытание считают состоявшимся, если произошло разрушение образца по материалу сердечника или комбинированное разрушение с присутствием части адгезионного разрыва. Нагрузку, зафиксированную в этот момент, принимают за разрушающую нагрузку.
Если задачей испытания является определение и других параметров многослойного образца, в процессе испытаний строят диаграмму нагрузка - деформация (см. рисунок А.6).
А.3.3 Определение предела прочности на сдвиг образца при поперечном изгибе
А.3.3.1 Определение предела прочности многослойного образца на сдвиг проводят при четырехточечном изгибе по схеме, приведенной на рисунке А.4. Предпочтительная схема нагружения L/4.
А.3.3.2 Испытуемый образец устанавливают на неподвижной траверсе. Образец нагружают равномерно возрастающей нагрузкой со скоростью перемещения в пределах от 1,5 до 3 мм/мин. Испытание продолжают до разрушения образца или до прекращения роста нагрузки при перемещении траверсы. Признаками разрушения являются сдвиг и разрушение волокон сердечника или локальное отслоение стальных обшивок в зоне приложения нагрузки к образцу. Для получения достоверных результатов по сдвиговой прочности образцов разрушение должно проходить по схеме, показанной на рисунке А.5. Если при разрушении наблюдается локальное разрушение сердечника в месте приложения нагрузки, следует увеличить ширину деревянных прокладок.
|

1 - испытуемый образец; 2 - опорная поверхность; 3 - распределительная балка; 4 - стальные цилиндрические опоры, R=15 мм; 5 - прокладки, одна из которых стальная сечением 560
b мм, другая - деревянная или фанерная сечением 15
60
b мм; b - ширина образца, мм; d - толщина, измеренная между центральными осями облицовок, мм; h - первоначальная толщина образца панели, мм
Рисунок А.4 - Схема испытания образца на поперечный изгиб
|

1 - место разрушения образца
Рисунок А.5 - Типичная схема разрушения сердечника от сдвига
А.4 Обработка результатов испытаний
А.4.1 При испытании образцов на сжатие обязательно записывают диаграмму нагрузка - деформация. Примеры диаграмм нагрузка - деформация при сжатии (растяжении) показаны на рисунке А.6.
|

