
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРИЗМЫ ПОВЕРОЧНЫЕ И РАЗМЕТОЧНЫЕ
ГОСТ 5641—66
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва
УДК 681.2 : 531.7 : 006.354 Группа П53
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРИЗМЫ ПОВЕРОЧНЫЕ
И РАЗМЕТОЧНЫЕ
Prizms for verifyings and markings
ГОСТ 5641-66*
Взамен
ГОСТ 5641—59
Утвержден Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 10/XII 1966 г. Срок введения установлен
с 01.01. 1963 г. до 01.01. 1984 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на призмы для установки изделий диаметром от 3 до 300 мм при поверочных и разметочных работах.
1. ТИПЫ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Призмы должны изготовляться трех типов:
I—с одной призматической выемкой и накладкой (черт. 1);
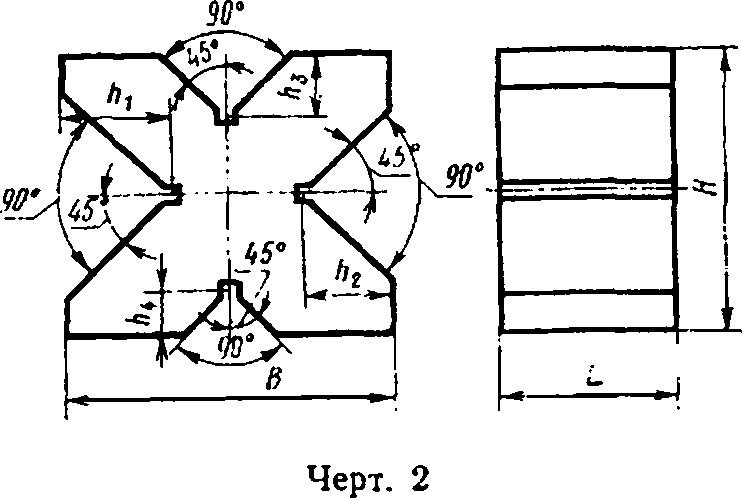
II—с четырьмя призматическими выемками (черт. 2);
III—с одной призматической выемкой (черт. 3).

/—корпус призмы; 2—накладка; 3— винт крепления накладки.
Черт. 1
Стр. 2 ГОСТ «41—66
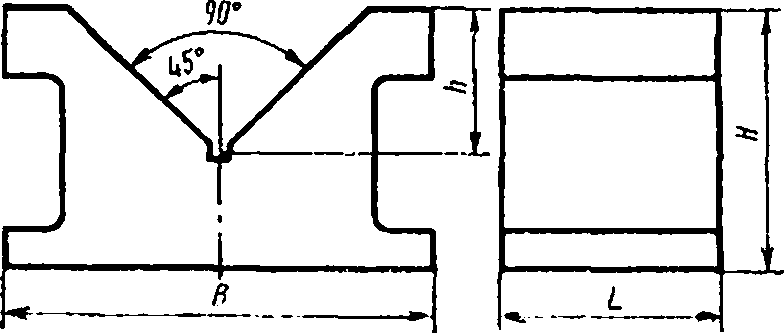
Черт. 3
Примечание. Черт 1—3 не предопределяют конструктивных размеров, не предусмотренных в табл. 1.
1.2. По точности изготовления призмы должны выпускаться трех классов:
призмы типа I—0; 1 и 2-го классов;
призмы типа II—1 и 2-го классов;
призмы типа III—0; 1 и 2-го классов.
1.3. Основные размеры призм должны соответствовать ука* занным на черт. 1—3 и в табл. 1.
Таблица 1
Размеры, мм
3 CL V ж *» й* S2 н с | Б | L | н | h | h, | /*1 | А* | Диаметры устанавливаемых на призмы валов | ||
найм. | нанб. | |||||||||
1—1 | 35 | 40 | 30 | 6 | - | 3 | 15 | |||
1—2 | 60 | 60 | 50 | 16 | — | —. | 5 | 30 | ||
1-3 | 105 | 100 | 80 | 32 | — | — | — | — | 8 | 70 |
1—4 | 150 | 100 | 100 | 50 | — | — | — | —- | 12 | ПО |
И—1 | 100 | 60 | 90 | — | 32 | 25 | 20 | 16 | 8 | 80 |
11—2 | 150 | 80 | 135 | — | 50 | 32 | 25 | 20 | 12 | 135 |
11—3 | 200 | 100 | 180 | — | 60 | 50 | 32 | 25 | 20 | 160 |
П-4 | 300 | 125 | 270 | — | НО | 80 | 60 | 50 | 32 | 300 |
Ш —1 | 200 | 100 | 125 | 60 | — | — | — | —- | 20 | 160 |
Ш—2 | 300 | V25 | 180 | НО | — | — | — | - | 32 | 300 |
Примечание. У призм типа И допускается уменьшение размеров В, L и Н до 3% от указанных в табл. 1. Уменьшение размеров должно быть одинаковым для пары призм, входящих в комплект.
