ГОСТ 19437-2019
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СЛИТКИ АЛЮМИНИЕВЫЕ ЦИЛИНДРИЧЕСКИЕ
Технические условия
Cylindrical aluminium ingots. Specifications
МКС 77.120.10
Дата введения 2020-06-01
Предисловие
Цели, основные принципы и общие правила работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "РУСАЛ ИТЦ" (ООО "РУСАЛ ИТЦ"), Ассоциацией "Объединение производителей, поставщиков и потребителей алюминия" (Алюминиевая Ассоциация)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2019 г. N 122-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 15 октября 2019 г. N 987-ст межгосударственный стандарт ГОСТ 19437-2019 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2020 г.
5 ВЗАМЕН ГОСТ 19437-81
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на слитки алюминиевые цилиндрические сплошные и полые, предназначенные для изготовления прутков, профилей, труб, поковок, штамповок, токопроводящих жил, кабельных оболочек и других изделий.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 12.1.005 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 162 Штангенглубиномеры. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 3221 Алюминий первичный. Методы спектрального анализа
ГОСТ 3560 Лента стальная упаковочная. Технические условия
ГОСТ 3749 Угольники поверочные 90°. Технические условия
ГОСТ 4004 Слитки алюминиевые для проволоки. Технические условия
ГОСТ 4784 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 4986 Лента холоднокатаная из коррозионно-стойкой и жаростойкой стали. Технические условия
ГОСТ 5378 Угломеры с нониусом. Технические условия
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 7661 Глубиномеры индикаторные. Технические условия
ГОСТ 10354 Пленка полиэтиленовая. Технические условия
ГОСТ 10905 Плиты поверочные и разметочные. Технические условия
ГОСТ 11069 Алюминий первичный. Марки
ГОСТ 12697.1 Алюминий. Методы определения ванадия
ГОСТ 12697.2 Алюминий. Методы определения магния
ГОСТ 12697.3 Алюминий. Методы определения марганца
ГОСТ 12697.4 Алюминий. Метод определения натрия
ГОСТ 12697.5 Алюминий. Метод определения хрома
ГОСТ 12697.6 Алюминий. Метод определения кремния
ГОСТ 12697.7 Алюминий. Методы определения железа
ГОСТ 12697.10 Алюминий. Метод определения титана
ГОСТ 12697.11 Алюминий. Метод определения свинца
ГОСТ 12697.12 Алюминий. Методы определения мышьяка
ГОСТ 14192 Маркировка грузов
ГОСТ 21132.0 Алюминий и сплавы алюминиевые. Метод определения содержания водорода в жидком металле
ГОСТ 21132.1 Алюминий и сплавы алюминиевые. Методы определения водорода в твердом металле вакуум-нагревом
ГОСТ 23189 Алюминий первичный. Спектральный метод определения мышьяка и свинца
ГОСТ 24231 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 24234 Пленка полиэтилентерефталатная. Технические условия
ГОСТ 25086 Цветные металлы и их сплавы. Общие требования к методам анализа
ГОСТ 26653 Подготовка генеральных грузов к транспортированию. Общие требования
ГОСТ 26877 Металлопродукция. Методы измерений отклонений формы
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 партия: Продукция для отгрузки потребителю в одном транспортном средстве, оформленная одним документом о качестве.
3.2 плавка: Готовая продукция, отлитая за один раз на одной единице оборудования.
3.3 слиток: Металл одного сорта и геометрического размера, отлитый единовременно.
3.4 гомогенизация: Создание однородной (гомогенной) структуры в сплавах путем ликвидации концентрационных микронеоднородностей с помощью диффузионного или гомогенизирующего отжига.
3.5 ликваты (ликвация): Неоднородность химического состава сплавов, возникающая при их кристаллизации.
3.6 неслитины: Дефект отливки в виде отверстия или щели в стенке отливки, образовавшегося вследствие неслияния потоков металла при заливке.
4 Сортамент
4.1 Наружные диаметры сплошных слитков и предельные отклонения по диаметрам и длинам заготовок должны соответствовать требованиям, указанным в таблице 1.
Таблица 1 - Размеры и предельные отклонения сплошных х* слитков
Диаметр, мм | Предельное отклонение, мм, по диаметру слитков | |
необточенных | обточенных | |
70-160 | -1 | -1,0 |
161-300 | -2 | -1,0 |
301-480 | -3 | -1,5 |
481-800 | +1/-4 | -2,5 |
801-935 | +3/-5 | -3,5 |
936-1200 | -10 | -5,0 |
_______________
* Текст документа соответствует оригиналу. - .
