ГОСТ 33976-2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ В СТАЛЬНЫХ КОНСТРУКЦИЯХ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА
Требования к проектированию, выполнению и контролю качества
Welded joints in steel structures of railway vehicle. Requirements for design, production and quality control
МКС 45.060
Дата введения 2017-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ) и Акционерным обществом "Научно-исследовательский институт железнодорожного транспорта" (АО "ВНИИЖТ")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 524 "Железнодорожный транспорт"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 октября 2016 г. N 92-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 17 ноября 2016 г. N 1707-ст межгосударственный стандарт ГОСТ 33976-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2017 г.
5 Настоящий стандарт подготовлен на основе применения ГОСТ Р 53192-2014*
_______________
* Приказом Федерального агентства по техническому регулированию и метрологии от 17 ноября 2016 г. N 1707-ст национальный стандарт ГОСТ Р 53192-2014 отменен с 1 июля 2017 г.
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на проектирование, выполнение и контроль качества сварных соединений и сварных узлов в стальных конструкциях железнодорожного подвижного состава климатических исполнений по ГОСТ 15150.
Действие настоящего стандарта не распространяется:
- на исправление дефектов литых деталей;
- сварку оборудования опасных производственных объектов и резервуаров воздушных железнодорожного подвижного состава;
- ремонт железнодорожного подвижного состава.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.030-81 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.0-75 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.2.007.8-75 Система стандартов безопасности труда. Устройства электросварочные и для плазменной обработки. Требования безопасности
ГОСТ 12.2.008-75 Система стандартов безопасности труда. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности
ГОСТ 12.3.002-2014 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.003-86 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности
ГОСТ 12.3.036-84 Система стандартов безопасности труда. Газопламенная обработка металлов. Требования безопасности
ГОСТ 14.201-83 Обеспечение технологичности конструкции изделий. Общие требования
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-2013 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5520-79 Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 6032-2003 Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость к межкристаллитной коррозии
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 10885-85 Сталь листовая горячекатаная двухслойная коррозионно-стойкая. Технические условия
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
_______________
В Российской Федерации действует ГОСТ Р 55724-2013.
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионно-стойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 17066-94 Прокат тонколистовой из стали повышенной прочности. Технические условия
ГОСТ 19281-2014 Прокат повышенной прочности. Общие технические условия
ГОСТ 21357-87 Отливки из хладостойкой и износостойкой стали. Общие технические условия
ГОСТ 22703-2012 Детали литые сцепных и автосцепных устройств железнодорожного подвижного состава. Общие технические условия
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
_______________
В Российской Федерации действует ГОСТ Р ИСО 6520-1-2012 "Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением".
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по [1]*, [2]*, ГОСТ 2601, ГОСТ 30242, а также следующие термины с соответствующими определениями:
________________
* См. раздел Библиография, здесь и далее по тексту. - .
3.1 аттестация технологии сварки: Подтверждение результатами испытаний соответствия технологической карты сварки требованиям настоящего стандарта и конструкторской документации.
3.2 испытание технологии сварки: Изготовление и испытание контрольного сварного соединения в соответствии с проектом технологической карты сварки с целью ее аттестации.
3.3 координатор сварки: Лицо, ответственное и компетентное для выполнения координации в сварке.
3.4 проект технологической карты сварки (preliminary welding procedure specification; pWPS): Документальное изложение технологии выполнения сварного шва, подлежащей аттестации.
3.5 отчет об аттестации технологии сварки (welding procedure qualification record; WPQR): Документ, содержащий результаты испытаний и выводы о соответствии технологической карты сварки требованиям настоящего стандарта и конструкторской документации.
3.6 технологическая карта сварки (welding procedure specification; WPS): Документальное изложение аттестованной технологии выполнения сварного шва, обеспечивающее повторяемость ее выполнения в производстве продукции.
3.7 технология сварки (welding procedure): Установленный порядок действий для выполнения сварного шва, включая указания на процессы сварки, основные и сварочные материалы, подготовку под сварку, предварительный нагрев (при необходимости), параметры режима сварки, технику исполнения, необходимое оборудование.
4 Общие положения
4.1 Процессы сварки относятся к категории специальных процессов, качество которых ввиду ограниченных возможностей проверки его на готовом изделии должно быть обеспечено на всех стадиях проектирования, разработки технологии, изготовления, контроля и приемки готовой продукции.
4.2 Для изготовления сварных конструкций железнодорожного подвижного состава предприятие-изготовитель должно располагать:
- необходимыми производственными мощностями (отапливаемыми цехами, технологическим, подъемно-транспортным и испытательным оборудованием, средствами механизации и оснасткой);
- аттестованными сварщиками и сварочными операторами;
- специалистами по разработке технологий сварки и надзору за их выполнением;
- обученным персоналом службы технического контроля;
- сертифицированными специалистами по неразрушающим методам контроля.
4.3 При изготовлении сварных конструкций железнодорожного подвижного состава рекомендуется руководствоваться критериями, определяющими уровень качества сварки в соответствии с [3].
4.4 Предприятие-изготовитель в соответствии с требованиями национальных стандартов и нормативных документов, действующих на территории государства, принявшего стандарт, должно обеспечить координацию всех относящихся к сварке действий при производстве изделий с установлением перечня должностей и обязанностей участвующего в ней персонала.
_______________
В Российской Федерации действует ГОСТ Р 53525-2009 (ИСО 14731:2006) "Координация в сварке. Задачи и обязанности".
