МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГОСТ
21631—
2023
ЛИСТЫ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ
Технические условия
Издание официальное
Москва
Российский институт стандартизации 2023
ГОСТ 21631—2023
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Обществом с ограниченной ответственностью «Институт Легких Материалов и Технологий» (ООО «ИЛМиТ»), Ассоциацией «Объединение производителей, поставщиков и потребителей алюминия»
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 099 «Алюминий»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 31 августа 2023 г. № 164-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО3166) 004—97 | Код страны по МК (ИСО 3166) 004—97 | Сокращенное наименование национального органа по стандартизации |
Армения | АМ | ЗАО «Национальный орган по стандартизации и метрологии» Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Кыргызстан | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | KZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 27 октября 2023 г. № 1251-ст межгосударственный стандарт ГОСТ 21631—2023 введен в действие в качестве национального стандарта Российской Федерации с 1 февряля 2024 г. с правом досрочного применения
5 ВЗАМЕН ГОСТ 21631-76
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
© Оформление. ФГБУ «Институт стандартизации», 2023
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ 21631—2023
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Классификация ......................................................................3
4 Сортамент ..........................................................................3
5 Технические требования...............................................................9
6 Правила приемки....................................................................24
7 Методы испытаний ..................................................................25
8 Маркировка, упаковка, транспортирование и хранение.....................................27
Приложение А (справочное) Расчетная теоретическая масса 1 м листа.........................28
Приложение Б (справочное) Значение плотности алюминиевых сплавов для расчета теоретической массы 1 м листа ............................................35
Приложение В (обязательное) Методика определения толщины и качества плакировки на полуфабрикатах из алюминиевых сплавов.................................36
III
Поправка к ГОСТ 21631—2023 Листы из алюминия и алюминиевых сплавов. Технические условия
В каком месте Напечатано | Должно быть |
Предисловие. Таблица — Таджикистан согласования | TJ | Таджи кета нда рт |
(ИУС № 7 2024 г.)
ГОСТ 21631—2023
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЛИСТЫ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ
Технические условия
Sheets of aluminium and aluminium alloys. Specifications
Дата введения — 2024—02—01 с правом досрочного применения
1 Область применения
Настоящий стандарт распространяется на листы из алюминия и алюминиевых сплавов общего и специального назначения.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.510 Единая система защиты от коррозии и старения. Полуфабрикаты из алюминия и алюминиевых сплавов. Общие требования к временной противокоррозионной защите, упаковке, транспортированию и хранению
ГОСТ 166 (ИСО 3599—76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 1131 Сплавы алюминиевые деформируемые в чушках. Технические условия
ГОСТ 1497 (ИСО 6892—84) Металлы. Методы испытаний на растяжение
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3118 Реактивы. Кислота соляная. Технические условия
ГОСТ 3221 Алюминий первичный. Методы спектрального анализа
ГОСТ 3749 Угольники поверочные 90°. Технические условия
ГОСТ 4328 Реактивы. Натрия гидроокись. Технические условия
ГОСТ 4461 Реактивы. Кислота азотная. Технические условия
ГОСТ 4784 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5009 Шкурка шлифовальная тканевая. Технические условия
ГОСТ 5378 Угломеры с нониусом. Технические условия
ГОСТ 6456 Шкурка шлифовальная бумажная. Технические условия
ГОСТ 6507 Микрометры. Технические условия
ГОСТ 67091 > Вода дистиллированная. Технические условия
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 7727 Сплавы алюминиевые. Методы спектрального анализа
ГОСТ 8026 Линейки поверочные. Технические условия
ГОСТ 10484 Реактивы. Кислота фтористоводородная. Технические условия
ГОСТ 11069 Алюминий первичный. Марки
ГОСТ 11701 Металлы. Методы испытаний на растяжение тонких листов и лент
ГОСТ 11739.1 Сплавы алюминиевые литейные и деформируемые. Методы определения оксида алюминия
1) В Российской Федерации действует ГОСТ Р 58144—2018 «Вода дистиллированная. Технические условия»
Издание официальное
1
ГОСТ 21631—2023
ГОСТ 11739.2 Сплавы алюминиевые литейные и деформируемые. Методы определения бора ГОСТ 11739.3 Сплавы алюминиевые литейные и деформируемые. Методы определения бериллия ГОСТ 11739.4 Сплавы алюминиевые литейные и деформируемые. Методы определения висмута ГОСТ 11739.5 Сплавы алюминиевые литейные и деформируемые. Методы определения ванадия ГОСТ 11739.6 Сплавы алюминиевые литейные и деформируемые. Методы определения железа ГОСТ 11739.7 Сплавы алюминиевые литейные и деформируемые. Методы определения кремния ГОСТ 11739.8 Сплавы алюминиевые литейные и деформируемые. Метод определения калия ГОСТ 11739.10 Сплавы алюминиевые литейные и деформируемые. Метод определения лития ГОСТ 11739.11 Сплавы алюминиевые литейные и деформируемые. Методы определения магния ГОСТ 11739.12 Сплавы алюминиевые литейные и деформируемые. Методы определения марганца ГОСТ 11739.13 Сплавы алюминиевые литейные и деформируемые. Методы определения меди ГОСТ 11739.14 Сплавы алюминиевые литейные и деформируемые. Методы определения мышьяка ГОСТ 11739.15 Сплавы алюминиевые литейные и деформируемые. Метод определения натрия ГОСТ 11739.16 Сплавы алюминиевые литейные и деформируемые. Методы определения никеля ГОСТ 11739.19 Сплавы алюминиевые литейные и деформируемые. Методы определения сурьмы ГОСТ 11739.20 Сплавы алюминиевые литейные и деформируемые. Метод определения титана ГОСТ 11739.21 Сплавы алюминиевые литейные и деформируемые. Методы определения хрома ГОСТ 11739.22 Сплавы алюминиевые литейные и деформируемые. Методы определения редкоземельных элементов и иттрия
ГОСТ 11739.23 Сплавы алюминиевые литейные и деформируемые. Методы определения циркония ГОСТ 11739.24 Сплавы алюминиевые литейные и деформируемые. Методы определения цинка ГОСТ 12026 Бумага фильтровальная лабораторная. Технические условия
ГОСТ 12697.1 Алюминий. Методы определения ванадия
ГОСТ 12697.2 Алюминий. Методы определения магния
ГОСТ 12697.3 Алюминий. Методы определения марганца
ГОСТ 12697.4 Алюминий. Метод определения натрия
ГОСТ 12697.5 Алюминий. Метод определения хрома
ГОСТ 12697.6 Алюминий. Метод определения кремния
ГОСТ 12697.7 Алюминий. Методы определения железа
ГОСТ 12697.8 Алюминий. Методы определения меди
ГОСТ 12697.9 Алюминий. Методы определения цинка
ГОСТ 12697.10 Алюминий. Метод определения титана
ГОСТ 12697.11 Алюминий. Метод определения свинца
ГОСТ 12697.12 Алюминий. Методы определения мышьяка
ГОСТ 14192 Маркировка грузов
ГОСТ 183001) Спирт этиловый ректификованный технический. Технические условия
ГОСТ 19300 Средства измерений шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры
ГОСТ 24047 Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытания на растяжение
ГОСТ 24231 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 25086 Цветные металлы и их сплавы. Общие требования к методам анализа
ГОСТ 26877 Металлопродукция. Методы измерений отклонений формы
ГОСТ 27637 Полуфабрикаты из алюминиевых деформируемых термоупрочняемых сплавов. Контроль микроструктуры на пережог металлографическим методом
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
1) В Российской Федерации действует ГОСТ Р 55878—2013 «Спирт этиловый технический гидролизный ректификованный. Технические условия».
2
ГОСТ 21631—2023
3 Классификация
3.1 Листы подразделяют:
а) по способу изготовления:
1) на неплакированные — без дополнительного обозначения;
2) с технологической плакировкой — Б;
3) с нормальной плакировкой — А;
4) с утолщенной плакировкой — У;
б) по состоянию материала:
1) на листы без термической обработки — без дополнительного обозначения;
Примечание — Листы, изготовляемые без термической обработки, кроме листов из сплава марки ВД1, допускается подвергать отжигу.
2) отожженные — М;
3) четвертьнагартованные — Н1;
Примечание — Отожженные листы допускается изготавливать без термической обработки, если они удовлетворяют требованиям, предъявляемым к отожженным листам по механическим свойствам, качеству поверхности и неплоскостности. Такие листы маркируют буквой М в скобках — (М).
4) полунагартованные — Н2;
5) нагартованные — Н;
6) закаленные и естественно состаренные — Т;
7) закаленные и искусственно состаренные — Т1;
8) нагартованные после закалки и естественного старения — TH;
в) по качеству отделки поверхности:
1) на листы обычной отделки — без дополнительного обозначения;
2) повышенной отделки — П;
3) высокой отделки — В;
Примечания
1 Обозначение качества отделки поверхности П и В ставят после обозначения настоящего стандарта (или после года утверждения настоящего стандарта).
2 Листы с высокой отделкой поверхности изготавливают из алюминия марок А7, Аб, А5, АО, АД00, АДО, АД1, АД и алюминиевых сплавов марок АМц, АМг2, а листы с повышенной и обычной отделкой поверхности изготавливают из всех марок алюминия и алюминиевых сплавов.
3 Листы высокой отделки поверхности изготавливают толщиной до 4,0 мм.
г) по точности изготовления:
1) на листы нормальной точности по толщине, ширине, длине — без дополнительного обозначения;
2) повышенной точности по толщине, ширине, длине, или одному или двум из указанных параметров — П.
4 Сортамент
4.1 Толщина листов, предельные отклонения в зависимости от толщины и ширины листов и точности их изготовления должны соответствовать значениям, указанным в таблице 1.
4.1.1 Теоретическую массу одного погонного метра листа Мтеор, кг/м, вычисляют по формуле u -^^.Ss^l.y.to-s, (1)
где Нтах и Втах — наибольшие предельные размеры по толщине и ширине соответственно, мм;
Hmin и Bmin — наименьшие предельные размеры по толщине и ширине соответственно, мм;
у— плотность алюминиевого сплава, кг/мм3.
Теоретическую массу одного погонного метра листа, вычисленную при плотности 2,85 г/см3, определяют в соответствии с таблицами А.1—А.5.
Для вычисления теоретической массы листов из других алюминиевых сплавов следует использовать значения их плотности, приведенные в таблице Б.1.
3
-^ Таблица 1
В миллиметрах
Толщина листа | Предельное отклонение по толщине при ширине листа | |||||||||||
600 | Св. 600 до 1000 включ. | Св. 1000 до 1400 включ. | Св. 1400 до 1800 включ. | Св. 1800 до 2000 включ. | Св. 2000 до 2500 включ. | Св. 2500 до 2800 включ. | ||||||
повышенной точности | нормальной точности | повышенной точности | нормальной точности | повышенной точности | нормальной точности | повышенной точности | нормальной точности | повышенной точности | нормальной точности | нормальной точности | нормальной точности | |
0,3 | -0,04 | -0,05 | -0,06 | -0,08 | — | — | — | — | — | — | — | — |
0,4 | -0,04 | -0,05 | -0,06 | -0,08 | -0,10 | -0,12 | — | — | — | — | — | — |
0,5 | -0,04 | -0,05 | -0,06 | -0,08 | -0,10 | -0,12 | -0,10 | -0,12 | — | — | — | — |
0,6 | -0,05 | -0,06 | -0,08 | -0,10 | -0,10 | -0,12 | -0,11 | -0,13 | — | — | — | — |
0,7 | -0,05 | -0,06 | -0,08 | -0,10 | -0,10 | -0,12 | -0,11 | -0,13 | — | — | — | — |
0,8 | -0,06 | -0,08 | -0,10 | -0,12 | -0,12 | -0,13 | -0,12 | -0,14 | -0,14 | -0,16 | — | — |
0,9 | -0,06 | -0,08 | -0,10 | -0,12 | -0,12 | -0,13 | -0,12 | -0,14 | -0,14 | -0,16 | — | — |
1,0 | -0,08 | -0,10 | -0,12 | -0,15 | -0,14 | -0,16 | -0,15 | -0,17 | -0,16 | -0,18 | — | — |
1,2 | -0,08 | -0,10 | -0,12 | -0,15 | -0,14 | -0,16 | -0,15 | -0,17 | -0,18 | -0,20 | -0,25 | — |
1,5 | -0,10 | -0,15 | -0,14 | -0,20 | -0,18 | -0,22 | -0,20 | -0,25 | -0,24 | -0,26 | -0,30 | — |
1,6 | -0,10 | -0,15 | -0,14 | -0,20 | -0,18 | -0,22 | -0,22 | -0,25 | -0,24 | -0,26 | -0,32 | — |
1,8 | -0,10 | -0,15 | -0,16 | -0,20 | -0,20 | -0,22 | -0,22 | -0,25 | -0,24 | -0,26 | -0,34 | — |
1,9 | -0,10 | -0,15 | -0,16 | -0,20 | -0,20 | -0,22 | -0,22 | -0,25 | -0,24 | -0,26 | -0,36 | — |
2,0 | -0,10 | -0,15 | -0,16 | -0,20 | -0,20 | -0,24 | -0,24 | -0,26 | -0,25 | -0,27 | -0,38 | — |
2,5 | -0,12 | -0,20 | -0,18 | -0,25 | -0,22 | -0,28 | -0,26 | -0,29 | -0,28 | -0,30 | -0,38 | — |
3,0 | -0,14 | -0,25 | -0,20 | -0,30 | -0,26 | -0,30 | -0,28 | -0,34 | -0,33 | -0,35 | -0,42 | — |
3,5 | -0,16 | -0,25 | -0,22 | -0,30 | -0,28 | -0,32 | -0,30 | -0,35 | -0,34 | -0,36 | -0,45 | — |
4,0 | -0,18 | -0,25 | -0,24 | -0,30 | -0,32 | -0,35 | -0,34 | -0,36 | -0,35 | -0,37 | -0,48 | — |
4,5 | -0,20 | -0,25 | -0,26 | -0,30 | -0,34 | -0,35 | -0,34 | -0,36 | -0,35 | -0,37 | -0,50 | — |
5,0 | -0,24 | -0,30 | -0,30 | -0,35 | -0,34 | -0,36 | -0,35 | -0,37 | -0,36 | -0,38 | -0,52 | -0,56 |
5,5 | -0,24 | -0,30 | -0,30 | -0,35 | -0,34 | -0,36 | -0,35 | -0,37 | -0,36 | -0,38 | -0,55 | -0,60 |
ГОСТ 21631—2023
Окончание таблицы 1
В миллиметрах
Толщина листа | Предельное отклонение по толщине при ширине листа | |||||||||||
600 | Св. 600 до 1000 включ. | Св. 1000 до 1400 включ. | Св. 1400 до 1800 включ. | Св. 1800 до 2000 включ. | Св. 2000 до 2500 включ. | Св. 2500 до 2800 включ. | ||||||
повышенной точности | нормальной точности | повышенной точности | нормальной точности | повышенной точности | нормальной точности | повышенной точности | нормальной точности | повышенной точности | нормальной точности | нормальной точности | нормальной точности | |
6,0 | -0,28 | -0,30 | -0,35 | -0,40 | -0,38 | -0,41 | -0,40 | -0,42 | -0,41 | -0,43 | -0,58 | -0,62 |
6,5 | -0,28 | -0,30 | -0,35 | -0,40 | -0,38 | -0,41 | -0,40 | -0,42 | -0,41 | -0,43 | -0,60 | -0,65 |
7,0 | -0,28 | -0,30 | -0,35 | -0,40 | -0,40 | -0,42 | -0,41 | -0,43 | -0,42 | -0,44 | -0,62 | -0,68 |
7,5 | -0,28 | -0,30 | -0,35 | -0,40 | -0,40 | -0,42 | -0,41 | -0,43 | -0,42 | -0,44 | -0,65 | -0,70 |
8,0 | -0,33 | -0,35 | -0,40 | -0,45 | -0,44 | -0,46 | -0,45 | -0,47 | -0,46 | -0,48 | -0,70 | -0,75 |
8,5 | -0,33 | -0,35 | -0,40 | -0,45 | -0,44 | -0,46 | -0,45 | -0,47 | -0,46 | -0,48 | -0,72 | -0,78 |
9,0 | -0,33 | -0,35 | -0,40 | -0,45 | -0,45 | -0,47 | -0,46 | -0,48 | -0,47 | -0,49 | -0,75 | -0,80 |
9,5 | -0,33 | -0,35 | -0,40 | -0,45 | -0,45 | -0,47 | -0,46 | -0,48 | -0,47 | -0,49 | -0,80 | -0,85 |
10,0 | -0,38 | -0,40 | -0,45 | -0,50 | -0,48 | -0,50 | -0,48 | -0,50 | -0,48 | -0,50 | -0,85 | -0,90 |
10,5 | -0,38 | -0,40 | -0,45 | -0,50 | -0,48 | -0,50 | -0,48 | -0,50 | -0,48 | -0,50 | -0,90 | -0,95 |
Примечания
1 Предельные отклонения по толщине листов отожженных и без термической обработки толщиной 5 мм и более из сплавов марок АМгЗ, АМг5, АМгб и 1565 ч устанавливают ±5 % номинальной толщины.