1 - нагрузка; 2 - деформация; - сила, соответствующая предварительному нагружению;
- линейное значение силы, соответствующее определенной деформации;
- максимальная сила при разрушении;
- линейная деформация образца;
- деформация образца при действии максимальной силы; w - условная деформация образца при действии максимальной силы;
- угол наклона условного прямолинейного участка диаграммы
Рисунок А.6 - Примеры диаграмм нагрузка - деформация при сжатии (растяжении)
А.4.2 По результатам испытаний определяют:
А.4.2.1 Предел прочности образца панели при сжатии , Н/мм
, по формуле
![]() , (А.1)
, (А.1)
где - максимальная сила при разрушении, Н;
A - площадь поперечного сечения образца, мм.
При необходимости вычисляют также относительную деформацию , %, при максимальной нагрузке
![]() , (А.2)
, (А.2)
где - деформация образца при действии максимальной силы, мм;
h - первоначальная высота образца панели, мм.
А.4.2.2 Модуль упругости при сжатии , Н/мм
, определяют по формуле
![]() . (А.3)
. (А.3)
А.4.2.3 Предел прочности образца панели при растяжении , Н/мм
, определяют по формуле
![]() , (А.4)
, (А.4)
где - максимальная сила при разрушении, H;
A - площадь поперечного сечения образца, мм.
При необходимости вычисляют также относительную деформацию , %, при максимальной нагрузке [см. формулу (А.2)].
А.4.2.4 Модуль упругости при растяжении Н/мм
, определяют по формуле
![]() . (А.5)
. (А.5)
Средний модуль упругости по результатам испытаний , Н/мм
, определяют по формуле
![]() . (А.6)
. (А.6)
А.4.2.5 Предел прочности сдвига , Н/мм
, сердечника образцов панелей при четырехточечном поперечном изгибе определяют по формуле
![]() , (А.7)
, (А.7)
где - максимальная сила при разрушении, Н;
b - ширина образца, мм;
d - толщина, измеренная между центральными осями обшивок, мм.
d = c + t, (А.8)
где c - толщина материала сердечника, мм;
t - толщина металлических облицовок, мм.
Или (т.к. толщины наружной и внутренней облицовок не всегда одинаковы)
![]() , (А.9)
, (А.9)
где c - толщина материала сердечника, мм;
,
- толщины наружной и внутренней металлических облицовок соответственно, мм.
А.4.2.6 При вычислении модуля сдвига материала сердечника принимают, что деформация w складывается из деформации от изгиба образца панели и деформации
, вызванной сдвигом сердечника,
![]() , (А.10)
, (А.10)
где - деформация по центру образца многослойного материала от изгибающего момента;
- деформация образца многослойного материала, вызванная сдвигом сердечника.
Основываясь на этой предпосылке и диаграмме нагрузка - деформация, вычисляют модуль сдвига сердечника , Н/мм
(модули сдвига определяют для толщин от 100 мм ввиду незначительности влияния жесткости облицовок):
- при приложении нагрузки на расстоянии 1/3 от пролета
![]() ; (А.11)
; (А.11)
- при приложении нагрузки на расстоянии 1/4 от пролета
![]() , (А.12)
, (А.12)
где - приращение нагрузки, Н, определяемое по диаграмме нагрузка - деформация (см. рисунок А.6):
![]() , (А.13)
, (А.13)
где L - длина пролета образца между центрами опор, мм;
b и c - высота и толщина материала сердечника соответственно, мм;
- приращение деформации от сдвига в среднем сечении пролета при приращении нагрузки
:
![]() , (А.14)
, (А.14)
где - суммарная деформация образца, вызванная приращением нагрузки, мм;
- деформация образца от изгибающего момента, мм, определяемая по формулам:
- при приложении нагрузки на расстоянии 1/3 пролета
![]() ; (А.15)
; (А.15)
- при приложении нагрузки на расстоянии 1/4 пролета
![]() , (А.16)
, (А.16)
где - теоретическая жесткость на изгиб трехслойного материала образца, Н/мм
, при равных по толщине плоских или слабо профилированных металлических обшивках, определяемая по формуле
![]() , (А.17)
, (А.17)
где ,
- модуль упругости стальных обшивок, 2,06·105 Н/мм
;
- измеренная площадь поперечного сечения верхней стальной облицовки, мм
;
- измеренная площадь поперечного сечения нижней стальной облицовки, мм
;
d - высота, измеренная между центральными осями облицовок, мм.
А.5 Определение нормативных значений по результатам испытаний
Определение нормативных значений экспериментальных величин следует проводить в соответствии с рекомендациями, изложенными в В.7.3 приложения В.
А.6 Отчет об испытаниях