Расчетную теоретическую массу одного метра сплошного слитка m, кг, вычисляют по формуле
![]() , (1)
, (1)
где ![]() - радиус слитка, мм;
- радиус слитка, мм;
- плотность, г/см
;
- длина слитка, мм.
4.2 Обточенные слитки диаметром 70, 175 и 241 мм предназначены для кабельной и электротехнической промышленности (К) и имеют допуск на диаметр +0,4 мм.
По согласованию изготовителя с потребителем для кабельной и электротехнической промышленности допускается поставка необточенных слитков с припуском на обточку и соответствующими допусками.
4.3 Предельные отклонения внутренних диаметров полых слитков должны соответствовать значениям, указанным в таблице 2.
Таблица 2 - Предельные отклонения внутренних диаметров полых слитков
В миллиметрах | ||
Внутренний диаметр слитков | Предельное отклонение, мм | |
нерасточенных | расточенных | |
34-59 | - | +2 |
- | 60-78 | ±0,5 |
- | 79-120 | ±1 |
- | 121-500 | +2/-1 |
- | 501-730 | +3/-2 |
4.4 Слитки изготовляют: с необточенной поверхностью (Н); с обточенной поверхностью (О).
По согласованию изготовителя с потребителем слитки, подвергаемые обточке, изготовляют с припусками по диаметру.
Полые слитки изготовляют с расточенной и нерасточенной внутренней поверхностью.
4.5 Слитки изготовляют с обрезкой или без обрезки литников и донников, обточенные или необточенные.
По согласованию изготовителя с потребителем слитки немерной длины изготовляют с обрезанными торцами.
4.6 Длина слитков не должна превышать 8000 мм.
Предельные отклонения по длине необрезных слитков не должны превышать +80 мм.
Для слитков с обрезанными или проточенными торцами предельные отклонения по длине не должны превышать:
+5 мм - для слитков диаметром до 200 мм включительно;
+7 мм - для слитков диаметром свыше 200 до 300 мм включительно;
+10 мм - для слитков диаметром свыше 300 до 500 мм включительно;
+12 мм -для слитков диаметром свыше 500 до 800 мм включительно;
+ 20 мм - для слитков диаметром свыше 800 мм.
Для слитков диаметром 70, 175, 241 мм, предназначенных для кабельной и электротехнической промышленности, с проточенными торцами предельные отклонения по длине не должны превышать ±0,5 мм, а с обрезанными торцами ±1 мм.
4.7 Слитки, предназначенные для кабельной и электротехнической промышленности, изготавливают с обрезкой литников и донников.
Примеры условных обозначений:
Полый цилиндрический слиток, наружным диаметром 205 мм, внутренним диаметром 180 мм, длиной 5000 мм, с необточенной поверхностью, из алюминия марки А5:
А5 205/1805000 - Н ГОСТ 19437-2019
Сплошной цилиндрический слиток, предназначенный для кабельной промышленности, диаметром 175 мм, длиной 350 мм, с обточенной поверхностью, из алюминия марки А7:
А7 175350 - ОК ГОСТ 19437-2019
5 Технические требования
5.1 Слитки изготовляют в соответствии с требованиями настоящего стандарта по технологической инструкции предприятия-изготовителя, утвержденной в установленном порядке.
Слитки изготовляют из алюминия марок: А995, А99, А97, А95, А85, А8, А7, А7Е, А6, А5, А5Е; А0 по ГОСТ 11069 и АД000, АД00, АД00Е, АД0, АД0Е, АД1, АД по ГОСТ 4784.
Слитки из марок алюминия А7Е и А5Е для кабельной и электротехнической промышленности изготовляют с содержанием суммы тяжелых элементов (Ti+V+Mn+Cr) не более 0,010% и 0,015% соответственно.
5.2 Поверхность необработанных цилиндрических слитков должна быть гладкой, чистой, равномерного серебристого цвета. Все поверхности слитков должны быть чистыми (свободными от смазки, краски, кроме той, что используется для маркировки, коррозии, прочих загрязнений).
На поверхности слитков не допускаются дефекты поверхности (наплывы, ликваты, следы вырубки и зачистки, раковины, неслитины, забоины, горизонтальные или вертикальные разрывы, газовые и усадочные раковины, пустоты, открытые каверны, трещины, шлаковые включения, завороты оксидной пленки, вмятины, а также продукты коррозии), превышающие по глубине или высоте:
для слитков с нормальными требованиями к поверхности:
2 мм - при диаметре до 300 мм включительно;
3 мм - при диаметре более 300 мм;
для слитков с повышенными требованиями к поверхности и предназначенных для кабельной и электротехнической промышленности:
1 мм - при диаметре до 300 мм включительно;
2 мм - при диаметре более 300 мм.