2 При изготовлении листов с промежуточными размерами по толщине, предельные отклонения по толщине листа для этих размеров принимают, как для ближайшего меньшего размера.
3 По согласованию между изготовителем и потребителем листы толщиной от 1,2 до 10,5 мм шириной до 2000 мм изготовляют с симметричными предельными отклонениями по толщине при соответствии полю допуска, указанному в настоящей таблице.
ГОСТ 21631—2023
ГОСТ 21631—2023
4.2 Размеры листов в зависимости от марки сплава, плакировки и состояния материала должны соответствовать значениям, указанным в таблице 2.
Таблица 2 — Размеры листов
Состояние материала листов | Марка алюминия и алюминиевого сплава и плакировка | Толщина листа, мм | Ширина листа, мм | Длина листа, мм |
Без термической обра-ботки | А7, Аб, А5, АО, АДО, АД1, АД00, АД | От 5,0 до 10,5 включ. | От 600 до 2800 включ. | От 2000 до 12000 включ. |
АМц, АМцС, АМг2, АМгЗ, АМг5, АМгб, АМгб Б, 1565ч, АВ, Д1 А, Д16, Д16 А, Д16 Б, Д19 А, В95 А, В95-1,В95-1 А, В95-2, В95-2А, ВД1 А, ВД1 Б, ВД1, АКМ А | От 1000 до 2800 включ. | От 2000 до 12000 включ. | ||
1915 | От 1200 до 2800 включ. | От 2000 до 12000 включ. | ||
Отожженные | А7, Аб, А5, АО, АДО, АД1,АД00,АД,АМц, АМцС, АВ, АМг2 | От 0,3 до 10,5 включ. | От 600 до 2800 включ. | От 2000 до 12000 включ. |
АМгЗ, АМг5, АМгб, АМгб Б | Св. 0,5 до 10,5 включ. | От 1000 до 2800 включ. | От 2000 до 12000 включ. | |
АМгб У | Св. 2,0 до 6,0 включ. | От 1000 до 2800 включ. | От 2000 до 12000 включ. | |
1565ч | От 0,7 до 10,5 включ. | От 1000 до 2800 включ. | От 2000 до 12000 включ. | |
1580, 1581 | От 1,0 до 10,5 включ. | От 1000 до 2800 включ. | От 2000 до 12000 включ. | |
Д12 | От 0,5 до 4,0 включ. | От 1200 до 2800 включ. | От 2000 до 12000 включ. | |
Д1 А, Д16 Б, Д16, Д16 А, Д19 А | От 0,5 до 10,5 включ. | От 1000 до 2800 включ. | От 2000 до 12000 включ. | |
Д16У, Д19У | От 0,5 до 4,0 включ. | От 1200 до 2800 включ. | От 2000 до 12000 включ. | |
В95 А | От 0,5 до 10,5 включ. | От 1000 до 2800 включ. | От 2000 до 12000 включ. | |
В95-1, В95-1 А, В95-2, В95-2 А, В95-2 Б, АКМ, АКМ А, АКМ Б, | От 1,0 до 10,5 включ. | От 1200 до 1500 включ. | От 2000 до 12000 включ. | |
ВД1, ВД1 А, ВД1 Б | От 0,5 до 10,5 включ. | От 1000 до 2800 включ. | От 2000 до 12000 включ. | |
1915 | От 1,0 до 4,5 включ. | От 1200 до 2800 включ. | От 2000 до 12000 включ. | |
Четвертьна-гартованные | 1565ч | От 2,0 до 10,5 включ. | От 1000 до 2800 включ. | От 2000 до 12000 |
Полунагарто-ванные | А7, Аб, А5, АО, АДО, АД1, АД00, АД | От 0,8 до 4,5 включ. | От 1000 до 2800 включ. | От 2000 до 12000 включ. |
АМц, АМцС, АМг2, АМгЗ | От 0,5 до 5,0 включ. | От 1000 до 2800 включ. | От 2000 до 12000 включ. | |
1565ч | От 2,0 до 10,5 включ. | От 1000 до 2800 включ. | От 2000 до 12000 включ. | |
1580 | От 1,5 до 6,0 включ. | От 1000 до 2800 включ. | От 2000 до 12000 включ. | |
Д12 | От 0,5 до 4,0 включ. | От 1200 до 2800 включ. | От 3000 до 12000 включ. |
6
Окончание таблицы 2
ГОСТ 21631—2023
Состояние материала листов | Марка алюминия и алюминиевого сплава и плакировка | Толщина листа, мм | Ширина листа, мм | Длина листа, мм |
Нагартованные | А7, Аб, А5, АО, АДО, АД1, АД00, АД | От 0,3 до 10,5 включ. | От 600 до 2800 включ. | От 2000 до 12000 включ. |
ММ | От 1,0 до 4,5 включ. | От 1000 до 1500 включ. | От 2000 до 12000 включ. | |
АМц, АМцС, АМг2, 1407 | От 0,5 до 4,0 включ. | От 1000 до 2800 включ. | От 2000 до 12000 включ. | |
ВД1, ВД1 А, ВД1 Б, АКМ А | От 0,8 до 5,0 включ. | От 1000 до 1500 включ. | От 2000 до 12000 включ. | |
Закаленные и естествен-но состаренные | АВ, Д1 А, Д16 Б, Д16, Д16 А | От 0,5 до 10,5 включ. | От 1000 до 2800 включ. | От 2000 до 12000 включ. |
Д19 А | От 0,5 до 10,5 включ. | От 600 до 2800 включ. | От 2000 до 12000 включ. | |
Д16У, Д19У | От 0,5 до 4,0 включ. | От 1200 до 2800 включ. | От 2000 до 12000 включ. | |
В95-1, В95-1 А, В95-2, В95-2 А, ВД1 А, ВД1, ВД1 Б, АКМ А | От 0,5 до 10,5 включ. | От 1000 до 2800 включ. | От 2000 до 12000 включ. | |
1915 | От 1,0 до 10,5 включ. | От 1200 до 2800 включ. | От 2000 до 12000 включ. | |
Закаленные и искусственно состаренные | АВ | От 0,5 до 10,5 включ. | От 1000 до 2800 включ. | От 2000 до 12000 включ. |
В95 А | От 0,5 до 10,5 включ. | От 1000 до 2800 включ. | От 2000 до 12000 включ. | |
Нагартованные после закалки и естественного старения | Д16, Д16 А, Д16 Б, Д19 А | От 1,5 до 7,5 включ. | От 1000 до 2800 включ. | От 2000 до 12000 включ. |
4.3 Предельные отклонения по ширине листов в зависимости от их толщины должны соответствовать значениям, указанным в таблице 3.
Таблица 3 В миллиметрах
Толщина листа | Ширина листа | Предельное отклонение по ширине листа, не более | |
повышенной точности | нормальной точности | ||
До 5,0 включ. | До 1000 включ. | +6,0 | +8,0 |
Св. 1000 до 2000 включ. | — | +10,0 | |
Св. 2000 | — | +20,0 | |
Св. 5,0 | До 1000 включ. | +10,0 | +12,0 |
Св. 1000 до 2000 включ. | — | +15,0 | |
Св. 2000 | — | +30,0 | |
Примечания
1 Допускается изготовление листов длиной свыше 4000 мм без обрезки кромок уширенными по сравнению с номинальными размерами:
- с шириной до 2000 мм при толщине до 4,0 мм — не более чем на 25 мм, при толщине свыше 4,0 мм — не более чем на 40 мм;
- с шириной свыше 2000 мм при толщине до 4,0 мм включительно — не более чем на 40 мм, при толщине свыше 4,0 мм — не более чем на 60 мм.
7
ГОСТ 21631—2023
Окончание таблицы 3
2 Допускается изготовление листов из алюминия всех марок и алюминиевых сплавов марок АМц, АМг2 длиной свыше 2000 мм без обрезки кромок уширенными по сравнению с номинальными размерами:
- с шириной до 2000 мм при толщине свыше 5,0 мм — не более чем на 60 мм;
- с шириной свыше 2000 мм при толщине свыше 5,0 мм — не более чем на 100 мм.
3 Предельные отклонения по ширине листов повышенной точности шириной свыше 1000 мм устанавливаются по согласованию изготовителя и потребителя.
4.4 Листы поставляют мерной длины или кратной мерной в пределах длин, указанных в таблице 2, с интервалом 500 мм. Предельные отклонения по длине листов, в зависимости от их толщины, должны соответствовать значениям, указанным в таблице 4.
По согласованию между потребителем и изготовителем допускается изготовление листов с интервалом по длине, отличным от 500 мм.
Таблица 4 — Предельные отклонения по длине листов В миллиметрах
Толщина листа | Длина листа | Предельное отклонение по длине, не более | |
повышенной точности | нормальной точности | ||
От 0,3 до 3,5 включ. | Св. 2000 до 7200 включ. | +8,0 | +20,0 |
Св. 3,5 до 10,5 включ. | — | +25,0 | |
От 0,3 до 10,5 включ. | Св. 7200 до 12000 включ. | — | + 100,0 |
4.5 По согласованию изготовителя с потребителем допускается изготавливать листы с отклонениями от номинальных геометрических размеров, отличающихся от требований настоящего стандарта.
4.6 Допускается в партии 10 % листов, имеющих минусовые отклонения от номинальных размеров по ширине и длине не более 10 %.
4.7 По требованию потребителя допускается изготовление листов с минусовыми отклонениями от номинальных размеров.
4.8 Марку алюминия или алюминиевого сплава, плакировку, размеры листов, точность изготовления и качество отделки листов заказчик указывает в заказе. При отсутствии требований в заказе точность изготовления определяет изготовитель.
Условные обозначения плит при заказе проставляют по следующей по схеме в соответствии с рисунком 1.
Лист
] ХХХХХ
ГОСТ 21631-202 X
Марка сплава
Способ изготовления (плакировка)
Состояние поставки
Толщина листа
Точность по толщине
Ширина листа
Длина листа
Обозначение стандарта
Качество отделки поверхности
Рисунок 1 —Условные обозначения листов
Примеры условных обозначений:
Лист из алюминиевого сплава марки АМг2 в отожженном состоянии, толщиной 0,7 мм, шириной 1200 мм, длиной 2000 мм, повышенной точности изготовления, высокой отделки поверхности:
Лист АМг2М 0,7П*1200П*2000П ГОСТ 21631—2023В
8
ГОСТ 21631—2023
Лист из алюминия марки АД1, без термической обработки, толщиной 5 мм, шириной 1000 мм, длиной 2000 мм, нормальной точности изготовления, обычной отделки поверхности:
Лист АД1 5*1000*2000 ГОСТ 21631—2023
Лист из алюминия марки АД1, отожженный, толщиной 5 мм, шириной 1200 мм, длиной 2000 мм, нормальной точности изготовления, повышенной отделки поверхности:
Лист АД1М 5*1200*2000 ГОСТ 21631—2023П
Лист из алюминия марки АД1, полунагартованный, толщиной 5 мм, шириной 1000 мм, длиной 2000 мм, повышенной точности изготовления по толщине и ширине:
Лист АД1 Н2 5П*1000П*2000 ГОСТ 21631—2023
Лист из алюминиевого сплава марки Д16 с технологической плакировкой, нагартованный после закалки и естественного старения, толщиной 2 мм, шириной 1200 мм, длиной 2000 мм, нормальной точности изготовления, повышенной отделки поверхности:
Лист Д16 Б TH 2*1200*2000 ГОСТ 21631—2023П
Лист из алюминиевого сплава марки Д16 с технологической плакировкой, нагартованный после закалки и естественного старения, толщиной 2 мм, шириной 1200 мм, длиной 2000 мм, повышенной точности изготовления по толщине:
Лист Д16Б TH 2П*1200*2000 ГОСТ 21631—2023
5 Технические требования
5.1 Листы изготавливают в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной в установленном порядке.
5.1.1 Листы изготавливают из алюминия марок А7, Аб, А5, АО с химическим составом по ГОСТ 11069; листы из алюминия марок АД00, АДО, АД1, АД и всех алюминиевых сплавов (кроме сплавов марок АКМ, ВД1) с химическим составом по ГОСТ 4784. Листы из алюминиевых сплавов марок АКМ, ВД1, В95-1, В95-2 изготавливают с химическим составом по ГОСТ 1131.
5.1.2 Листы из алюминиевых сплавов по ГОСТ 4784, требования к которым не установлены в настоящем стандарте, изготавливают по нормативной документации, согласованной между изготовителем и потребителем.
5.2 Для плакировки листов, в зависимости от марки сплава, применяют алюминий с химическим составом, указанным в таблице 5.
Таблица 5
Марка плакируемого сплава | Химический состав плакирующего материала, % | |||||||||||
Легирующие компоненты | Примеси, не более | |||||||||||
Алюминий | о | >s (D | ф S | ф 2 го S | _s_ | z н | >s СЁ S | Прочие примеси | s >s ° т 4 о. го с ё -О О 2 | |||
S m О СК о ГО I о | го О | |||||||||||
Д1, Д16, АМгб, ВД1, АКМ | Не менее 99,30 | — | 0,30 | 0,30 | 0,02 | 0,025 | 0,1 | 0,15 | 0,05 | 0,02 | — | 0,70 |
В95, В95-1, В95-2 | Основной компонент | 0,9—1,3 | 0,3 | 0,3 | — | 0,025 | — | 0,15 | — | 0,05 | 0,1 | — |
5.3 Толщина плакирующего слоя на каждой стороне листа в зависимости от толщины листа должна соответствовать значениям, указанным в таблице 6.