А.6.1 При проведении испытаний ведут журнал, в который включают условия проведения испытаний (время, температуру, влажность), характеристики образцов, их маркировку, скорость приложения нагрузки, разрушающую нагрузку, описание характера разрушения, показания приборов.
А.6.2 Результаты испытаний оформляют протоколом, в котором указывают:
- описание образцов для испытаний материала сердечника, обшивок, клея;
- дату изготовления, номер партии, технологические режимы изготовления;
- тип и технические данные испытательного оборудования;
- размеры образцов для испытаний, ориентацию волокон сердечника;
- температуру и относительную влажность воздуха в помещении во время испытаний;
- число образцов, подвергнутых испытанию;
- вид и дату испытаний;
- значение каждого вида прочности в группе одинаковых образцов;
- среднеарифметическое значение прочностных характеристик;
- описание вида разрушения;
- диаграммы нагрузка-деформация, если необходимо;
- наименование и адрес лаборатории, в которой проводились испытания;
- должности и фамилии лиц, проводивших испытания.
Приложение Б
(рекомендуемое)
Примеры упаковки и строповки панелей в пакеты
Б.1 Транспортный пакет снизу и сверху защищают пенополистирольными листами толщиной 20 мм для возможности ведения погрузочно-разгрузочных работ автопогрузчиком или краном и складирования в два, иногда три яруса, но не более 2,7 м (см. рисунок Б.1).
Углы пакета защищают отдельными пенополистирольными прокладками толщиной 20 мм, шириной 250 и 300 мм для стеновых и кровельных панелей соответственно и длиной от 1000 до 1200 мм, но не более высоты пакета. Для пакетов длиной более 4000 мм устанавливают дополнительные пенополистирольные прокладки по центру, а при длине пакета свыше 8000 мм - через каждую третью часть по длине.
Пакет устанавливают на пенополистирольные прокладки (ножки) размерами 1000х200х80 или 1000х220х100 мм с шагом 1000-1500 мм. Торцы пакета закрывают полиэтиленовой пленкой и весь пакет оборачивают стретч-пленкой, образуя герметичную транспортную упаковку.
Кровельные панели дополнительно защищают пенополистирольными брусками размерами не менее 1000х70х70 мм с шагом 3000-4000 мм, которые устанавливают по длинной стороне пакета между выступающими свободными гофрами панелей (см. рисунок Б.2).
Допускаются иные способы упаковки, разработанные изготовителем и обеспечивающие сохранность панелей в процессе транспортирования способом, соответствующим типу упаковки.
Б.2 Общая высота пакета при отгрузке должна быть не более 1340 мм. Каждую упаковку следует сопровождать упаковочным листом и краткой инструкцией.
Б.3 Для перевозки железнодорожным или водным транспортом пакеты с панелями дополнительно укладывают в деревянные контейнеры решетчатого типа (см. рисунок Б.3). Размеры контейнеров зависят от типа и размеров панелей. Конструкция контейнеров и порядок их размещения в транспорте должны соответствовать утвержденным в установленном порядке погрузочным схемам и требованиям перевозчика. По желанию заказчика контейнеры могут комплектоваться текстильными стропами для удобства при проведении погрузочно-разгрузочных работ (см. рисунки Б.4 и Б.5). По требованию заказчика и согласованию с изготовителем панели могут отгружаться в стандартных морских контейнерах.
Материалы:
- основная доска: обрезная ель-сосна сечением 100х40 мм естественной влажности;
- доска на поджим пакета сверху вдоль: обрезная ель-сосна сечением 100х25 мм естественной влажности;
- ершенные гвозди (гладкие гвозди не допускаются).
Примечание - При длине досок решетчатого настила менее длины настила стыки досок следует располагать на подкладках настила вразбежку с соседними досками, так чтобы места стыков внутренних досок и подкладки настила приходились на полистирольные подкладки пакетов, вблизи которых происходит строповка, а стыки крайних досок настила располагались максимально далеко от мест строповки.
Решетчатый контейнер (транспортный пакет) должен иметь манипуляционные знаки по ГОСТ 14192-96 (пункт 4.1, таблица 1):
- N 9 - место строповки;
- N 12 - центр тяжести;
- N 22 - предел по количеству ярусов в штабеле.
Знак N 9 в виде деревянной таблички с трафаретной печатью крепится гвоздями к нижнему деревянному решетчатому поддону.
Знак N 12, отпечатанный на листе формата А4, крепится непосредственно на пакет под стретч-пленку.
Знак N 22 указывают в инструкции, расположенной на транспортном пакете.
|