4.5 Сварочные работы должны выполнять сварщики и сварочные операторы, прошедшие аттестационные испытания. Инструкции предприятия-изготовителя на аттестационные испытания сварщиков дуговой и плазменной сварки, а также сварочных операторов должны быть разработаны на основе требований национальных стандартов и нормативных документов, действующих на территории государства, принявшего стандарт.
_______________
В Российской Федерации действуют ГОСТ Р 53690-2009 (ИСО 9606-1:1994) "Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали" и ГОСТ Р 53526-2009 (ИСО 14732:1998) "Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов".
4.6 Сборку и сварку конструкций следует проводить в закрытых помещениях при положительной температуре металла и окружающего воздуха.
5 Требования к проектированию сварных соединений и сварных узлов в конструкциях железнодорожного подвижного состава
5.1 Общие требования
5.1.1 Проектирование сварных соединений и сварных узлов в конструкциях железнодорожного подвижного состава следует проводить в соответствии с требованиями настоящего стандарта.
5.1.2 При проектировании сварных конструкций надлежит учитывать следующее:
- сварные соединения и сварные узлы должны удовлетворять требованиям прочности при минимальной металлоемкости;
- расположение сварных швов должно обеспечивать удобство выполнения сварки, обработки и всех предусмотренных конструкторской и технологической документацией видов контроля сварных соединений;
- следует применять сварные соединения с минимальной концентрацией напряжений, избегая образования объемных напряженных зон;
- в зонах действия высоких напряжений необходимо обеспечивать плавность передачи рабочих нагрузок по возможности без эксцентриситета сопрягаемых элементов;
- при присоединении к несущему элементу конструкции дополнительных деталей форма последних должна обеспечивать плавность переходов сечений в местах сварных соединений;
- для уменьшения сварочных деформаций следует располагать сварные швы по возможности симметрично относительно центра тяжести элемента;
- в несущих элементах конструкций не допускается применение прерывистых швов, за исключением приварки тонколистовых элементов, не являющихся несущими, к несущим элементам;
- в сварных конструкциях необходимо избегать возможного скопления воды и грязи, а элементы замкнутого сечения должны быть герметизированы, или конструкцией предусмотрены отверстия для стока воды и циркуляции воздуха;
- на сопрягаемые поверхности и поверхности деталей замкнутого профиля, изготовляемых из углеродистых и низколегированных сталей, в сварных соединениях кузовов вагонов и локомотивов, выполняемых точечной контактной сваркой или дуговой сваркой точками и прерывистыми швами, следует предусматривать нанесение антикоррозионных покрытий. Допускается не наносить антикоррозионные покрытия на сопрягаемые поверхности деталей, располагаемых внутри кузовов локомотивов.
5.1.3 Чертежи сварных сборочных единиц должны предусматривать преимущественное применение механизированной и автоматической сварки и удовлетворять требованиям технологичности конструкции согласно ГОСТ 14.201.
5.1.4 Чертежи сварных сборочных единиц должны быть согласованы координатором сварки завода-изготовителя или уполномоченным им лицом.
5.2 Требования к материалам для сварных конструкций
5.2.1 В сварных конструкциях железнодорожного подвижного состава используют:
- листовой, сортовой, фасонный прокат;
- гнутые (гнутосварные) профили;
- штампованные, кованые и литые детали.
5.2.2 При проектировании сварных конструкций применяют следующие основные материалы:
- для несущих конструкций рам вагонов, кузовов, рам тележек - низколегированные стали классов прочности от 295 до 390 марок 09Г2, 09Г2Д, 09Г2С, 09Г2СД, 15ХСНД, 10Г2Б, 10Г2БД, 10ХСНД по ГОСТ 19281 категорий 13, 14 или 15, а также 12Г2Ф, 12Г2ФД категории 14 по нормативным документам, действующим на территории государства, принявшего стандарт; для корпусов котлов вагонов-цистерн и котловых лап - стали марок 09Г2С, 09Г2СД по ГОСТ 5520 тех же категорий и классов прочности;
_______________
В Российской Федерации действуют ТУ 14-1-5391-99 "Прокат фасонный из низколегированной стали для вагоностроения".
- для литых деталей, являющихся несущими элементами конструкций, - низколегированные стали марок 20ФЛ, 20Г1ФЛ, 20ФТЛ, 20ГТЛ, 20ГЛ по ГОСТ 977, ГОСТ 21357, ГОСТ 22703 с ударной вязкостью не менее 25 Дж/см при минус 60°С и содержанием марганца не более 1,4%, углерода в стали марки 20ГЛ не более 0,23%; для остальных деталей - перечисленные выше низколегированные стали, углеродистые стали марок 15Л, 20Л по ГОСТ 977 с содержанием углерода не более 0,23%;
- для коррозионно-стойких элементов конструкций (детали кузовов пассажирских и бункерных вагонов, баки и др.) - стали марок 12Х18Н10Т, 08Х18Н10Т, 12Х18Н9, 08Х22Н6Т, 08Х21Н6М2Т, 10X17Н13М2Т, 10X14Г14Н3, 08X18Г8Н2Т по ГОСТ 5632 и двухслойные стали марок 12X18Н10Т+Ст3сп, 06ХН28МДТ+Ст3сп, 10Х17Н13М2Т+20К, 10Х17Н13М3Т+20К, 12Х18Н10Т+09Г2С по ГОСТ 10885;
- для остальных элементов сварных конструкций - перечисленные выше низколегированные стали категорий 2, 6, 12, 13, 14, низколегированную сталь марки 10ХНДП по ГОСТ 19281 категории не ниже 2 толщиной до 5 мм и ГОСТ 17066, углеродистые стали марок Ст3сп по ГОСТ 380, марок 15 и 20 по ГОСТ 1050.
