ГОСТ 34666-2020
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЭЛЕМЕНТЫ СВАРНЫЕ СОЕДИНЕНИЙ И ПЕРЕСЕЧЕНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ
Технические условия
Welded components of joints and intersections of railway tracks. Specifications
МКС 45.080
ОКПД2 30.20.40.171
30.20.40.172
Дата введения 2021-03-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Акционерным обществом "Научно-исследовательский институт железнодорожного транспорта" (АО "ВНИИЖТ")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 524 "Железнодорожный транспорт"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 июня 2020 г. N 131-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСO 3166) 004-97 | Код страны по МК (ИСO 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 26 августа 2020 г. N 528-ст межгосударственный стандарт ГОСТ 34666-2020 введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2021 г.
(Поправка. ИУС N 11-2020).
5 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНА поправка, опубликованная в ИУС N 11, 2020 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на сварные элементы соединений и пересечений железнодорожных путей по ГОСТ 33535 на моноблочную крестовину, сварную крестовину, сварной остряк и стык уравнительный.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8.401 Государственная система обеспечения единства измерений. Классы точности средств измерений. Общие требования
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 12.3.003 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности
ГОСТ 15.309 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 2246 Проволока стальная сварочная. Технические условия
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 2999 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 5632 Нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 6996 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7370-2015 Крестовины железнодорожные. Технические условия
ГОСТ 8026 Линейки поверочные. Технические условия
ГОСТ 8050 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 9012 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9960 Рельсы остряковые. Технические условия*
________________
* В Российской Федерации действует ГОСТ Р 55820-2013 "Рельсы железнодорожные остряковые. Технические условия".
ГОСТ 10157 Аргон газообразный и жидкий. Технические условия
ГОСТ 10503 Краски масляные, готовые к применению. Технические условия
ГОСТ 10905 Плиты поверочные и разметочные. Технические условия
ГОСТ 14771 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16504 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 18442 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 23170 Упаковка для изделий машиностроения. Общие требования
ГОСТ 25706 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 30242 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения*
________________
* В Российской Федерации действует ГОСТ Р ИСО 6520-1-2012 "Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением".
ГОСТ 33535 Соединения и пересечения железнодорожных путей. Технические условия
ГОСТ 33722-2016 Остряки стрелочных переводов. Общие технические условия
ГОСТ 34222** Рельсы железнодорожные. Общие технические условия
________________
** В Российской Федерации действует ГОСТ Р 51685-2013.
ГОСТ 34663 Стыки рельсов и стрелочных переводов сварные. Методы неразрушающего контроля
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемых в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 В настоящем стандарте применены термины по ГОСТ 16504, а также следующие термины с соответствующими определениями:
3.1.1 базовая длина: Длина поверочной линейки, регламентированная для каждого метода измерения выпуклости или вогнутости стыка сваренного контактной сваркой рельса, стыков узла сварного комбинированного, метода измерения местных неровностей стыка рельса, сваренного контактной сваркой, стыков вставки/прослойки узла сварного комбинированного.
3.1.2
владелец инфраструктуры: Государственная организация, юридическое лицо или индивидуальный предприниматель, имеющие инфраструктуру железнодорожного транспорта на праве собственности или ином праве и оказывающие услуги по ее использованию на основании договора. [ГОСТ 32894-2014, пункт 3.4] |
3.1.3
выпуклость сварного шва: Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости. [ГОСТ 2601-84, статья 82] |
3.1.4
дефект (изготовления): Одна несплошность или группа сосредоточенных несплошностей, не предусмотренная конструкторскими и технологическими документами и независимая по воздействию на объект от других несплошностей. [ГОСТ 7370-2015, пункт 3.1.12] |
3.1.5 контрольный образец: Образец, в виде сварного соединения двух рельсов, или остряка стрелочного перевода (остряка уравнительного стыка) с примыкающим рельсом, или соединения через вставку/прослойку рельсовых окончаний и литого сердечника крестовины со сварным стыком (стыками) посередине и общей длиной не менее 1150 мм, предназначенный для проведения испытаний.
3.1.6 литой сердечник: Литая деталь крестовины жесткой конструкции (с неподвижными элементами), состоящая из отливки клина и изнашиваемой части усовиков.
3.1.7 местные неровности: Отклонения поверхности от прямолинейности в виде вогнутостей поверхности катания (боковой рабочей грани) головки рельса на заданной базовой длине, образовавшихся при шлифовке рабочих поверхностей рельса, расположенных в зоне стыка (стыков вставки/прослойки).
3.1.8
моноблочная крестовина: Крестовина с цельнолитым блоком сердечника с усовиками и приварными рельсовыми окончаниями. [ГОСТ 7370-2015, пункт 3.1.28] |
3.1.9 оператор контактной машины стыковой сварки оплавлением: Сварщик, выполняющий автоматическую или механизированную контактную стыковую сварку оплавлением железнодорожных рельсов, соединений и пересечений железнодорожных путей, и использующий оборудование с механизированными относительными перемещениями сварочного инструмента и свариваемого изделия, который прошел курс обучения и аттестован* соответственно его задачам.
________________
* В Российской Федерации действует ГОСТ Р 58443-2019 "Аттестация операторов контактной стыковой сварки оплавлением и сварщиков термитной сварки железнодорожных рельсов".
3.1.10
остряк стрелочного перевода: Деталь стрелочного перевода, полученная в результате обработки острякового рельса. [ГОСТ 33722-2016, пункт 3.8] |
3.1.11 остряковый рельс: Рельс, имеющий специальный профиль и предназначенный для изготовления остряков стрелочных переводов, остряков уравнительных стыков.
3.1.12 отклонение поверхности от прямолинейности: Наибольшее расстояние ![]() или
или ![]() от точек реального профиля поверхности до прилегающей прямой в пределах нормируемого участка (базовой длины).
от точек реального профиля поверхности до прилегающей прямой в пределах нормируемого участка (базовой длины).
Примечание - См. рисунок 1.
|

