ГОСТ 9498-2019
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СЛИТКИ ПЛОСКИЕ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ ДЕФОРМИРУЕМЫХ СПЛАВОВ ДЛЯ ПРОКАТА
Технические условия
Flat ingots of aluminium and wrought aluminium alloys for rolling. Specifications
МКС 77.120.10
Дата введения 2019-12-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН МТК 99 "Алюминий", Обществом с ограниченной ответственностью "РУСАЛ ИТЦ" (ООО "РУСАЛ ИТЦ"), Ассоциацией "Объединение производителей, поставщиков и потребителей алюминия"
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 28 июня 2019 г. N 55)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 3 октября 2019 г. N 871-ст межгосударственный стандарт ГОСТ 9498-2019 введен в действие в качестве национального стандарта Российской Федерации с 1 декабря 2019 г.
5 ВЗАМЕН ГОСТ 9498-79
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на плоские слитки, отлитые из алюминия и алюминиевых деформируемых сплавов методом полунепрерывного или непрерывного литья и предназначенные для прокатки на листы, ленты, фольгу и другие полуфабрикаты.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 162-90 Штангенглубиномеры. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3221-85 Алюминий первичный. Методы спектрального анализа
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 2771-81 Проволока круглая холоднотянутая. Сортамент
ГОСТ 4784-97 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 4986-79 Лента холоднокатаная из коррозионно-стойкой и жаростойкой стали. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7661-67 Глубиномеры индикаторные. Технические условия
ГОСТ 7727-81 Сплавы алюминиевые. Методы спектрального анализа
ГОСТ 11069-2001 Алюминий первичный. Марки
ГОСТ 11739.6-99 Сплавы алюминиевые литейные и деформируемые. Методы определения железа
ГОСТ 11739.7-99 Сплавы алюминиевые литейные и деформируемые. Методы определения кремния
ГОСТ 11739.11-98 Сплавы алюминиевые литейные и деформируемые. Методы определения магния
ГОСТ 11739.12-98 Сплавы алюминиевые литейные и деформируемые. Методы определения марганца
ГОСТ 11739.13-98 Сплавы алюминиевые литейные и деформируемые. Методы определения меди
ГОСТ 11739.15-99 Сплавы алюминиевые литейные и деформируемые. Метод определения натрия
ГОСТ 11739.20-99 Сплавы алюминиевые литейные и деформируемые. Метод определения титана
ГОСТ 11739.21-90 Сплавы алюминиевые литейные и деформируемые. Методы определения хрома
ГОСТ 11739.24-98 Сплавы алюминиевые литейные и деформируемые. Методы определения цинка
ГОСТ 12697.1-77 Алюминий. Методы определения ванадия
ГОСТ 12697.2-77 Алюминий. Методы определения магния
ГОСТ 12697.3-77 Алюминий. Методы определения марганца
ГОСТ 12697.4-77 Алюминий. Метод определения натрия
ГОСТ 12697.5-77 Алюминий. Метод определения хрома
ГОСТ 12697.6-77 Алюминий. Метод определения кремния
ГОСТ 12697.7-77 Алюминий. Методы определения железа
ГОСТ 12697.8-77 Алюминий. Методы определения меди
ГОСТ 12697.9-77 Алюминий. Методы определения цинка
ГОСТ 12697.10-77 Алюминий. Метод определения титана
ГОСТ 12697.11-77 Алюминий. Метод определения свинца
ГОСТ 12697.12-77 Алюминий. Методы определения мышьяка
ГОСТ 13843-78 Катанка алюминиевая. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 19437-81 Слитки алюминиевые цилиндрические. Технические условия
ГОСТ 21073.0-75 Металлы цветные. Определение величины зерна. Общие требования
ГОСТ 21073.2-75 Металлы цветные. Определение величины зерна методом подсчета зерен
ГОСТ 21073.3-75 Металлы цветные. Определение величины зерна методом подсчета пересечений зерен
ГОСТ 21073.4-75 Металлы цветные. Определение величины зерна методом подсчета пересечений зерен*
________________
* Вероятно, ошибка оригинала. Следует читать: Металлы цветные. Определение величины зерна планиметрическим методом. - .
ГОСТ 21132.0-75 Алюминий и сплавы алюминиевые. Метод определения содержания водорода в жидком металле
ГОСТ 21132.1-98 Алюминий и сплавы алюминиевые. Методы определения водорода в твердом металле вакуум-нагревом
ГОСТ 23189-78 Алюминий первичный. Спектральный метод определения мышьяка и свинца
ГОСТ 2423-80* Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 24231-80. -
ГОСТ 24234-80 Пленка полиэтилентерефталатная. Технические условия
ГОСТ 25086-2011 Цветные металлы и их сплавы. Общие требования к методам анализа
ГОСТ 26653-2015 Подготовка генеральных грузов к транспортированию. Общие требования
ГОСТ 26877-2008 Металлопродукция. Методы измерений отклонений формы
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 партия: Продукция для отгрузки потребителю в одном транспортном средстве, оформленная одним документом о качестве.