Следует применять стальной прокат с гарантией свариваемости.
Допускается изготовление литых приварных деталей локомотивов и моторвагонного подвижного состава из сталей марок 15Л, 20Л по ГОСТ 977 с содержанием углерода не более 0,23%.
Допускается применение стали других марок и классов прочности при подтверждении достаточного уровня усталостной прочности и хладостойкости нагруженных элементов конструкций в зонах сварных соединений и аттестации технологии сварки. Выбор сварочных материалов производят в зависимости от химического состава стали, ее механических свойств и условий работы конструкции.
5.2.3 Допускается применение соединений элементов из коррозионно-стойких сталей с элементами из низколегированных и углеродистых сталей, соответствующих 5.2.2.
5.2.4 Марки присадочных проволок и типы покрытых электродов, применяемых при выполнении сварных швов, рассчитываемых на прочность, должны быть указаны в чертеже сварной сборочной единицы или другой документации.
5.2.5 Присадочные материалы, защитные газы и флюсы для сварки рекомендуется выбирать в соответствии с приложениями А и Б.
Допускается применение других присадочных материалов, флюсов и защитных газов по результатам аттестации технологии сварки.
5.3 Требования к сварным соединениям и сварным узлам с поперечными нагрузками на сварные швы
5.3.1 Сварные соединения несущих элементов, изготовляемых из нескольких частей, следует выполнять двусторонними стыковыми швами с полным проплавлением. Допускаются односторонние сварные соединения на съемной или остающейся подкладке с обеспечением полного проплавления. При невозможности установки подкладки допускается сварка на весу с контролем 100% длины сварного шва на отсутствие непроваров.
5.3.2 При стыковом соединении деталей неодинаковой толщины должен быть достигнут плавный переход от одной детали к другой путем выполнения скоса на детали большей толщины с одной или двух сторон до толщины более тонкой детали под углом 15° к плоскости листа или наклонного расположения поверхности сварного шва.
При различии деталей по ширине рекомендуется выполнять аналогичные скосы на концах более широкой детали.
5.3.3 Поперечные стыковые соединения рекомендуется выполнять прямыми (под углом 90° к продольной оси элемента).
Поперечные стыки размещают в зонах с наименьшими напряжениями.
5.4 Требования к сварным соединениям и сварным узлам с продольными нагрузками на сварные швы
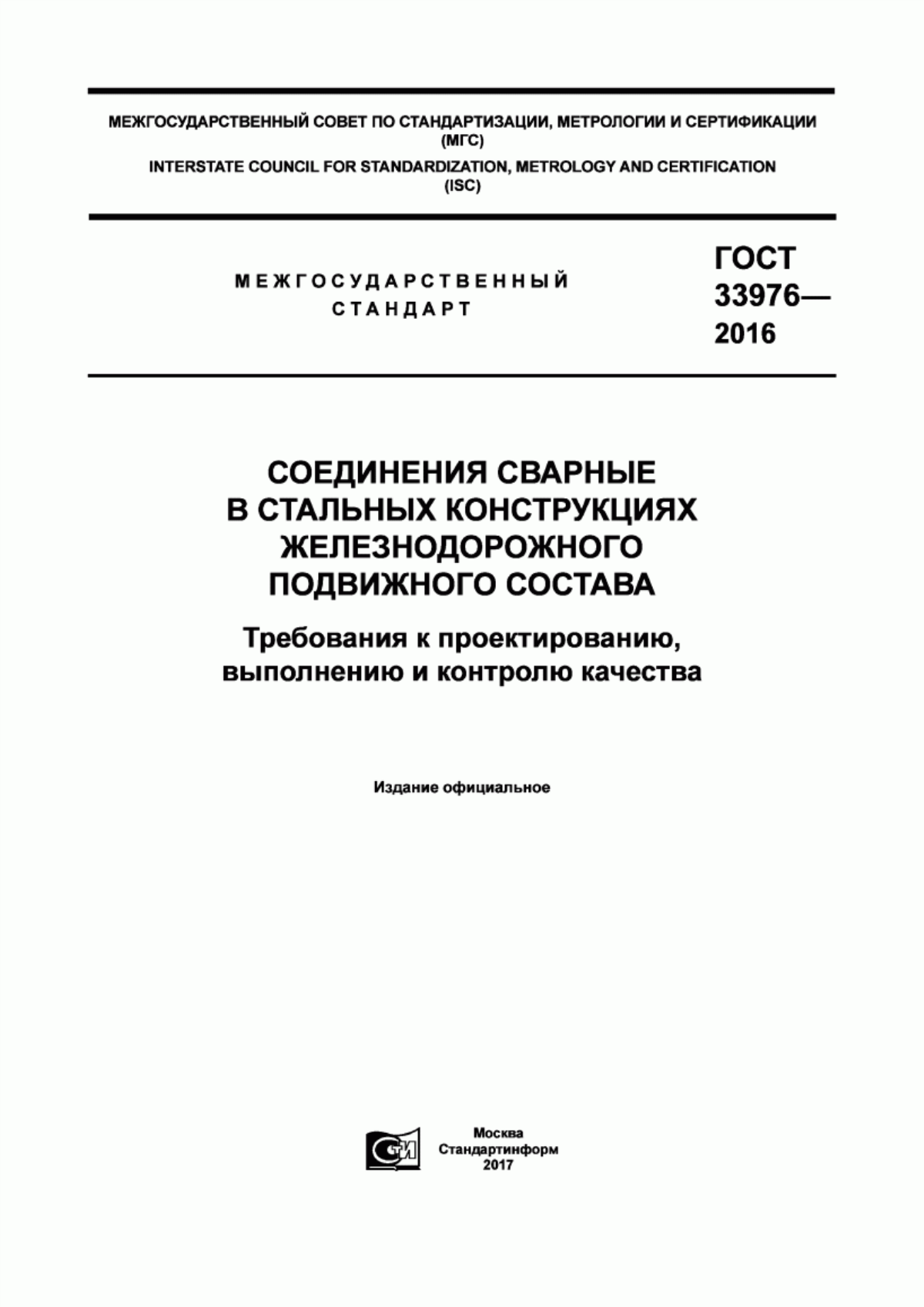
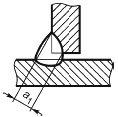
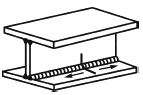
5.4.1 Продольные сварные швы, соединяющие растянутые поясные элементы со стенками балок, должны быть двусторонними с полным проплавлением, как показано на рисунке 1.