9
ГОСТ 21631—2023
Таблица 6
Толщина листа, мм | Толщина плакирующего слоя на каждой стороне листа в процентах от фактической толщины листа в мм при плакировке | ||
технологической | нормальной | утолщенной | |
не более | не менее | ||
От 0,5 до 1,9 включ. | 1,5 | 4,0 | 8,0 |
Св. 1,9 до 4,0 включ. | 1,5 | 2,0 | 4,0 |
Св. 4,0 до 10,5 включ. | 1,5 | 2,0 | — |
Примечание — Толщина утолщенной плакировки для листов из сплава марки АМгб должна составлять на каждой стороне листа не менее 4,0 % от фактической толщины листа.
5.4 Механические свойства листов должны соответствовать требованиям, указанным в таблице 7.
5.5 Механические свойства отожженных листов, подвергнутых закалке и старению, а также закаленных и состаренных листов, прошедших перезакалку и старение у потребителя, должны удовлетворять требованиям, указанным в таблице 8.
5.6 Листы должны быть обрезаны по торцам под прямым углом. Косина реза не должна выводить листы за предельные отклонения по ширине и длине. На кромках обрезанных листов не допускаются заусенцы и расслоения, надрывы и трещины. У листов, изготавливаемых уширенными в соответствии с примечанием к таблице 3, допускаются надрывы и трещины на кромках, если они не выводят лист за пределы номинальной ширины.
5.7 Поверхность листов всех групп отделки должна быть глянцевая или матовая, без трещин, рванин, расслоений, пузырей пережога, налета селитры, пятен коррозионного происхождения, диффузионных пятен (на листах толщиной более 0,6 мм с нормальной и утолщенной плакировкой), шлаковых включений, обнаженных от плакировки участков (на листах с нормальной и утолщенной плакировкой), а также размытых беловатых пятен, образовавшихся при закалке, и неметаллических включений, если они не удаляются при контрольном травлении в 5—6 %-ном растворе NaOH при 50 °C в течение от 1 до 3 мин с последующим осветлением в 30 %-ном растворе HNO3.
5.8 На лицевой стороне листов высокой отделки поверхности не допускаются пятна и полосы от пригоревшей смазки, отпечатки от валков в виде светлых и темных полос и надрывы.
Шероховатость поверхности листа по ГОСТ 2789 не должна превышать Ra = 1,25 мкм.
5.8.1 На лицевой стороне листов высокой отделки допускаются:
а) металлические закаты общей площадью не более 20 мм2 на 1 м2 поверхности листов шириной до 1200 мм включительно и не более 50 мм2 на 1 м2 поверхности листов шириной свыше 1200 мм;
б) гнезда от выкрашивания закатов;
в) пузыри общей площадью не более 20 мм2 на 1 м2 поверхности листа с размерами каждого пузыря не более 5 мм2;
г) единичные и групповые царапины глубиной не более 0,02 мм на листах шириной до 1200 мм и не более 0,05 мм на листах шириной свыше 1200 мм. В одной группе не более пяти царапин, которые укладываются в квадрате 200*200 мм;
д) насечка, имеющая длину отдельного штриха не более 4 мм;
е) отпечатки в виде вмятин и выпуклостей;
ж) единичные изломы от изгибов на листах в отожженном состоянии толщиной от 0,5 до 0,8 мм и шириной:
- 1500 мм и более при длине до 4000 мм включительно;
- 1000 мм и более при длине более 4000 мм;
и) потертость общей площадью не более 1 % поверхности листа;
к) отпечатки от валков в виде отдельных «языков» (заалюминивание) длиной не более 50 мм и шириной не более 5 мм, общей площадью не более 1 % поверхности листа;
л) цвета побежалости.
5.8.2 Поверхность, противоположная лицевой стороне листов высокой отделки, должна соответствовать требованиям к лицевой стороне листов повышенной отделки.
10
Таблица 7
Марка алюминия и алюминиевого сплава и плакировка | Состояние материала листов | Обозначение марки сплава, плакировки и состояние материала | Состояние материала испытываемых образцов | Толщина листа, мм | Механические свойства при растяжении | ||
Временное сопротивление ов, МПа (кгс/мм2) | Предел текучести о0 2, МПа (кгс/мм2) | Относительное удлинение 8, % при 'о^З^ | |||||
не менее | |||||||
А7, Аб, А5, АО, АДО, АД1, АДОО, АД | Отожженные | А7М, А6М, А5М, АОМ, АДОМ, АД1М, АД00М, АДМ | Отожженные | От 0,3 до 0,5 включ. | 60 (6,0) | — | 20,0 |
Св. 0,5 до 0,9 включ. | 60 (6,0) | — | 25,0 | ||||
Св. 0,9 до 10,5 включ. | 60 (6,0) | — | 30.0 | ||||
Полунагартованные | А7Н2, А6Н2, А5Н2, А0Н2, АД0Н2, АД1Н2, АД00Н2, АДН2 | Полунагартованные | От 0,8 до 4,5 включ. | 100 (10,0) | — | 6.0 | |
Нагартованные | А7Н, А6Н, А5Н, АОН, АДОН, АД1Н, АД00Н, АДН | Нагартованные | От 0,3 до 0,8 включ. | 145 (15,0) | — | 2,0 | |
Св. 0,8 до 3,5 включ. | 145 (15,0) | — | 2,0 | ||||
Св. 3,5 до 10,5 включ. | 130 (13,0) | — | 4.0 | ||||
Без термической обработки | А7, Аб, А5, АО, АДО, АД 1, АДОО, АД | Без термической обработки | От 5,0 до 10,5 включ. | 70 (7,0) | — | 15.0 | |
АМц, АМцС | Отожженные | АМцМ, АМцСМ | Отожженные | От 0,5 до 0,7 включ. | 90 (9,0) | — | 18,0 |
Св. 0,7 до 3,0 включ. | 90 (9,0) | — | 22,0 | ||||
Св. 3,0до 10,5 включ. | 90 (9,0) | — | 20,0 | ||||
АМц, АМцС | Полунагартованные | АМцН2, АМцСН2 | Полунагартованные | От 0,5 до 3,5 включ. | 145 (15,0) | — | 5,0 |
Св. 3,5 до 5,0 включ. | 145 (15,0) | — | 6.0 | ||||
Нагартованные | АМцН, АМцСН | Нагартованные | 0,5 | 185 (19,0) | — | 1.0 | |
Св. 0,5 до 0,8 включ. | 185 (19,0) | — | 2,0 | ||||
Св. 0,8 до 1,2 включ. | 185 (19,0) | — | 3,0 | ||||
Св. 1,2 до 4,0 включ. | 185 (19,0) | — | 4.0 | ||||
Без термической обработки | АМц, АМцС | Без термической обработки | От 5,0 до 10,5 включ. | 100 (10,0) | — | 10,0 | |
ММ | Нагартованные | ММН | Нагартованные | От 1,0 до 4,5 включ. | Не испытываются | ||
ГОСТ 21631—2023
го
Продолжение таблицы 7
Марка алюминия и алюминиевого сплава и плакировка | Состояние материала листов | Обозначение марки сплава, плакировки и состояние материала | Состояние материала испытываемых образцов | Толщина листа, мм | Механические свойства при растяжении | ||
Временное сопротивление ов, МПа (кгс/мм2) | Предел текучести о0 2, МПа (кгс/мм2) | Относительное удлинение 5, % при /0 =11.3^ | |||||
не менее | |||||||
1407 | Отожженные | 1407М | Отожженные | От 0,5 до 0,7 включ. | 110 (11,0) | — | 18,0 |
Св. 0,7 до 3,0 включ. | 110 (11,0) | — | 22,0 | ||||
Св. 3,0 до 10,5 включ. | 110 (11,0) | — | 20,0 | ||||
Нагартованные | 1407 Н | Нагартованные | Св. 0,8 до 1,2 включ. | 200 (20,5) | — | 2,0 | |
Св. 1,2 до 4,0 включ. | 200 (20,5) | — | 2,0 | ||||
Д12 | Отожженные | Д12 М | Отожженные | От 0,5 до 4,0 включ. | 155 (16,0) | — | 14,0 |
Полунагартованные | Д12 Н2 | Полунагартованные | От 0,5 до 4,0 включ. | 220 (22,5) | — | 3,0 | |
АМг2 | Отожженные | АМг2 М | Отожженные | От 0,5 до 1,0 включ. | 165 (17,0) | — | 16,0 |
Св. 1,0 до 10,5 включ. | 165 (17,0) | — | 18,0 | ||||
Полунагартованные | АМг2 Н2 | Полунагартованные | От 0,5 до 1,0 включ. | 235—314 (24,0—32,0) | 145 (15,0) | 5.0 | |
Св. 1,0 до 4,0 включ. | 235—314 (24,0—32,0) | 145 (15,0) | 6,0 | ||||
Нагартованные | АМг2 Н | Нагартованные | От 0,5 до 1,0 включ. | 265 (27,0) | 215 (22,0) | 3,0 | |
Св. 1,0 до 4,0 включ. | 265 (27,0) | 215 (22,0) | 4,0 | ||||
Без термической обработки | АМг2 | Без термической обработки | От 5,0 до 10,5 включ. | 175 (18,0) | — | 7,0 | |
АМгЗ | Отожженные | АМгЗ М | Отожженные | От 0,5 до 0,6 включ. | 195 (20,0) | 90 (9,0) | 15,0 |
Св. 0,6 до 4,5 включ. | 195 (20,0) | 80 (10,0) | 15,0 | ||||
Полунагартованные | АМгЗ Н2 | Полунагартованные | Св. 4,5 до 10,5 включ. | 185 (19,0) | 80 (8,0) | 15,0 | |
От 0,5 до 1,0 включ. | 245 (25,0) | 195 (20,0) | 7,0 | ||||
АМгЗ | Без термической обработки | АМгЗ | Без термической об-работки | От 5,0 до 6,0 включ. | 185 (19,0) | 80 (8,0) | 12,0 |
Св. 6,0 до 10,5 включ. | 185 (19,0) | 80 (8,0) | 15,0 | ||||
ГОСТ 21631—2023
Продолжение таблицы 7
Марка алюминия и алюминиевого сплава и плакировка | Состояние материала листов | Обозначение марки сплава, плакировки и состояние материала | Состояние материала испытываемых образцов | Толщина листа, мм | Механические свойства при растяжении | ||
Временное сопротивление ов, МПа (кгс/мм2) | Предел текучести о0 2, МПа (кгс/мм2) | Относительное удлинение 8, % при 'о=11^ | |||||
не менее | |||||||
АМг5 | Отожженные | АМгб М | Отожженные | От 0,5 до 0,6 включ. | 275 (28,0) | 135 (14,0) | 15,0 |
Св. 0,6 до 4,5 включ. | 275 (28,0) | 145 (15,0) | 15,0 | ||||
Св. 4,5 до 10,5 включ. | 275 (28,0) | 130 (13,0) | 15,0 | ||||
Без термической обработки | АМг5 | Без термической об-работки | От 5,0 до 6,0 включ. | 275 (28,0) | 130 (13,0) | 12,0 | |
Св. 6,0 до 10,5 включ. | 275 (28,0) | 130 (13,0) | 15,0 | ||||
АМгб, АМгб Б | Отожженные | АМгб М, АМгб БМ | Отожженные | От 0,5 до 0,6 включ. | 305 (31,0) | 145 (15,0) | 15,0 |
Св. 0,6 до 10,5 включ. | 315 (32,0) | 155 (16,0) | 15,0 | ||||
Без термической обработки | АМгб, АМгб Б | Без термической обработки | От 5,0 до 10,5 включ. | 315 (32,0) | 155 (16,0) | 15,0 | |
АМгб У | Отожженные | АМгб УМ | Отожженные | От 2,0 до 6,0 включ. | 275 (28,0) | 130 (13,0) | 15.0 |
1565ч | Отожженные | 1565ч М | Отожженные | От 0,7 до 2,0 включ. | 335 (34,0) | 160 (16,5) | 15,0 |
Св. 2,0 до 6,0 включ. | 335 (34,0) | 170 (17,5) | 15,0 | ||||
Св. 6,0 до 10,5 включ. | 335 (34,0) | 175 (18,0) | 15,0 | ||||
Без термической обработки | 1565ч | Без термической обработки | От 3,0 до 10,5 включ. | 335 (34,0) | 175 (18,0) | 15,0 | |
Четверть-нагартован-ные | 1565ч Н1 | Четверть-на га рто-ванные | От 2,0 до 10,5 включ. | 345 (35,0) | 220 (22,5) | 12,0 | |
Полунагартованные | 1565ч Н2 | Полунагартованные | От 2,0 до 6,0 включ. | 360 (36,5) | 255 (26,0) | 10,0 | |
1580 | Отожженные | 1580 М | Отожженные | От 0,5 до 2,5 включ. | 360 (36,5) | 260 (26,5) | 15 |
Св. 2,5 до 6 включ. | 380 (39,0) | 260 (26,5) | 12 | ||||
Св. 6 до 10,5 включ. | 360 (36,5) | 260 (26,5) | 12 | ||||
Полунагартованные | 1580 Н2 | Полунагартованные | От 1,5 до 6,0 включ. | 400 (41,0) | 310 (32,0) | 10 | |
ГОСТ 21631—2023
^ Продолжение таблицы 7
Марка алюминия и алюминиевого сплава и плакировка | Состояние материала листов | Обозначение марки сплава, плакировки и состояние материала | Состояние материала испытываемых образцов | Толщина листа, мм | Механические свойства при растяжении | ||
Временное сопротивление ов, МПа (кгс/мм2) | Предел текучести о0 2, МПа (кгс/мм2) | Относительное удлинение 5, % при /0 =11.3^ | |||||
не менее | |||||||
1581 | Отожженные | 1581 М | Отожженные | От 0,5 до 1,5 | 335 (34,5) | 190 (19,5) | 15,0 |
От 1,5 до 6,0 включ. | 345 (35,0) | 205 (21) | 15,0 | ||||
Св. 6,0 до 10,5 включ. | 350 (35,5) | 200 (20,5) | 15,0 | ||||
АВ | Отожженные | АВ М | Отожженные | От 0,5 до 5,0 включ. | Не более 145 (15,0) | — | 20,0 |
Св. 5,0 до 10,5 включ. | Не более 145 (15,0) | — | 15,0 | ||||
Закаленные и естественно состаренные | АВ Т | Закаленные и есте-ственно состаренные | От 0,5 до 0,6 включ. | 195 (20,0) | — | 18,0 | |
Св. 0,6 до 3,0 включ. | 195 (20,0) | — | 20.0 | ||||
Св. 3,0 до 5,0 включ. | 195 (20,0) | — | 18,0 | ||||
Св. 5,0 до 10,5 включ. | 175 (18,0) | — | 16,0 | ||||