Места вырубки и зачистки должны иметь пологие края.
Поверхность торца литниковой части необрезанных слитков должна быть без пористости, разрывов, трещин и посторонних включений.
Глубина усадочной раковины для необрезанных слитков не должна превышать 15 мм для слитков диаметром до 300 мм и 30 мм для слитков диаметром свыше 300 мм.
На необрезанных слитках допускаются дефекты поверхности на расстоянии не более 1D слитка от донной части и не более 0,5D от литниковой части (D - диаметр слитка, мм).
Допускаются следы от "седел" печей гомогенизации (при условии ее проведения), но не более 3 мм в глубину.
5.3 Поверхность слитков после обточки должна быть гладкой, чистой, равномерного серебристого цвета. Все поверхности слитков должны быть чистыми (свободными от смазки, ржавчины, прочих загрязнений).
На поверхности слитков не допускаются дефекты поверхности (раковины, неслитины, забоины, горизонтальные или вертикальные разрывы, газовые и усадочные раковины, пустоты, открытые каверны, трещины, шлаковые включения, завороты оксидной пленки, а также продукты коррозии).
Шероховатость поверхности Rz не должна быть более 80 мкм. Шероховатость внутренней поверхности Rz полых слитков после обточки не должна быть более 40 мкм.
Шероховатость поверхности слитков, предназначенных для кабельной и электротехнической промышленности, устанавливается по согласованию изготовителя с потребителем.
На поверхности слитков после обточки не допускается более четырех вмятин и более двух следов зачистки на каждый метр длины, по глубине превышающие:
2 мм - для обточенных слитков диаметром до 190 мм включительно;
3 мм - для обточенных слитков диаметром свыше 190 мм.
На внутренней поверхности обточенных полых слитков продольный след от резца по глубине не должен превышать 0,2 мм.
Не допускаются следы от центров и зажимных устройств, образовавшиеся при механической обработке, по глубине превышающие:
2 мм - для обточенных слитков диаметром до 190 мм включительно;
3 мм - для обточенных слитков диаметром свыше 190 мм.
Глубина поверхностных дефектов обточенных слитков, предназначенных для кабельной и электротехнической промышленности, не должна превышать 0,4 мм.
5.4 Косина реза слитков с обрезанными торцами и разрезанных на мерные части не должна превышать:
1 мм на 100 мм номинального диаметра - для всех сплошных слитков, указанных в таблице 1 диаметров;
2 мм - для полых слитков диаметром до 300 мм включительно;
3 мм - для полых слитков диаметром свыше 300 мм.
Косина реза слитков, предназначенных для кабельной промышленности, с обрезанными торцами не должна быть более ±25', а с проточенными торцами - ±10'.
5.5 Слитки должны быть плотными и иметь однородную структуру. В слитках не должно быть раковин, трещин, разрывов, газовых пузырей, пористости, расслоений, окисных, шлаковых и других посторонних включений.
На макрошлифе поперечного сечения слитка допускаются отдельные неметаллические включения площадью не более 0,5 мм каждое в количестве не более двух.
На макрошлифах слитков, предназначенных для кабельной и электротехнической промышленности, неметаллические включения не допускаются.
5.6 Кривизна по длине слитка не должна быть более 3 мм на 1 м длины. Кривизна слитка не должна быть более 12 мм на всю длину слитка.
Кривизна по длине слитков диаметром 70, 175, 241 мм, предназначенных для кабельной промышленности, не должна быть более 2 мм на 1 м длины для необточенных слитков и 1 мм - для обточенных слитков.
5.7 Разностенность необточенных полых слитков не должна превышать:
2 мм - для слитков диаметром до 300 мм включительно;
3 мм - для слитков диаметром свыше 300 мм.
5.8 Разностенность полых слитков с обточенной поверхностью не должна превышать:
1 мм - для слитков диаметром до 300 мм включительно;
2 мм - для слитков диаметром свыше 300 мм.
5.9 Содержание водорода в расплаве при литье слитков не должно превышать 0,15 см/100 г металла.
5.10 По согласованию предприятия-изготовителя с потребителем слитки подвергают гомогенизации. Параметры гомогенизации определяются предприятием-изготовителем или потребителем.