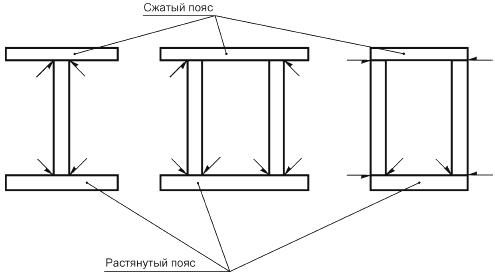
Рисунок 1
При невозможности двусторонней сварки допустимость применения односторонних швов с частичным проплавлением в соединениях растянутых элементов со стенками балок коробчатого сечения должна быть подтверждена расчетами или испытаниями на сопротивление усталости.
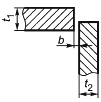
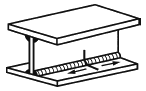
5.4.2 Продольные стыковые швы балок коробчатого сечения, изготовляемых из гнутых (штампованных) или прокатных швеллеров, рекомендуется располагать в плоскости нейтрального слоя поперечного сечения, как показано на рисунке 2. В случае невозможности выполнения этих швов с полным проплавлением (например, с помощью подкладки) в чертеже должна быть указана наименьшая допустимая толщина шва, подтвержденная расчетами или испытаниями.

Рисунок 2
5.4.3 При применении в конструкциях хребтовых балок зетового профиля в чертежах следует указывать минимально допустимую толщину продольного стыкового шва, соединяющего верхние полки профилей.
5.4.4 В тавровых соединениях минимальное расстояние от стенки до края поясного элемента рекомендуется принимать равным сумме толщины поясного элемента и катета сварного шва.
5.5 Требования к сварным соединениям в узлах сопряжения элементов сварных конструкций
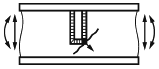
5.5.1 Поперечные стыки сопрягаемых несущих элементов сварных балок должны быть взаимно разнесены на расстояние не менее 100 мм согласно рисунку 3.

Рисунок 3
5.5.2 В местах пересечения сварных швов выпуклость ранее выполненного стыкового шва должна быть удалена.
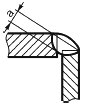
5.5.3 Для обеспечения плавной передачи нагрузок между частями конструкций, сопрягаемыми под разными углами, соединение поясных элементов рекомендуется выполнять стыковыми швами с полным проплавлением через промежуточные элементы, косынки или увеличивать длину концевого участка одного из соединяемых элементов. При этом места перехода вместе с концами швов рекомендуется обрабатывать по радиусу.
Варианты узлов соединения несущих элементов представлены на рисунке 4.

Рисунок 4
5.5.4 При применении несущих элементов, изготовленных гибкой или штамповкой в холодном состоянии, выполнение сварных швов в местах деформации допускается при условии, что отношение внутреннего радиуса гиба к толщине металла составляет не менее:
1,0 | при толщине до 4 мм включительно; |
1,5 | при толщине от 5 до 8 мм включительно; |
2,0 | при толщине от 9 до 12 мм включительно; |
3,0 | при толщине от 13 до 24 мм включительно. |
Применение замкнутых гнутых профилей в элементах жесткости кузовов с выполнением сварных швов вдоль радиуса гиба для соединения этих элементов между собой и с листами обшивки не рекомендуется.
5.6 Требования к сварным соединениям с дополнительными деталями и усиливающими элементами
5.6.1 Ребра жесткости, диафрагмы и другие дополнительные детали следует устанавливать с учетом напряжений, действующих в основном сечении, размещая их в менее напряженных местах.
Приварку этих элементов толщиной более 4 мм следует выполнять непрерывными двусторонними угловыми швами по контуру. При больших конструкционных нагрузках концы швов и торец присоединяемой детали должны быть обварены.
Приваривать ребра жесткости и диафрагмы непосредственно к растянутым поясам не рекомендуется. Варианты конструктивного исполнения установки ребер жесткости приведены на рисунке 5.

Рисунок 5
Расстояние между ребрами жесткости и стыковыми швами стенки несущего элемента должно быть не менее 10 толщин стенки.