Примеры условных обозначении:
призмы с одной призматической выемкой н накладкой, размером 60X60X50 мм. 1-го класса точности:
Призма 1-2-—1 ГОСТ 5641—66
То же, призмы с четырьмя призматическими выемками, размером 200х ЮОХ 180 мм, 2-го класса точности:
Призма 11-3—2 ГОСТ 6541—66
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Призмы должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
2.2. Допускаемые отклонения размеров призм не должны превышать величин, указанных в табл. 2.
Таблица 2
Типоразмеры призы | 3 и 41 5 | Допускаемые отклонении. мкы | ь *Х?5 ^•5 = sjs: X S Р е | ||||
5«о 5 и 1зИ« Ок ж 3 ф •? • Да е ц С S о И з а | ihi= Пф Я S г а « s »• v э | о? симметричного расположения выемок относительно плоскости, перпендикулярной основанию и проходя щей через его середину (на длине I) | от перпендикулярности боковых граней к основанию у призм типов ( а В1 (М длине Н) п от взаимной перпендикулярности боковых граней у призм типа 11 (на длине Л) | >.» L и s £-7 sa._ ?** ч s ** В«2*г «Ж* С.Н О я t " * i К о е ж а ■*» | |||
1-1; 1-2 | 2,5 | 2.5 | 2.5 | 1 2,5 | 5 | 4 | |
1-3; 1-4 | 0 | 4 | 4 | 4 | 4 | 8 | 5 |
Ш-1 | 4 | 4 | 4 | 4 | 8 | 5 | |
III—2 | 5 | 5 | 5 | 5 | 10 | 6 | |
I—1; 1-2 | 5 | 5 | 5 | 5 | 5 | 6 | |
1-3; 1-4 | Я | 8 | 8 | 8 | 8 | 10 | |
II-1 | 10 | 10 | 10 | 15 | — | 12 | |
П-2; П-3 | 1 | 15 | 15 | 15 | 20 | 20 | |
11—4 | 20 | 20 | 20 | 25 | — | 25 | |
Ш-1 | 3 | 8 | 8 | 8 | 8 | 10 | |
111-2 | 10 | 10 | 10 | 10 | 10 | 12 | |
l-I; 1-2 | 10 | 10 | 10 | 10 | 10 | 12 | |
1—3: 1—1 | 15 | 15 | 16 | 15 | 15 | 20 | |
11-1 | 20 | 20 | 20 | 20 | 25 | ||
П-2; И—3 | 2 | 25 | 25 | 25 | 25 | — | 30 |
П-4 | 30 | 30 | 30 | 30 | 35 | ||
Ш-1 | 15 | 15 | 15 | 15 | 15 | 20 | |
Ш-2 | 20 | 20 | 20 | | 20 | 20 | 25 |
2.2.1. Допускаемые отклонения размеров призм типоразмеров I—0, 1 и 2 классов, которым в установленном порядке присвоен Государственный знак качества, не должны превышать значений, указанных в табл. 2а:
Таблица 2а
3 а. с» 2 и О. О гг X | Допускаемые отклонения | |||||
М "*7 X ■— Е * С X ж Ж X н 2 5 Q Z ч с с х -я я 2 * X ад 'J — О. У w 2 * S Е X О t- ад 5 О s о | ог параллельности призматических выемок боковым граням (на длине Д) | . А м А Е. . в> 2 . ад о. • “ О С X X x 3 л a 5 s Si. А E Ж о s ж *3 *-a о X X © c,-4 | X 6 1- X § S.X £ * f « rf §?ад S.2 g с o x XX H c <n O'© <D | oS* x 3 5 о. я * g+ '» a?4 hl T ш til’ »- S о a « | = x £ X ЭТ «
t/ 4 •J и -
О 2 «- я X ’ С о <*» 2 1 x « 3 < v C.rt О О | |
Классы точности | ||||||
0 I 2 | 0 1 2 | 0 12 | 0 1 2 | 0 1 2 | 0 12 | ||||
11 1-2 1-3 | 2,5 4 8 | 2,5 4 8 | 2,5 4 8 | 2.5 4 8 | 4 5 8 | 4 6 10 |
4 7 12 | 4 7 12 | 4 7)2 | 4 7 1*2 | 7 8 12 | 5 8 16 |
(Введен дополнительно, Изм/№ 1)-
2.3. Призмы типов I и III должны быть изготовлены из стали марки HIX 15 по ГОСТ 801—78 или марки X по ГОСТ 5950—73, а типа II— из серого чугуна не ниже марки СЧ 18 по ГОСТ 1412—79 пли высокопрочного чугуна марки ВЧ 45—5 по ГОСТ 7293—79.