6 Требования безопасности
6.1 Алюминий в виде слитков малотоксичен, пожаро- и взрывобезопасен.
6.2 Алюминий относится к веществам 3-го класса опасности по ГОСТ 12.1.005, ГОСТ 12.1.007 и при воздействии на организм является умеренно опасным веществом преимущественно фиброгенного действия. При вдыхании паров и пыли алюминия могут поражаться верхние дыхательные пути и легкие, раздражаться слизистые носа, рта, глаз, а также развиваться экземы и дерматиты.
Предельно допустимая концентрация аэрозолей алюминия в воздухе рабочей зоны (ПДК) - 2 мг/м.
6.3 Алюминий в виде слитков электропроводен, не следует допускать контакта продукции с проводами, находящимися под электрическим напряжением.
6.4 В условиях производства необходимо соблюдать правила общей и личной гигиены и безопасности труда, избегать вдыхания пыли и паров расплавленного металла, попадания в глаза и на кожу. При работе следует применять средства индивидуальной защиты: респираторы, огнеупорную пылезащитную спецодежду и обувь, средства защиты рук, очки и щитки защитные в соответствии с [1].
6.5 При переплаве слитков или переработке отходов, для исключения выброса жидкого металла, должно быть обеспечено высушивание слитков и отходов алюминия перед загрузкой в плавильную печь.
7 Требования охраны окружающей среды
7.1 При соблюдении правил хранения и транспортирования алюминий в виде слитков не оказывает вредного воздействия на окружающую среду.
7.2 Вредное воздействие на окружающую среду может происходить в результате сбросов и выбросов загрязняющих веществ в процессе производства, при возникновении чрезвычайных ситуаций (пожар, взрыв, наводнение).
При попадании алюминия и его сплавов в виде слитков в водоемы, при воздействии на них агрессивных веществ (кислота, щелочь) возможно выщелачивание алюминия с образованием алюминатов, оказывающих токсическое воздействие на флору и фауну.
7.3 Среднесуточная предельно допустимая концентрация в воздухе населенных мест (ПДК) алюминия не регламентирована, оксида алюминия (в пересчете на алюминий) - 0,01 мг/м.
Предельно допустимая концентрация алюминия в воде водных объектов хозяйственно-питьевого и культурно-бытового пользования (ПДК) - 0,5 мг/л.
Предельно допустимая концентрация алюминия в воде рыбохозяйственных водоемов (ПДК) - 0,04 мг/л.
7.4 Некондиционную продукцию и отходы следует возвращать в производство (переплав). По согласованию предприятия-изготовителя возможна реализация некондиционной продукции и отходов потребителю.
8 Правила приемки
8.1 Слитки предъявляют к приемке партиями. Партия должна состоять из слитков одного размера и одной марки алюминия
Масса партии определяется потребителем, но не должна превышать 69 т.
Партия слитков сопровождается документом (сертификатом) о качестве, содержащим:
номер сертификата;
наименование грузоотправителя, грузополучателя, экспедитора и др. в соответствии с экспортным, региональным или внутренним контрактом;
наименование и адрес предприятия-изготовителя;
обозначение и наименование нормативного документа (ГОСТ, ТУ, Техническая спецификация (ТС) и т.д.);
номер вагона/контейнера/автомобиля;
товарный знак или наименование и товарный знак предприятия-изготовителя;
марку и наличие термической обработки сплава (при условии ее проведения);
номер партии;
номера плавок (плавки);
масса партии;
геометрический размер слитков;
количество пакетов;
количество слитков в пакете;
результаты определения химического состава каждой плавки и содержание водорода;
результаты определения макроструктуры;
подтверждение радиоактивной чистоты;
подтверждение отсутствия асбеста.
8.2 Контролю качества поверхности и наличию следов асбеста подвергают каждый слиток.
8.3 Контролю размеров, кривизны и косины реза подвергают 10% слитков от партии, но не менее двух слитков.
8.4 По требованию потребителя для подтверждения заданного химического состава контролю подвергают 3%, но не менее двух слитков от каждой партии и одного слитка от каждой плавки.
Для контроля химического состава на предприятии-изготовителе отбирают пробу от каждой плавки жидкого металла из летки разливочной печи (миксера) в начале и конце литья.
8.5 Контроль внутренних дефектов (макроструктуры) и удельного электросопротивления алюминия марок А7Е и А5Е проводят один раз в неделю, но не менее одного раза от объема месячного заказа. По требованию потребителя возможно проведение контроля по другой схеме.