Закаленные и искусственно состаренные | АВ Т1 | Закаленные и искус-ственно состаренные | От 0,5 до 5,0 включ. | 295 (30,0) | — | 10,0 | |
Св. 5,0 до 10,5 включ. | 295 (30,0) | — | 8,0 | ||||
Без термической обработки | АВ | Закаленные и естественно состаренные | От 5,0 до 10,5 включ. | 175 (18,0) | — | 14,0 | |
Закаленные и искусственно состаренные | От 5,0 до 10,5 включ. | 295 (30,0) | — | 7,0 | |||
Д1 А | Отожженные | Д1 АМ | Отожженные | От 0,5 до 1,9 включ. | 145—225 (15,0—23,0) | — | 12,0 |
Св. 1,9 до 10,5 включ. | 145—235 (15,0—24,0) | — | 12,0 | ||||
ГОСТ 21631—2023
Продолжение таблицы 7
Марка алюминия и алюминиевого сплава и плакировка | Состояние материала листов | Обозначение марки сплава, плакировки и состояние материала | Состояние материала испытываемых образцов | Толщина листа, мм | Механические свойства при растяжении | ||
Временное сопротивление ов, МПа (кгс/мм2) | Предел текучести о0 2, МПа (кгс/мм2) | Относительное удлинение 8, % при /0=11.3^ | |||||
не менее | |||||||
Д1 А | Закаленные и естественно состаренные | Д1 АТ | Закаленные и есте-ственно состаренные | От 0,5 до 1,9 включ. | 365 (37,0) | 185 (19,0) | 15,0 |
Св. 1,9 до 10,5 включ. | 375 (38,0) | 195 (20,0) | 15,0 | ||||
Без термической обработки | Д1 А | Закаленные и естественно состаренные | От 5,0 до 10,5 включ. | 355 (36,0) | 185 (19,0) | 12,0 | |
Д16, Д16 Б | Без термической обработки | Д16, Д16 Б | Закаленные и естественно состаренные | От 5,0 до 10,5 включ. | 425 (45,0) | 265 (29,5) | 10,0 |
Отожженные | Д16 БМ, Д16 М | Отожженные | От 5,0 до 10,5 включ. | 145—235 (15,0—24,0) | — | 10,0 | |
Закаленные и естественно состаренные | Д16 БТ, Д16 Т | Закаленные и есте-ственно состаренные | От 0,5 до 1,5 включ. | 440 (45,0) | 290 (29,5) | 13,0 | |
Св. 1,5 до 6,0 включ. | 440 (45,0) | 290 (29,5) | 11,0 | ||||
Св. 6,0 до 10,5 включ. | 440 (45,0) | 290 (29,5) | 10,0 | ||||
Нагартованные после закалки и естественного старения | Д16 БТН, Д16ТН | Нагартованные по-еле закалки и естественного старения | От 1,5 до 3,0 включ. | 475 (48,5) | 360 (36,5) | 10,0 | |
Св. 3,0 до 7,5 включ. | 475 (48,5) | 360 (36,5) | 8.0 | ||||
Д16А | Отожженные | Д16 АМ | Отожженные | От 0,5 до 1,9 включ. | 145—225 (15,0—23,0) | — | 10,0 |
Св. 1,9 до 10,5 включ. | 145—235 (15,0—24,0) | — | 10,0 | ||||
Закаленные и естественно состаренные | Д16 АТ | Закаленные и есте-ственно состаренные | От 0,5 до 1,9 включ. | 405 (41,5) | 270 (27,5) | 13,0 | |
Св. 1,9 до 6,0 включ. | 425 (43,5) | 275 (28,0) | 11.0 | ||||
Св. 6,0 до 10,5 включ. | 425 (43,5) | 275 (28,0) | 10,0 | ||||
Без термической обработки | Д16А | Закаленные и естественно состаренные | От 5,0 до 10,5 включ. | 415 (42,0) | 255 (26,0) | 10,0 | |
Нагартованные после закалки и естественного старения | Д16 АТН | Нагартованные по-еле закалки и естественного старения | От 1,5 до 1,9 включ. | 425 (43,5) | 335 (34,0) | 10.0 | |
Св. 1,9 до 7,5 включ. | 455 (46,5) | 345 (35,0) | 8,0 | ||||
ГОСТ 21631—2023
^ Продолжение таблицы 7
Марка алюминия и алюминиевого сплава и плакировка | Состояние материала листов | Обозначение марки сплава, плакировки и состояние материала | Состояние материала испытываемых образцов | Толщина листа, мм | Механические свойства при растяжении | ||
Временное сопротивление ов, МПа (кгс/мм2) | Предел текучести о0 2, МПа (кгс/мм2) | Относительное удлинение 5, % при /0=ИЗ^ | |||||
не менее | |||||||
Д16У | Отожженные | Д16УМ | Отожженные | От 0,5 до 1,9 включ. | 130—225 (13,0—23,0) | — | 10,0 |
Св. 1,9 до 4,0 включ. | 130—235 (13,0—24,0) | — | 10,0 | ||||
Д19 А | Закаленные и естественно состаренные | Д16УТ | Закаленные и есте-ственно состаренные | От 0,5 до 1,9 включ. | 365 (37,0) | 230 (23,5) | 13,0 |
Св. 1,9 до 4,0 включ. | 405 (41,5) | 270 (27,5) | 13,0 | ||||
Отоженные | Д19А М | Отоженные | От 0,5 до 1,9 включ. | Не более 225 (23,0) | — | 10,0 | |
Св. 1,9 до 10,5 | Не более 235 (24,0) | — | 10,0 | ||||
Закаленное и естественно состаренное | Д19АТ | Закаленное и есте-ственно состаренное | От 0,5 до 1,9 включ. | 395 (40,5) | 260 (26,5) | 13,0 | |
Св. 1,9 до 6,0 включ. | 415 (42,5) | 265 (27,0) | 11,0 | ||||
Св. 6,0 до 10,5 включ. | 415 (42,5) | 265 (27,0) | 10,0 | ||||
Нагартованные после закалки и естественного старения | Д19А TH | Нагартованные по-еле закалки и естественного старения | Св. 1,5 до 1,9 включ. | 425 (43,5) | 335 (34,0) | 10,0 | |
Св. 1,9 до 7,5 включ. | 455 (46,5) | 345 (35,0) | 8.0 | ||||
Без термической обработки | Д19 А | Закаленное и естественно состаренное | От 5,0 до 10,5 включ. | 400 (41,0) | 245 (25) | 10,0 | |
Д19У | Отоженные | Д19УМ | Отоженные | От 0,5 до 1,9 включ. | Не более 225 (23,0) | — | 10,0 |
Св. 1,9 до 4,0 включ. | Не более 235 (24,0) | — | 10,0 | ||||
Закаленное и естественно состаренное | Д19УТ | Закаленное и есте-ственно состаренное | От 0,5 до 1,9 включ. | 355 (36,0) | 220 (22,5) | 13,0 | |
Св. 1,9 до 4,0 включ. | 395 (40,5) | 260 (26,5) | 13,0 | ||||
ГОСТ 21631—2023
Продолжение таблицы 7
Марка алюминия и алюминиевого сплава и плакировка | Состояние материала листов | Обозначение марки сплава, плакировки и состояние материала | Состояние материала испытываемых образцов | Толщина листа, мм | Механические свойства при растяжении | ||
Временное сопротивление ов, МПа (кгс/мм2) | Предел текучести о0 2, МПа (кгс/мм2) | Относительное удлинение 8, % при /0=11.3^ | |||||
не менее | |||||||
В95 А | Отожженные | В95 АМ | Отожженные | От 0,5 до 10,5 включ. | Не более 245 (25,0) | — | 10,0 |
Закаленные и искусственно состаренные | В95 АТ1 | Закаленные и искус-ственно состаренные | От 0,5 до 1,9 включ. | 480 (49,0) | 400 (41,0) | 7,0 | |
Св. 1,9 до 6,0 включ. | 490 (50,0) | 410 (42,0) | 7,0 | ||||
Св. 6,0 до 10,5 включ. | 490 (50,0) | 410 (42,0) | 6,0 | ||||
Без термической обработки | В95А | Закаленные и искусственно состаренные | От 5,0 до 10,5 включ. | 490 (50,0) | 410 (42,0) | 6,0 | |
В95-1, В95-1 А, В95-2, В95-2 А, В95-2 Б, АКМ Б, АКМ А, АКМ | Отожженные | В95-2 АМ, В95-2 БМ, В95-1 АМ, АКМ БМ, АКМ АМ, АКМ М | Отожженные | От 1,0 до 10,5 включ. | Не более 245 (25,0) | — | 10,0 |
Нагартованные | АКМ АН | Нагартованные | От 0,8 до 4,0 включ. | Не испытываются | |||
Закаленные и естественно состаренные | В95-2 AT, В95-1 AT, В95-1, В95-2, АКМ АТ | Закаленные и естественно состаренные | От 1,0 до 10,5 включ. | 315 (32,0) | — | 10,0 | |
Без термической обра-ботки | В95-2 А | Без термической об-работки | От 5,0 до 10,5 включ. | 315 (32,0) | — | 10,0 | |
В95-1 А, АКМ А | Не испытываются | ||||||
1915 | Отожженные | 1915 М | Отожженные | От 1,0 до 4,5 включ. | Не более 245 (25,0) | — | 10,0 |
Закаленные и естественно состаренные | 1915Т | Закаленные и естественно состаренные в течение 30—35 сут | От 1,0 до 10,5 включ. | 315 (32,0) | 195 (20,0) | 10,0 | |
Закаленные и естественно состаренные | 1915Т | Закаленные и естественно состаренные в течение 2—4 сут | От 1,0 до 10,5 включ. | 275 (28,0) | 165 (17,0) | 10,0 | |
ГОСТ 21631—2023
Окончание таблицы 7
Марка алюминия и алюминиевого сплава и плакировка | Состояние материала листов | Обозначение марки сплава, плакировки и состояние материала | Состояние материала испытываемых образцов | Толщина листа, мм | Механические свойства при растяжении | ||
Временное сопротивление ов, МПа (кгс/мм2) | Предел текучести о0 2, МПа (кгс/мм2) | Относительное удлинение 5, % при /0 = из^ | |||||
не менее | |||||||
1915 | Без термической обработки | 1915 | Закаленные и естественно состаренные в течение 30—35 сут | От 5,0 до 10,5 включ. | 315 (32,0) | 195 (20,0) | 10,0 |
Без термической обработки | 1915 | Закаленные и естественно состаренные в течение 2—4 сут | От 5,0 до 10,5 включ. | 265 (27,0) | 165 (17,0) | 10,0 | |
ВД1 А, ВД1 Б, ВД1 | Отожженные | ВД1 АМ, ВД1 М, ВД1 БМ | Отожженные | От 0,5 до 10,5 включ. | Не более 245 (25,0) | — | 10,0 |
Закаленные и естественно состаренные | ВД1 АТ, ВД1 Т, ВД1 БТ | Закаленные и естественно состаренные | От 0,5 до 10,5 включ. | 335 (34,0) | — | 12,0 | |
Нагартованные | ВД1 Н, ВД1 АН, ВД1 БН | Нагартованные | От 0,5 до 5,0 включ. | Не испытываются | |||
Без термической обработки | ВД1, ВД1 А, ВД1 Б | Без термической обработки | От 5,0 до 10,5 включ. | 335 (34,0) | — | 12,0 | |
ГОСТ 21631—2023
Примечания
1 По требованию потребителя отожженные листы из алюминия марок: А7, Аб, А5, АО, АДО, АД1, АДОО, АД изготавливают с временным сопротивлением не более 108 МПа (11 кгс/мм2).
2 Листы из сплава марки АМц толщиной от 1,0 мм до 4,0 мм в полунагартованном состоянии по требованию потребителя изготавливают с временным сопротивлением от 147 МПа (15,0 кгс/мм2) до 196 МПа (20,0 кгс/мм2).
Таблица 8
Марка сплава и плакировка | Состояние материала испытываемых образцов | Толщина листа, мм | Механические свойства при растяжении | ||
Временное сопротивление ов, МПа (кгс/мм2) | Предел текучести о0 2, МПа (кгс/мм2) | Относительное удлинение 5, % при /0 = 11,3^ | |||
не менее | |||||
Д1 А | Закаленные и естественно состаренные | От ,5 до 1,9 включ. | 355 (36,0) | 185 (19,0) | 15,0 |
Св. 1,9 до 10,5 включ. | 355 (36,0) | 195 (20,0) | 15,0 | ||
Д16Б | Закаленные и естественно состаренные | От 0,5 до 1,5 включ. | 425 (43,5) | 275 (28,0) | 13,0 |
Св. 1,5 до 6,0 включ. | 425 (43,5) | 275 (28,0) | 11,0 | ||
Св. 6,0 до 10,5 включ. | 425 (43,5) | 275 (28,0) | 10,0 | ||
Д16А | Закаленные и естественно состаренные | От 0,5 до 1,9 включ. | 390 (40,0) | 255 (26,0) | 15,0 |
Св. 1,9 до 10,5 включ. | 410 (42,0) | 265 (27,0) | 12,0 | ||
Д16У | Закаленные и естественно состаренные | От 0,5 до 1,9 включ. | 350 (35,5) | 220 (22,5) | 13,0 |
Св. 1,9 до 4,0 включ. | 390 (40,0) | 255 (26,0) | 13,0 | ||
Д19 А | Закаленные и естественно состаренные | От 0,5 до 1,9 включ. | 375 (38,5) | 235 (24,0) | 13,0 |
Св. 1,9 до 6,0 включ. | 390 (40,0) | 250 (25,5) | 11.0 | ||
Св. 6,0 до 10,5 включ. | 390 (40,0) | 250 (25,5) | 10,0 | ||
Д19У | Закаленные и естественно состаренные | От 0,5 до 1,9 включ. | 340 (34,5) | 205 (21,0) | 13,0 |
Св. 1,9 до 4,0 включ. | 375 (38,5) | 235 (24,0) | 13,0 | ||
В95 А | Закаленные и искусственно состаренные | От 0,5 до 1,0 включ. | 470 (48,0) | 390 (40,0) | 7,0 |
Св. 1,0 до 6,0 включ. | 480 (49,0) | 400 (41,0) | 7,0 | ||
Св. 6,0 до 10,5 включ. | 480 (49,0) | 400 (41,0) | 6,0 | ||
АВ | Закаленные и естественно состаренные | От 0,5 до 0,6 включ. | 175 (18,0) | — | 18,0 |
Св. 0,6 до 3,0 включ. | 175 (18,0) | — | 20,0 | ||
Св. 3,0 до 5,0 включ. | 175 (18,0) | — | 18,0 | ||
Св. 5,0 до 10,5 включ. | 155 (16,0) | — | 16,0 | ||
Закаленные и искусственно состаренные | От 0,5 до 5,0 включ. | 275 (28,0) | — | 10,0 | |
Св. 5,0 до 10,5 включ. | 275 (28,0) | — | 8,0 | ||
ГОСТ 21631—2023
ГОСТ 21631—2023
5.9 На лицевой и противоположной лицевой стороне листов повышенной отделки во всех состояниях, кроме отожженных и полунагартованных, не допускаются пятна и полосы от пригоревшей смазки.
Шероховатость поверхности листа по ГОСТ 2789 не должна превышать Ra = 2,5 мкм.