3.2 плавка: Готовая продукция, отлитая за один раз на одной единице оборудования.
3.3 слиток: Металл одного сорта и геометрического размера, отлитый единовременно.
4 Сортамент
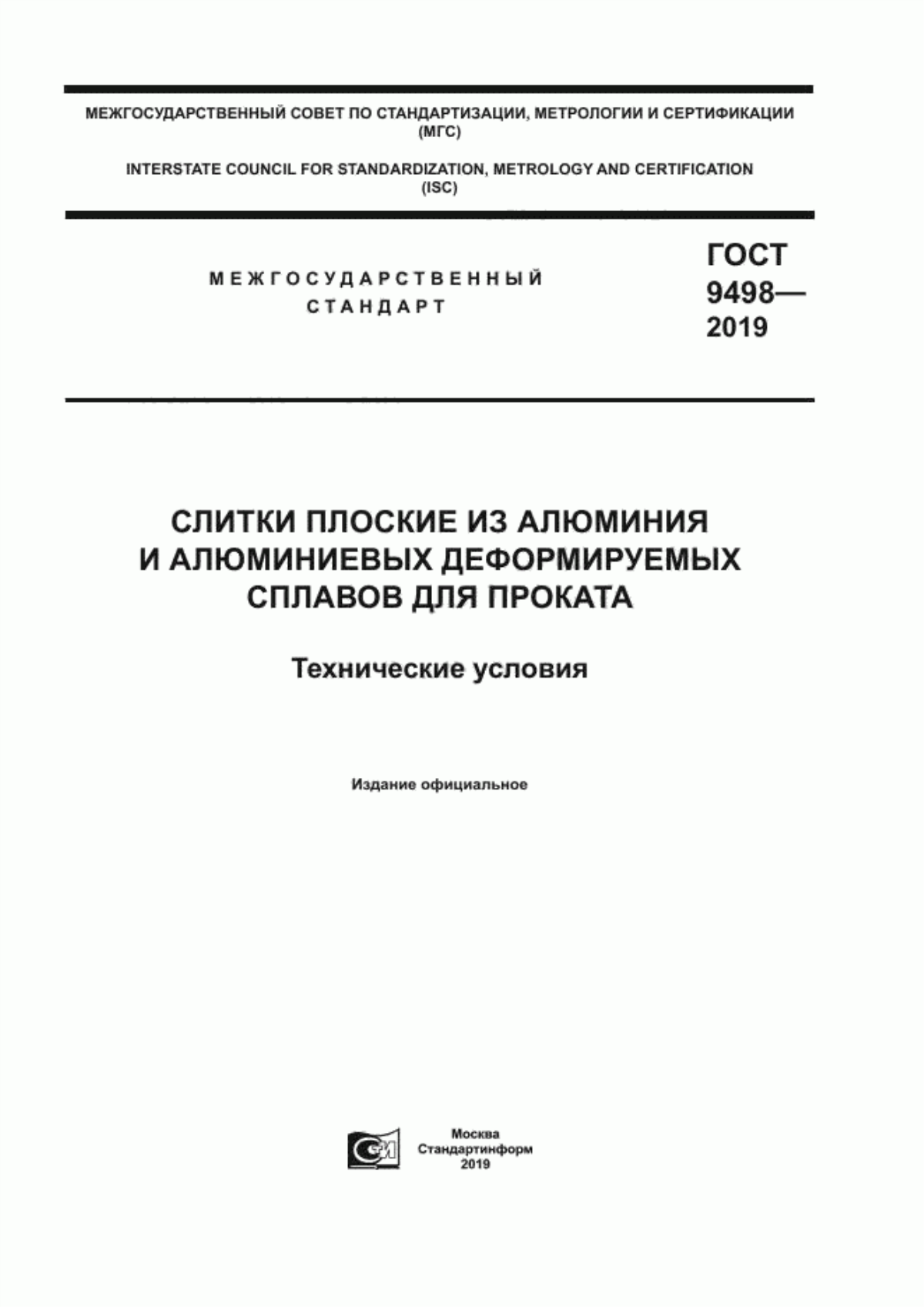
4.1 Форма и размеры плоских слитков из алюминия и алюминиевых деформируемых сплавов должны соответствовать форме и размерам, приведенным на рисунке 1. Размеры плоских слитков (толщина, ширина и длина) и их предельные отклонения должны соответствовать размерам, приведенным в таблице 1, и указываться в заказе-наряде.
|
1 - донник; 2 - мнимая линия; 3 - слиток; S - толщина; B - ширина; L - длина; I - - радиус закругления ребер - не более 25 мм; II -
![]() - радиус закругления ребер - не более 445 мм; III -
- радиус закругления ребер - не более 445 мм; III - - радиус закругления ребер - не более 25 мм
Рисунок 1 - Форма и размеры плоских слитков
Радиус закругления ребер гарантируется литейной оснасткой.