5.6.2 При проектировании приварки деталей к растянутым несущим элементам сварными швами, расположенными перпендикулярно к действующим напряжениям, расстояние между швами должно быть не менее 50 мм.
5.6.3 Применять нахлесточные соединения деталей с элементами, работающими на растяжение, не рекомендуется.
5.6.4 Минимальная длина прерывистых сварных швов в соединениях тонколистовых элементов с несущими элементами рамы и каркаса кузова должна быть не менее пяти толщин несущего элемента и не менее 20 мм.
5.7 Требования к расчету размеров сварных швов и назначению конструктивных элементов подготовки кромок свариваемых деталей
5.7.1 Размеры сварных швов, передающих усилия между соединяемыми деталями, подлежат расчету.
Соотношения эффективной (расчетной) толщины стыкового шва s и углового шва а с толщиной детали t должны соответствовать требованиям таблицы 1.
Таблица 1 - Конструктивные элементы подготовки кромок под сварку и эффективная толщина сварных швов
Тип сварного соединения | Форма подготовки кромок | Форма сварного шва | Процесс дуговой сварки плавящимся электродом | Толщина металла, t, мм | Конструктивные элементы подготовки кромок | Эффективная толщина сварного шва | ||
b, мм | c, мм |
| ||||||
Стыковое с односторонним швом |
|
| В защитном газе | От 0 до 2 | - | - | s=0,8t* | |
Ручная покрытым электродом | ||||||||
|
| В защитном газе | От 0 до 3 | - | - | s=t | ||
Ручная покрытым электродом | ||||||||
Под флюсом |
| От 0 до 3 | - | - | ||||
Стыковое с двусторонним швом |
|
| В защитном газе |
| От 0 до 3 | - | - | s=t |
Ручная покрытым электродом |
| |||||||
Под флюсом |
| От 0 до 2 | - | - | ||||
Стыковое с односторонним швом |
|
| В защитном газе |
| От 0 до 3 | От 0 до 2 | 50** | s=0,8t* |
Ручная покрытым электродом | ||||||||
|
| В защитном газе |
| От 1 до 3 | От 0 до 2 | 50** | s=t | |
Ручная покрытым электродом | ||||||||
Под флюсом |
| От 0 до 3 | От 1 до 2 | 50 | ||||
Стыковое с двусторонним швом |
|
| В защитном газе | s=t | ||||
Ручная покрытым электродом |
| От 1 до 3 | От 0 до 2 | 50** | ||||
Под флюсом |
| От 0 до 3 | От 1 до 6 | 50 | ||||
Стыковое с двусто- |
|
| В защитном газе |
| От 1 до 3 | От 0 до 2 | от 45 до 50 | s=t |
Ручная покрытым электродом | ||||||||
Под флюсом |
| От 0 до 3 | От 1 до 6 | 50 | ||||
Стыковое с односторонним швом |
|
| В защитном газе |
| От 6 до 15 | - | От 20 до 40 | |
Ручная покрытым электродом | ||||||||
|
| В защитном газе |
| От 1 до 3 | От 1 до 2 | от 45 до 50 | s=0,8t* | |
Ручная покрытым электродом | ||||||||
Стыковое с односторонним швом |
|
| В защитном газе |
| От 1 до 3 | От 0 до 2 | от 45 до 50** | s=t |
Ручная покрытым электродом | ||||||||
Под флюсом |
| От 0 до 3 | От 1 до 2 | 50 | ||||
Стыковое с двусторонним швом |
|
| В защитном газе |
| От 1 до 3 | От 0 до 2 | 50** | s=t |
Ручная покрытым электродом | ||||||||
Под флюсом |
| От 0 до 4 | От 2 до 6 | 50 | ||||
|
| В защитном газе |
| От 1 до 3 | От 0 до 2 | от 45 до 50** | s=t | |
Ручная покрытым электродом | ||||||||
Тавровое с односторонним швом |
|
| В защитном газе |
| От 1 до 3 | От 0 до 2 | от 45 до 50** | s=0,8t |
Ручная покрытым электродом | ||||||||
Тавровое с двусторонним швом |
|
| В защитном газе |
| От 0 до 3 | От 0 до 2 | от 45 до 50** | s=t |
Ручная покрытым электродом | ||||||||
Под флюсом | От 0 до 3 | От 1 до 5 | 50 | |||||
|
| В защитном газе |
| От 1 до 3 | От 0 до 2 | от 45 до 50** | s=t | |
Ручная покрытым электродом | ||||||||
Под флюсом |
| От 0 до 2 | От 3 до 5 | 50 | ||||
Тавровое с двусторонним швом |
|
| В защитном газе |
| От 0 до 2 | - | - |
|
Ручная покрытым электродом | ||||||||
Под флюсом |
| От 0 до 1 | - | - | ||||
Тавровое с односторонним швом |
|
| В защитном газе |
| От 0 до 2 | - | - |
|
Ручная покрытым электродом | ||||||||
Под флюсом |
| От 0 до 1 | - | - | ||||
Угловое с односторонним швом |
|
| В защитном газе |
| От 0 до 1 | - | - |
|
Ручная покрытым электродом | ||||||||
Угловое с односторонним швом |
|
| В защитном газе |
| От 1 до 3 | От 0 до 2 | от 45 до 50** | s=0,8t |
Ручная покрытым электродом | ||||||||
Угловое с двусторонним швом |
|
| В защитном газе |
| От 0 до 3 | От 0 до 2 | от 45 до 50** | s=t |
Ручная покрытым электродом | ||||||||
Под флюсом | От 0 до 3 | От 1 до 5 | 50 | |||||
Нахлесточное |
|
| В защитном газе |
| От 0 до 2 | - | - |
|
Ручная покрытым электродом | ||||||||
Под флюсом | От 0 до 1 | - | - | |||||
* s=t, t ** При сварке в двуокиси углерода электродной проволокой диаметром от 1,4 до 1,6 мм включительно допускается размеры конструктивных элементов прдготовки кромок назначать по ГОСТ 14771 (способ УП). | ||||||||





































5.7.2 Размер катета углового шва z (сторона наибольшего равнобедренного треугольника, который можно вписать в сечение шва), мм, при сопряжении деталей под прямым углом рассчитывают по формуле:
![]() , (1)
, (1)
где а - эффективная (расчетная) толщина шва, мм;
- коэффициент эффективности проплавления.