5.9.1 На лицевой стороне листов повышенной отделки допускаются:
а) металлические закаты общей площадью не более 50 мм2 на 1 м2 поверхности листа для алюминия и алюминиевых сплавов всех марок, за исключением алюминиевых сплавов марок АМгЗ, АМг5, АМгб, где закаты допускаются общей площадью не более 80 мм2 на 1 м2 поверхности листа;
б) гнезда от выкрашивания закатов;
в) пузыри общей площадью не более 0,04 % на 1 м2 поверхности листа с размером каждого пузыря не более 10 мм2;
г) подпланшетные пузыри, диффузионные пятна и обнаженные от плакировки участки без трещин на листах с технологической плакировкой;
д) единичные и групповые царапины глубиной не более 0,05 мм. В одной группе не более 8 царапин, которые укладываются в квадрате 200*200 мм;
е) насечка и заалюминивание в виде штрихов, имеющих длину не более 5 мм;
ж) отпечатки в виде вмятин и выпуклостей;
и) единичные и групповые изломы от изгибов на листах в отожженном состоянии, в одной группе не более трех изломов;
к) поперечная волнистость глубиной до 0,2 мм, получающаяся от вибрации на нагартованных листах и на листах из сплавов марок АМг5 и АМгб, изготовляемых без плакировки;
л) потертость общей площадью не более 2 % поверхности листа;
м) отпечатки от валков в виде отдельных «языков» (заалюминивание) длиной не более 50 мм, шириной не более 5 мм, общей площадью не более 3 % поверхности листа;
н) световые следы коробления листов от закалки (жеванность), не ощутимые рукой у закаленных листов толщиной от 0,5 до 0,8 мм;
п) цвета побежалости;
р) отпечатки от валков «елочка» на листах из алюминия и алюминиевого сплава марки АМц общей площадью не более 5 % поверхности листа;
с) дефекты в виде светлых и темных полос (штрихов, пятен) на поверхности листов при условии:
- дефект не должен нарушать плакирующий слой, его глубина не должна выходить за пределы половины минусового допуска на толщину листа;
- дефект при контрольном травлении в растворе, указанном в 5.7, должен удаляться;
т) пятна и полосы от эмульсии общей площадью не более 3 % поверхности листа;
у) поперечная полосчатость у закаленных листов, получающаяся при закалке листов в печи с циркуляцией воздуха, и слабо выраженные разводы;
ф) различные дефекты поверхности без глубины (без ограничения групп), обусловленные способом производства.
5.9.2 Поверхность, противоположная лицевой стороне листов повышенной отделки, должна соответствовать требованиям 5.9.1, при этом допускаются:
а) металлические закаты общей площадью не более 100 мм2 на 1 м2 поверхности листа;
б) единичные и групповые царапины глубиной не более 0,05 мм (без ограничения групп);
в) потертость общей площадью не более 5 % поверхности листа;
г) пятна и полосы от эмульсии общей площадью не более 5 % поверхности листа.
5.10 На лицевой и противоположной лицевой стороне листов обычной отделки во всех состояниях материала, кроме отожженных и полунагартованных, не допускаются пятна и полосы от пригоревшей смазки.
Шероховатость поверхности листа по ГОСТ 2789 не должна превышать Ra = 2,5 мкм.
5.10.1 На лицевой и противоположной лицевой стороне листов обычной отделки поверхности допускаются: закаты, гнезда от выкрашивания закатов, пузыри, единичные и групповые царапины, насечка и заалюминивание, подпланшетные пузыри, диффузионные пятна и обнаженные от плакировки участки без трещин на листах с технологической плакировкой и другие дефекты, обусловленные способом производства, общей площадью не более 5 % поверхности листа, а также различные дефекты поверхности без глубины (без ограничения площади), обусловленные способом производства.
5.11 Глубина залегания всех перечисленных в 5.8.1,5.9.1 и 5.10.1 допустимых дефектов не должна превышать половину предельных отклонений на толщину листа и нарушать плакирующий слой на листах с утолщенной и нормальной плакировкой.
20
ГОСТ 21631—2023
На листах из алюминия и алюминиевых сплавов марок АМц, АМцС, Д1, Д16, В95, 1915, АВ, АМг2, АМгЗ, АМг5, АМгб, 1565ч, 1580, 1581 высокой и повышенной отделки поверхности допускаемые дефекты, перечисленные в 5.8.1 и 5.9.1, не должны выводить лист за предельные отклонения по толщине листов.
5.12 На листах высокой и повышенной отделки поверхности допускаются отдельные зачищенные участки общей площадью не более 0,5 % поверхности листа, а на листах обычной отделки — 1 % поверхности листа, зачищенные шлифовальной шкуркой на бумажной основе зернистостью не крупнее 6 по ГОСТ 6456 или шлифовальной шкуркой на тканевой основе зернистостью не крупнее 6 по ГОСТ 5009 на глубину не более половины толщины плакирующего слоя, а для неплакированных листов — на глубину не более половины предельного отклонения на толщину листа.
5.13 Листы без термической обработки изготавливают по качеству поверхности повышенной отделки и обычной отделки поверхности.
5.14 Допускается устанавливать эталоны качества поверхности листов, согласованные между изготовителем и потребителем.
5.15 Отклонение от плоскостности листов из алюминиевых сплавов марок АВ, Д1, В95, В95-1, В95-2, Д16, 1915, АКМ, ВД1, изготовляемых в отожженном, закаленном и состаренном состояниях, должно соответствовать требованиям, указанным в таблице 9.
Таблица 9 В миллиметрах
Толщина листа | Ширина листа | Длина листа | Отклонение от плоскостности при свободной укладке листа (каждой стороной) на плоскость плиты, не более | |
по всей поверхности листа (включая длинные стороны) | по коротким сторонам (включая длинные стороны до 300 мм от углов листа) | |||
От 0,5 до 1,5 включ. | До 1200 включ. | До 12000 включ. | 14 | 20 |
Св. 1200 до 1600 включ. | 16 | 20 | ||
Св. 1,5 до 4,0 включ. | До 1200 включ. | До 12000 включ. | 18 | 30 |
Св. 1200 до 1600 включ. | 18 | 30 | ||
Св. 4,0 до 10,5 включ. | До 1200 включ. | До 12000 включ. | 20 | 40 |
Св. 1200 до 1600 включ. | 22 | 40 | ||
От 0,5 до 2,0 включ. | Св. 1600 до 2000 включ. | До 4000 включ. | 20 | 40 |
Св. 4000 до 7200 включ. | 23 | 45 | ||
Св. 2,0 до 10,5 включ. | Св. 1600 до 2000 включ. | До 4000 включ. | 24 | 50 |
Св. 4000 до 7200 включ. | 25 | 50 | ||
От 0,5 до 2,0 включ. | Св. 2000 до 2800 | До 4000 включ. | 26 | 52 |
Свыше 4000 до 12000 включ. | 28 | 55 | ||
Св. 2,0 до 10,5 включ. | Св. 2000 до 2800 | До 4000 включ. | 30 | 60 |
Свыше 4000 до 12000 включ. | 35 | 70 | ||
5.15.1 Отклонение от плоскостности листов из алюминия всех марок и алюминиевых сплавов в четвертьнагартованном, полунагартованном и нагартованном состояниях, а также листов в отожженном состоянии из алюминия всех марок и алюминиевых сплавов (кроме перечисленных в 5.15) должно соответствовать требованиям таблицы 10.
5.15.2 Отклонение от плоскостности листов из алюминия и алюминиевых сплавов в отожженном состоянии толщиной свыше 5,0 мм, изготовляемых способом горячей прокатки, а также без термической обработки, должно соответствовать указанному значению в таблице 11.
21
ГОСТ 21631—2023
Таблица 10 В миллиметрах
Толщина листа | Ширина листа | Длина листа | Отклонение от плоскостности при свободной укладке листа (каждой стороной) на плоскость плиты, не более | |
по всей поверхности листа (включая длинные стороны) | по коротким сторонам (включая длинные стороны до 300 мм от углов листа) | |||
От 0,3 до 3,0 включ. | До 1000 включ. | До 2000 включ. | 14 | 14 |
Св. 3,0 до 6,0 включ. | 18 | 18 | ||
Св. 6,0 до 10,5 включ. | 23 | 23 | ||
От 0,3 до 3,0 включ. | До 1000 включ. | От 2000 до 4000 включ. | 16 | 16 |
Св. 3,0 до 6,0 включ. | 20 | 20 | ||
Св. 6,0 до 10,5 включ. | 25 | 25 | ||
От 0,3 до 3,0 включ. | До 1000 включ. | От 4000 до 7200 включ. | 20 | 20 |
Св. 3,0 до 6,0 включ. | 25 | 25 | ||
Св. 6,0 до 10,5 включ. | 30 | 30 | ||
От 0,3 до 3,0 включ. | До 1000 включ. | От 7200 до 12000 включ. | 35 | 35 |
Св. 3,0 до 6,0 включ. | 40 | 45 | ||
Св. 6,0 до 10,5 | 50 | 55 | ||
От 0,5 до 1,0 включ. | От 1000 до 1200 включ. | До 4000 включ. | 15 | 20 |
Св. 1200 до 1600 включ. | 16 | 25 | ||
От 1000 до 1200 включ. | Св. 4000 до 7200 включ. | 20 | 25 | |
Св. 1200 до 1600 включ. | 35 | 45 | ||
От 1000 до 1200 включ. | Св. 7200 до 12000 включ. | 30 | 45 | |
Св. 1200 до 1600 включ. | 45 | 55 | ||
Св. 1,0 до 1,5 включ. | От 1000 до 1200 включ. | До 4000 включ. | 20 | 25 |
Св. 1200 до 1600 включ. | 25 | 30 | ||
От 1000 до 1200 включ. | Св. 4000 до 7200 включ. | 25 | 30 | |
Св. 1200 до 1600 включ. | 30 | 45 | ||
От 1000 до 1200 включ. | Св.7200 до 12000 включ. | 35 | 50 | |
Св. 1200 до 1600 включ. | 50 | 60 | ||
Св. 1,5 до 3,0 включ. | От 1000 до 1200 включ. | До 4000 включ. | 25 | 30 |
Св. 1200 до 1600 включ. | 25 | 35 | ||
От 1000 до 1200 включ. | Св. 4000 до 7200 включ. | 25 | 30 | |
Св. 1200 до 1600 включ. | 25 | 40 | ||
От 1000 до 1200 включ. | Св. 7200 до 12000 включ | 35 | 40 | |
Св. 1200 до 1600 включ. | 40 | 50 | ||
Св. 3,0 до 4,0 включ. | От 1000 до 1200 включ. | До 4000 включ. | 25 | 40 |
Св. 1200 до 1600 включ. | 25 | 40 | ||
От 1000 до 1200 включ. | Св. 4000 до 7200 включ. | 25 | 40 | |
Св. 1200 до 1600 включ. | 30 | 45 | ||
От 1000 до 1200 включ. | Св. 7200 до 12000 включ. | 35 | 40 | |
Св. 1200 до 1600 включ. | 40 | 50 | ||
22
ГОСТ 21631—2023
Окончание таблицы 10 В миллиметрах
Толщина листа | Ширина листа | Длина листа | Отклонение от плоскостности при свободной укладке листа (каждой стороной) на плоскость плиты, не более | |
по всей поверхности листа (включая длинные стороны) | по коротким сторонам (включая длинные стороны до 300 мм от углов листа) | |||
Св. 4,0 до 6,0 включ. | От 1000 до 1200 включ. | До 4000 включ. | 25 | 40 |
Св. 1200 до 1600 включ. | 30 | 40 | ||
От 1000 до 1200 включ. | Св. 4000 до 7200 включ. | 25 | 40 | |
Св. 1200 до 1600 включ. | 30 | 45 | ||
От 1000 до 1200 включ. | Св. 7200 до 12000 | 30 | 45 | |
Св. 1200 до 1600 включ. | 35 | 50 | ||
Св. 6,0 до 10,5 включ. | От 1000 до 1200 включ. | До 4000 включ. | 25 | 40 |
Св. 1200 до 1600 включ. | 30 | 40 | ||
Св. 1000 До 1200 включ. | Св. 4000 до 7200 включ. | 25 | 40 | |
Св. 1200 до 1600 включ. | 30 | 45 | ||
Св. 1000 до 1200 включ. | Св. 7200 до 12000 включ. | 30 | 45 | |
Св. 1200 до 1600 включ. | 35 | 50 | ||
Св. 0,5 до 10,5 включ. | Св. 1600 до 2000 включ. | До 4000 включ. | 35 | 50 |
Св. 4000 до 7200 включ. | 50 | 55 | ||
Св. 1600 до 2000 включ. | Св. 7200 до 12000 включ. | 60 | 70 | |
Св. 0,5 до 10,5 включ. | Св. 2000 до 2800 включ. | До 4000 включ. | 40 | 55 |
Св. 4000 до 7200 включ. | 55 | 60 | ||
Св. 7200 до 12000 включ. | 60 | 70 | ||
Таблица 11 В миллиметрах
Толщина листа | Ширина листа | Длина листа | Отклонение от плоскостности при свободной укладке листа (каждой стороной) на плоскость плиты, не более | |
по всей поверхности листа (включая длинные стороны) | по коротким сторонам (включая длинные стороны до 300 мм от углов листа) | |||
От 5,0 до 10,5 включ. | До 1200 включ. | До 7200 включ. | 25 | 45 |
Св. 1200 до 1600 включ. | 30 | 45 | ||
Св. 1600 до 2000 включ. | 40 | 55 | ||
До 1200 включ. | Св. 7200 до 12000 включ. | 35 | 55 | |
Св. 1200 до 1600 включ. | 40 | 55 | ||
Св. 1600 до 2000 включ. | 50 | 65 | ||
Примечание — Отклонение от плоскостности листов из алюминиевых сплавов марок АМгЗ, АМгб, АМгб, АМгбБ, поставляемых без термической обработки, при свободной укладке листа каждой стороной на плоскость плиты может быть на 20 мм больше норм, указанных в таблице.
23
ГОСТ 21631—2023
5.15.3 По согласованию изготовителя с потребителем допускается изготавливать листы длиной свыше 7200 до 12000 мм включительно с отклонениями от плоскостности, отличающимися от требований настоящего стандарта.
5.16 Листы, прошедшие закалку, не должны иметь микроструктуру пережога.
6 Правила приемки
6.1 Листы предъявляют к приемке партиями. Партия должна состоять из листов одной марки алюминия или алюминиевого сплава, одной плавки, одного состояния материала и одного размера и сопровождаться документом о качестве, содержащим:
- товарный знак или товарный знак и наименование изготовителя;
- наименование потребителя;
- условное обозначение;
- номер партии;
- массу нетто партии;
- результаты испытаний (для механических свойств указывают только максимальные и минимальные значения);
- дату отгрузки;
- обозначение настоящего стандарта.
По требованию потребителя высылают копии протоколов химического анализа.
Массу партии не ограничивают.
Допускается комплектовать партию из листов, изготовленных из разных плавок.
Примечание — Если партия состоит из листов разных садок термообработки, то каждая садка должна быть проконтролирована на соответствие требованиям настоящего стандарта.
6.2 Химический состав определяют на двух листах от партии. Прочие примеси не контролируют.
Допускается изготовителю определять легирующие компоненты и основные примеси на каждой плавке.
6.3 Контролю размеров подвергают каждый десятый лист.
6.4 Качество поверхности и отклонение от плоскостности листов проверяют на каждом листе.
Контроль шероховатости поверхности изготовитель проводит периодически по требованию потребителя.
Примечание — Допускается изготовителю не проводить полистный контроль листов повышенной отделки и обычной отделки.
6.5 Контролю механических свойств при растяжении в зависимости от марки алюминиевого сплава и состояния материала подвергают количество листов, указанное в таблице 12, но не менее чем по одному листу от каждой предъявляемой к сдаче партии.