Таблица 1 - Размеры и предельные отклонения плоских слитков
В миллиметрах | ||||||||
Толщина | Ширина | Длина | ||||||
Номи- | Предельное отклонение | Номи- | Предельное отклонение | Предельное отклонение | ||||
Литье в кристал- | Литье в электро- | Литье в кристал- | Литье в электро- | для слитков в состоянии С (обрез- | для слитков в состоянии В (обрезной литник или донник) | для слитков в состоянии А (необрез- | ||
От 100 до 200 включ. | ±2 | - | От 400 до 800 включ. | +7 | - | ±10 | ±50 | ±75 |
Св. 800 | +10 | - | ±15 | |||||
Св. 200 до 450 включ. | ±3 | ±10 | Св. 800 до 1300 включ. | +10 | +20 | - | - | - |
Св. 1300 | ±10 | +25 | ||||||
Св. 450 до 600 включ. | ±5 | ±15 | От 1000 до 1300 включ. | ±10 | +20 | |||
Св. 1300 | +15 | +25 | ||||||
4.2 Примеры условных обозначений:
СП - слиток плоский; сост. А - состояние обрезки торцов согласно таблице 2; АД0 - сплав согласно ГОСТ 4784; 600х1630х3800 - габаритные размеры слитка (толщина, ширина, длина):
АД0 600х1630х3800 - СП сост. А ГОСТ 9498-2019.
СП - слиток плоский; сост. А - состояние обрезки торцов согласно таблице 2; А7 - алюминий технический согласно ГОСТ 11069; 600х1630х3800 - габаритные размеры слитка (толщина, ширина, длина):
А7 600х1630х3800 - СП сост. А ГОСТ 9498-2019.
4.3 По согласованию изготовителя с потребителем допускается замена плюсовых предельных отклонений по толщине и длине слитков на минусовые и изменение формы донника. Донником (для необрезаных слитков) считается часть слитка, расположенная на расстоянии не более 200 мм от торца слитка до мнимой линии, измеряемой по середине широкой грани слитка (рисунок 1).
4.4 По согласованию потребителя и изготовителя устанавливается требование к обрезным слиткам по разнотолщинности по длине слитка (определяется как разница толщин слитка со стороны литника и донника, измеренных по центру широких граней слитка) и по ширине слитка (определяется как разность между максимальной и минимальной толщиной слитка, измеренная со стороны литника на расстоянии 100 мм от узких граней слитка и по середине слитка).
4.5 Длину слитка определяют без учета донника.
5 Технические требования
5.1 Слитки изготовляют в соответствии с требованиями настоящего стандарта по технологической инструкции изготовителя, утвержденной в установленном порядке.
Для организации процесса производства слитков соответствующего качества потребитель должен предоставить полную информацию изготовителю относительно требований конечного назначения продукции, произведенной из плоских слитков из алюминия и алюминиевых деформируемых сплавов по настоящему стандарту.
5.2 Слитки изготовляют из алюминия по ГОСТ 11069 и алюминиевых сплавов по ГОСТ 4784. Химический состав слитков может быть установлен по согласованию изготовителя с потребителем.
При производстве слитков из алюминия технической чистоты допускается введение модификатора титана или титан плюс бор до 0,03%. По согласованию изготовителя с потребителем допускается увеличение массовой доли титана до 0,05%. Содержание модификатора не учитывается в общей сумме примесей при определении марки алюминия.
Массовая доля натрия в сплавах АМг2 и АМг3 не должна быть более 0,001%.
В слитках алюминия технической чистоты по ГОСТ 11069 отношение примесей железа к кремнию должно быть не менее 1. По требованию потребителя допускается производство слитков с отношением примесей железа к кремнию менее 1.
В алюминии и алюминиевых деформируемых сплавах, полуфабрикаты из которых применяют при изготовлении изделий пищевого назначения, массовая доля свинца должна быть не более 0,15%, массовая доля мышьяка - не более 0,015%.
Слитки, предназначенные для производства тонкой фольги, изготовляют из алюминия марок А5 и А6 с отношением содержания железа к кремнию не менее 1,5.
5.3 Слитки для производства фольги, предназначенной для изготовления:
- высокоемких электролитических конденсаторов, отливаются из алюминия на основе марки А99 с массовой долей примесей железа от 0,003 до 0,006%, кремния от 0,003 до 0,006%, меди не более 0,005%, цинка не более 0,002%, титана не более 0,001%, суммой примесей не более 0,020% и обозначаются А99КВ;
- оксидных низкоемких конденсаторов, отливаются из алюминия на основе марки А99 с массовой долей примеси меди не более 0,005% и обозначаются А99КН.