8.6 Содержание водорода в расплаве при литье слитков определяют периодически, но не менее одного определения в сутки из каждой разливочной печи (миксера).
8.7 При получении неудовлетворительных результатов испытаний хотя бы по одному показателю по нему проводят повторные испытания на удвоенной выборке из твердого металла, взятой от той же партии. Результаты повторных испытаний распространяются на всю партию.
9 Методы испытаний
9.1 Проверку наличия внутренних дефектов проводят на макрошлифах или ультразвуковым методом по методике, согласованной между потребителем и изготовителем.
Для контроля качества слитков по макрошлифам от каждого отобранного слитка отрезают поперечный темплет толщиной 20-30 мм. Для необрезанных слитков темплеты отрезают от донной части на расстоянии от торца не менее:
150 мм - для слитков диаметром до 300 мм включительно;
250 мм - для слитков диаметром свыше 300 мм.
Для изготовления макрошлифов темплеты подвергают обработке со стороны, прилегающей к слитку. Шероховатость поверхности Rz не должна быть более 20 мкм.
Травление макрошлифов проводят 10%-ным - 20%-ным раствором гидроокиси натрия в течение 20-40 мин. Температура раствора не должна быть ниже 15°С.
После травления поверхность тщательно промывают водой и осветляют 25%-ным раствором азотной кислоты с последующим промыванием в воде.
Осмотр макрошлифа проводят визуально без применения увеличительных средств. Допускается применять средства измерений с увеличением до 50 крат.
9.2 Отбор и подготовка проб для определения химического состава - по ГОСТ 24231 и ГОСТ 3221. Допускается отбор проб для определения химического состава алюминия всех марок проводить от темплетов, предназначенных для контроля слитков по внутренним дефектам.
Химический состав алюминия определяют по ГОСТ 3221, ГОСТ 23189, ГОСТ 25086.
Допускается проводить определение химического состава другими методами, не уступающими указанным выше и обеспечивающими требуемую точность.
При разногласиях в оценке химического состава между изготовителем и потребителем его определение проводят по ГОСТ 12697.1 - ГОСТ 12697.12, ГОСТ 25086.
9.3 Длину слитка измеряют рулеткой по ГОСТ 7502, линейкой по ГОСТ 427 или штангенциркулем по ГОСТ 166.
Длину слитка немерной длины измеряют от литниковой части до пережима поддона кристаллизатора в донной части по длине образующей линии.
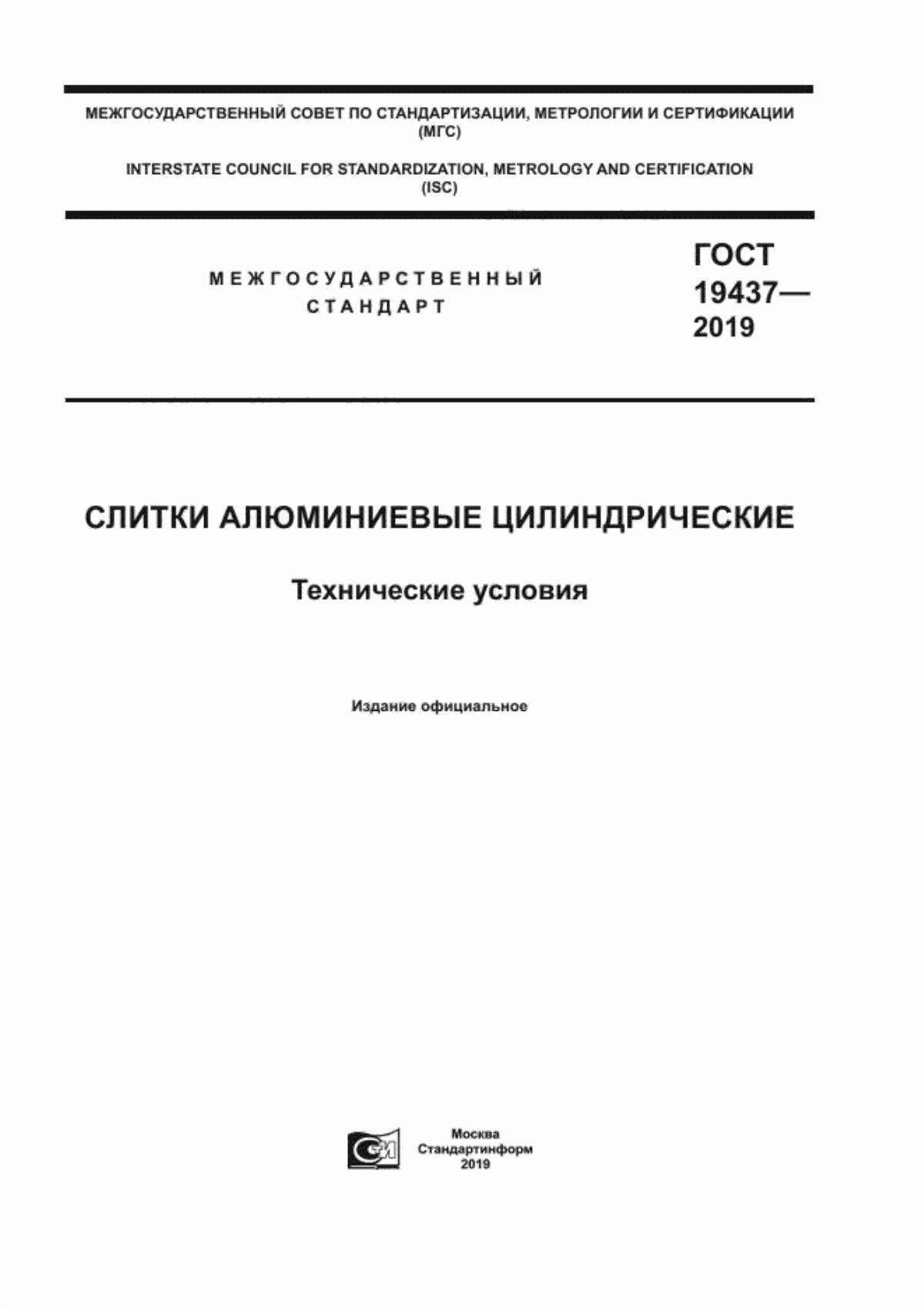