6.6 Механические свойства листов без термической обработки, отожженных (кроме листов из алюминиевых сплавов марок АМгЗ, АМг5, АМгб), нагартованных из алюминия всех марок и алюминиевых сплавов (кроме листов из сплава марки Д16 в состоянии нагартованном после закалки и естественного старения), а также закаленных и естественно состаренных листов из алюминиевых сплавов марок Д1, ВД1, АКМ изготовитель не контролирует. Механические свойства таких листов обеспечиваются технологией изготовления.
Таблица 12
Марка алюминия и алюминиевого сплава и плакировка | Состояние материала | Количество испытуемых листов от партии, %, не более | |
Временное сопротивление и относительное удлинение при растяжении | Предел текучести при растяжении | ||
АМгЗ, АМг5, АМгб, АМгбУ, АМгбБ, 1565ч, 1580, 1581 | Отожженные | 10 | 5 |
1565ч | Четвертьнагартованные | 10 | 10 |
А7, Аб, А5, АО, АДО, АД1, АД, АД00, АМц, АМцС, Д12 | Полунагартованные | 5 | — |
АМг2, АМгЗ | 5 | 2 | |
24
Окончание таблицы 12
ГОСТ 21631—2023
Марка алюминия и алюминиевого сплава и плакировка | Состояние материала | Количество испытуемых листов от партии, %, не более | |
Временное сопротивление и относительное удлинение при растяжении | Предел текучести при растяжении | ||
АМц, АМцС | Нагартованные | 5 | — |
АМг2 | 5 | 5 | |
АВ | Закаленные и состаренные по режимам Т и Т1 | 5 | — |
Д16, Д16 А, Д16 Б, Д16 У, 1915, В95 А, В95-1, В95-1 А, В95-2, В95-2 А, В95-2 Б | 10 | 5 | |
Д16А, Д16Б, Д16 | Нагартованные после закалки и естественного старения | 10 | 5 |
Проверку механических свойств листов из сплава марки 1915 в закаленном и состаренном состоянии изготовитель проводит спустя от 2 до 4 сут естественного старения, а потребитель спустя от 30 до 35 сут естественного старения.
6.7 Допускается испытание на механические свойства листов, прошедших термообработку в ленте, проводить на трех образцах от каждого рулона (начало, середина и конец рулона).
6.8 Для проверки листов на отсутствие пережога изготовитель отбирает один лист от каждой садки термообработки.
Проверку на отсутствие пережога листов, прошедших закалку в ленте, проводят на двух образцах от каждого рулона (начало и конец рулона).
Проверке на отсутствие пережога листов, прошедших закалку полистно, подвергают каждый сотый лист, но не менее одного листа от партии.
6.9 Листы, термическая обработка которых проводилась в селитровых ваннах, контролируют на наличие селитры на поверхности.
Для контроля отбирают 1 % листов от партии, но не менее одного листа.
6.10 При получении неудовлетворительных результатов испытания механических свойств хотя бы по одному из показателей по нему проводят повторные испытания на удвоенном количестве образцов, вырезанных из тех же листов. При неудовлетворительных результатах повторных испытаний допускается поштучное испытание, результат которого является окончательным.
7 Методы испытаний
7.1 Осмотр поверхности листов и выявление расслоений проводят без применения увеличительных приборов.
Глубину залегания дефектов измеряют профилометром по ГОСТ 19300 или глубиномером индикаторным (специальным) по нормативной документации.
Контроль шероховатости проводят профилометром-профилографом по ГОСТ 19300.
7.2 Измерение размеров проводят измерительным инструментом, обеспечивающим необходимую точность измерения.
Измерение толщины листов проводят на расстоянии не менее 115 мм от углов и не менее 25 мм от кромок листа.
Измерение толщины листов проводят микрометром по ГОСТ 6507. Измерение ширины и длины листов проводят измерительной металлической рулеткой по ГОСТ 7502.
Косину реза измеряют в соответствии с ГОСТ 26877 измерительной линейкой по ГОСТ 427 и угольником по ГОСТ 3749 или угломером по ГОСТ 5378.
7.3 Отбор и подготовку проб для определения химического состава листов проводят по ГОСТ 24231. Определение химического состава алюминия проводят по ГОСТ 25086, ГОСТ 12697.1 — ГОСТ 12697.12 или спектральным методом по ГОСТ 3221, алюминиевых сплавов — по ГОСТ 11739.1 — ГОСТ 11739.8, ГОСТ 11739.10 — ГОСТ 11739.16, ГОСТ 11739.19 — ГОСТ 11739.24 или спектральным методом по ГОСТ 7727.
7.4 Отбор образцов для механических испытаний проводят по ГОСТ 24047.
25
ГОСТ 21631—2023
Испытание на растяжение листов толщиной свыше 0,8 до 2,5 мм проводят по ГОСТ 11701 на пропорциональных плоских образцах типов I или II с начальной шириной образца Ьо = 20 мм, а листов толщиной от 3,0 до 10,5 мм — по ГОСТ 1497 на пропорциональных плоских образцах типов I или II.
Расчетную длину образца (/0) в миллиметрах вычисляют по формуле
/о = 11 >^^ > (2)
где Яо — расчетная начальная площадь поперечного сечения образца, мм2.
Для испытания на растяжение от каждого контролируемого листа вырезают один образец поперек направления прокатки.
Форма и размеры образцов, вырезанных для испытания на растяжение из листов толщиной от 0,3 до 0,8 мм, должны соответствовать указанным на рисунке 2.
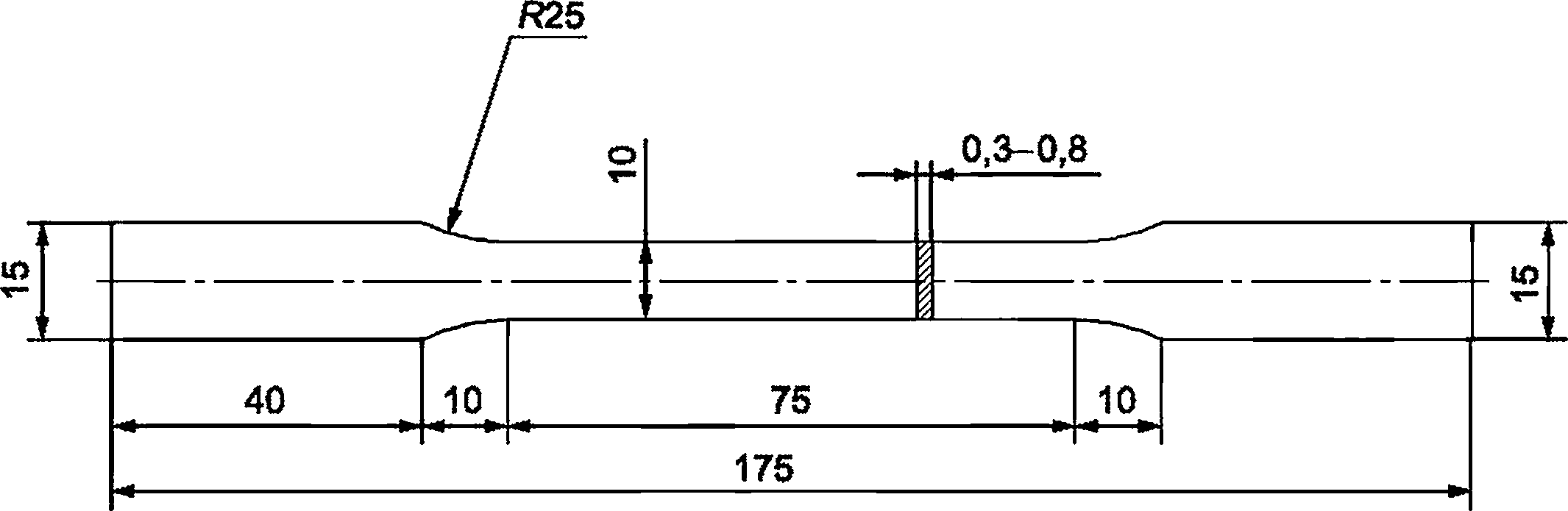
Рисунок 2 — Форма и размеры (в миллиметрах) образцов, вырезанных для испытания на растяжение
7.5 Измерение отклонения от плоскостности листов проводят на контрольной плите по нормативной документации.
Отклонение от плоскостности (волнистость и прогиб) определяют наибольшим расстоянием между плоскостью расположения листа и прилегающей плоскостью контрольной плиты. Измерения проводят одним из способов, указанных в ГОСТ 26877 с помощью металлических линеек по ГОСТ 8026 и ГОСТ 427.
Выпуклость листа (высоту и длину хлопуна) определяют по методике изготовителя.
7.6 Наличие селитры проверяют нанесением на поверхность листа в любом месте капли 0,5 %-ного раствора дифениламина в серной кислоте.
Примечание — Для приготовления раствора к навеске 0,5 г дифениламина приливают 10 см3 дистиллированной воды и 25 см3 серной кислоты плотностью 1.84 г/см3. После растворения дифениламина объем раствора доводят до 100 см3 серной кислотой плотностью 1,84 г/см3.
Интенсивное посинение капли раствора спустя от 10 до 15 с указывает на присутствие в данном месте селитры. После испытания каплю удаляют фильтровальной бумагой, а испытанный участок тщательно промывают водой и насухо вытирают.
При обнаружении следов селитры партии листов подлежат повторной промывке и повторному контролю на наличие селитры на поверхности листов.
7.7 Микроструктуру листов проверяют металлографическим методом на одном образце по ГОСТ 27637 или вихретоковым методом по методике изготовителя.
В арбитражных случаях испытания проводят металлографическим методом.
7.8 Определение толщины плакировки и наличия местного нарушения плакирующего слоя проводится по методике в соответствии с приложением В.
7.9 Определение наличия диффузии меди в плакирующий слой проводится при наличии диффузионных пятен и/или полос желтовато-коричневого оттенка на поверхности образцов из сплавов Д1, Д16, Д19 по методике, в соответствии с приложением В.
При отсутствии указанных пятен и/или полос на поверхности образцов, определение наличия диффузии меди в плакирующий слой не проводится.
26
ГОСТ 21631—2023
8 Маркировка, упаковка, транспортирование и хранение
8.1 На одной из сторон на расстоянии не более 30 мм от кромки по ширине или от кромки короткой стороны листа должны быть выбиты или нанесены краской: марка алюминия или алюминиевого сплава, плакировка, состояние материала, толщина листа, номер партии и штамп технического контроля.
По требованию потребителя допускается поставка листов без клеймения.
Допускается маркировать только верхний лист стопы или пачки при транспортировании листов толщиной менее 1,0 мм.
8.2 По согласованию между изготовителем и потребителем на одной стороне поверхности листов вместо клеймения наносят строчечную маркировку с указанием марки алюминия или алюминиевого сплава, плакировки, состояния материала и толщины листа с интервалами между строчками не более 1500 мм. Для маркировки листов применяют быстросохнущие краски по нормативной документации.
Допускается применять другие виды маркировки, согласованные между производителем и потребителем.
8.3 Временная противокоррозионная защита, упаковка, транспортирование и хранение — по ГОСТ 9.510.
Транспортная маркировка грузовых мест — по ГОСТ 14192 с дополнительным нанесением:
- наименования полуфабрикатов;
- марки сплава;
- состояния материала;
- размеров листов;
- номера партии.