5.4 Для получения проката со специальными свойствами по согласованию изготовителя с потребителем допускается легирование алюминия добавками, содержание которых указывается в документе о качестве и не учитывается при определении марки алюминия.
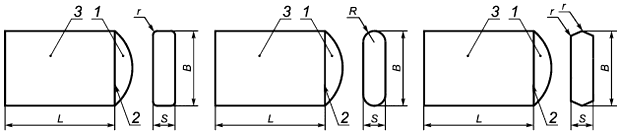
5.5 По согласованию изготовителя с потребителем слитки по наличию литниковой обрезки и донной части поставляют в соответствии с таблицей 2:
- без обрезки литника и донника - состояние А;
- с обрезкой литника или с обрезкой донника - состояние В;
- с обрезкой литника и донника - состояние С.
Длины отрезаемых частей - в соответствии с таблицей 2.
Таблица 2 - Описание состояний слитков
Код состояния слитков | Код состояния по [1]** | Отрезка литника | Отрезка донника | Длина отрезаемой части, мм, не менее* | Описание |
А | NS | Нет | Нет | - | Необрезной слиток |
В | TS | Да | Нет | 150 | Обрезка только литниковой части слитка |
В | BS | Нет | Да | 300 от мнимой линии | Обрезка только донной части слитка |
С | DS | Да | Да | Литник не менее 150 мм, донник не менее 300 мм от мнимой линии | Обрезка и литниковой, и донной частей слитка |
* Если другое не указано в спецификации изготовителя. | |||||
________________
** См. раздел Библиография. - .
Состояния поставки слитков представлены на рисунке 2.
|

Рисунок 2 - Схематичное изображение состояний поставки плоских слитков
5.6 Слитки должны иметь однородную мелкозернистую структуру. В слитках не должно быть раковин, трещин, газовых пузырей, пористости и расслоений.
По согласованию изготовителя с потребителем устанавливаются требования к размеру зерна, величине корковой зоны, по отсутствию дефектов в виде плавающих кристаллов, "веерной" и "елочной" структуры.
На макрошлифах поперечных сечений слитков не допускаются включения площадью более 1 мм, каждое в количестве, приведенном в таблице 3.
Таблица 3 - Допустимое количество включений
Размер слитка, мм | Допустимое количество включений на макрошлифе поперечного сечения слитка, шт. | |
Алюминий | Алюминиевые сплавы | |
Толщина до 200 включ., ширина до 800 включ. | 2 | 3 |
Толщина св. 200 до 400 включ., ширина св. 800 до 1600 включ. | 3 | 5 |
Толщина св. 400 до 600 включ., ширина св. 1100 до 2200 включ. | 5 | 7 |
Высота (глубина) дефектов поверхности слитков из алюминия не должна превышать 2 мм для слитков толщиной до 200 мм включительно, 3 мм - для слитков толщиной свыше 200 мм.
Для слитков из алюминиевых сплавов, отлитых в электромагнитный кристаллизатор, допускается волнистость с высотой волны не более 5 мм.
5.7 В донной части необрезных слитков на расстоянии не более 150 мм от мнимой линии (рисунок 1) не должно быть следующего: пережимов глубиной более 15 мм; трещин длиной более 70 мм и шириной более 3 мм, наплывов высотой более 5 мм, неслитин глубиной более 5 мм. На необрезном доннике допускаются следы вырубки и зачистки.
5.8 Литниковая поверхность необрезанных слитков не должна иметь пористости и посторонних включений.
Глубина усадочной раковины не должна превышать 15 мм для слитков толщиной до 300 мм включительно; 30 мм - для слитков толщиной свыше 300 мм до 450 мм включительно; 80 мм - для слитков толщиной свыше 450 мм до 600 мм включительно.
Допускаются следы вырубки и зачистки, окисные плены на литниковой поверхности.
5.9 Кривизна по длине слитка (по узкой и широкой граням и по диагонали) должна быть не более 3 мм на 1 м длины и не более 12 мм на всю длину слитка.
Кривизна по длине слитков (по узкой и широкой граням и по диагонали), используемых для производства тонкой фольги, должна быть не более 3 мм на 1 м длины и не более 10 мм на всю длину слитка.
По согласованию изготовителя с потребителем допуск по кривизне может быть установлен не более 6 мм.
5.10 Выпуклость и вогнутость слитков, измеренные на прокатной поверхности слитка в направлении, перпендикулярном направлению литья, должны быть не более ±3 мм (рисунок 6).
5.11 Косина реза слитков с обрезанными торцами или разрезанных на мерные части шириной до 800 мм включительно не должна превышать 10 мм, для слитков шириной до 1500 мм включительно - 15 мм и для слитков шириной свыше 1500 мм - 20 мм.