1 - полиэтиленовая стретч-пленка; 2 - пенополистирольный лист толщиной t = 20 мм; 3 - пенополистирольный лист сечением 20х250 мм; 4 - дополнительный лист пенополистирола толщиной t = 20 мм для панелей длиной более 4000 мм; 5 - трехслойная панель; 6 - пенополистирольные подкладки (ножки) размером 80x200 или 100х220 мм (шаг 1000-1500 мм); 7 - информационный лист, на котором указывают массу брутто, знак "Центр тяжести", места строповки, приводят инструкцию по проведению погрузочно-разгрузочных работ; 8 - упаковочный лист
Рисунок Б.1 - Транспортный пакет для стеновых панелей
|

1 - полиэтиленовая стретч-пленка; 2 - пенополистирольный лист толщиной t = 20 мм; 3 - пенополистирольный лист сечением 20x300 мм; 4 - дополнительный лист пенополистирола толщиной t = 20 мм для панелей длиной более 4000 мм; 5 - трехслойная панель; 6 - пенополистирольные подкладки (ножки) размером 80х200 или 100х220 мм (шаг 1000-1500 мм); 7 - информационный лист, на котором указывают массу брутто, знак "Центр тяжести", места строповки, приводят инструкцию по проведению погрузочно-разгрузочных работ; 8 - упаковочный лист; 9 - пенополистирольные бруски размером не менее 70x70 мм (шаг 2000-4000 мм)
Рисунок Б.2 - Транспортный пакет для кровельных панелей
|

1 - доска сечением 100x25 мм; 2 - доска сечением 100x40 мм; 3 - панели и все защищающие элементы, упакованные в пленку
Рисунок Б.3 - Пример деревянного контейнера решетчатого типа
|

1 - текстильный строп; 2 - прокладка (распорка) с упорами или стальной профиль
Рисунок Б.4 - Пример строповки пакетов длиной до 6 м (без применения траверсы)
|

1 - металлическая траверса; 2 - текстильные стропы; 3 - прокладка (распорка) с упорами или стальной профиль
Рисунок Б.5 - Пример строповки пакетов длиной до 14 м
Приложение В
(обязательное)
Методика испытаний готовой панели
В.1 Применяемое оборудование и условия проведения испытаний
В.1.1 Испытание следует проводить путем нагружения панели по всей ее ширине равномерно распределенной нагрузкой.
В.1.1.1 Варианты нагружения панелей, имитирующие воздействие равномерно распределенной нагрузкой, создаваемой с использованием мешков с сыпучими материалами или иными грузами, - по соответствующим схемам, приведенным на рисунках В.1-В.4.
В.1.1.2 Ширина опор для испытаний панелей должна быть в диапазоне 60-100 мм и достаточно большой, чтобы предотвратить местное обмятие сердечника под обшивкой.
|

Рисунок В.1 - Расчетная схема нагружения однопролетной панели
|

1 - груз; 2 - панель; 3 - опора
Рисунок В.2 - Схема натурных испытаний для однопролетной панели
|