а) Измерение выпуклости стыка (стыков) поверочной линейкой и щупом
|
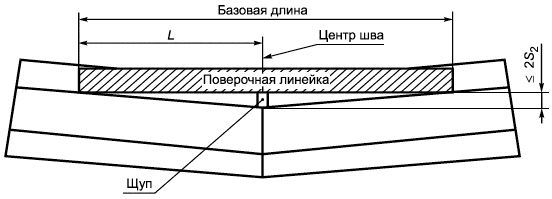
б) Измерение вогнутости стыка (стыков) поверочной линейкой и щупом при сквозном зазоре
L - регламентируемое расстояние между краем поверочной линейки и центром шва или серединой вставки/прослойки
Рисунок 1 - Отклонение рабочих поверхностей стыка РКС или стыков УСК от прямолинейности
3.1.13
отливка сердечника, моноблока или цельнолитой крестовины: Отливка из высокомарганцовистой стали, прошедшая несколько видов обработки (термообработка, абразивная зачистка, упрочнение или без упрочнения) и подготовленная к механической обработке. [ГОСТ 7370-2015, пункт 3.1.41] |
3.1.14 рельсовые окончания: Детали крестовины, изготовленные из отдельных рельсов или сваренных между собой рельсов и приваренные через вставку/прослойку к литой части крестовины.
3.1.15
сборная крестовина: Элемент стрелочного перевода, состоящий из нескольких деталей: рельсовых усовиков, литого сердечника, вкладышного или рельсового окончания заднего вылета, крепежных элементов. [ГОСТ 7370-2015, пункт 3.1.56] |
3.1.16 сварная крестовина: Элемент стрелочного перевода, состоящий из рельсовых усовиков, литого сердечника и рельсовых окончаний, приваренных к торцу (торцам) сердечника.
3.1.17 сварной остряк: Остряк стрелочного перевода, соединенный сварным швом с примыкающим рельсом.
3.1.18
сварной узел: Часть конструкции, в которой сварены примыкающие друг к другу элементы. [ГОСТ 2601-84, статья 64] |
3.1.19 сварной узел комбинированный: Часть сварной крестовины, в которой сварены примыкающие друг к другу элементы из разнородных сталей*.
________________
* Стали, отличающиеся атомно-кристаллическим строением (кристаллической решеткой), или принадлежащие к разным структурным классам (перлитные, ферритные, аустенитные), или имеющие однотипную кристаллическую решетку, но относящиеся к различным группам по легированию (низколегированные, высоколегированные).
Примечания
1 Узел, в котором рельсовые окончания сварены с хромоникелевой вставкой, приваренной к литому сердечнику из высокомарганцовистой стали.
2 Вместо вставки допускается хромоникелевая прослойка на торцевой поверхности рельсовых окончаний.
3.1.20 сварные элементы соединений и пересечений железнодорожных путей (сварные элементы): Моноблочная крестовина, сварная крестовина, сварной остряк и уравнительный стык.
3.1.21
сквозной зазор: Зазор, в котором возможно беспрепятственное прохождение щупа по всей плоскости опирания (прилегания) контролируемых поверхностей. [ГОСТ 7370-2015, пункт 3.1.58] |
3.1.22
соединения и пересечения железнодорожных путей: Специальные конструкции рельсовых путей, служащие для обеспечения коммуникаций железнодорожного подвижного состава между путями по которым он обращается, и выполнения специальных функций по защите от несанкционированного выезда железнодорожного подвижного состава на пути, движение по которым для данного железнодорожного подвижного состава не допускается, а также для компенсации температурных перемещений рельсовых элементов железнодорожного пути. [ГОСТ 33535-2015, пункт 3.1] |
3.1.23 стык РКС: Участок рельса в месте соединения остряка стрелочного перевода (остряка уравнительного стыка) с примыкающим рельсом контактной сваркой, состоящий из характерных областей сварного соединения: шва, зон термического влияния и основного металла, не подверженного термическому воздействию сварки.
Примечание - Зона термического влияния по ГОСТ 2601-84, статья 124.
3.1.24
стык уравнительный: Конструкция, предназначенная для компенсации изменений длины рельсовых нитей, возникающих в результате изменения температуры и воздействия нагрузок от железнодорожного подвижного состава. [ГОСТ 33535-2015, пункт 3.15] |
3.1.25
технологическая карта** сварки (welding procedure specification; WPS): Документальное изложение аттестованной технологии выполнения сварного шва, обеспечивающее повторяемость ее выполнения в производстве продукции. [ГОСТ 33976-2016, пункт 3.6] |
________________
** В Российской Федерации применяют технологические карты сварки по ГОСТ Р ИСО 15614-1-2009 "Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов" и по ГОСТ Р ИСО 15614-13-2009 "Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 13. Контактная стыковая сварка сопротивлением и оплавлением".
3.2 В настоящем стандарте применены следующие сокращения:
ЭССП - элементы сварные соединений и пересечений железнодорожных путей;
УСК - узел сварной комбинированный;
ВМ-сталь - высокомарганцовистая сталь;
УЗК - ультразвуковой контроль;
СТК - служба технического контроля;
РКС - рельс, сваренный контактной сваркой.
4 Классификация сварных соединений и пересечений железнодорожных путей
Сварные узлы соединений и пересечений железнодорожных путей образуют:
а) сварную крестовину (3.1.16) или моноблочную крестовину (3.1.8) с соединением:
1) рельсовых окончаний из двух рельсов углеродистой стали с продольными швами головок и подошв, рисунки 2 и 3 (позиция 2), выполненными дуговой сваркой плавящимся электродом в среде защитного газа;
2) рельсовых окончаний из углеродистой стали со вставками из хромоникелевой стали, со швами, изготовленными контактной стыковой сваркой оплавлением или рельсовых окончаний из углеродистой стали с прослойками из хромоникелевой стали, наплавленными дуговым способом [рисунки 4 и 5 (позиция 2)];
3) вставок/прослоек из хромоникелевой стали с литым сердечником из ВМ-стали со швами, сваренными контактной стыковой сваркой оплавлением [рисунки 4 и 5 (позиция 4)];
|

1 - рельсовые окончания; 2 - сварной шов
Рисунок 2 - Сварной узел рельсовых окончаний в области головки
|

1 - рельсовые окончания; 2 - сварной шов
Рисунок 3 - Сварной узел рельсовых окончаний в области подошвы
|

1 - литой сердечник; 2 - сварной шов; 3 - вставка/прослойка; 4 - сварной шов; 5 - рельсовые окончания
Рисунок 4 - Моноблочная крестовина
|

1 - литой сердечник; 2 - сварной шов; 3 - вставка/прослойка; 4 - сварной шов; 5 - рельсовые окончания; 6 - сварной шов рельсовых окончаний в области головки
Рисунок 5 - УСК сварной крестовины
б) сварной остряк с соединением остряка стрелочного перевода и примыкающего рельса швом, рисунок 6 (позиция 2), сваренным контактной стыковой сваркой оплавлением.
|