Проверку длины мерных слитков, предназначенных для кабельной и электротехнической промышленности, проводят штангенциркулем по ГОСТ 166 в четырех местах по длине образующих линий (![]() ,
, ![]() ,
, ![]() ,
, ![]() ), лежащих на пересечении с поверхностью слитка, двух взаимно перпендикулярных плоскостей 1-1'-3'-3 и 2-2'-4'-4 (рисунок 1). Цилиндрический слиток мерной длины перед проведением измерения укладывают на ровную горизонтальную поверхность (плита класса 2 размером 400
), лежащих на пересечении с поверхностью слитка, двух взаимно перпендикулярных плоскостей 1-1'-3'-3 и 2-2'-4'-4 (рисунок 1). Цилиндрический слиток мерной длины перед проведением измерения укладывают на ровную горизонтальную поверхность (плита класса 2 размером 400630 по ГОСТ 10905). Губки штангенциркуля плотно прижимают к торцевым плоскостям слитка на расстоянии 10-15 мм от образующей линии.
|
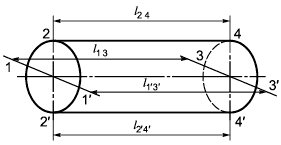
Рисунок 1
Слиток подлежит приемке, если результат каждого из четырех измерений соответствует 4.6 с учетом допускаемого отклонения.
Диаметр слитка измеряют со стороны литниковой части слитка в двух взаимно перпендикулярных направлениях штангенциркулем по ГОСТ 166 или линейкой по ГОСТ 427. Слиток подлежит приемке, если результат каждого из измерений соответствует таблице 1 с учетом допускаемого отклонения.
Для проверки глубины или высоты дефектов поверхности слитков применяют индикаторный глубиномер по ГОСТ 7661 или штангенглубиномер по ГОСТ 162. За базу отсчета принимают образующую слитка в месте, не имеющем дефектов.
Допускается применение других измерительных инструментов, обеспечивающих соответствующую точность измерения.
9.4 Проверку состояния поверхности слитков проводят без применения увеличительных средств.
9.5 Кривизну слитка ![]() определяют с помощью стальной струны диаметром не менее 0,2 мм по ГОСТ 26877. Измерение проводят на двух взаимно перпендикулярных плоскостях, перемещая линейку по ГОСТ 427 или штангенглубиномер по ГОСТ 162 между поверхностью слитка и натянутой струной. Кривизну определяют как максимальное значение отклонения
определяют с помощью стальной струны диаметром не менее 0,2 мм по ГОСТ 26877. Измерение проводят на двух взаимно перпендикулярных плоскостях, перемещая линейку по ГОСТ 427 или штангенглубиномер по ГОСТ 162 между поверхностью слитка и натянутой струной. Кривизну определяют как максимальное значение отклонения ![]() , мм, между поверхностью слитка и натянутой ровной стальной струной без скруток и перегибов.