Рисунок В.3 - Расчетная схема нагружения двухпролетной панели
|

1 - груз; 2 - панель; 3 - опора
Рисунок В.4 - Схема натурных испытаний для двухпролетной панели
В.1.1.3 Точность измеряемых параметров должна быть не менее 1% предельного значения усилий и деформации, воспринимаемых образцом.
В.1.2 При измерении образцов и в ходе испытаний должен быть использован следующий измерительный инструмент:
- штангенциркуль с пределом допускаемой погрешности измерений ±0,1 мм по ГОСТ 166;
- металлическая линейка по ГОСТ 427 или металлическая рулетка с ценой деления 1 мм по ГОСТ 7502 с точностью измерения ±1 мм;
- индикатор часового типа по ГОСТ 577 с ценой деления 0,1 мм.
В.1.3 Испытания проводят в отапливаемом помещении с температурой воздуха (22±5)°С и относительной влажностью воздуха (50±5)%.
В.1.4 Нагружение панелей
В.1.4.1 При проведении испытаний образцы следует доводить до исчерпания несущей способности (до разрушения), что характеризуется следующими признаками: разрушение сердечника, потеря устойчивости сжатой облицовки, резкое нарастание деформаций, отслоение облицовок от утеплителя в приопорных участках, обмятие обшивок на опорах.
В.1.4.2 В процессе испытаний во время выдержки конструкций под нагрузкой следует проводить тщательный осмотр поверхности изделия и регистрировать на каждой ступени приложения нагрузок: значение нагрузки, появившиеся отрывы облицовок на опорах, обжатие опорных зон, результаты измерения деформации, сдвиг на опоре одной облицовки относительно другой, соответствующую деформацию при разрушении конструкции, характер разрушения.
В.2 Подготовка образцов для испытаний
В.2.1 Для обеспечения статистически достоверных результатов отбор панелей для исследований необходимо проводить случайным образом. С этой целью все изделия одной партии нужно пронумеровать и, воспользовавшись таблицей случайных чисел, отобрать изделия с соответствующими номерами. Можно также заготовить бирки с номерами панелей, перемешать их и выбрать необходимое число бирок, после этого отобрать панели с соответствующими номерами. До начала испытаний панель в течение 24 ч должна быть выдержана в помещении с температурой воздуха (22±5)°С и относительной влажностью воздуха (50±5)%.
В.2.1.1 Для панелей с материалом прерывистого заполнителя испытания следует проводить по полной ширине покрытия панели с соединениями в материале заполнителя по наихудшей схеме, имеющей место на практике.
В.2.1.2 Для кровельных панелей распределенную нагрузку следует прикладывать через нагрузочные деревянные бруски и резиновые прокладки, как показано на рисунке В.5.
|
1 - деревянный брусок; 2 - резиновая прокладка
Рисунок В.5 - Схема деревянных прокладок
В.2.2 Для проведения испытаний кровельной панели необходимо отрезать свободный от минеральной ваты участок металлической облицовки. Резку следует выполнять механической ленточной пилой или лобзиком с мелкозубым полотном (не допускается использование угловой шлифовальной машины с абразивным кругом). Рекомендуется поместить облицовку между двумя кусками фанеры или аналогичного материала, чтобы снизить вибрацию во время процесса резки. После резки образцы должны быть тщательно проконтролированы на предмет нарушения целостности.
В.2.3 С поверхности образцов должны быть удалены продукты резки в виде металлической стружки и пыли от минеральной ваты, поверхности реза обшивок следует зачистить от заусенцев. Образцы должны быть промаркированы.
В.3 Подготовка панелей к испытаниям
Необходимо провести измерение отобранных панелей, зафиксировать полные длину, ширину, толщину панели в нескольких точках, толщину облицовки, размеры гофров облицовки, местоположение дефектов и их размеры (указывают на схеме панели). Необходимо провести разметку панели с указанием расположения опор, мест установки измерительных приборов.
В.3.1 Образцы не должны иметь видимых дефектов: трещин, расслаиваний, вмятин, вырывов, отслоения облицовки. Сердечник должен быть однородным и не иметь щелей между смежными ламелями. К испытаниям не допускаются образцы с отслоением или явным непроклеем между облицовкой и сердечником.
В.3.2 Предельные отклонения размеров поперечного сечения и основания образцов, предназначенных для испытаний, должны быть не более ±10 мм.
В.3.3 Размеры поперечного сечения образцов следует определять с точностью до 1 мм.
В.4 Проведение испытаний
В.4.1 Определение прочности многослойного образца на сдвиг проводят по схемам, приведенным на рисунках В.2-В.4, на стенде с равномерно распределенными нагрузками. Нагрузки должны действовать перпендикулярно к панели на всем протяжении испытаний.
В.4.2 Перед началом испытаний под впадины гофр кровельных панелей необходимо подложить на всю длину панели выравнивающие деревянные бруски, показанные на рисунке В.5.
В.4.3 Для получения достоверных результатов по сдвиговой прочности образцов разрушение должно проходить по схеме на рисунке В.6. Если при разрушении наблюдается локальное разрушение сердечника в месте приложения нагрузки, следует увеличить ширину деревянных прокладок.
|

