ГОСТ 8001-78
(CT СЭВ 5946-87)
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ЗУБОРЕЗНЫЕ ДЛЯ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
Основные размеры
Straight bevel geal generators. Basic dimensions
Дата введения 1979-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 14.04.78 N 1010
3. ВЗАМЕН ГОСТ 8001-69
4. Стандарт соответствует СТ СЭВ 5946-87 в части типоразмерного ряда зуборезных станков для конических колес: зубофрезерные - 125; 200; 320; 500, зубострогальные - 125; 200; 320; 500; 800; 1600 в соответствии со специализацией СССР
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
2 | |
2 |
6. Ограничение срока действия снято Постановлением Госстандарта от 11.03.83 N 1149
7. ПЕРЕИЗДАНИЕ (сентябрь 1998 г.) с Изменениями N 1, 2, 3, утвержденными в марте 1983 г., июне 1988 г., октябре 1990 г. (ИУС 6-83, 9-88, 1-91)
1. Настоящий стандарт распространяется на зуборезные станки общего назначения для нарезания конических колес с прямыми зубьями, работающие по методу обкатки:
- двумя резцами (зубострогальные, черт.1, табл.1);
- двумя зуборезными головками (зубофрезерные, черт.2, табл.2).
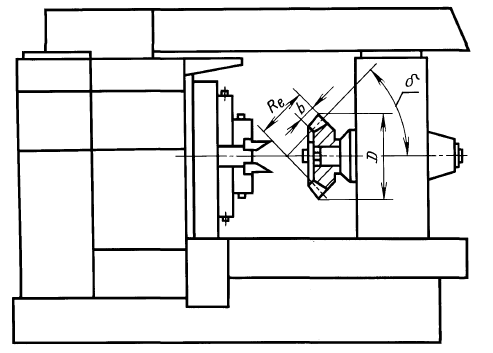
Черт.1
Таблица 1
Размеры в мм
Наибольший диаметр | 125 | 200 | 320 | 500 | 800 | 1600 | |
Наибольший внешний окружной модуль | 2,5 | 4 | 6 | 10 | 16 | 30 | |
Наибольшее внешнее конусное расстояние | 60 | 100 | 160 | 250 | 400 | 800 | |
Наибольшая ширина | 16 | 30 | 50 | 80 | 125 | 250 | |
Конец шпинделя бабки изделия по ГОСТ 17547, не менее | 4 | 6 | 80 | 100 | 153 | 200 | |
Цилиндрическое отверстие шпинделя бабки изделия, не менее | диаметр | 20 | 32 | 50 | 80 | 125 | 160 |
длина от торца шпинделя | 160 | 250 | 400 | 500 | 630 | 800 | |
Типы зубострогальных резцов по ГОСТ 5392 | 1 | 2 | 3 | 3 | 4 | - | |
Наименьший угол | 5 | ||||||
Примечание. При проектировании зубострогальных станков с ЧПУ числовые значения главного параметра (наибольшего диаметра обрабатываемых зубчатых колес) следует выбирать из табл.1.
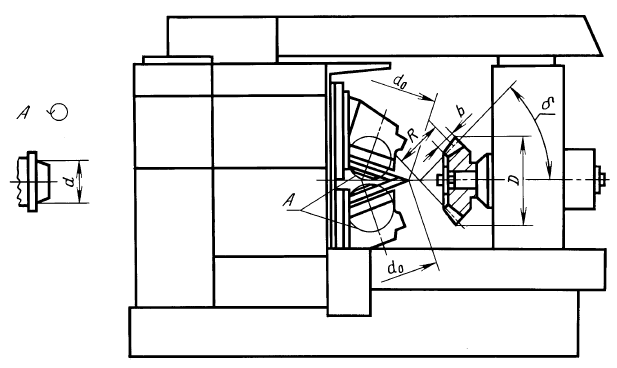
Черт.2
Таблица 2
Размеры в мм
Наибольший диаметр | 125 | 200 | 320 | 500 | |
Наибольший внешний окружной модуль | 2,5 | 4 | 6 | 10 | |
Наибольшее среднее конусное расстояние | 55 | 90 | 140 | 220 | |
Наибольшая ширина | 16 | 30 | 50 | 80 | |
Конец шпинделя бабки изделия по ГОСТ 17547, не менее | 4 | 6 | 80 | 100 | |
Цилиндрическое отверстие шпинделя бабки изделия, не менее | диаметр | 20 | 32 | 50 | 80 |
длина от торца шпинделя | 160 | 250 | 400 | 500 | |
Номинальный диаметр | 150 | 200 | 278 | 450 | |
Диаметр | 33 | 50 | 60 | 127 | |
Наименьший угол | 10 | ||||
Примечание. При проектировании зубофрезерных станков с ЧПУ числовые значения главного параметра (наибольшего диаметра зубчатых колес) следует выбирать из табл.2.
(Измененная редакция, Изм. N 1, 3).
Стандарт распространяется также на зуборезные станки для нарезания конических колес с прямыми зубьями, работающие методами протягивания и копирования, в части наибольшего диаметра и наибольшего внешнего окружного модуля обрабатываемых зубчатых колес.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 3).
2. Основные размеры станков должны соответствовать указанным на черт.1 и в табл.1 или на черт.2 и в табл.2.
Примечание. Черт.1 и 2 не определяют конструкции станков.
3. Для станков классов точности В и А значения наибольшего внешнего окружного модуля и ширины
зубчатого венца не регламентируются.
(Измененная редакция, Изм. N 1).
4. Для станков классов точности П, В и А типы зубострогальных резцов стандартом не регламентируются.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1998