Значения коэффициента следует принимать в соответствии с таблицей 2.
Таблица 2 - Значения коэффициента эффективности проплавления угловых швов
Катет шва, мм | Коэффициент эффективности проплавления | |||
Дуговая сварка под флюсом | Дуговая сварка в двуокиси углерода проволокой марки Св-08Г2С диаметром от 1,4 до 1,6 мм включительно | Дуговая сварка в двуокиси углерода проволокой диаметром менее 1,4 мм в смесях аргона с двуокисью углерода или кислородом | Ручная дуговая сварка покрытым электродом | |
3 | 1,00 | 0,85 | 0,70 | 0,70 |
9 | 0,90 | 0,80 | ||
Более 12 | 0,70 | 0,70 | ||
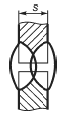
При остром или тупом угле между сопрягаемыми деталями катет углового шва z рассчитывают по формуле:
 , (2)
, (2)
где - угол между сопрягаемыми деталями.
5.7.3 При расчетах принимают значения предела текучести металла сварного шва в соответствии с таблицей 3.
Таблица 3 - Значения предела текучести металла сварных швов
В мегапаскалях
Группа свариваемых сталей | Предел текучести металла сварных швов | ||
Дуговая сварка в защитном газе | Дуговая сварка под флюсом | Ручная дуговая сварка покрытым электродом | |
Низколегированные классов прочности от 295 до 390 | 400 (проволока Св-08Г2С* ГОСТ 2246) | 400 (проволока Св-08ГА, Св-10Г2* ГОСТ 2246) | 390 (электрод Э50А ГОСТ 9467, ГОСТ 9466) |
Углеродистые и коррозионно-стойкие | Минимальные значения | ||
* Марки сварочных материалов приведены справочно. | |||
При применении присадочных материалов, обеспечивающих прочностные характеристики металла шва, превышающие установленные таблицей 3, допускается уменьшение катетов угловых швов до 40%.
5.7.4 Размеры конструктивных элементов подготовки кромок под дуговую сварку плавящимся электродом рекомендуется назначать согласно таблице 1 с проектированием нестандартных швов или выбором стандартных типов соединений:
- по ГОСТ 8713, ГОСТ 11533 - при дуговой сварке под флюсом;
- по ГОСТ 5264, ГОСТ 11534 - при дуговой сварке в защитном газе и ручной дуговой сварке покрытым электродом.
Допускается размеры конструктивных элементов подготовки кромок под сварку в двуокиси углерода проволокой марки Св-08Г2С диаметром от 1,4 до 1,6 мм включительно назначать по ГОСТ 14771, ГОСТ 23518 (способ УП).
5.7.5 Сварные соединения следует проектировать в соответствии с:
- ГОСТ 14771, ГОСТ 23518 - при дуговой сварке в инертном газе вольфрамовым электродом;
- ГОСТ 14776 - при дуговой сварке точечных соединений;
- ГОСТ 15878 (группа А) - при контактной сварке (точечной, рельефной, шовной);
- ГОСТ 16098 - при сварке двухслойных сталей.
5.7.6 Стыковую контактную сварку следует выполнять способом оплавления. В месте стыка свариваемые детали должны иметь одинаковую форму и сечения, различающиеся не больше чем на 15% по площади сечения для круглых деталей и на 10% - для прямоугольных.
5.7.7 Сварные узлы несущих конструкций рассчитывают на сопротивление усталости с оценкой по запасам прочности по отношению к пределу выносливости в соответствии с методами, принятыми для соответствующих категорий железнодорожного подвижного состава.
Предварительная оценка сопротивления усталости сварных соединений низколегированного проката классов прочности от 295 до 355 может быть выполнена по значениям эффективного коэффициента концентрации напряжений (отношение предела выносливости деталей вне зоны сварного соединения к пределу выносливости сварного соединения), приведенным в приложении В.
Значение сварных соединений из сталей классов прочности свыше 355 определяют испытаниями на усталость макетных образцов.
5.7.8 Для повышения сопротивления усталости в конструкторской документации может быть предусмотрена обработка сварных соединений в соответствии с приложением Г.
5.8 Требования к назначению категорий качества сварных соединений
5.8.1 В зависимости от уровня напряжений и требований обеспечения надежности отдельных сварных соединений на стадии проектирования следует устанавливать категории качества сварных соединений с внесением их в чертежи.