1 - остряк стрелочного перевода; 2 - сварной шов; 3 - примыкающий рельс
Рисунок 6 - Сварной остряк
в) уравнительный стык с соединением остряка уравнительного стыка с примыкающим рельсом швом, сваренным контактной стыковой сваркой оплавлением.
5 Технические требования
5.1 Требования к свариваемым деталям
5.1.1 Рельсовые окончания и примыкающие рельсы по ГОСТ 34222, а также остряки, входящие в состав стрелочного перевода, должны быть изготовлены из рельсов одного типа.
5.1.2 Остряки стрелочных переводов для сварных остряков и остряки уравнительных стыков с подготовленными корнями под профиль примыкающего рельса должны быть изготовлены из остряковых рельсов по ГОСТ 9960.
5.1.3 Литые сердечники крестовин, подлежащие сварке, должны быть изготовлены в соответствии с требованиями ГОСТ 7370-2015 (пункт 5.3.1) из ВМ-стали по конструкторской и технологической документации.
Рекомендуется использовать литые части крестовины с содержанием фосфора не более 0,05% и 1-й группы по ГОСТ 7370.
5.1.4 Вставка для УСК должна быть изготовлена из проката (поковки) хромоникелевой аустенитной стали по ГОСТ 5632. Прослойка должна быть наплавлена на торцевую поверхность рельсовых окончаний электродуговой наплавкой в среде защитного газа с применением хромоникелевой аустенитной проволоки по ГОСТ 2246.
5.2 Требования к сварным соединениям крестовин
5.2.1 Сварные узлы крестовин должны быть изготовлены в соответствии с требованиями, изложенными в А.1-А.3 (приложение А).
5.2.2 Поверхности продольных сварных швов рельсовых окончаний, выполненных дуговой сваркой плавящимся электродом в среде защитного газа (см. рисунки 2 и 3, позиция 2), после механической обработки не должны выступать над поверхностью профиля рельса.
Допускается заглубление поверхности сварного шва (см. рисунок 5, позиция 6) на величину не более 0,5 мм относительно поверхности катания (с учетом понижения граней, обработанных под сварной шов по радиусу R80 головки рельса) на длине 250 мм от торца рельсовых окончаний и не более 1,5 мм на остальной длине шва.
5.2.3 Поверхности продольных сварных швов в соответствии с классификацией по ГОСТ 30242 должны быть без подрезов и наплавов основного металла, местных повреждений поверхности примыкающего к сварному шву основного металла из-за случайного горения дуги, поверхностных трещин, пор и усадочных раковин.
5.2.4 Продольные швы сварных стыковых соединений рельсовых окончаний (по головке и по подошве) не должны содержать внутренних дефектов:
- горячих, холодных и кратерных трещин, усадочных раковин;
- отдельных пор (полостей) диаметром более 2,5 мм, в количестве более четырех;
- при четырех порах и менее с расстоянием между любой порой и другими порами менее 100 мм;
- отдельных шлаковых включений шириной (высотой) в проекции более 2 мм, в количестве более трех, общей площадью более 12 мм.
5.2.5 Твердость металла продольных швов рельсовых окончаний и твердость основного металла в зонах термического влияния продольных швов, выполненных дуговой сваркой, не должны превышать величину 43 HRC.
5.2.6 Продольные швы рельсовых окончаний, полученные электродуговой сваркой, не должны содержать внутренних микротрещин и бейнитно-мартенситной составляющей в микроструктуре.
5.2.7 Обработанные механически поверхности сваренных контактным способом стыков УСК должны быть чистыми, без трещин, пор, раковин и смещения кромок.
Форма и размеры профиля стыка УСК (см. рисунки 4 и 5, позиции 2 и 4) должны соответствовать форме и размерам рельсов по ГОСТ 34222.
Механическая обработка рабочих поверхностей рельса и литого сердечника в УСК на длине более 450 мм от вставки/прослойки не допускается.
5.2.8 Отклонение от прямолинейности в зоне швов УСК по боковой рабочей грани головки рельса (![]() ) на базовой длине 630 мм, не должно превышать 0,5 мм (для участков пути со скоростями движения поездов более 140 км/ч - 0,5 мм на базовой длине 1000 мм).
) на базовой длине 630 мм, не должно превышать 0,5 мм (для участков пути со скоростями движения поездов более 140 км/ч - 0,5 мм на базовой длине 1000 мм).
Выпуклость по боковой рабочей грани головки рельса в зоне швов УСК не допускается.
5.2.9 Отклонение от прямолинейности в зоне швов УСК по поверхности катания головки рельса (![]() ) на базовой длине 630 мм, не должно быть более 0,5 мм (для участков пути со скоростями движения поездов более 140 км/ч - 0,5 мм на базовой длине 1000 мм без возвышения поверхности катания литого сердечника крестовины).
) на базовой длине 630 мм, не должно быть более 0,5 мм (для участков пути со скоростями движения поездов более 140 км/ч - 0,5 мм на базовой длине 1000 мм без возвышения поверхности катания литого сердечника крестовины).
Вогнутость по поверхности катания головки рельса (прогиб вниз) в зоне швов УСК не допускается.
5.2.10 Для всех категорий пути местные неровности в зоне швов УСК по поверхности катания и по боковой рабочей грани головки рельса более 0,3 мм на базовой длине 125 мм не допускаются.
5.2.11 Значения прочности и пластичности УСК при испытаниях контрольных образцов на статический трехточечный изгиб должны быть не ниже значений, указанных в таблице 1 (показатели 2 и 4), при температуре сварных соединений от 15°С до 50°С.
Примечание - В качестве показателя прочности принимают величину нагрузки, которую выдерживает контрольный образец при изгибе до разрушения, а показателем пластичности является соответствующая этой нагрузке стрела прогиба контрольного образца.
Таблица 1 - Наименьшие приемочные значения разрушающей нагрузки и стрелы прогиба ЭССП типа Р65, сваренных контактной стыковой сваркой оплавлением, при статическом трехточечном изгибе
ЭССП | Разрушающая нагрузка, кН, не менее | Стрела прогиба, мм, не менее | |
Нагрузка на головку рельса (подошва в растянутой зоне) | 1 Остряк стрелочного перевода (остряк уравнительного стыка) с примыкающим рельсом | 1800 | 27 |
2 Литой сердечник крестовины с рельсовыми окончаниями через вставку/прослойку | 1250/1100/950 | 15/15/- | |
Нагрузка на подошву рельса (головка в растянутой зоне) | 3 Остряк стрелочного перевода (остряк уравнительного стыка) с примыкающим рельсом | 1600 | 23 |
4 Литой сердечник крестовины с рельсовыми окончаниями через вставку/прослойку | 1200/1100/900 | 15/15/- | |
| |||
5.2.12 На поверхности излома УСК контрольных образцов не должно быть дефектов, классифицируемых нормативными документами* государств, принявших настоящий стандарт: трещин, газовых пор, усадочных раковин, твердых включений, непроваров.
________________
* В Российской Федерации действует ГОСТ Р ИСО 6520-2-2009 "Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 2. Сварка давлением".
На поверхности излома УСК контрольных образцов допускаются блестящие пятна любого размера (блестящая поверхность, расположенная на границе контакта хромоникелевой вставки/прослойки с рельсовыми окончаниями).
5.2.13 Швы и зоны термического влияния УСК не должны содержать внутренних дефектов микроструктуры: горячих и холодных трещин, раковин, непроваров, карбидов и структур с твердостью более 650 HV.
5.2.14 Требования к показателям надежности и функциональной безопасности крестовин по ГОСТ 7370-2015 (пункт 5.1.4).
5.3 Требования к сварному соединению сварного остряка и уравнительного стыка
5.3.1 Сварной остряк (уравнительный стык) должен быть изготовлен в соответствии с требованиями, изложенными в А.4 (приложение А).
5.3.2 После механической обработки поверхность стыка РКС должна быть чистой, без дефектов и не иметь острых кромок, механических повреждений и следов оплавления поверхности в зоне контакта рельсов с токопроводящими губками сварочной машины.
Размеры профиля стыка РКС, рисунок 6 (позиция 2), должны совпадать с профилем примыкающего рельса по ГОСТ 34222.
Механическая обработка рабочих поверхностей рельса в стыке РКС на длине более 450 мм от сварного шва не допускается.
5.3.3 Отклонения от прямолинейности в зоне стыка РКС на базовой длине 1000 мм допускаются, мм, не более:
- 0,5 - по поверхности катания (![]() ) и по боковой рабочей грани (
) и по боковой рабочей грани (![]() ) для участков пути со скоростями движения поездов до 140 км/ч;
) для участков пути со скоростями движения поездов до 140 км/ч;
- 0,9 - для кривого сварного остряка по боковой рабочей грани (![]() );
);
- 0,3 - по поверхности катания (![]() ) и по боковой рабочей грани (
) и по боковой рабочей грани (![]() ) для участков пути со скоростями движения поездов свыше 140 до 200 км/ч;
) для участков пути со скоростями движения поездов свыше 140 до 200 км/ч;
- 0,2 - по поверхности катания (![]() ) и по боковой рабочей грани (
) и по боковой рабочей грани (![]() ) для участков пути со скоростями движения поездов свыше 200 км/ч.
) для участков пути со скоростями движения поездов свыше 200 км/ч.
Вогнутость (прогиб вниз) стыка РКС не допускается.
5.3.4 Местные неровности в зоне стыка РКС по поверхности катания и боковой рабочей грани головки на базовой длине 125 мм допускаются, мм, не более:
- 0,2 - для участков пути со скоростями движения свыше 120 км/ч;
- 0,3 - для других категорий пути.
5.3.5 Стык РКС не должен содержать внутренних дефектов: трещин, пористости, усадочных раковин, твердых включений, непроваров.
На поверхности излома стыков РКС контрольных образцов допускаются серые силикатные включения в количестве не более трех и общей площадью не более 15 мм.
5.3.6 После термообработки твердость металла головки в зоне стыка РКС на расстоянии (40±10) мм в обе стороны от центра сварного шва должна соответствовать твердости основного металла рельса.
Допускается снижение твердости в сварном шве и зонах термического влияния до 10%.
5.3.7 Показатели прочности и пластичности стыка РКС должны быть не ниже показателей, приведенных в таблице 1 (показатели 1 и 3).
5.3.8 В микроструктуре металла стыка РКС не допускается наличие горячих и холодных трещин, раковин, непроваров, бейнита, мартенсита.
5.3.9 Требования к показателям надежности и функциональной безопасности сварных остряков (уравнительных стыков) по ГОСТ 33722-2016 (пункт 5.6).
5.4 Маркировка
5.4.1 Маркировка крестовины - по ГОСТ 7370.
5.4.2 Швы УСК обозначают нанесением полос белой масляной краской по ГОСТ 10503 шириной от 15 до 30 мм на шейке и верхней части подошвы на расстоянии от 100 до 120 мм с каждой стороны УСК.
5.4.3 Сварной шов на сварном остряке (уравнительном стыке) обозначают путем нанесения полос белой масляной краской по ГОСТ 10503 шириной от 15 до 30 мм на шейке и верхней части подошвы рельса на расстоянии от 100 до 120 мм с каждой стороны сварного шва.
5.4.4 Маркировку сварного остряка (уравнительного стыка) наносят на расстоянии не ближе 500 мм и не далее 1500 мм от оси сварного соединения. Маркировку наносят с внутренней стороны колеи, на шейке рельса справа на левом остряке (слева на правом остряке) от сварного шва белой масляной краской по ГОСТ 10503. Высота знаков маркировки должна быть от 40 до 50 мм.
Примечание - Допускается наносить маркировку маркерами.
Схема нанесения маркировки представлена на рисунке 7.
|