1 - место разрушения образца
Рисунок В.6 - Типичная схема разрушения сердечника от сдвига
В.4.4 Нагрузку следует прикладывать поэтапно ступенями. Значение ступеней приложения нагрузки вплоть до момента разрушения не должно превышать 10% контрольной нагрузки по прочности панели.
В.4.5 После каждой ступени приложения нагрузки испытуемое изделие следует выдерживать под нагрузкой до полной стабилизации прогибов не менее 5 мин. На протяжении этого времени следует поддерживать значение нагрузки. Если по истечении этого времени приращения деформаций не прекращаются, то длительность выдерживания нагрузки удваивается.
В.4.6 По истечении времени выдержки на приборах берут отсчеты, по которым определяют окончательное значение остаточной деформации.
В.4.7 Если под контрольной нагрузкой по прочности не произошло разрушения панели, конструкцию следует плавно довести до разрушения с подачей нагрузки ступенями с фиксированием всех исследуемых параметров.
В.4.8 Смещение (в продольном направлении) обшивок на торцах изделия следует измерять индикатором с точностью не менее 0,1 мм.
В.4.9 В процессе испытания конструкций, а также после окончания испытания характерные моменты фотографируют. Для оценки годности конструкций имеет значение не только окончательный результат испытания, но и общая картина развития деформаций, для фиксации которой необходимо на разных этапах процесса испытания (с первой ступени загружения и до ее разрушения) выявлять дефекты и отмечать их.
В.4.10 При проведении испытаний необходимо принимать меры к обеспечению безопасности работ. Испытания следует проводить на специально отведенном участке, куда запрещается доступ посторонним лицам. При испытаниях принимают меры по предотвращению внезапного обрушения испытуемых конструкций в целях обеспечения безопасности проведения работ и сохранения аппаратуры. Для этого следует предусмотреть:
- ограждение участка под испытуемой конструкцией, исключающее допуск людей в эту зону в течение всего времени испытаний;
- размещение персонала, регистрирующей и обрабатывающей аппаратуры вне зоны возможного обрушения конструкции;
- под панелью - страховочные конструкции при испытании грузами;
- при проведении испытаний на действующем объекте без остановки технологического процесса - график испытаний, согласованный со службой эксплуатации организации.
В.5 Регистрация показаний измерительных приборов
Показания измерительных приборов надлежит снимать после выдержки на каждой ступени приложения нагрузки. Все показания следует заносить в журнал испытаний. По зарегистрированным показаниям измерительных приборов следует построить диаграммы в координатах нагрузка - деформация. Для измерения относительных деформаций на протяжении всего цикла испытаний следует использовать одну и ту же аппаратуру.
В.6 Обработка результатов испытаний
В.6.1 При испытании образцов обязательно записывается диаграмма нагрузка (F, H) - деформация (). Пример диаграммы нагружения приведен на рисунке В.7.
|