27
Таблица А.1
Приложение А (справочное)
Расчетная теоретическая масса 1 м листа
Толщина листа, мм | Теоретическая масса 1 м листа, кг, нормальной точности изготовления по толщине и ширине | |||||||||||||
Ширина листа, мм | ||||||||||||||
600 | 800 | 900 | 1000 | 1200 | 1400 | 1425 | 1500 | 1600 | 1800 | 2000 | 2225 | 2500 | 2800 | |
0,3 | 0,473 | 0,596 | 0,670 | 0,715 | — | — | — | — | — | — | — | |||
0,4 | 0,646 | 0,825 | 0,928 | 1,001 | 1,168 | — | — | — | — | — | — | |||
0,5 | 0,818 | 1,054 | 1,185 | 1,288 | 1,511 | 1,762 | 1,793 | 1,887 | 2,013 | — | — | |||
0,6 | 0,981 | 1,260 | 1,417 | 1,545 | 1,854 | 2,142 | 2,180 | 2,295 | 2,447 | — | — | |||
0,7 | 1,153 | 1,489 | 1,675 | 1,831 | 2,198 | 2,543 | 2,588 | 2,724 | 2,905 | — | — | |||
0,8 | 1,308 | 1,696 | 1,907 | 2,117 | 2,524 | 2,923 | 2,975 | 3,131 | 3,339 | 3,704 | 4,114 | |||
0,9 | 1,480 | 1,925 | 2,164 | 2,404 | 2,868 | 3,324 | 3,383 | 3,560 | 3,797 | 4,218 | 4,686 | |||
1,0 | 1,635 | 2,120 | 2,383 | 2,647 | 3,160 | 3,664 | 3,729 | 3, 925 | 4,185 | 4,681 | 5,200 | |||
1,2 | 1,980 | 2,578 | 2,989 | 3,219 | 3,846 | 4,465 | 4,544 | 4,783 | 5,100 | 5,659 | 6,286 | 7,236 | 8,130 | |
1,5 | 2,453 | 3,208 | 3,607 | 4,006 | 4,774 | 5,506 | 5,604 | 5,898 | 6,290 | 7,048 | 7,829 | 9,045 | 10,162 | |
1,6 | 2,625 | 3,437 | 3,865 | 4,292 | 5,117 | 5,906 | 6,011 | 6,327 | 6,747 | 7,562 | 8,400 | 9,648 | 10,840 | |
1,8 | 2,969 | 3,895 | 4,380 | 4,864 | 5,804 | 6,707 | 6,826 | 7,184 | 7,662 | 8,591 | 9,543 | 10,853 | 12,195 | |
1,9 | 3,142 | 4,125 | 4,638 | 5,151 | 6,147 | 7,108 | 7,234 | 7,613 | 8,119 | 9,105 | 10,114 | 11,456 | 12,872 | |
2,0 | 3,314 | 4,354 | 4,895 | 5,437 | 6,456 | 7,488 | 7,621 | 8,021 | 8,554 | 9,594 | 10,657 | 12,059 | 13,550 | |
2,5 | 4,131 | 5,442 | 6,119 | 6,796 | 8,105 | 9,430 | 9,598 | 10,101 | 10,772 | 12,089 | 13,428 | 15,074 | 16,937 | |
3,0 | 4,949 | 6,530 | 7,343 | 8,155 | 9,788 | 11,332 | 11,534 | 12,139 | 12,945 | 14,533 | 16,143 | 18,089 | 20,325 | |
3,5 | 5,810 | 7,676 | 8,631 | 9,586 | 11,470 | 13,314 | 13,551 | 14,262 | 15,209 | 17,079 | 18,971 | 21,104 | 23,712 | |
4,0 | 6,670 | 8,822 | 9,919 | 11,016 | 13,136 | 15,296 | 15,568 | 16,385 | 17,474 | 19,625 | 21,800 | 24,119 | 27,100 | |
4,5 | 7,531 | 9,968 | 11,207 | 12,447 | 14,853 | 17,298 | 17,606 | 18,530 | 19,761 | 22,197 | 24,657 | 27,134 | 30,487 | |
ГОСТ 21631—2023
Окончание таблицы А. 1
Толщина листа, мм | Теоретическая масса 1 м листа, кг, нормальной точности изготовления по толщине и ширине | |||||||||||||
Ширина листа, мм | ||||||||||||||
600 | 800 | 900 | 1000 | 1200 | 1400 | 1425 | 1500 | 1600 | 1800 | 2000 | 2225 | 2500 | 2800 | |
5,0 | 8,349 | 11,056 | 12,431 | 13,806 | 16,553 | 19,280 | 19,624 | 20,653 | 22,025 | 24,744 | 27,486 | 30,149 | 33,875 | 37,940 |
5,5 | 9,240 | 12,232 | 13,750 | 15,267 | 18,308 | 21,320 | 21,699 | 22,835 | 24,350 | 27,354 | 30,381 | 33,164 | 37,262 | 41,734 |
6,0 | 10,104 | 13,323 | 14,976 | 16,629 | 19,943 | 23,226 | 23,638 | 24,876 | 26,526 | 29,801 | 33,098 | 36,178 | 40,650 | 45,528 |
6,5 | 10,967 | 14,472 | 16,267 | 18,063 | 21,663 | 25,232 | 25,680 | 27,024 | 28,817 | 32,376 | 35,959 | 39,193 | 44,037 | 49,322 |
7,0 | 11,831 | 15,610 | 17,558 | 19,496 | 23,367 | 27,217 | 27,701 | 29,151 | 31,085 | 34,926 | 38,791 | 42,208 | 47,425 | 53,116 |
7,5 | 12,694 | 16,769 | 18,849 | 20,930 | 25,088 | 29,223 | 29,742 | 31,299 | 33,375 | 37,502 | 41,652 | 45,223 | 50,812 | 56,910 |
8,0 | 13,515 | 17,860 | 20,076 | 22,292 | 26,739 | 31,148 | 31,702 | 33,361 | 35,574 | 39,975 | 44,398 | 48,238 | 54,200 | 60,704 |
8,5 | 14,378 | 19,009 | 21,367 | 23,725 | 28,460 | 33,154 | 33,743 | 35,510 | 37,865 | 42,550 | 47,259 | 51,253 | 57,587 | 64,498 |
9,0 | 15,242 | 10,157 | 22,658 | 25,159 | 30,164 | 35,140 | 35,764 | 37,636 | 40,133 | 45,100 | 50,091 | 54,268 | 60,975 | 68,292 |
9,5 | 16,105 | 21,306 | 23,949 | 26,592 | 31,884 | 37,145 | 37,805 | 39,784 | 42,424 | 47,676 | 52,951 | 57,283 | 64,362 | 72,086 |
10,0 | 16,926 | 22,397 | 25,175 | 27,954 | 33,553 | 39,111 | 39,806 | 41,890 | 44,668 | 50,226 | 55,783 | 60,297 | 67,750 | 75,880 |
10,5 | 17,789 | 23,545 | 26,467 | 29,388 | 35,274 | 41,117 | 41,847 | 44,038 | 46,959 | 52,802 | 58,644 | 63,312 | 71,137 | 79,674 |
Таблица А.2
Толщина листа, мм | Теоретическая масса 1 м листа, кг, повышенной точности изготовления по толщине и нормальной точности по ширине | ||||||||||
Ширина листа, мм | |||||||||||
600 | 800 | 900 | 1000 | 1200 | 1400 | 1425 | 1500 | 1600 | 1800 | 2000 | |
0,3 | 0,482 | 0,619 | 0,696 | 0,758 | — | — | — | — | — | — | — |
0,4 | 0,654 | 0,848 | 0,953 | 1,030 | 1,202 | — | — | — | — | — | — |
0,5 | 0,826 | 1,077 | 1,211 | 1,316 | 1,545 | 1,802 | 1,834 | 1,930 | 2,058 | — | — |
0,6 | 0,990 | 1,283 | 1,433 | 1,574 | 1,889 | 2,182 | 2,221 | 2,338 | 2,493 | — | — |
0,7 | 1,162 | 1,512 | 1,700 | 1,860 | 2,232 | 2,583 | 2,629 | 2,767 | 2,950 | — | — |
0,8 | 1,325 | 1,719 | 1,932 | 2,146 | 2,541 | 2,963 | 3,016 | 3,174 | 3,385 | 3,755 | 4,171 |
0,9 | 1,498 | 1,948 | 2,190 | 2,432 | 2,885 | 3,364 | 3,423 | 3,603 | 3,842 | 4,270 | 4,743 |
ГОСТ 21631—2023
w Окончание таблицы А. 2
Толщина листа, мм | Теоретическая масса 1 м листа, кг, повышенной точности изготовления по толщине и нормальной точности по ширине | ||||||||||
Ширина листа, мм | |||||||||||
600 | 800 | 900 | 1000 | 1200 | 1400 | 1425 | 1500 | 1600 | 1800 | 2000 | |
1,0 | 1,653 | 2,154 | 2,422 | 2,690 | 3,194 | 3,704 | 3,770 | 3,968 | 4,231 | 4,733 | 5,257 |
1,2 | 1,997 | 2,612 | 2,937 | 3,262 | 3,881 | 4,505 | 4,585 | 4,825 | 5,146 | 5,710 | 6,343 |
1,5 | 2,496 | 3,277 | 3,684 | 4,092 | 4,842 | 5,606 | 5,706 | 6,005 | 6,404 | 7,099 | 7,886 |
1,6 | 2,668 | 3,506 | 3,942 | 4,378 | 5,186 | 5,966 | 6,072 | 6,391 | 6,816 | 7,613 | 8,457 |
1,8 | 3.012 | 3,941 | 4,431 | 4,922 | 5,838 | 6,767 | 6,888 | 7,249 | 7,730 | 8,642 | 9,600 |
1,9 | 3,185 | 4,170 | 4,689 | 5,208 | 6,182 | 7,168 | 7,295 | 7,678 | 8,188 | 9,157 | 10,171 |
2,0 | 3,357 | 4,399 | 4,947 | 5,494 | 6,525 | 7,528 | 7.662 | 8,064 | 8,600 | 9,645 | 10.714 |
2,5 | 4,200 | 5,522 | 6,209 | 6,896 | 8,208 | 9,490 | 9,659 | 10,166 | 10,841 | 12,140 | 13,486 |
3,0 | 5,044 | 6,645 | 7,472 | 8,298 | 9,856 | 11,452 | 11,656 | 12,267 | 13,082 | 14,584 | 16,200 |
3,5 | 5,887 | 7,768 | 8,734 | 9,700 | 11,539 | 13,414 | 13,653 | 14,369 | 15,324 | 17,130 | 19,028 |
4,0 | 6,731 | 8,891 | 9,996 | 11,102 | 13,188 | 15,336 | 15,609 | 16,428 | 17,519 | 19,677 | 21,857 |
4,5 | 7,574 | 10,013 | 11,259 | 12,504 | 14,870 | 17,338 | 17,647 | 18,572 | 19,807 | 22,249 | 24.714 |
5,0 | 8,400 | 11,113 | 12,496 | 13,878 | 16,587 | 19,321 | 19,664 | 20,696 | 22,071 | 24,795 | 27,543 |
5,5 | 9,292 | 12,289 | 13,814 | 15,310 | 18,343 | 21,361 | 21,740 | 22,878 | 24,396 | 27,405 | 30,438 |
6,0 | 10,121 | 13,381 | 15,041 | 16,658 | 19,994 | 23,266 | 23,679 | 24,919 | 26,572 | 29,852 | 33.155 |
6,5 | 10,984 | 14,529 | 16,332 | 18,091 | 21,715 | 25,272 | 25.721 | 27,067 | 28,863 | 32,428 | 36,016 |
7,0 | 11,848 | 15,678 | 17,623 | 19,525 | 23,401 | 27,257 | 27,741 | 29,194 | 31,130 | 34,978 | 38,848 |
7,5 | 12,711 | 16,826 | 18,914 | 20,959 | 25,122 | 29,263 | 29,783 | 31,342 | 33,421 | 37,554 | 41,709 |
8,0 | 13,532 | 17,917 | 20,140 | 22,335 | 26,744 | 31,188 | 31,742 | 33,404 | 35,620 | 40,026 | 44,455 |
8,5 | 14,395 | 19,066 | 21,431 | 23,768 | 28,495 | 33,194 | 33,784 | 35,553 | 37,911 | 42,602 | 47,316 |
9,0 | 15,259 | 20,214 | 22,722 | 25,202 | 30,198 | 35,180 | 35,805 | 37,679 | 40,179 | 45,152 | 50,148 |
9,5 | 16,122 | 21,363 | 24,014 | 26,635 | 31,919 | 37,185 | 37,846 | 39,827 | 42,469 | 47,727 | 53,009 |
10,0 | 16,943 | 22,454 | 25,240 | 27,983 | 33,588 | 39,151 | 39,846 | 41,933 | 44,714 | 50,277 | 55,841 |
10,5 | 17,806 | 23,603 | 26,531 | 29,416 | 35,309 | 41,157 | 41,888 | 44,081 | 47,005 | 52,853 | 58.701 |
ГОСТ 21631—2023
Таблица А.З
Толщина листа, мм | Теоретическая масса 1 м листа, кг, повышенной точности изготовления по толщине и ширине | ||||||||||
Ширина листа, мм | |||||||||||
600 | 800 | 900 | 1000 | 1200 | 1400 | 1425 | 1500 | 1600 | 1800 | 2000 | |
0,3 | 0,481 | 0,618 | 0,695 | 0,758 | — | — | — | — | — | — | — |
0,4 | 0,653 | 0,847 | 9,952 | 1,029 | 1,200 | — | — | — | — | — | — |
0,5 | 0,825 | 1,076 | 1,210 | 1,315 | 1,543 | 1,799 | 1,831 | 1,928 | 2,056 | — | — |
0,6 | 0,988 | 1,282 | 1,441 | 1,572 | 1,886 | 2,179 | 2,218 | 2,335 | 2,490 | — | — |
0,7 | 1,160 | 1,510 | 1,699 | 1,858 | 2,229 | 2,579 | 2,625 | 2,763 | 2,947 | — | — |
0,8 | 1,323 | 1,716 | 1,930 | 2,144 | 2,537 | 2,959 | 3,012 | 3,170 | 3,381 | 3,751 | 4,167 |
0,9 | 1,495 | 1,945 | 2,188 | 2,430 | 2,880 | 3,359 | 3,419 | 3,598 | 3,838 | 4,265 | 4,738 |
1,0 | 1,650 | 2,151 | 2,419 | 2,687 | 3,189 | 3,699 | 3,765 | 3,962 | 4,226 | 4,727 | 5,252 |
1,2 | 1,994 | 2,609 | 2,934 | 3,259 | 3,874 | 4,498 | 4,579 | 4,819 | 5,140 | 5,704 | 6,336 |
1,5 | 2,492 | 3,273 | 3,680 | 4,088 | 4,834 | 5,598 | 5,698 | 5,997 | 6,396 | 7,091 | 7,878 |
1,6 | 2,664 | 3,501 | 3,938 | 4,374 | 5,177 | 5,958 | 6,064 | 6,382 | 6,807 | 7,605 | 8,449 |
1,8 | 3,007 | 3,936 | 4,427 | 4,917 | 5,829 | 6,758 | 6,878 | 7,239 | 7,721 | 8,633 | 9,590 |
1,9 | 3,179 | 4,165 | 4,684 | 5,203 | 6,171 | 7,157 | 7,285 | 7,668 | 8,178 | 9,147 | 10,161 |
2,0 | 3,351 | 4,394 | 4,941 | 5,488 | 6,514 | 7,517 | 7,651 | 8,053 | 8,589 | 9,635 | 10,704 |
2,5 | 4,193 | 5,515 | 6,202 | 6,889 | 8,194 | 9,477 | 9,645 | 10,152 | 10,827 | 12,127 | 13,472 |
3,0 | 5,035 | 6,637 | 7,463 | 8,290 | 9,840 | 11,436 | 11,640 | 12,251 | 13,066 | 14,568 | 16,184 |
3,5 | 5,877 | 7,758 | 8,724 | 9,690 | 11,520 | 13,395 | 13,634 | 14,350 | 15,305 | 17,111 | 19,009 |
4,0 | 6,720 | 8,880 | 9,985 | 11,091 | 13,166 | 15,314 | 15,587 | 16,406 | 17,498 | 19,655 | 21,835 |
4,5 | 7,562 | 10,001 | 11,246 | 12,492 | 14,846 | 17,314 | 17,622 | 18,548 | 19,782 | 22,224 | 24,689 |
5,0 | 8,387 | 11,099 | 12,482 | 13,864 | 16,560 | 19,293 | 19,637 | 20,668 | 22,043 | 24,768 | 27,515 |
5,5 | 9,276 | 12,274 | 13,799 | 15,295 | — | — | — | — | — | — | — |
6,0 | 10,104 | 13,364 | 15,024 | 16,641 | — | — | — | — | — | — | — |
6,5 | 10,966 | 14,511 | 16,314 | 18,073 | — | — | — | — | — | — | — |
ГОСТ 21631—2023
“ Окончание таблицы A.3
Толщина листа, мм | Теоретическая масса 1 м листа, кг, повышенной точности изготовления по толщине и ширине | ||||||||||
Ширина листа, мм | |||||||||||
600 | 800 | 900 | 1000 | 1200 | 1400 | 1425 | 1500 | 1600 | 1800 | 2000 | |
7,0 | 11,828 | 15,658 | 17,603 | 19,506 | — | — | — | — | — | — | — |
7,5 | 12,690 | 16,805 | 18,893 | 20,938 | — | — | — | — | — | — | — |
8,0 | 13,509 | 17,895 | 20,118 | 22,313 | — | — | — | — | — | — | — |
8,5 | 14,372 | 19,042 | 21,408 | 23,745 | — | — | — | — | — | — | — |
9,0 | 15,234 | 20,189 | 22,697 | 25,177 | — | — | — | — | — | — | — |
9,5 | 16,096 | 21,337 | 23,987 | 26,609 | — | — | — | — | — | — | — |
10,0 | 16,915 | 22,426 | 25,212 | 27,955 | — | — | — | — | — | — | — |
10,5 | 17,777 | 23,573 | 26,502 | 29,387 | — | — | — | — | — | — | — |
ГОСТ 21631—2023
Таблица А.4
Толщина листа, мм | Теоретическая масса 1 м листа, кг, нормальной точности изготовления по толщине и повышенной точности по ширине | ||||||||||
Ширина листа, мм | |||||||||||
600 | 800 | 900 | 1000 | 1200 | 1400 | 1425 | 1500 | 1600 | 1800 | 2000 | |
0,3 | 0,473 | 0,595 | 0,669 | 0,715 | — | — | — | — | — | — | — |
0,4 | 0,644 | 0,824 | 0,926 | 1,000 | 1,166 | — | — | — | — | — | — |
0,5 | 0,816 | 1,053 | 1,184 | 1,286 | 1,509 | 1,759 | 1,791 | 1,885 | 2,010 | — | — |
0,6 | 0,980 | 1,259 | 1,415 | 1,544 | 1,851 | 2,139 | 2,177 | 2,292 | 2,444 | — | — |
0,7 | 1,151 | 1,488 | 1,673 | 1,829 | 2,194 | 2,539 | 2,584 | 2,720 | 2,901 | — | — |
0,8 | 1,306 | 1,694 | 1,904 | 2,115 | 2,520 | 2,919 | 2,971 | 3,127 | 3,335 | 3,700 | 4,110 |
0,9 | 1,478 | 1,922 | 2,162 | 2,401 | 2,863 | 3,319 | 3,378 | 3,555 | 3,792 | 4,214 | 4,681 |