Рисунок 7 - Маркировка сварного остряка
Маркировку наносят, разделяя точками, в следующем порядке:
- номер (шифр) сварочной машины;
- номер (код) сварного соединения;
- последние две цифры года сварки.
6 Правила приемки
6.1 Общие положения
6.1.1 Для проверки соответствия ЭССП требованиям настоящего стандарта проводят следующие виды испытаний:
- приемо-сдаточные;
- периодические;
- типовые.
6.1.2 Испытания ЭССП проводят в соответствии с ГОСТ 15.309.
6.1.3 Взаимосвязь между проверяемыми показателями, видами испытаний и методами контроля ЭССП приведена в таблице 2.
6.1.4 В целях безопасности испытания сварных остряков (уравнительных стыков) по 7.6, 7.7, 7.9, 7.10, 7.15 проводят не менее чем на двух образцах сварных остряков (уравнительных стыков), отобранных методом "вслепую" по ГОСТ 18321-73 (подраздел 3.4) из различных частей партии продукции принятой СТК за рабочую неделю. Испытания по 7.10 (прочность и пластичность сварных стыков) допускается проводить на контрольных образцах.
В целях безопасности испытания крестовин со сварными соединениями рельсовых окончаний из двух рельсов продольными швами и сварными соединениями рельсовых окончаний с литым сердечником по 7.5-7.7, 7.10, 7.15 проводят не менее чем на двух образцах крестовин, отобранных методом "вслепую" по ГОСТ 18321-73 (подраздел 3.4) из различных частей партии продукции принятой СТК за рабочую неделю. Испытания по 7.10 (прочность и пластичность сварных стыков) допускается проводить на контрольных образцах.
Сварные остряки, уравнительные стыки и крестовины считают выдержавшими испытания, если по всем показателям получены положительные результаты испытаний.
Таблица 2 - Показатели, виды испытаний и методы контроля
Наименование показателя | Номер структурного элемента настоящего стандарта | Виды испытаний | ||||
технических требований | методов контроля | приемо- | периодические | типовые | ||
Сварная крестовина с литым сердечником и рельсовыми окончаниями и моноблочная крестовина | ||||||
Сварное стыковое соединение дуговой сваркой рельсов рельсовых окончаний | ||||||
Уровень поверхности продольных сварных швов | 5.2.2 | 7.3 | + | - | - | |
Отсутствие поверхностных дефектов | 5.2.3 | 7.4 | + | - | - | |
Твердость металла продольных швов рельсовых окончаний и твердость основного металла в зонах термического влияния продольных швов | 5.2.5 | 7.5 | - | + | + | |
Внутренние дефекты сварки | Неразрушающий контроль | 5.2.4 | 7.8 | + | - | - |
Отсутствие в соединениях микротрещин и мартенсита | 5.2.6 | 7.12 | - | + | + | |
Сварные стыковые соединения контактной сваркой оплавлением литого сердечника крестовины (цельнолитого блока) с рельсовыми окончаниями | ||||||
Соответствие размеров и допусков профиля стыков УСК требованиям КД. | 5.2.7 | 7.4 | + | - | - | |
Допустимое отклонение от прямолинейности по боковой рабочей грани головки рельса | 5.2.8 | 7.6 | + | - | - | |
Допустимое отклонение от прямолинейности по поверхности катания | 5.2.9 | 7.6 | + | - | - | |
Допустимые местные неровности по поверхности катания и боковой рабочей грани головки рельса | 5.2.10 | 7.7 | + | - | - | |
Прочность и пластичность сварных соединений УСК | 5.2.11 (таблица 1, показатели 2 и 4) | 7.10 | - | + | + | |
Внутренние дефекты сварки (разрушающий контроль) | 5.2.12 | 7.11 | - | + | + | |
Отсутствие в соединениях внутренних микродефектов и структур с твердостью более 650 HV | 5.2.13 | 7.12 | - | + | + | |
Показатели надежности и функциональной безопасности крестовин | 5.2.14 | 7.13 | - | - | - | |
Маркировка | 5.4.1, 5.4.2 | 7.15 | + | - | - | |
Сварной остряк (уравнительный стык) | ||||||
Сварное стыковое соединение остряка стрелочного перевода (уравнительного стыка) и примыкающего рельса | ||||||
Отсутствие поверхностных дефектов | 5.3.2 | 7.4 | + | - | - | |
Допустимые отклонения от прямолинейности по поверхности катания и боковой рабочей грани головки рельса | 5.3.3 | 7.6 | + | - | - | |
Допустимые местные неровности по поверхности катания и боковой рабочей грани головки рельса | 5.3.4 | 7.7 | + | - | - | |
Внутренние дефекты сварки | Неразрушающий контроль | 5.3.5 | 7.8 | + | - | - |
Разрушающий контроль | 5.3.5 | 7.11 | - | + | + | |
Твердость металла головки по поверхности катания в зоне стыка РКС | 5.3.6 | 7.9 | - | + | + | |
Прочность и пластичность стыка РКС | 5.3.7, таблица 1 (показатели 1 и 3) | 7.10 | - | + | + | |
Отсутствие в микроструктуре металла стыка РКС дефектов и хрупких закалочных структур | 5.3.8 | 7.12 | - | + | + | |
Показатели надежности и функциональной безопасности сварных остряков | 5.3.9 | 7.14 | - | - | - | |
Маркировка | 5.4.3, 5.4.4 | 7.15 | + | - | - | |
| ||||||
6.2 Приемо-сдаточные испытания
6.2.1 Перечень показателей, проверяемых при проведении приемо-сдаточных испытаний ЭССП, приведен в таблице 2.
6.2.2 ЭССП при приемо-сдаточных испытаниях подвергают сплошному контролю (каждый ЭССП).
6.2.3 ЭССП считают выдержавшими испытания, если по всем показателям получены положительные результаты испытаний.
6.2.4 Выявленные при приемо-сдаточных испытаниях поверхностные дефекты продольных стыков сварных соединений рельсовых окончаний (5.2.3), допускается заваривать.
6.3 Периодические испытания
6.3.1 Перечень показателей, проверяемых при периодических испытаниях, приведен в таблице 2.
6.3.2 Периодическим испытаниям подвергают контрольные образцы (3.1.5).
Примечания
1 Допускается контрольные образцы для испытания сварного соединения остряка с примыкающим рельсом изготавливать из отрезков рельсов, соединенных контактной стыковой сваркой оплавлением, рисунок Б.1 (приложение Б).
2 Допускается контрольные образцы для испытания УСК изготавливать из отрезков рельсов с поперечным сечением по профилю заднего торца сердечника крестовины, рисунок Б.2 (приложение Б).
3 Режимы сварки УСК, стыков РКС приведены в приложениях В и Г.
4 Допускается при изготовлении контрольных образцов не проводить механическую обработку шва до профиля рельса.
6.3.3 Прочность и пластичность сварных соединений контактной стыковой сварки оплавлением (5.2.11, 5.3.7) проверяют на контрольных образцах при испытаниях на статический трехточечный изгиб.
Периодичность испытаний:
- для УСК испытывают один контрольный образец через каждые 60 сваренных УСК (одно испытание с растяжением в головке (подошве) рельса, следующее испытание через 60 сваренных УСК с растяжением в подошве (головке) рельса и т.д.);
- для стыков РКС испытывают два контрольных образца, сваренные через каждые 80 сваренных стыков (один контрольный образец для испытания с растяжением в головке, другой - с растяжением в подошве рельсов).
6.3.4 Для контроля микроструктуры металла сварных соединений ЭССП (5.2.6, 5.2.13, 5.3.8) выполняют металлографические исследования на образцах по 7.12.
Металлографические исследования проводят со следующей периодичностью:
- для продольных швов рельсовых окончаний (5.2.6) проводят не менее одного исследования на 300 рельсовых окончаний из одной марки рельсовой стали;
- для соединений УСК (5.2.13) - не реже одного раза в год для каждой марки стали хромоникелевой вставки/прослойки и рельсовых окончаний;
- для стыков РКС (5.3.8) - не реже одного раза в год для каждого сочетания марок стали соединяемых деталей.
6.3.5 Измерение твердости металла в зоне сварного соединения продольных сварных соединений рельсовых окончаний (5.2.5), выполненных дуговой сваркой, проводят на образцах по 7.5 с периодичностью не менее одного испытания на 300 рельсовых окончаний из одной марки рельсовой стали.
Измерение твердости металла по поверхности катания в зоне стыка РКС (5.3.6), проводят по 7.9 через каждые 80 сваренных стыков.
6.3.6 В случае получения неудовлетворительных результатов испытаний повторно проверяют качество сварных соединений на удвоенном количестве контрольных образцов.
При неудовлетворительных результатах повторных испытаний хотя бы на одном контрольном образце сварку останавливают и принимают меры по устранению причин неудовлетворительного качества.
Возобновление сварки и приемки ЭССП разрешается только после получения положительных результатов испытаний на двух контрольных образцах.
6.4 Типовые испытания
6.4.1 Типовые испытания ЭССП проводят в случае изменения конструкции, технологического процесса.
6.4.2 Перечень показателей, проверяемых при типовых испытаниях, приведен в таблице 2. Положительными результатами испытаний является выполнение технических требований, по каждому проверяемому показателю.
В случае появления отрицательного результата производят действия по его устранению (см. 6.3.6).
7 Методы контроля
7.1 Средства измерений, применяемые при испытаниях, должны быть поверены (калиброваны) в соответствии с требованиями национального законодательства* об обеспечении единства измерений.
________________
* В Российской Федерации действует Федеральный закон от 26 июня 2008 г. N 102-ФЗ "Об обеспечении единства измерений".
7.2 Испытательное оборудование должно быть аттестовано в соответствии с требованиями национальных нормативных документов** государств, принявших настоящий стандарт.
________________
** В Российской Федерации действует ГОСТ Р 8.568-2017 "Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения".
7.3 Величину заглубления поверхности сварного шва относительно поверхности катания рельсовых окончаний (5.2.2) контролируют при помощи штангенциркуля ШЦ-I-125-0,1 по ГОСТ 166 и измерительной линейки - 500 по ГОСТ 427.
7.4 Визуально с помощью лупы типа ЛП-1-2 по ГОСТ 25706 или капиллярным методом по ГОСТ 18442 выявляют отсутствие:
- поверхностных трещин и пор, усадочных раковин, в продольных швах рельсовых окончаний (5.2.3);
- поверхностных трещин в УСК (5.2.7) и в сварном остряке (5.3.2).
Отсутствие у соединенных дуговым способом рельсовых окончаний подрезов и наплавов основного металла, местных повреждений поверхности примыкающего к сварному шву основного металла из-за случайного горения дуги (5.2.3) устанавливают визуальным осмотром без применения оптических приборов.
Соответствие размеров профиля стыков УСК (5.2.7) и стыков РКС (5.3.2) требованиям ГОСТ 34222 контролируют с помощью металлической линейки ЛД-1-125 по ГОСТ 8026 и набора плоских щупов в соответствии с рисунком Д.1 (приложение Д).
Примечание - При проведении измерений возможно использование других измерительных средств, в том числе цифровых систем, с точностью измерения не ниже класса точности 1,5 по ГОСТ 8.401.
7.5 Твердость металла в зоне продольных сварных соединений рельсовых окончаний, выполненных дуговым способом (5.2.5), измеряют по ГОСТ 9013 на образцах.
Образцы вырезают из зон, расположенных на 100 мм от начала и конца продольных швов рельсовых окончаний, их поперечной резкой.
Каждый образец следует протравить для четкого выявления зон сварных соединений 25%-ным водным раствором азотной кислоты.
Точки поверхности образцов, в которых проводят измерения, в соответствии с рисунком 8. Взаимосвязь координат каждой точки с конкретной зоной сечения сварного соединения дополнительно - в соответствии с таблицей 3.
Количество измерений - 21.
|