2.4. Твердость рабочих поверхностей призм типов I и III должна быть не ниже HRC 58 по ГОСТ 9013—59, типа II—НВ 170— 229 по ГОСТ 9012—59.
2.5. Шероховатость рабочих поверхностей призм по ГОСТ 2789—73 должна соответствовать указанной в табл. 3.
Таблица 3
Типы призм
Классы точности призм
Шероховатость Ra не более, мкм
1 и III
0 И 1
(132
2
0,63
II
1 и 2
(Измененная редакция, Изм. № 1).
Стр. 6 ГОСТ 5641—66
2.5.1. Наработка до первого отказа призм должна составлять 2500 измерений при вероятности безотказной работы Р* —0,8.
(Введен дополнительно, Изм. № 1)
2.6. Нерабочие участки боковых поверхностей и основание призм типов I и Ш (за исключением канавок на дне выемки), а также детали крепления должны иметь надежное антикоррозионное покрытие.
Необработанные поверхности призм типа II должны быть окрашены.
2.7. На поверхности призм не должно быть трещин, раковин, посторонних включений и других дефектов, ухудшающих внешний вид или влияющих на экслпуатационные качества призм.
2.8. Острые кромки призм должны быть притуплены.
2.9. Внутренние напряжения у призм должны быть устранены.
2.10. Призмы должны быть размагничены.
2.11. Зажимы у призм типа I должны обеспечивать надежное закрепление вала любого диаметра в пределах, указанных в табл. 1.
2.12. Комплект призм должен состоять из двух призм. По заказу потребителя допускается не укомплектовывать призмы.
(Измененная редакция, Изм. № 1).
2.13. (Исключен, Изм. № 1).
2.14. Изготовитель должен гарантировать соответствие всех выпускаемых призм требованиям настоящего стандарта. Гарантийный срок— 12 месяцев со дня ввода в эксплуатацию.
(Введен дополнительно, Изм. № 1).
3. МЕТОДЫ ИСПЫТАНИИ
3.1. При поверке призм на соответствие требованиям п. 2.2 должны применяться следующие средства:
а) поверочная плита 0-го класса по ГОСТ 10905—75;
б) отсчетное устройство с ценой деления не более 0,001 мм;
в) штатив типа III—1 по ГОСТ 10197—70;
г) поверочный угольник 0-го класса по ГОСТ 3749—77;
д) образцовый цилиндрический валик с погрешностью по диаметру и отклонениям от геометрической формы, не превышающими 0,001 мм для призм 0-го и 1-го классов и 0,002 мм—для призм 2-го класса.
3.2. Поверку параллельности призматической выемки основанию производят следующим образом: призму и штатив устанавли-
вают на плиту, образцовый валик вкладывают в выемку и по отсчетному устройству снимают показания у одного и другого конца валика (черт. 4). Разность показаний дает величину отклонения от параллельности. При снятии отсчета необходимо следить, чтобы наконечник находился в контакте с валиком по самой верхней его образующей (соответствует занию по отсчетному устройству).
Поверку производят по двум валикам разных диаметров.
У призм типа по всем четырем кам.
3.3. Поверку матической выемки боковым производят по в п. 3.2, только в этом случае устанавливают па плиту гранью (черт. 5), а образцовый закрепляют с помощью накладки приам типа I) или специального хомутика и III).
Поверку для каждой призматической выемки производят относительно обеих боковых граней.
3.4. Поверку симметричного расположения выемок у призм производят следующим образом: призму через промежуточный образцовый валик прижимают к штативу, а наконечник отсчетного устройства устанавливают перпендикулярно к грани призматической выемки (черт. 6). При измерении призму перемещают вдоль валика и снимают отсчеты показаний по отсчетному устройству у одного в другого края грани выемки. Затем аналогично поверяют расположение другой грани выемки.
II поверку производят призматическим выем-
параллельности приз-граням методике, изложенной призму боковой валик (У

наибольшему пока-

Черт. 4
(у призм типов Н

Отклонение от симметричности расположения выемки будет равно 0,35 разности отсчетов показаний отсчетного устройства (у каждого края грани).