1,0 | 1,633 | 2,117 | 2,381 | 2,644 | 3,154 | 3,659 | 3,724 | 3,919 | 4,180 | 4,676 | 5,195 |
1,2 | 1,976 | 2,575 | 2,895 | 3,216 | 3,840 | 4,458 | 4,538 | 4,776 | 5,094 | 5,652 | 6,279 |
1,5 | 2,449 | 3,204 | 3,603 | 4,002 | 4,766 | 5,498 | 5,596 | 5,890 | 6,282 | 7,040 | 7,821 |
1,6 | 2,621 | 3,433 | 3,860 | 4,288 | 5,109 | 5,898 | 6,003 | 6,318 | 6,739 | 7,554 | 8,392 |
Окончание таблицы А.4
Толщина листа, мм | Теоретическая масса 1 м листа, кг, нормальной точности изготовления по толщине и повышенной точности по ширине | ||||||||||
Ширина листа, мм | |||||||||||
600 | 800 | 900 | 1000 | 1200 | 1400 | 1425 | 1500 | 1600 | 1800 | 2000 | |
1,8 | 2,964 | 3,891 | 4,375 | 4,860 | 5,794 | 6,698 | 6,817 | 7,175 | 7,652 | 8,581 | 9,533 |
1,9 | 3,136 | 4,119 | 4,632 | 5,145 | 6,137 | 7,097 | 7,224 | 7,603 | 8,109 | 9,095 | 10,104 |
2,0 | 3,308 | 4,348 | 4,890 | 5,431 | 6,446 | 7,477 | 7,611 | 8,010 | 8,543 | 9,583 | 10,646 |
2,5 | 4,125 | 5,435 | 6,112 | 6,789 | 8,091 | 9,417 | 9,584 | 10,088 | 10,759 | 12,076 | 13,415 |
3,0 | 4,941 | 6,522 | 7,335 | 8,147 | 9,771 | 11,316 | 11,518 | 12,122 | 12,929 | 14,516 | 16,127 |
3,5 | 5,800 | 7,667 | 8,621 | 9,576 | 11,451 | 13,295 | 13,532 | 14,243 | 15,190 | 17,060 | 18,952 |
4,0 | 6,659 | 8,811 | 9,908 | 11,005 | 13,114 | 15,274 | 15,547 | 16,363 | 17,452 | 19,604 | 21,778 |
4,5 | 7,919 | 09,955 | 11,195 | 12,435 | 14,828 | 17,274 | 17,582 | 18,505 | 19,736 | 22,173 | 24,632 |
5,0 | 8,335 | 11,042 | 12,417 | 13,793 | 16,526 | 19,253 | 19,596 | 20,625 | 21,998 | 24,716 | 17,458 |
5,5 | 9,225 | 12,217 | 13,735 | 15,252 | — | — | — | — | — | — | — |
6,0 | 10,087 | 13,307 | 14,960 | 16,613 | — | — | — | — | — | — | — |
6,5 | 10,949 | 14,454 | 16,249 | 18,045 | — | — | — | — | — | — | — |
7,0 | 11,811 | 15,601 | 17,539 | 19,477 | — | — | — | — | — | — | — |
7,5 | 12,673 | 16,748 | 18,829 | 20,909 | — | — | — | — | — | — | — |
8,0 | 13,492 | 17,838 | 20,054 | 22,270 | — | — | — | — | — | — | — |
8,5 | 14,354 | 18,985 | 21,343 | 23,702 | — | — | — | — | — | — | — |
9,0 | 15,217 | 20,132 | 22,633 | 25,134 | — | — | — | — | — | — | — |
9,5 | 16,079 | 21,279 | 23,923 | 26,566 | — | — | — | — | — | — | — |
10,0 | 16,898 | 22,369 | 25,148 | 27,926 | — | — | — | — | — | — | — |
10,5 | 17,760 | 23,516 | 26,437 | 29,359 | — | — | — | — | — | — | — |
ГОСТ 21631—2023
У Таблица А.5
Толщина листа, мм | Теоретическая масса 1 м листа, кг, отожженного и без термической обработки из сплава марок АМгЗ, АМгб, АМгб | |||||||||||||
Ширина листа, мм | ||||||||||||||
600 | 800 | 900 | 1000 | 1200 | 1400 | 1425 | 1500 | 1600 | 1800 | 2000 | 2250 | 2500 | 2800 | |
5,0 | 8,605 | 11,457 | 12,882 | 14,307 | 17,171 | 20,021 | 20,378 | 21,446 | 22,871 | 27,721 | 28,571 | 29,812 | 33,125 | 37,100 |
5,5 | 9,499 | 12,634 | 14,202 | 15,769 | 18,928 | 22,063 | 22,454 | 23,630 | 25,198 | 28,333 | 31,468 | 32,794 | 36,437 | 40,810 |
6,0 | 10,363 | 13,783 | 15,493 | 17,203 | 20,648 | 24,068 | 24,496 | 25,778 | 27,488 | 30,908 | 34,328 | 35,775 | 39,75 | 44,520 |
6,5 | 11,226 | 14,931 | 16,784 | 18,636 | 22,369 | 26,074 | 26,537 | 27,926 | 29.779 | 33,484 | 37,189 | 38,756 | 43,062 | 48,230 |
7,0 | 12,090 | 16,080 | 18,075 | 20,070 | 24,090 | 28,080 | 28,578 | 30,075 | 32,070 | 36,060 | 40,050 | 41,737 | 46,375 | 51,940 |
7,5 | 12,953 | 17,228 | 19,366 | 21,503 | 25,810 | 30,085 | 30,620 | 32,223 | 34,360 | 38,635 | 42,910 | 44,719 | 49,687 | 55,650 |
8,0 | 13,817 | 18,377 | 20.657 | 22,937 | 27,531 | 32.091 | 32.661 | 34,371 | 36,651 | 41,211 | 45,771 | 47,700 | 53,000 | 59,360 |
8,5 | 14,680 | 19,525 | 21,948 | 24,370 | 29.252 | 34,097 | 34,702 | 36,519 | 38,942 | 43,787 | 48,632 | 50,681 | 56,312 | 63,070 |
9,0 | 15,544 | 20,674 | 23,239 | 25,804 | 30,972 | 36,102 | 36,744 | 38,667 | 41,232 | 46,362 | 51,492 | 53,662 | 59,625 | 66,780 |
9,5 | 16,407 | 21,822 | 24,530 | 27,237 | 32,693 | 38,108 | 38,785 | 40,816 | 43,523 | 48,938 | 54,353 | 56,644 | 62,937 | 70,490 |
10,0 | 17,271 | 22,971 | 25,821 | 28,671 | 34,414 | 40,114 | 40,826 | 42,964 | 45,814 | 51,514 | 57,214 | 59,625 | 66,250 | 74,200 |
10,5 | 18,135 | 24,120 | 27,112 | 30,105 | 36,134 | 42,119 | 42,868 | 45,112 | 48,104 | 54,089 | 60,074 | 62,606 | 69,562 | 77,910 |
ГОСТ 21631—2023
ГОСТ 21631—2023
Приложение Б (справочное)
Значение плотности алюминиевых сплавов для расчета теоретической массы 1 м листа
Таблица Б.1
Обозначение марки алюминия и алюминиевого сплава | Плотность, г/см3 |
Алюминий всех марок | 2,71 |
АДО | 2.71 |
АД1 | 2,71 |
АМц, АМцС | 2,73 |
1407 | 2,70 |
АМг2 | 2,69 |
АМгЗ | 2,66 |
АМг5 | 2,65 |
АМгб | 2,65 |
ВД1 | 2,80 |
1565ч | 2,65 |
1580 | 2,65 |
1581 | 2,65 |
дю | 2.77 |
В95 | 2,85 |
1915 | 2,77 |
Д12 | 2,72 |
35
ГОСТ 21631—2023
Приложение В (обязательное)
Методика определения толщины и качества плакировки на полуфабрикатах из алюминиевых сплавов
В.1 Назначение и область применения
Настоящая методика предназначена для определения толщины и качества плакировки на полуфабрикатах из алюминиевых сплавов марок Д1, Д16, Д19, В95, АМгб и др.
В.2 Термины и определения
Плакирование: Нанесение на поверхность металлических листов тонкого слоя другого металла или сплава термомеханическим способом.
В.З Сущность метода
Сущность метода заключается в определении толщины и качества плакирующего слоя на поверхности шлифа, изготовленного по торцу полуфабриката после воздействия реактива (травящего раствора). Основной металл и плакирующий слой травятся с различной интенсивностью, при этом плакирующий слой остается светлым, основной металл — более темный с четко выявленными границами структурных составляющих.
В.4 Оборудование, средства измерений, реактивы
Шлифовально-полировальные станки различных типов.
Микроскопы металлографические различных типов, обеспечивающие увеличение 100—200 крат.
Микроскопы стереоскопические, обеспечивающие увеличение от 8 до 16 крат.
Натрия гидроокись по ГОСТ 4328.
Кислота азотная по ГОСТ 4461.
Кислота соляная по ГОСТ 3118.
Кислота фтористоводородная по ГОСТ 10484.
Вода дистиллированная по ГОСТ 6709.
Секундомер.
Штангенциркуль по ГОСТ 166.
Спирт этиловый ректификованный технический по ГОСТ 18300.
Бумага фильтровальная по ГОСТ 12026.
Растворитель типа Нефрас.
Вата медицинская гигроскопическая.
Стаканы и колбы стеклянные лабораторные.
Емкости различной вместимости, изготовленные из инертных материалов (например, стекла, винипласта).
Допускается использование реактивов и материалов, изготовленных по другой нормативной документации, с химическими показателями не хуже указанных в стандартах.
В.5 Подготовка к испытанию
В.5.1 Изготовление шлифов проводят механическим и/или электролитическим способом. Способ изготовления не должен влиять на структуру материала и разрушать поверхностный слой и кромки образцов.
В.5.2 Шлифы перед травлением протирают этиловым спиртом.
В.5.3 Шлифы травят в одном из растворов:
а) реактив Келлера — 2,5 см3 азотной кислоты, 1,5 см3 соляной кислоты, 1,0 см3 фтористоводородной кислоты, 95 см3 дистиллированной воды;
б) 27 см3 азотной кислоты, 7 см3 фтористоводородной кислоты, 66 см3 дистиллированной воды.
В.5.4 Травление осуществляют погружением в раствор при комнатной температуре.
В.5.5 Продолжительность травления в растворе
а) для сплавов Д1, Д16, Д19, Д19ч — от 40 до 50 с, для сплава В95 и др. — от 50 до 60 с, для сплавов системы Al-Mg (АМгб, 1561 и др.) — от 30 до 40 с.
б) для сплавов Д1, Д16, Д19 — от 40 до 50 с, для сплава В95 и др. — от 60 до 70 с.
Время травления шлифов (в зависимости от марки сплава, условий полирования шлифов — механического, электролитического) до четкого выявления плакирующего слоя.
В.5.6 Для плакированных листов сплавов, перечисленных в 5.5 толщиной более 5 мм и сплавов системы Al-Mg (АМгб и др.) при контроле которых в соответствии с нормативной документацией на продукцию не требуется определение диффузии меди в плакирующий слой, допускается проводить травление механически обработанной поверхности шлифа (без изготовления шлифа на шлифовально-полировальных станках) погружением его в 10—15 % водный раствор натрия гидроокиси (NaOH) на время от 5 до 7 мин до потемнения основного металла.
В.5.7 После травления шлифы промывают проточной водой, просушивают фильтровальной бумагой.
36
ГОСТ 21631—2023
В.6 Определение толщины плакирующего слоя
В.6.1 Толщину плакирующего слоя определяют при помощи металлографических микроскопов, снабженных окуляр-микрометром (окуляр со шкалой) или с помощью системы измерений, входящей в программное обеспечение микроскопов.
В.6.2 Толщину плакирующего слоя измеряют в трех—пяти точках шлифа, выбираемых произвольно.
В.6.3 Определение толщины плакирующего слоя, выраженную в миллиметрах, проводят при увеличении 100 или 200 крат с точностью не более 0,01 мм. Для плакированных листов толщиной более 5 мм, при контроле которых в соответствии с нормативной документацией на продукцию не требуется определение диффузии меди в плакирующий слой, допускается толщину плакирующего слоя измерять при помощи стереоскопических микроскопов, обеспечивающего увеличение от 8 до 16 крат с точностью не более 0,1 мм. За результат измерения принимают среднеарифметическое значение.
В.6.4 Окончательную толщину плакирующего слоя с каждой поверхности листа выражают в процентах к фактической толщине листа, измеренной при помощи микроскопа или штангенциркуля с точностью не более 0,1 мм. При этом необходимо зафиксировать фактическую толщину листа в миллиметрах.
В.7 Определение качества плакировки
В.7.1 Для оценки качества плакировки определяют:
- наличие диффузии меди в плакирующий слой на сплавах Д1, Д16, Д19;
- наличие местного нарушения плакирующего слоя при визуальном контроле листов из сплавов Д1, Д16, Д19, В95, АМгб и др.
В.7.2 Определение диффузии меди в плакирующий слой проводят при помощи металлографических микроскопов при увеличении не менее (100—200)х, передвигая предметный столик со шлифом через поле зрения объектива. Изготовление и травление шлифа для рассмотрения его под микроскопом на наличие диффузии меди в плакирующий слой проводят так же, как и при определении толщины плакирующего слоя (В.6, В.7).
В.7.3 Зона диффузии меди в плакирующем слое выявляется при проявлении в этой зоне границ зерен и ее можно различить по «усикам», идущим от основного металла (сердцевины) в плакирующий слой и заканчивающимся, не дойдя до наружной поверхности плакирующего слоя. Сквозная диффузия меди выявляется четким проявлением границ зерен по всей толщине плакирующего слоя.
В.7.4 При сомнении в наличии или нарушении плакирующего слоя на готовых изделиях (листах), дополнительно проводят контроль следующим образом:
- часть поверхности плакированного полуфабриката протирают растворителем типа Нефрас и высушивают;
- на подготовленную таким образом поверхность наносят каплю свежеприготовленного 10 %-ного водного раствора натрия гидроокиси (NaOH) при комнатной температуре и выдерживают от 2 до 3 мин для сплавов Д1, Д16, Д19 и от 1 до 1,5 мин для сплава В95.
Потемнение поверхности под каплей свидетельствует об отсутствии или местном нарушении плакирующего слоя.
По окончании испытания каплю снимают ватным тампоном и поверхность, находящуюся под каплей, тщательно промывают водой и тщательно высушивают. Образовавшееся под каплей пятно удаляют, зачищая это место шлифовальной шкуркой с зернистостью не более 10 мкм. Зачищенную поверхность протирают растворителем типа Нефрас и высушивают.
37
ГОСТ 21631—2023
УДК 669.71-413:006.354+669.715-413:006.354 МКС 77.120.10
Ключевые слова: листы из алюминия, листы из алюминиевых сплавов, сортамент, механические свойства, методы контроля, правила приемки, транспортирование листов, хранение листов
Технический редактор В.Н Прусакова Корректор И.А. Королева Компьютерная верстка Е.О. Асташина
Сдано в набор 17.11.2023. Подписано в печать 05.12.2023. Формат 60x847s. Гарнитура Ариал.
Усл. печ. л. 4,65. Уч.-изд. л. 4,18.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