а) Поперечное сечение сварного соединения головок рельсов
|

б) Поперечное сечение сварного соединения подошв рельсов
Рисунок 8 - Схемы измерения твердости на образцах продольных швов рельсовых окончаний
Таблица 3 - Твердость металла в точках замера на поперечных сечениях продольных сварных соединений рельсовых окончаний
Схемы | N точки | Расположение точки на образце | Значения твердости HRC |
а) | 1 и 3 | На основном металле, вблизи поверхности катания | |
2 и 4 | На основном металле, вблизи центра многопроходного шва | ||
5 и 7 | На основном металле, в зоне термического влияния, вблизи облицовочного слоя шва | ||
6 и 8 | На основном металле, в зоне термического влияния, вблизи корня шва | ||
9 и 10 | На основном металле, в зоне термического влияния, вблизи центра многопроходного шва | ||
11 | На наплавленном металле, в облицовочном слое шва | ||
12 и 13 | На основном металле, вблизи корня шва | ||
б) | 14 | На наплавленном металле, в облицовочном слое шва | |
15 | На основном металле, в зоне термического влияния, вблизи корня шва | ||
16 и 17 | На основном металле, в зоне термического влияния, вблизи облицовочного слоя шва | ||
18 и 19 | На основном металле, вблизи опорной поверхности подошв | ||
20 и 21 | На основном металле, вблизи корня шва | ||
| |||
7.6 Отклонение от прямолинейности определяют по измеренному щупом наибольшему зазору между рабочими поверхностями ЭССП и поверочной линейки на базовой длине.
При измерениях продольная ось линейки должна совпадать:
- по поверхности катания с продольными осями остряка стрелочного перевода (остряка уравнительного стыка) и примыкающего рельса, а в УСК с продольными осями головок рельсовых окончаний;
- по боковой рабочей грани головки рельса сварного остряка (уравнительного стыка) и УСК с линией, расположенной на 14,5 мм ниже уровня поверхности катания.
Отклонения контролируют по схемам, приведенным на рисунках 9-12.
|

1 - остряк стрелочного перевода (остряк уравнительного стыка); 2 - сварной шов; 3 - примыкающий рельс (вид сбоку)
Рисунок 9 - Схема измерения отклонения от прямолинейности по поверхности катания сварного остряка (уравнительного стыка)
|

1 - остряк стрелочного перевода (остряк уравнительного стыка); 2 - сварной шов; 3 - примыкающий рельс (вид сверху)
Рисунок 10 - Схема измерения отклонения от прямолинейности по боковой рабочей грани головки рельса сварного остряка (уравнительного стыка)
|

1 - литой сердечник из ВМ-стали; 2 - вставка (прослойка) с двумя швами; 3 - рельсовые окончания (вид сбоку)
Рисунок 11 - Схема измерения отклонения от прямолинейности по поверхности катания головки рельса УСК
|