5.12 Содержание водорода в расплаве при литье слитков не должно быть более:
- 0,15 см/100 г металла для алюминия;
- 0,20 см/100 г металла для сплава АМц;
- 0,30 см/100 г металла для сплава ММ, АМг2, АМг1М1 и АМг3.
5.13 Скручиваемость плоских слитков устанавливают по требованию потребителя.
5.14 По согласованию изготовителя с потребителем слитки по наличию термообработки поставляют в гомогенизированном и негомогенизированном состоянии. Параметры гомогенизации определяются потребителем.
6 Требования безопасности
6.1 Алюминий и его сплавы в виде слитков малотоксичны, пожаро- и взрывобезопасны.
6.2 Алюминий и его сплавы относятся к веществам 3-го класса опасности по ГОСТ 12.1.005, ГОСТ 12.1.007 и при воздействии на организм являются умеренно опасными веществами преимущественно фиброгенного действия. При вдыхании паров и пыли алюминия и его сплавов могут поражаться верхние дыхательные пути и легкие, раздражаться слизистые носа, рта, глаз, а также развиваться экземы и дерматиты.
Предельно допустимая концентрация аэрозолей алюминия и его сплавов (в пересчете на алюминий) в воздухе рабочей зоны (![]() ) - 2 мг/м
) - 2 мг/м.
6.3 Слитки из алюминия и его сплавов электропроводные, не следует допускать контакта продукции с проводами, находящимися под электрическим напряжением.
6.4 В условиях производства необходимо соблюдать правила общей и личной гигиены и безопасности труда, избегать вдыхания пыли и паров расплавленного металла, попадания в глаза и на кожу. При работе следует применять средства индивидуальной защиты: респираторы, пылезащитную одежду и обувь, средства защиты рук, очки и защитные щитки в соответствии с [2].
_______________
Действует на территории ЕАЭС.
При работе со слитками из алюминия и алюминиевых сплавов на пунктах длительного хранения применение специальных средств защиты не требуется.
6.5 При переплавке слитков или переработке отходов для исключения выброса жидкого металла должно быть обеспечено высушивание слитков и отходов перед загрузкой в плавильную печь.
7 Требования охраны окружающей среды
7.1 При соблюдении правил хранения и транспортирования алюминий и его сплавы в виде слитков не оказывают вредного воздействия на окружающую среду.
7.2 Вредное воздействие на окружающую среду может происходить в результате сбросов и выбросов загрязняющих веществ в процессе производства, при возникновении чрезвычайных ситуаций (пожар, взрыв, наводнение).
При попадании алюминия и его сплавов в виде слитков в водоемы, при воздействии на них агрессивных веществ (кислота, щелочь) возможно выщелачивание алюминия с образованием алюминатов, оказывающих токсическое воздействие на флору и фауну.
7.3 Среднесуточная предельно допустимая концентрация в воздухе населенных мест (![]() ) алюминия и его сплавов не регламентирована, оксида алюминия (в пересчете на алюминий) - 0,01 мг/м
) алюминия и его сплавов не регламентирована, оксида алюминия (в пересчете на алюминий) - 0,01 мг/м.
Предельно допустимая концентрация алюминия в воде водных объектов хозяйственно-питьевого и культурно-бытового пользования (![]() ) - 0,5 мг/л.
) - 0,5 мг/л.
Предельно допустимая концентрация алюминия в воде рыбохозяйственных водоемов (![]() ) - 0,04 мг/л.
) - 0,04 мг/л.
7.4 Некондиционную продукцию и отходы следует возвращать в производство (переплав). По согласованию с предприятием-изготовителем возможна реализация некондиционной продукции и отходов потребителю.
8 Правила приемки
8.1 Слитки предъявляют к приемке партиями. Партия должна состоять из слитков одного размера одной или нескольких плавок.
Партия слитков сопровождается документом (сертификатом) о качестве, содержащим:
- номер сертификата;
- наименование грузоотправителя, грузополучателя, экспедитора и т.д. в соответствии с экспортным или внутренним контрактом;
- наименование и адрес предприятия-изготовителя;
- обозначение и наименование нормативного документа (ГОСТ, технических условий и т.д.);
- номер вагона/контейнера/автомобиля;
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- марку алюминия или алюминиевого сплава и наличие термической обработки сплава;
- номер партии;
- номера плавок (плавки);
- массу партии;
- количество слитков;
- результаты определения химического состава каждой плавки, содержание водорода и величину штрихдефектов (для плавок в которых они определялись).
8.2 Контролю размеров и качества поверхности у производителя подвергают каждый слиток партии.
Контролю кривизны и перпендикулярности плоскости реза подвергают 10% слитков от партии, но не менее двух слитков.
Скручиваемость слитков определяют на двух слитках от партии.
8.3 По согласованию с потребителем контролю химического состава подвергают 3% слитков партии, но не менее двух слитков от каждой партии и одного слитка от каждой плавки.