, мм, между поверхностью слитка и натянутой ровной стальной струной без скруток и перегибов.
Определение кривизны на 1 м длины слитка проводят с помощью поверочной линейки по ГОСТ 427. Кривизну определяют как максимальное значение отклонения ![]() , мм, между поверхностью слитка и нижним краем поверочной линейки.
, мм, между поверхностью слитка и нижним краем поверочной линейки.
Допускается использовать синтетическую струну, обеспечивающую требуемую точность измерений. При возникновении разногласий из-за результатов измерений следует использовать стальную струну по ГОСТ 26877.
_______________
В Российской Федерации - по ТУ 9691-001-75258087-2005 "Леска полиамидная для рыболовных, спортивных и технических целей".
9.6 Косину реза ![]() определяют наибольшим расстоянием от плоскости торца слитка до вертикальной плоскости, проходящей через крайнюю точку кромки торца (рисунок 2). Косина реза характеризуется также углом между плоскостью торца и вертикальной плоскостью, проходящей через крайнюю точку кромки торца (рисунок 2). Косину реза выражают в миллиметрах или минутах.
определяют наибольшим расстоянием от плоскости торца слитка до вертикальной плоскости, проходящей через крайнюю точку кромки торца (рисунок 2). Косина реза характеризуется также углом между плоскостью торца и вертикальной плоскостью, проходящей через крайнюю точку кромки торца (рисунок 2). Косину реза выражают в миллиметрах или минутах.
|
Рисунок 2
Косину реза ![]() определяют с помощью угольника по ГОСТ 3749, лежащего одной стороной на плоскости расположения слитка, и измерительной линейкой по ГОСТ 427 или щупами по [3]. Косину реза измеряют на обеих торцевых плоскостях и выражают в миллиметрах.
определяют с помощью угольника по ГОСТ 3749, лежащего одной стороной на плоскости расположения слитка, и измерительной линейкой по ГОСТ 427 или щупами по [3]. Косину реза измеряют на обеих торцевых плоскостях и выражают в миллиметрах.
Косину реза слитков, поставляемых для кабельной и электротехнической промышленности, измеряют с помощью угломера с нониусом типа УН по ГОСТ 5378. Измерение проводят на каждой плоскости в четырех точках кромки торца, расположенных через 90°. При измерении неподвижную линейку, жестко соединенную с основанием угломера, плотно прижимают к образующей слитка в месте, не имеющем дефектов. Подвижную линейку угломера прикладывают строго по диаметру к торцу слитка и проводят измерение угла, характеризующего косину реза. Каждое из измерений угла не должно превышать:
±25' - для слитков с обрезанными торцами;
±10' - для слитков с проточенными торцами.
9.7 Допускается проводить измерение косины реза мерных слитков, предназначенных для кабельной промышленности, с помощью угольника по ГОСТ 3749 типа УЛ класса 1 и щупами или другими методами, не уступающими указанным выше и обеспечивающими требуемую точность.
_______________
В Российской Федерации - по ТУ 2-034-225-87 "Щупы. Модели 82002, 82102, 822202, 82302. Технические условия".
Максимально допустимую величину косины реза ![]() вычисляют по формуле
вычисляют по формуле
![]() , (2)
, (2)
где ![]() - максимально допустимое значение угла (25' или 10');
- максимально допустимое значение угла (25' или 10');
D - диаметр слитка, мм.
Слитки считаются соответствующими техническим требованиям, если
![]() . (3)
. (3)
9.8 Определение содержания водорода в жидком металле проводят по ГОСТ 21132.0, определение содержания водорода в твердом металле проводят по ГОСТ 21132.1![]() .
.
_______________
![]() В Российской Федерации действует ГОСТ Р 50965-96 "Алюминий и сплавы алюминиевые. Метод определения водорода в твердом металле".
В Российской Федерации действует ГОСТ Р 50965-96 "Алюминий и сплавы алюминиевые. Метод определения водорода в твердом металле".
9.9 Контроль электросопротивления проводят по ГОСТ 4004.
Образцы изготовляют из темплетов толщиной не менее 25 мм, отрезаемых в соответствии с 9.1 настоящего стандарта, допускается изготовление образцов цилиндрической формы путем отливки их в изложницу из жидкого металла, отобранного во время литья слитков, в соответствии с пунктом 14 ГОСТ 4004.
9.10 Проводят контроль радиоактивной чистоты слитков![]() .