1 - литой сердечник из ВМ-стали; 2 - вставка (прослойка) с двумя швами; 3 - рельсовые окончания (вид сверху)
Рисунок 12 - Схема измерения отклонения от прямолинейности по боковой рабочей грани головки рельса УСК
Выпуклость стыков (![]() ), рисунки 9 и 11, измеряют у приподнятого торца линейки при прижатом другом торце без приложения к нему дополнительных усилий прижатия и вычисляют его фактическое значение делением измеренной величины (2
), рисунки 9 и 11, измеряют у приподнятого торца линейки при прижатом другом торце без приложения к нему дополнительных усилий прижатия и вычисляют его фактическое значение делением измеренной величины (2![]() ) на два.
) на два.
Вогнутость стыков (![]() ), рисунки 10 и 12, определяют по величине сквозного зазора при прижатых торцах поверочной линейки.
), рисунки 10 и 12, определяют по величине сквозного зазора при прижатых торцах поверочной линейки.
Измерения проводят:
а) для сварного остряка (уравнительного стыка): 2![]() и
и ![]() - по поверхности катания и боковой рабочей грани головки (5.3.3), рисунки 9 и 10, соответственно, - с помощью набора плоских щупов в соответствии с рисунком Д.1 (приложение Д) и поверочной линейки ШД-2-1000 по ГОСТ 8026, прикладываемой серединой к сварному шву;
- по поверхности катания и боковой рабочей грани головки (5.3.3), рисунки 9 и 10, соответственно, - с помощью набора плоских щупов в соответствии с рисунком Д.1 (приложение Д) и поверочной линейки ШД-2-1000 по ГОСТ 8026, прикладываемой серединой к сварному шву;
б) для сварной крестовины:
1) 2![]() по поверхности катания (5.2.9), рисунок 11, по осям головок рельсов рельсовых окончаний (два измерения: по поверхности катания каждого рельса рельсовых окончаний), с помощью поверочной линейки ШД-2-630 по ГОСТ 8026, прикладываемой отметкой 130 мм к середине вставки/прослойки УСК и направленной нулевой отметкой в сторону литого сердечника, и набора плоских щупов в соответствии с рисунком Д.1 (приложение Д).
по поверхности катания (5.2.9), рисунок 11, по осям головок рельсов рельсовых окончаний (два измерения: по поверхности катания каждого рельса рельсовых окончаний), с помощью поверочной линейки ШД-2-630 по ГОСТ 8026, прикладываемой отметкой 130 мм к середине вставки/прослойки УСК и направленной нулевой отметкой в сторону литого сердечника, и набора плоских щупов в соответствии с рисунком Д.1 (приложение Д).
2) ![]() по боковой рабочей грани головки рельса (5.2.8), рисунок 12, с помощью поверочной линейки ШД-2-630 по ГОСТ 8026, прикладываемой отметкой 130 мм к середине вставки/прослойки УСК и направленной нулевой отметкой в сторону литого сердечника, и набора плоских щупов в соответствии с рисунком Д.1 (приложение Д).
по боковой рабочей грани головки рельса (5.2.8), рисунок 12, с помощью поверочной линейки ШД-2-630 по ГОСТ 8026, прикладываемой отметкой 130 мм к середине вставки/прослойки УСК и направленной нулевой отметкой в сторону литого сердечника, и набора плоских щупов в соответствии с рисунком Д.1 (приложение Д).
7.7 Местные неровности по поверхности катания и боковой рабочей грани головки рельса ЭССП в зоне сварных швов (5.2.10, 5.3.4) на базовой длине 125 мм контролируют прикладываемой серединой к центру шва сварного остряка (уравнительного стыка) или к середине вставки/прослойки УСК металлической линейкой ЛД-1-125 по ГОСТ 8026 и плоскими щупами в соответствии с рисунком Д.1 (приложение Д).
7.8 Неразрушающий контроль стыков РКС на отсутствие внутренних дефектов (5.2.4, 5.3.5) выполняют в соответствии с требованиями ГОСТ 34663.
Контролю подлежат продольные сварные соединения дуговой сварки рельсовых окончаний в области головки и подошвы рельса, рисунки 2 и 3, и стыки РКС: сварного остряка, рисунок 6, и уравнительного стыка.
На поверхностях, подлежащих УЗК, наличие отслаивающейся окалины, брызг затвердевшего металла, грязи (песка, мазута) не допускается.
7.9 Твердость металла в стыке РКС (5.3.6) по поверхности катания головки рельсов измеряют по ГОСТ 9012.
Измерения проводят: в центре сварного шва, в точках на расстоянии 15 мм от центра в каждую сторону по ширине головки и вдоль сварного остряка (уравнительного стыка) в точках 25, 50 и 75 мм от центра шва в каждую сторону.
7.10 Прочность и пластичность сварных соединений (5.2.11 и 5.3.7) определяют при испытаниях контрольных образцов на статический трехточечный изгиб.
Примечание - Допускается испытания на статический изгиб выполнять на натурных образцах сварных соединений.
Схемы испытаний контрольных образцов на статический трехточечный изгиб приведены в приложении Б.
Испытания на статический трехточечный изгиб проводят при температуре сварных соединений контрольных образцов не выше 50°С. Разрушающую нагрузку и стрелу прогиба контрольных образцов определяют на прессе, оборудованном системой автоматической записи величин нагрузки и стрелы прогиба.
Перемещение плунжера пресса не должно превышать скорости 0,00025 м/с (15 мм/мин) и обеспечивать плавное нарастание нагрузки на контрольный образец в соответствии с ГОСТ 6996.
Требования к проведению испытаний:
- расстояние между опорами пресса, на которые укладывают контрольный образец, должно составлять (1000±5) мм;
- диаметр ролика пуансона, передающего нагрузку на середину испытываемого шва должен быть не менее 50 мм;
- диаметр опор цилиндрической или полуцилиндрической формы должен быть не менее 50 мм;
- нагрузку прилагают в середине контрольного образца по центру шва РКС или по центру вставки/прослойки УСК;
- один образец испытывают с приложением нагрузки на головку рельса (подошва в растянутой зоне), второй - на подошву (головка в растянутой зоне).
За результат принимают значения в момент разрушения образца.
7.11 Внутренние дефекты сварных соединений контактной стыковой сварки оплавлением и их характер (5.2.12, 5.3.5) при разрушающем контроле выявляют визуальным осмотром излома стыка с применением лупы типа ЛП-1-2 по ГОСТ 25706.
Площадь каждого серого силикатного включения (5.3.5, абзац 2) представляют в виде площадей прямоугольников, у которых штангенциркулем ШЦ-I-125-0,1 по ГОСТ 166 измеряют длину и ширину для вычисления площади каждого прямоугольника с последующим суммированием их площадей.
7.12 Два образца микрошлифов для металлографических исследований продольных сварных соединений рельсовых окончаний (5.2.6) вырезают из зон, отстоящих на 100 мм от начала и конца продольных швов рельсовых окончаний их поперечной механической резкой.
Образцы микрошлифов для металлографических исследований соединений УСК (5.2.13) и стыков РКС (5.3.8) вырезают таким образом, чтобы сварные швы (сварной шов) были расположены посередине плоскости шлифа, а длина шлифа включала зону термического влияния, вплоть до начала структуры основного металла.
Образцы микрошлифов могут быть вырезаны из контрольных образцов, прошедших испытания на статический трехточечный изгиб.
Микроструктурный анализ микрошлифов производят при увеличении от 100 до 500
с применением металлографического микроскопа.
Твердость зон термического влияния на контрольных образцах измеряют по ГОСТ 2999.
7.13 Контроль показателей надежности и функциональной безопасности крестовин (5.2.14) по ГОСТ 7370-2015 (пункт 7.7.3).
7.14 Контроль показателей надежности и функциональной безопасности сварных остряков (5.3.9) и уравнительных стыков по ГОСТ 33722-2016 (пункт 7.11).
7.15 Наличие маркировки (5.4) проверяют визуально, а ее расположение относительно сварного соединения и высоту знаков маркировки - при помощи линеек по ГОСТ 427.
8 Транспортирование и хранение
8.1 Условия хранения и транспортирования ЭССП должны соответствовать требованиям ГОСТ 15150 группы ОЖ1, по временной противокоррозионной защите по ГОСТ 9.014, вариант ВЗ-0.
8.2 Крестовины, сварные остряки и уравнительные стыки отгружают потребителю без упаковки. Допускается упаковка изделий в деревянные ящики или другую упаковочную тару по ГОСТ 23170.
8.3 Хранение готовых изделий на предприятии-изготовителе и у потребителя - под навесом или на открытых площадках.
8.4 Транспортирование ЭССП в сборе осуществляют на открытом подвижном составе железных дорог.
8.5 Погрузку и крепление изделий проводят в соответствии с требованиями национальных нормативных документов* на размещение и крепление грузов для данного вида транспорта. На каждую единицу подвижного состава необходимо грузить изделия одного вида.
________________
* В Российской Федерации применяют "Технические условия размещения и крепления грузов в вагонах и контейнерах". Утверждены Министерством путей сообщения России от 27 мая 2003 г., регистрационный номер ЦМ-943.
8.6 Повреждение изделий при погрузке и транспортировании не допускается.
9 Гарантии изготовителя
9.1 Предприятие-изготовитель гарантирует соответствие выпускаемых ЭССП требованиям настоящего стандарта при соблюдении потребителем правил эксплуатации, хранения и транспортирования.
9.2 Срок гарантии ЭССП должен быть указан в млн т брутто пропущенного по ним груза и/или установленного срока с момента их изготовления, но не менее 70 млн т брутто и не менее пяти лет с момента их изготовления.