На предприятии-изготовителе для контроля химического состава отбирают пробы от жидкого металла каждой плавки из желоба после введения пруткового модификатора.
8.4 Массовую долю натрия при литье слитков из алюминия определяют периодически, но не реже одного определения на 100 плавок. По требованию потребителя определение натрия производят один раз в сутки из каждой разливочной печи.
8.5 Для контроля радиуса закругления ребер, внутренних дефектов и штрихдефектов отбирают не менее трех слитков на 100 плавок. Определение проводят периодически по требованию потребителя.
8.6 Содержание водорода при литье слитков из алюминия определяют периодически, но не менее одного определения в сутки из каждой разливочной печи на пробах, отобранных из жидкого металла.
Содержание водорода в слитках, предназначенных для производства тонкой фольги, определяют для каждой партии слитков на пробах, отобранных из жидкого металла из желоба после рафинирования.
8.7 Содержание водорода в слитках из сплавов АМц, ММ, АМг2, АМг3 и АМг1М1, а также массовую долю натрия в слитках из сплавов АМг2, АМг3, АМг1М1 определяют в каждой плавке и указывают в документе о качестве.
8.8 По согласованию изготовителя и потребителя определяют периодичность отбора проб для испытаний макроструктуры и чистоты металла.
8.9 По согласованию изготовителя и потребителя устанавливают периодичность и номенклатуру отправки аналитических проб от изготовителя потребителю (пробы на химический состав, темплеты на макроструктуру и т.д.).
8.10 При получении неудовлетворительных результатов испытаний как минимум по одному из показателей по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний распространяются на всю партию.
9 Методы испытаний
9.1 Длину слитка измеряют рулеткой по ГОСТ 7502 или линейкой по ГОСТ 427 от литниковой части по узкой грани до донника согласно рисунку 3. Допускается измерять длину слитка вдоль центральной горизонтальной оси верхней прокатной поверхности (по центру слитка).
|
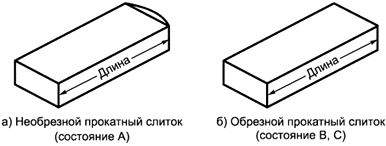
Рисунок 3 - Схема замера длины слитка
9.2 Ширину слитка измеряют рулеткой по ГОСТ 7502 или линейкой по ГОСТ 427. Ширину слитка определяют как расстояние между двумя узкими гранями слитка и измеряют в торце литниковой части по центральной оси, как указано на рисунке 4.
|
Рисунок 4 - Схема замера ширины слитка
9.3 Толщину слитка измеряют в четырех точках (точки 1, 3, 4, 6 - рисунок 5) в торце литниковой и донной части на расстоянии 100 мм от узких граней слитка и на расстоянии 300 мм от донного торца обрезного слитка и 500 мм от донного торца необрезного слитка линейкой по ГОСТ 427 или штангенциркулем по ГОСТ 166 согласно рисунку 5.
|
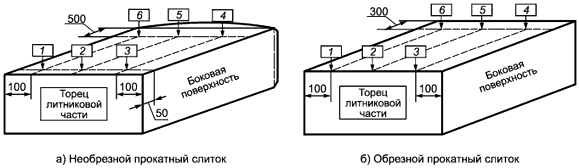
Рисунок 5 - Схема замера толщины слитка
9.4 Разнотолщинность слитка по длине определяют расчетным способом, как разность толщины в точке 5 (по центру прокатной плоскости слитка в донной части) и толщины, измеренной в точке 2 (по центру прокатной плоскости слитка в литниковой части), согласно рисунку 5.
Разнотолщинность слитка по ширине определяют расчетным способом как разность между максимальной и минимальной толщиной слитка. Замер производят со стороны литника на расстоянии 100 мм от узких граней слитка и по середине слитка/по центру прокатной плоскости слитка (точки 1, 2, 3) согласно рисунку 5.
9.5 Кривизну слитка определяют при помощи стальной проволоки диаметром не менее 0,2 мм по ГОСТ 2771, натянутой без провисания и прикладываемой вдоль слитка от литниковой части до точки, отстоящей на 300 мм от донника обрезного слитка и на 500 мм от донника необрезного слитка (рисунок 6).
На слитках измеряют:
- поперечную кривизну (A) - отклонение, измеренное вдоль узкой грани в направлении литья, в середине грани;
- продольную кривизну (B) - отклонение, измеренное вдоль прокатной поверхности слитка в направлении литья, с отступом 100 мм от угла;
- диагональную кривизну (C) - отклонение, измеренное вдоль диагональной линии прокатной поверхности слитка, оно определяет кручение прокатного слитка;
- выпуклость, вогнутость (D) - отклонение, измеренное на прокатной поверхности слитка в направлении, перпендикулярном направлению литья.