Стр. 8 ГОСТ 5641—66
Поверку производят по двум сечениям каждой грани.
У призм типа II поверку производят но всем четырем призматическим выемкам.
3.5. Разность расстояний выемок двух призм одного комплекта от основания определяют по методике п. 3.2 (черт. 4).
3.6. Поверку перпендикулярности боковых граней к основанию у призм типов I и III и взаимной перпендикулярности боковых граней у призм типа II производят с помощью отсчетного устройства, предварительно установленного на «нуль» по поверочному угольнику соответствующей высоты. Угольник и призму прижимают к штативу через промежуточный образцовый валик (черт. 7).

Черт. 7

3.7. Поверку перпендикулярности призматической выемки к торцам производят при установке призмы на торец. В выемку вкладывают образцовый валик и закрепляют его накладкой (у призм типа I) или с помощью специального хомутика (у призм типа 111). Валик не должен выступать за торцы призмы (черт. 8).
Отклонение от перпендикулярности определяют но отсчетному устройству, установленному на «нуль» по поверочному угольнику, в соответствии с требованиями и. 3.6.
3.8. Шероховатость рабочих поверхностей призм (п. 2.5) должна определяться визуальным сравнением с образцами шероховатости соответствующих классов ио ГОСТ 9378—75.
3.9. Проверка размагниченности призм (п. 2.10) должна производиться с помощью прибора типа ФП-1.
4. МАРКИРОВКА, УПАКОВКА. ТРАНСПОРТИРОВАНИЕ
И ХРАНЕНИЕ
4.1. На торцах каждой призмы должны быть нанесены:
а) товарный знак предприятия-изготовителя;
б) обозначение типоразмера и класс призмы;
в) порядковый заводской номер, общий для пары призм, входящих в комплект;
г) год выпуска или его обозначение;
д) номер настоящего стандарта.
4.2. Маркировка должна быть ровной и четкой.
4.2.1. Каждый комплект призм типоразмеров I—0, 1 и 2 классов должен быть уложен в деревянный футляр.
4.2.2. На футляре должно быть нанесено:
а) товарный знак предприятия-изготовителя;
б) обозначение типоразмера и класс призм;
в) обозначение настоящего стандарта;
г) изображение Государственного знака качества по ГОСТ 1.9—67 для типоразмеров 1—0, ) я 2 классов, которым в установленном порядке присвоен Государственный знак качества.
4.2.3. Призмы должны быть подвергнуты консервации по ГОСТ 13168—69.
4.2.4. Сопроводительная документация призм I—0, 1 и 2 классов, которым в установленном порядке присвоен Государственный знак качества, должна содержать изображение Государственного знака качества по ГОСТ 1.9—67.
4.2.1—4.2.4. (Введены дополнительно, Изм. № 1).
4.3. Перед упаковкой поверхности призм, не имеющие антикоррозионного покрытия, должны быть промыты обезжиривающей и не вызывающей коррозии жидкостью, антикоррозионно обработаны, обернуты бумагой, не впитывающей смазку, и комплектами обернуты в плотную бумагу.
4.4. Для транспортирования призмы должны быть упакованы комплектно в деревянные ящики по ГОСТ 15G23—79, выложенные внутри водонепроницаемым материалом.
При транспортировании ящики с призмами должны быть установлены так, чтобы исключалась возможность их перемещения.
При транспортировании призм в контейнерах должны соблюдаться требования настоящего пункта.
4.5. Каждый комплект призм должен сопровождаться документом, удостоверяющим его соответствие требованиям настоящего стандарта.
Документ должен содержать:
а) наименование организации, которой подчиненно предприятие-изготовитель;
б) типоразмер призм;
в) класс точности призм;
г) порядковый заводской номер комплекта;
д) дату выпуска;
е) подтверждение соответствия требованиям настоящего стандарта;
ж) номер настоящего стандарта.
Стр, 10 ГОСТ 5641—66
4.6. Призмы должны храниться в сухих отапливаемых помещениях, в воздухе которых не должно быть примесей, вызывающих коррозию и порчу призм.
Редактор С. Г. Валькина Технический редактор Ф. И, Шрайбштейн Корректор М. Г. Байрашевская
Сдано в наб. IG.09.80 Поди, п псч. 20.05.81 0.75 п. л. 0 58 уч.-нзд. л. Тир. 4000 Иена 3 коп.
Ордена «Знак Почета» Издательство стандартов, Москва. Д-557, Новопресненский пср..д. 3.
Вильнюсская типография Издательства стандартов, ул. Мнндауго. 12/И. Зак. 5476