Приложение А
(справочное)
Требования к сварке
А.1 Общие положения
А.1.1 Производственные помещения, предназначенные для выполнения сварочных работ, должны быть оборудованы в соответствии с требованиями нормативных документов* государств, принявших настоящий стандарт.
________________
* В Российской Федерации действуют:
СП 2.2.1.1312-03 "Гигиенические требования к проектированию вновь строящихся и реконструируемых промышленных предприятий".
СП 1009-73 "Санитарные правила при сварке, наплавке и резке металлов".
СП 52.13330.2016 "СНиП 23-05-95 Естественное и искусственное освещение".
А.1.2 Работы по сварке ЭССП следует выполнять в помещении при температуре окружающей среды не ниже 15°С.
А.1.3 К дуговой сварке допускают сварщиков, аттестованных по Правилам [1], а к контактной стыковой сварке оплавлением - операторов машины контактной стыковой сварки оплавлением, аттестованных по нормативным документам** государств, принявших настоящий стандарт.
________________
** В Российской Федерации действует ГОСТ Р 58443-2019 "Аттестация операторов контактной стыковой сварки оплавлением и сварщиков термитной сварки железнодорожных рельсов".
А.1.4 При выполнении сварочных работ необходимо соблюдать требования безопасности по ГОСТ 12.3.003.
А.2 Дуговая сварка рельсовых окончаний плавящимся электродом в среде защитных газов
А.2.1 Заготовки рельсов для изготовления рельсовых окончаний должны состоять из рельсов одной марки стали, одного вида термической обработки и одного предприятия-изготовителя.
А.2.2 Поверхности головки и подошвы соединяемых рельсов должны быть зачищены механическим способом. Остатки масла, эмульсии и загрязнений на зачищенных поверхностях не допускаются.
А.2.3 Рельсы, подготовленные под дуговую сварку, не должны иметь трещин.
Дуговую сварку выполняют в защитном газе по ГОСТ 14771.
А.2.4 Отклонение поверхности подошв собранных под сварку рельсов и уложенных головкой на плиту 2-2-16001000 по ГОСТ 10905 не должно превышать по высоте 0,5 мм на длине до 1000 мм от торца, привариваемого к крестовине, которое контролируют с помощью набора плоских щупов в соответствии с рисунком Д.1 (приложение Д) и поверочной линейки ШД-2-1000 по ГОСТ 8026. Выпуклость (вогнутость) поверхности подошв рельсов контролируют по продольной оси каждого рельса по всей ширине подошвы.
Вогнутость подошв свариваемых рельсов не допускается.
А.2.5 Несовпадение размеров поперечных сечений сваренных продольными швами рельсов, образующих рельсовые окончания, в результате их деформации под влиянием сварки, не должно превышать 0,5 мм по высоте со смещением на головку рельса, которое контролируют штангенциркулем ШЦ-I-125-0,1 по ГОСТ 166.
А.2.6 Перед сваркой рельсы в концевых частях подготовленной разделки кромок с обеих сторон должны быть снабжены планками, на которых начинается и завершается процесс электродуговой сварки. Планки приваривают ручной электродуговой сваркой к рельсам в концевых частях разделки рельсовых окончаний. Размер планок 100100 мм и толщиной, равной толщине шва. После сварки планки отрезают механической резкой.
А.2.7 Заготовки рельсов, на длине 1300 мм от приваренной планки, с которой начнется сварка, предварительно следует подогреть газопламенной горелкой или индуктором до температуры от 300°С до 450°С. Температуру прогретой части заготовок рельсов измеряют контактной термопарой, или инфракрасным термометром, или термоиндикаторным карандашом.
А.2.8 Соединение рельсов в рельсовые окончания выполняют полностью или частично механизированной дуговой сваркой плавящимся электродом в среде защитных газов двумя продольными многопроходными стыковыми швами.
А.2.9 Требования к применяемому сварочному оборудованию и режимам многопроходной сварки приводят в технологической карте*** сварки.
________________
*** В Российской Федерации применяют технологическую карту сварки по ГОСТ Р ИСО 15614-1-2009 "Технические требования к аттестации процедур сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов".
А.2.10 Контроль параметров режимов дуговой сварки плавящимся электродом в среде защитных газов должен выполнять сварщик, аттестованный по Правилам [1].
А.2.11 В качестве плавящегося электрода применяют сварочную проволоку по ГОСТ 2246.
А.2.12 Для газовой защиты зоны сварки должен быть использован однокомпонентный газообразный аргон или двухкомпонентная газовая смесь аргона и двуокиси углерода в отношении 4:1.
Газообразная двуокись углерода должна быть первого или высшего сорта и отвечать требованиям ГОСТ 8050.
Аргон следует применять первого или высшего сорта по ГОСТ 10157.
А.3 Контактная стыковая сварка оплавлением литого сердечника крестовины с рельсовыми окончаниями
А.3.1 Сварку рельсовых окончаний с литым сердечником крестовины выполняют через промежуточную вставку/прослойку контактной сваркой оплавлением с применением машины, обеспечивающей усилие сжатия (осадки) не менее 1000 кН.
Вставку изготавливают из проката (поковки) хромоникелевой аустенитной стали. Вставку на торце рельсовых окончаний допускается заменять прослойкой, наплавленной слоем металла требуемой толщины (наплавкой проволокой по ГОСТ 2246).
А.3.2 Требования к модели применяемого сварочного оборудования и к режимам контактной стыковой сварки оплавлением должны быть указаны в технологической карте* сварки.
________________
* В Российской Федерации применяют технологическую карту сварки по ГОСТ Р ИСО 15614-13-2009 "Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 13. Контактная стыковая сварка сопротивлением и оплавлением".
Выбор модели сварочного оборудования производят на основе данных таблицы В.1 (приложение В).
А.3.3 Сварку рельсовых окончаний и литой части крестовины начинают с приварки вставки или наплавки прослойки из аустенитной хромоникелевой стали к рельсовым окончаниям.
А.3.4 После первичной механической обработки полученного сварного соединения, заключающейся в удалении выдавленного за пределы контура стыка металла (грата), и после охлаждения на воздухе до 60°С, отрезают часть вставки, оставляя ее толщину в сварном соединении от 5 до 30 мм.
А.3.5 Производят сварку заднего торца литого сердечника крестовины с вставкой/прослойкой, ранее соединенной с рельсовыми окончаниями.
Примечание - Для ускоренного охлаждения стыка из высокомарганцовистой и хромоникелевой сталей после сварочного нагрева допускается охлаждение в водо-воздушной среде.
А.3.6 Контроль параметров режимов контактной стыковой сварки оплавлением осуществляют автоматической компьютерной системой сварочной машины.
А.3.7 Поверхностные дефекты УСК должны быть исправлены.
А.4 Контактная стыковая сварка оплавлением остряка стрелочного перевода с примыкающим рельсом
А.4.1 Соединение остряка стрелочного перевода (остряка уравнительного стыка) с примыкающим рельсом осуществляют с применением контактной машины стыковой сварки оплавлением, обеспечивающей усилие сжатия (осадки) не менее 600 кН.
А.4.2 Требования к модели применяемого сварочного оборудования и к режимам контактной стыковой сварки оплавлением должны быть указаны в технологической карте** сварки.
________________
** В Российской Федерации применяют технологическую карту сварки по ГОСТ Р ИСО 15614-13-2009 "Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 13. Контактная стыковая сварка сопротивлением и оплавлением".
Выбор модели сварочного оборудования производят на основе данных таблицы Г.1 (приложение Г).
А.4.3 Остряк стрелочного перевода (остряк уравнительного стыка) и примыкающий рельс в местах подлежащих сварке, в шейке на длине 100 мм, начиная от торца, не должны иметь раскатанных загрязнений, пузырей, трещин (волосовин), выбитых или нанесенных методом горячего клеймения номеров.
А.4.4 Заготовки остряка стрелочного перевода (остряка уравнительного стыка) и примыкающего рельса при установке в контактную машину стыковой сварки оплавлением необходимо выровнять по рабочим граням и совместить по периметру так, чтобы поверхности катания были на одном уровне. Несовпадение размеров свариваемых деталей по ширине подошвы рельсов более 2 мм с обеих сторон не допускается и должно быть смещено в сторону нерабочих поверхностей. Контроль осуществляют штангенциркулем ШЦ-I-125-0,1 по ГОСТ 166.
А.4.5 Контроль параметров режимов контактной стыковой сварки оплавлением осуществляют автоматической компьютерной системой сварочной машины.
А.4.6 Дефекты стыка РКС должны быть устранены путем их вырезки не более двух раз.
А.4.7 Сварное соединение остряка стрелочного перевода (остряка уравнительного стыка) с примыкающим рельсом подвергают первичной термической обработке с применением индукционного нагрева путем нормализации всего сечения.
Любые цвета побежалости на изделии после термической обработки не являются браком.
Приложение Б
(рекомендуемое)
Схемы испытаний на статический трехточечный изгиб
Схемы испытаний контрольных образцов на статический трехточечный изгиб приведены на рисунках Б.1 и Б.2.
|