Измеряют максимальное отклонение проволоки от поверхности слитка (A, B, C, D) в миллиметрах металлической линейкой по ГОСТ 427, штангенглубиномером по ГОСТ 162, штангенциркулем с глубиномером по ГОСТ 166 или щупами по нормативной документации.
|
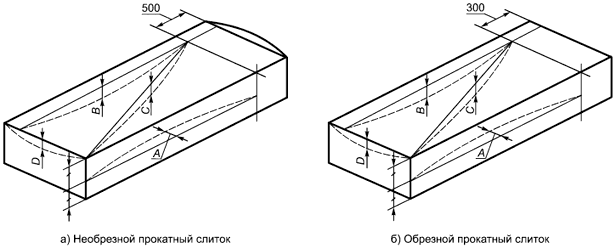
A - поперечная кривизна; B - продольная кривизна; C - диагональная кривизна; D - выпуклость, вогнутость
Рисунок 6 - Схема замера кривизны слитка
9.6 Для проверки глубины или высоты неровностей, неслитин и наплывов на поверхности слитков должен применяться индикаторный глубиномер по ГОСТ 7661 или штангенглубиномер по ГОСТ 162. Для проверки перпендикулярности плоскости реза продольной оси слитка применяют металлический угольник по ГОСТ 3749 и измерительную линейку по ГОСТ 427. Допускается применение других измерительных инструментов, обеспечивающих соответствующую точность.
Косину реза (![]() ), выраженную в миллиметрах, определяют отклонением линии реза по широкой грани от прямого угла (рисунок 7).
), выраженную в миллиметрах, определяют отклонением линии реза по широкой грани от прямого угла (рисунок 7).
|
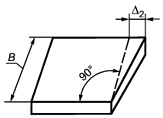
Рисунок 7 - Схема определения косины реза
9.7 Осмотр поверхности слитков производят без применения увеличительных средств.
9.8 Контроль внутренних дефектов проводят на макрошлифах поперечных темплетов слитков.
Темплеты вырезают на расстоянии, равном и превышающем толщину слитка от торца литниковой части и мнимой линии донника. Допускается проводить контроль внутренних дефектов на макрошлифах только у потребителя.
Для изготовления макрошлифов темплеты подвергают механической обработке. Шероховатость обработанной поверхности Rz должна быть не более 20 мкм по ГОСТ 2789.
Травление макрошлифов проводят 10-20%-ным раствором едкого натра в течение 10-30 мин при комнатной температуре не ниже 15°С. После травления поверхность темплета тщательно промывают водой и осветляют 25-50%-ным раствором азотной кислоты до удаления темного налета с последующей промывкой в воде. Осмотр макрошлифа проводят без применения увеличительных средств.
Для контроля штрихдефектов из центральной части поперечных темплетов вырезают образцы размером 50х100 мм.
Образцы нагревают до температуры от 380°С до 400°С, после чего осаживают по длине со степенью деформации от 70% до 75% и разрезают пополам перпендикулярно широкой плоскости. Полученные поверхности механически обрабатывают. Шероховатость обработанной поверхности должна быть не более Rz 20 мкм по ГОСТ 2789. Поверхность травят 20%-ным раствором едкого натра в течение 40-50 мин при комнатной температуре от 30°С до 40°С.
Размеры штрихов определяют при помощи штангенциркуля по ГОСТ 166 без применения увеличительных средств.
Величину штрихов определяют делением суммарной длины штрихов в миллиметрах на площадь макрошлифа в сантиметрах.
Допускается проверка внутренних дефектов ультразвуком и горячей прокаткой по методике, согласованной между изготовителем и потребителем.
9.9 Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231 и ГОСТ 3221, для слитков из алюминия высокой чистоты - с последующей отмывкой стружки спиртом и двукратным отмагничиванием железа.
9.10 Проверку химического состава проводят по ГОСТ 3221, ГОСТ 7727, ГОСТ 11739.6, ГОСТ 11739.7, ГОСТ 11739.11, ГОСТ 11739.12, ГОСТ 11739.13, ГОСТ 11739.15, ГОСТ 11739.20, ГОСТ 11739.21, ГОСТ 11739.24, ГОСТ 12697.1, ГОСТ 12697.2, ГОСТ 12697.3, ГОСТ 12697.4, ГОСТ 12697.5, ГОСТ 12697.6, ГОСТ 12697.7, ГОСТ 12697.8, ГОСТ 12697.9, ГОСТ 12697.10, ГОСТ 12697.11, ГОСТ 12697.12, ГОСТ 23189, ГОСТ 25086.
Допускается определять химический состав другими методами, не уступающими по точности указанным выше.