5.8.2 Уровень напряжений определяет разработчик по результатам прочностного расчета конструкции с классификацией интенсивности напряжений по трем уровням: высокий, средний, низкий.
5.8.3 При проектировании сварных соединений устанавливают требования обеспечения надежности, учитывающие возможные последствия разрушения этих соединений:
- высокое - ущерб для жизни и здоровья людей и полный выход из строя всей конструкции;
- среднее - нарушение функционирования всей конструкции и возможный ущерб для жизни и здоровья людей;
- низкое - отсутствие прямого нарушения функционирования всей конструкции и малая вероятность ущерба для жизни и здоровья людей.
5.8.4 Категории качества сварных соединений, соответствующие уровням качества по [4], и объем контроля устанавливают согласно таблице 4.
Таблица 4 - Категории качества, уровни качества по [4] и объемы контроля сварных соединений
Категория качества сварного соединения | Уровень напряжений | Требование обеспечения надежности | Объем контроля | Уровень качества по [4] | |
Внешним осмотром и измерением | Ультразвуковым методом по ГОСТ 14782 или радиографическим методом по ГОСТ 7512 | ||||
1 | Высокий | Среднее | 100% | Не менее 10% суммарной длины швов с полным проплавлением | В |
Средний | Высокое | ||||
2 | Низкий | Высокое | 100% | С | |
Высокий | Низкое | При необходимости до 100% длины швов с полным проплавлением | |||
2 | Средний | Среднее | 100% | При необходимости до 100% длины швов с полным проявлением | С |
Средний | Низкое | - | |||
Низкий | Среднее | ||||
3 | Низкий | Низкое | 100% | - | D |
6 Требования к выполнению сварных соединений
6.1 Требования к подготовке металла и изготовлению деталей
6.1.1 Металл, используемый для изготовления элементов сварных конструкций, должен соответствовать требованиям стандартов на его приемку, упаковку, маркировку и хранение.
Качество металла должно быть удостоверено сертификатами предприятия - изготовителя металла.
6.1.2 Металл, поступающий на обработку, должен быть очищен от загрязнений, а имеющий искривления и деформации - предварительно выправлен.
Правку металла или отдельных заготовок следует осуществлять на вальцах, прессах или других устройствах, обеспечивающих плавность приложения нагрузок.
Пределы допустимости правки и гибки (по радиусу) стального проката в холодном состоянии приведены в приложении Д.
6.1.3 Деформации проката, превышающие пределы допустимости холодной правки, или деформации, не подлежащие правке на машинах, устраняют горячими (термическим или термомеханическим) способами.
Горячую и холодную правку следует производить по технологии, исключающей появление трещин, надрывов и пережога металла.
Температура местного нагрева при термической и термомеханической правке для горячекатаных низколегированных сталей и нержавеющих сталей типа Х18Н10Т должна быть в пределах от 700 до 900°С.
Контроль температуры нагрева осуществляют с помощью термометров на основе контактной термопары или оптических пирометров излучения.
Термомеханическая правка при остывании металла ниже 600°С не допускается.
Рекомендуемые схемы термической правки проката и элементов сварных конструкций приведены в приложении Е.
6.1.4 Вырезку деталей и выполнение скосов кромок под сварку способами термической резки следует проводить при положительной температуре металла и окружающего воздуха.
Поверхность реза должна быть очищена от грата, шлака, окалины, натеков и брызг металла. Острые кромки должны быть притуплены. Допускается оплавление верхних кромок реза с радиусом не более 2 мм.
Предельные отклонения поверхности реза от перпендикулярности и шероховатость поверхности реза, допускаемые без последующей механической обработки, должны соответствовать требованиям таблицы 5.
Tаблица 5 - Требования к качеству поверхности реза
Тип кромок деталей | Класс по ГОСТ 14792 | |
Наибольших отклонений поверхности реза от перпендикулярности | Наибольших значений высоты неровностей профиля | |
Свободные (не подвергающиеся сварке) | 2 | 1 |
Несвободные (подвергающиеся сварке с полным или частичным проплавлением) | 2 | 2 |
Отклонения от требований таблицы 5 должны быть устранены механическим способом с обеспечением плавности перехода от обрабатываемого места к необрабатываемому. Допускается устранение отдельных неровностей реза (выхватов) дуговой сваркой с последующей обработкой абразивным инструментом.
6.1.5 После резки на ножницах поверхность реза не должна иметь надрывов и трещин. Заусенцы должны быть удалены, острые кромки притуплены. Свободные кромки несущих элементов после резки на ножницах должны быть обработаны механическим способом.
6.1.6 Проплавляемые при сварке поверхности и прилегающие к ним зоны металла шириной не менее 10 мм, а также кромки листов в местах примыкания выводных планок перед сборкой должны быть очищены от ржавчины, отслаивающейся окалины и загрязнений.
6.2 Требования к сборке под сварку
6.2.1 Сборку сварных конструкций и их элементов следует проводить с применением сборочных (сборочно-сварочных) стендов и приспособлений, сборочных плит и других устройств, обеспечивающих:
- требуемое расположение деталей;
- стабильность размеров и формы конструкции;
- свободный доступ к местам прихватки и сварки;
- минимальные деформации в процессе сварки.