1 - нагрузка; 2 - сварной шов; r - радиус ролика пуансона и опор, величиной не менее 25 мм
Рисунок Б.1 - Схема испытания контрольного образца РКС
|

1 - нагрузка; 2 - сварной шов первый; 3 - сварной шов второй; 4 - рельсовое окончание; 5 - вставка/прослойка; 6 - литой сердечник крестовины; r - радиус ролика пуансона и опор величиной не менее 25 мм
Рисунок Б.2 - Схема испытания контрольного образца УСК
Приложение В
(рекомендуемое)
Режимы сварки литого сердечника крестовины типа Р65 с рельсовыми окончаниями на машине контактной стыковой сварки оплавлением
Режимы сварки литого сердечника крестовины типа Р65 с рельсовыми окончаниями на машине контактной стыковой сварки оплавлением приведены в таблице В.1.
Таблица В.1
Наименование параметров | Величина параметров | ||
Первый сварной или наплавленный стык - углеродистая сталь с хромоникелевой сталью | Второй сварной стык - высокомарганцовистая сталь с хромоникелевой сталью | ||
Усилие осадки, тс (кН) | 80-90 (784-882) | 95-110 (931-1078) | |
Соотношение вылетов свариваемых деталей | 1:4 | 1:2 | |
Напряжение питающей сети, В | 375-390 | ||
Линейная величина оплавления, мм | 24±4 | 26±4 | |
Линейная величина осадки, мм | 14-17 | 9-13 | |
Скорость оплавления, мм/с | 0,07-0,30 | ||
Скорость форсировки, мм/с, не менее | 0,60 | ||
Минимальная скорость осадки при холостом ходе, мм/с | 30 | ||
Количество ступеней оплавления, не более | 10 | ||
Время оплавления*, с | 90-180 | 70-150 | |
* Справочная величина. | |||
Приложение Г
(рекомендуемое)
Режим сварки остряка стрелочного перевода (остряка уравнительного стыка) с примыкающим рельсом типа Р65 на машине контактной стыковой сварки оплавлением
Режим сварки остряка стрелочного перевода (остряка уравнительного стыка) с примыкающим рельсом типа Р65 на машине контактной стыковой сварки оплавлением приведен в таблице Г.1.
Таблица Г.1
Наименование параметров | Величина параметров |
Напряжение питающей сети, В | 375-390 |
Соотношение вылета свариваемых изделий | 1:1 |
Усилие осадки, кН | 600 |
Линейная величина оплавления, мм, не более | 30 |
Линейная величина осадки, мм | 11,5-18,0 |
Скорость предварительного оплавления, мм/с | 0,1-0,3 |
Скорость форсированного оплавления, мм/с: | |
начальная | 0,3 |
конечная, не менее | 0,6 |
Скорость закрытия искрового зазора, мм/с | 30-50 |
Количество ступеней предварительного оплавления, не более | 10 |
Время оплавления, с | 70-150 |
Приложение Д
(обязательное)
Набор плоских щупов
|

1 - щуп; 2 - обойма; S - 0,1-1 мм через 0,1 мм
Рисунок Д.1 - Набор плоских щупов
Допускаемые отклонения толщины щупов приведены в таблице Д.1.
Таблица Д.1
Толщина щупов, мм | Допускаемые отклонения толщины щупов S, мкм | ||
новых | изношенных | ||
Верх | Низ | ||
От 0,2 до 0,06 включ. | +5 | -3 | -5 |
Св. 0,06 до 0,10 включ. | +6 | -4 | -6 |
Св. 0,10 до 0,20 включ. | +8 | -4 | -8 |
Св. 0,20 до 0,30 включ. | +9 | -5 | -9 |
Св. 0,30 до 0,50 включ. | +11 | -6 | -11 |
Св. 0,50 до 0,60 включ. | +13 | -7 | -13 |
Св. 0,60 до 0,80 включ. | +14 | -8 | -14 |
Св. 0,80 до 1,00 включ. | +16 | -9 | -16 |
Библиография
[1] | Правила аттестации сварщиков на железнодорожном транспорте государств - участников Содружества. Утверждены Советом по железнодорожному транспорту государств - участников Содружества [протокол 57-го заседания от 16-17 октября 2012 г., г.Ашхабад, пункт 1, подпункт 44.3 (Приложение N 24)] с изменениями и дополнениями, утвержденными Советом по железнодорожному транспорту государств - участников Содружества [протокол 67-го заседания от 19-20 октября 2017 г., г.Рига, пункт 8, подпункт 2.5 (Приложение N 63)] |
УДК 625.151.81:006.354 | МКС 45.080 | ОКПД2 30.20.40.171 |
Ключевые слова: крестовины, рельсовые окончания, остряки, примыкающие рельсы, технические требования, правила приемки, методы контроля | ||
Редакция документа с учетом
изменений и дополнений подготовлена