При разногласиях в оценке химического состава между потребителем и изготовителем анализ проводят по ГОСТ 3221, ГОСТ 7727, ГОСТ 11739.6, ГОСТ 11739.7, ГОСТ 11739.11, ГОСТ 11739.12, ГОСТ 11739.13, ГОСТ 11739.15, ГОСТ 11739.20, ГОСТ 11739.21, ГОСТ 11739.24, ГОСТ 12697.1, ГОСТ 12697.2, ГОСТ 12697.3, ГОСТ 12697.4, ГОСТ 12697.5, ГОСТ 12697.6, ГОСТ 12697.7, ГОСТ 12697.8, ГОСТ 12697.9, ГОСТ 12697.10, ГОСТ 12697.11, ГОСТ 12697.12, ГОСТ 23189, ГОСТ 25086.
9.11 Содержание водорода определяют по ГОСТ 21132.0 или ГОСТ 21132.1.
_______________
В Российской Федерации действует ГОСТ Р 50965-96 "Алюминий и сплавы алюминиевые. Метод определения водорода в твердом металле".
9.12 Скручиваемость слитков определяют по ГОСТ 26877.
10 Маркировка, транспортирование и хранение
10.1 На торце каждого слитка должны быть нанесены:
товарный знак или наименование и товарный знак предприятия-изготовителя;
- номер плавки;
- номер слитка (не проставляется, если плавка состоит из одного слитка);
- марка алюминия или марка сплава.
Номер плавки и номер слитка наносят металлическим клеймом. Высота букв и цифр должна быть не менее 10 мм. Остальные обозначения наносят металлическим клеймом или несмываемой краской.
10.2 По согласованию потребителя и изготовителя допускается маркировка узких граней слитка краской, устойчивой к климатическому и температурному воздействию.
10.3 Слитки массой не более 500 кг транспортируют в пакетах массой не более 3 т. Формирование пакетов слитков проводят в соответствии с правилами перевозки грузов, утвержденными соответствующими ведомствами. Каждый пакет должен быть скреплен обвязками, количество которых зависит от массы пакета. Для пакетов массой не более 1 т количество обвязок должно быть не менее 4; для пакетов массой не более 2 т - не менее 6; для пакетов массой не более 3 т - не менее 8.
В качестве материалов для средств скрепления пакетов применяют алюминиевую катанку диаметром не менее 9 мм по ГОСТ 13843 или другим нормативным документам либо стальную отожженную проволоку диаметром не менее 6 мм по ГОСТ 3282. Масса алюминиевой катанки, применяемой для обвязки пакетов, входит в массу нетто пакета и партии.
Средства скрепления пакетов не предназначены для захвата пакетов при выполнении погрузочно-разгрузочных работ.
10.4 Слитки массой 500 кг и более не пакетируют.
Каждый плоский слиток должен быть закреплен на брусках из дерева размером 120х120 мм, длиной не менее 80% ширины слитка, с пазом под пластиковую ленту ПЭТ по ГОСТ 24234 или стальную ленту по ГОСТ 3560, ГОСТ 4986, надежно и крепко фиксирующую бруски к слитку. Деревянные бруски должны быть расположены не ближе 2 м от центральной зоны для упрощения работы автопогрузчика. Количество брусков определено длиной слитка и схемой погрузки (при длине слитка не более 6 м - 2 шт., при длине слитка более 6 м - 3 шт.).
Бруски для упаковки не должны иметь остатков коры, включений гнили, обзола и потемневшей древесины.
Высота складирования и погрузки в транспортные средства для перевозки с опорой на бруски упаковки - не более четырех слитков в штабеле. В случае использования дополнительных прокладок, с передачей нагрузки от штабеля на них, высота складирования не регламентируется.
Слитки и пакеты слитков перевозят железнодорожным, морским и автомобильным транспортом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Железнодорожным транспортом слитки массой не более 500 кг и пакеты слитков массой не более 1 т транспортируют в крытых вагонах.
Слитки массой более 500 кг, а также пакеты слитков массой более 1 т транспортируют на открытом подвижном составе.
Размещение и крепление грузов, перевозимых по железной дороге, должны соответствовать правилам перевозки и крепления грузов, утвержденным Министерством путей сообщения.
Подготовка слитков к перевозке морским транспортом - в соответствии с ГОСТ 26653.
10.5 Транспортная маркировка слитков или пакетов - по ГОСТ 14192.
10.6 Алюминиевые слитки хранят в крытых складских помещениях. Допускается хранение слитков технической чистоты на открытых площадках.
Библиография
[1] | DIN EN 487* | Aluminium and aluminium alloys; rolling ingots; specifications (Слитки из алюминия и алюминиевых сплавов для прокатки. Технические условия) |
________________ * Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - . | ||
[2] | Технический регламент Таможенного союза | О безопасности средств индивидуальной защиты, утвержден Решением Комиссии Таможенного союза от 9 декабря 2011 г. N 878 |
УДК 669.71-412:006.354 | МКС 77.120.10 |
Ключевые слова: слитки плоские, алюминиевый сплав | |
Электронный текст документа
и сверен по:
, 2019