.
_______________
![]() В Российской Федерации действует ГОСТ Р 51713-2001 "Слитки черных и цветных металлов. Допустимые уровни удельной активности гамма-излучающих радионуклидов. Метод радиационного контроля".
В Российской Федерации действует ГОСТ Р 51713-2001 "Слитки черных и цветных металлов. Допустимые уровни удельной активности гамма-излучающих радионуклидов. Метод радиационного контроля".
9.11 Наличие асбеста определяют визуально.
10 Маркировка, транспортирование и хранение
10.1 На торце каждого слитка металлическим клеймом должны быть нанесены:
- товарный знак и наименование предприятия-изготовителя;
- марка алюминия или сплава;
- номер печи (миксера);
- номер плавки;
- знак гомогенизации согласно требованиям технических спецификаций потребителей, при условии ее проведения.
Высота букв и цифр должна быть не менее 8 мм, символы и буквы должны быть четкими и легко читаемыми. Допускается нанесение маркировки высокоскоростным металлическим игольчатым клеймителем.
Слитки, предназначенные для кабельной промышленности, по согласованию предприятия-изготовителя с потребителем, не клеймят и не маркируют. Данные маркировки - товарный знак и наименование предприятия-изготовителя, марку алюминия или сплава, номер плавки, а также условное обозначение слитка - указывают в упаковочной ведомости или другой сопроводительной документации.
10.2 Слитки массой до 500 кг формируют в пакеты массой не более 5 т. Формирование пакетов слитков проводят в соответствии с правилами перевозки грузов, утвержденными соответствующими ведомствами. Каждый пакет должен быть скреплен обвязками. Для всех пакетов количество обвязок должно быть не менее шести: четыре с деревянными направляющими (размером не менее 9595 мм) и два без деревянных направляющих.
По согласованию предприятия-изготовителя с потребителем допускается упаковка короткомерных цилиндрических слитков в горизонтальные пакеты с не менее чем двумя обвязками (с деревянными направляющими (размером не менее 95х95 мм), а также вертикальных пакетов, с перекрестной увязкой лентой (2 - продольных, 3 - поперечных), при этом слитки устанавливают на деревянном поддоне.
Также допускается дополнительная упаковка пакетов в полиэтиленовую пленку, соответствующую ГОСТ 10354.
В качестве материалов для средств скрепления пакетов применяют стальную упаковочную ленту по ГОСТ 3560, ГОСТ 4986 или другому нормативному документу или полиэстеровую ленту ПЭТ по ГОСТ 24234. Масса ленты не входит в массу нетто пакета и партии.
Средства скрепления не предназначены для захвата пакетов при выполнении погрузочно-разгрузочных работ.
По требованию потребителя слитки, предназначенные для кабельной промышленности, должны быть упакованы в ящики или контейнеры, изготовленные по нормативно-технической документации.
По требованию потребителя слитки обертывают в бумагу.
10.3 Слитки транспортируют железнодорожным, морским и автомобильным транспортом в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
Железнодорожным транспортом слитки и пакеты слитков, а также слитки, упакованные в ящики, массой не более 1,25 т и в зависимости от длины транспортируют в крытых вагонах или железнодорожных контейнерах.
Слитки массой более 500 кг каждый, а также пакеты слитков и контейнеры массой более 1,25 т и длиной более 5800 мм каждый транспортируют на открытом подвижном составе.
Допускается отгрузка в одной единице подвижного состава одной или нескольких партий слитков при условии исключения их перемешивания.
Размещение и крепление грузов, перевозимых по железной дороге, должно соответствовать техническим условиям погрузки и крепления грузов.
Подготовка груза к транспортированию морским транспортом - по ГОСТ 26653.
10.4 Транспортную маркировку слитков, пакетов слитков, ящиков и контейнеров проводят по ГОСТ 14192.
На транспортные пакеты, перевозимые на открытом передвижном составе, наносят манипуляционный знак "Место строповки".
10.5 Слитки хранят в крытых помещениях. Допускается хранить слитки из алюминия технической чистоты на открытых площадках с применением защитного укрытия не пропускающего влагу материала.
Библиография
[1] | Технический регламент Таможенного союза | О безопасности средств индивидуальной защиты, утвержден Решением Комиссии Таможенного союза от 9 декабря 2011 г. N 878 |
УДК 669.71-412:006.354 | МКС 77.120.10 |
Ключевые слова: слитки цилиндрические алюминиевые | |
Электронный текст документа
и сверен по:
, 2019