1 - нагрузка; 2 - деформация; - сила, соответствующая предварительному нагружению;
- текущее значение силы, соответствующее линейной деформации;
- максимальная сила при разрушении;
- линейная деформация образца;
- деформация образца при действии максимальной силы; w - условная деформация образца при действии максимальной силы;
- угол наклона условного прямолинейного участка диаграммы
Рисунок В.7 - Пример диаграммы нагрузка - деформация
В.6.2 По результатам испытаний определяют несущую способность испытанного образца.
В.6.2.1 Испытуемый образец следует считать разрушенным, если общие деформации превышают заданные предельные значения либо если появились характерные признаки исчерпания несущей способности, указанные в В.6.2.2.
В.6.2.2 Результат каждого испытания должен быть зарегистрирован в протоколе испытаний и содержать:
- время и место проведения испытаний;
- температуру окружающей среды;
- тип стенда для испытания панелей:
- размеры панелей, расчетную схему испытания панели;
- продолжительность этапа загружения и число этапов, продолжительность выдержки после нагружения каждого этапа;
- разрушающую нагрузку по деформациям или по нарушению целостности панели, характер и место разрушения;
- возникающие повреждения на этапах испытаний.
При проведении испытаний образцов следует доводить панель до исчерпания несущей способности (до разрушения), что характеризуется следующими признаками:
- разрушение сердечника;
- потеря устойчивости сжатой облицовки;
- резкое нарастание деформаций;
- отслоение облицовок от утеплителя в приопорных участках;
- обмятие облицовок на опоре.
В.6.2.3 Для определения характеристики поведения образца под нагрузкой по зарегистрированным показаниям измерительных приборов должна быть построена кривая зависимости деформации от нагрузки в месте возникновения максимального момента.
Для каждого тестируемого образца должен быть рассчитан модуль сдвига по диаграмме испытаний нагрузка - деформация из наклона прямой части графика
![]() . При вычислении модуля сдвига материала утеплителя принимают, что деформация w складывается из деформации от изгиба образца панели
. При вычислении модуля сдвига материала утеплителя принимают, что деформация w складывается из деформации от изгиба образца панели и деформации
, вызванной сдвигом утеплителя,
![]() . (В.1)
. (В.1)
Основываясь на этой формуле и диаграмме нагрузка - деформация, вычисляют модуль сдвига утеплителя , МПа, по формуле
![]() , (В.2)
, (В.2)
где - приращение нагрузки, Н, принимаемое по диаграмме нагрузка - деформация
![]() ;
;
L - длина пролета образца между центрами опор, мм;
b и c - ширина и толщина материала сердечника соответственно, мм;
- приращение деформации от сдвига в среднем сечении пролета при приращении нагрузки
,
![]() , (В.3)
, (В.3)
где - суммарная деформация образца, вызванная приращением нагрузки
, мм, которую определяют по диаграмме нагрузка - деформация;
- деформация образца, от изгибающего момента, мм, определяемая по формулам (В.4)-(В.6).
Если при испытаниях на образец действует равномерно распределенная нагрузка, то деформацию изгиба в середине пролета следует рассчитывать по следующей формуле:
![]() . (В.4)
. (В.4)
Если общую нагрузку прикладывают в виде четырех равных нагрузок F/4 параллельно линии опор в 1/8, 3/8, 5/8, 7/8 пролета, деформацию изгиба в середине пролета следует рассчитывать по следующей формуле:
![]() . (В.5)
. (В.5)
Если общую нагрузку прикладывают в виде четырех равных линейных нагрузок F/4 в позициях 0,1L, 0,4L, 0,6L, 0,9L пролета, деформацию изгиба в середине пролета следует рассчитывать по следующей формуле:
![]() , (В.6)
, (В.6)
где - теоретическая жесткость на изгиб трехслойного материала образца, Н/мм
, при равных по толщине плоских или слабо профилированных металлических облицовках, которую определяют по следующей формуле:
![]() , (В.7)
, (В.7)
где ,
- модуль упругости стальных облицовок, 2,1·10
Н/мм
;
,
- площадь сечения стальной облицовки, мм
;
e - высота, измеренная между центрами тяжести облицовок, мм.
В.6.2.4 Предел прочности на сдвиг образца, вырезанного из готовой панели, включая участие как заполнителя, так и облицовок при поперечном изгибе , Н/мм
, определяют по формуле
![]() , (В.8)
, (В.8)
где - максимальная сила при разрушении образца, Н;
B - ширина образца, мм;
e - высота, измеренная между центрами тяжести облицовок, мм.
В.7 Отчет об испытаниях
В.7.1 Отчеты об испытаниях оформляют по ГОСТ 17025-2019, пункты 7.8.2 и 7.8.3.
В.7.2 При проведении испытаний ведут журнал, в который включают следующую информацию: условия проведения испытаний (время, температуру, влажность), характеристики образцов, их маркировку, скорость приложения нагрузки, разрушающую нагрузку, описание характера разрушения, показания приборов.
В.7.3 За результат испытаний принимают нормативное значение из всех значений, зафиксированных при испытании группы одинаковых образцов.
В.7.4 Результаты испытаний оформляют протоколом, в котором указывают:
- описание образцов для испытаний материала сердечника, облицовок, клея;
- дату изготовления, номер партии, технологические режимы изготовления;
- размеры образцов для испытаний, ориентацию волокон сердечника;
- температуру и относительную влажность воздуха в помещении во время испытаний;
- число образцов, подвергнутых испытанию;
- вид и дату испытаний;
- значение каждого определения прочности в группе одинаковых образцов;
- среднеарифметическое значение прочностных характеристик;
- описание вида разрушения;
- диаграммы нагрузка-деформация, если необходимо;
- наименование и адрес лаборатории, в которой проводились испытания;
- должности и фамилии лиц, проводивших испытания.
В.7.5 Результаты всех типовых испытаний должны быть зарегистрированы и оставаться у изготовителя не менее 10 лет после последней даты производства изделий.
УДК 691.7-619.8:006.354 | МКС 77.140.70 |
Ключевые слова: трехслойные панели с металлическими облицовками и сердечником из минеральной ваты, сэндвич-панели, классификация, основные параметры и размеры, общие технические требования, правила приемки и методы входного контроля, контроль и приемка готовых панелей, требования техники безопасности и охраны окружающей среды, транспортирование и хранение, гарантии изготовителя | |
Редакция документа с учетом
изменений и дополнений подготовлена