6.2.2 Прихватки при сборке под сварку следует выполнять с применением процессов сварки и сварочных материалов, соответствующих группам стали согласно приложениям А, Б. Размеры в поперечном сечении прихваток должны быть ограничены значениями, обеспечивающими их полное проплавление при выполнении сварного шва. Прихватки должны быть очищены от шлака, брызг и проконтролированы внешним осмотром. Не допускаются трещины, поры, наплывы, несплавления по кромкам. Требования к прихваткам с увеличенными размерами те же, что и к основным сварным швам. Дефектные прихватки должны быть удалены и выполнены вновь.
Параметры режима прихватки, места расположения и размеры прихваток должны быть указаны в технологической документации.
6.2.3 Рекомендуется совмещать сборку и сварку в устройствах, предотвращающих сварочные деформации, без выполнения прихваток.
6.2.4 При сборке под сварку соединений с полным проплавлением несущих элементов конструкций из листа толщиной более 5 мм по совмещенным торцам деталей рекомендуется устанавливать выводные планки, как показано на рисунке 6.
В стыковых соединениях без разделки кромок, свариваемых двусторонними швами, применяют сплошные выводные планки из листа той же толщины, что и у свариваемых деталей [см. рисунок 6 а)].
В стыковых соединениях с разделкой кромок, а также в угловых и тавровых соединениях следует применять разъемные (сборные) выводные планки [см. рисунок 6 б), в), г)]. Тип разделки кромок на свариваемых листах и выводных планках должен быть одинаковым.

Рисунок 6, лист 1 - Выводные планки

Рисунок 6, лист 2
6.2.5 Выводные планки следует изготовлять из сталей марок, применяемых в конструкциях.
Выводные планки приваривают к собранным под сварку деталям с использованием тех же материалов, которыми выполняют прихватки.
После сварки и контроля качества соединения выводные планки срезают механическим способом или кислородной резкой с последующей зачисткой кромок реза абразивным инструментом. Отбивка или обламывание планок с применением механических усилий не допускается.
6.2.6 Поверхности деталей из горячекатаного проката и деталей, подвергавшихся горячей штамповке или термической обработке, перед контактной (точечной, рельефной, шовной) сваркой должны быть очищены с обеих сторон от окалины дробеметным или дробеструйным способом, в галтовочных барабанах, механической зачисткой абразивным инструментом или другими способами.
6.2.7 Состав и способ нанесения антикоррозионного покрытия на сопрягаемые поверхности деталей перед точечной контактной сваркой, дуговой сваркой прерывистыми швами и точками не должны ухудшать качество сварных соединений.
6.2.8 Допускается нанесение перед сваркой защитных покрытий от брызг металла при условии, что они не загрязняют сварочную ванну и не ухудшают качество сварных соединений.
6.2.9 Перед стыковой контактной сваркой поверхности свариваемых деталей на оплавляемых участках и в местах электрического контакта с электродами машины должны быть очищены от окалины и загрязнений.
6.2.10 Сварочные прихватки при сборке под точечную и шовную контактную сварку преимущественно выполняют точечной контактной сваркой. Допускается выполнять сварочные прихватки дуговой сваркой без их удаления.
6.2.11 Конструкции, собранные под сварку, должны быть проверены службой технического контроля на соответствие требованиям чертежа (а именно взаимного положения деталей, размеров конструктивных элементов кромок, подлежащих сварке, и зазоров между ними), на качество выполнения прихваток и установки выводных планок, на отсутствие загрязнений в зоне сварки, после чего допущены к сварке.
6.3 Требования к сварке
6.3.1 Требования к технологической документации и сварочному оборудованию
6.3.1.1 На сварку сборочных единиц конструкций железнодорожного подвижного состава должны быть разработаны:
- технологические карты сварки;
- операционные (маршрутные) технологические процессы сборки и сварки.
6.3.1.2 Требования к содержанию технологических карт дуговой сварки и рекомендуемые формы их изложения приведены в приложении Ж.
6.3.1.3 Технологии сварки должны быть испытаны и аттестованы в соответствии с приложением И.
6.3.1.4 Сварочное оборудование должно обеспечивать стабильность основных параметров режима сварки, возможность их регулирования и контроля.
6.3.1.5 Сварочное оборудование должно проходить регулярное техническое обслуживание и проверку на соответствие паспортным данным. Контрольно-измерительные приборы подлежат периодической поверке (калибровке).
6.3.2 Требования к дуговой сварке
6.3.2.1 Сварочные материалы, поступающие на предприятие - изготовитель сварных конструкций, должны быть упакованными согласно требованиям соответствующих стандартов (технических условий) и иметь сертификаты, удостоверяющие качество этих материалов. Сварочные материалы следует хранить в закрытых складских помещениях и выдавать в производство по результатам входного контроля.
6.3.2.2 Поверхность сварочной проволоки должна быть чистой, без ржавчины, масла и других загрязнений, которые могут отрицательно влиять на процесс сварки и свойства металла шва.
Рекомендуется использование сварочной проволоки с поверхностью, подготовленной к сварке (омедненной, полированной и др.) на катушках (барабанах) с размерами согласно требованиям национальных стандартов и нормативных документов, действующих на территории государства, принявшего стандарт.
_______________
В Российской Федерации действует ГОСТ Р 53689-2009 (ИСО 544:2003) "Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка".
6.3.2.3 Перед употреблением покрытые электроды, порошковые проволоки, флюсы должны быть прокалены в соответствии с нормативной документацией изготовителя этих материалов.
Условия их хранения в производственных помещениях и сроки использования без повторного прокаливания должно устанавливать предприятие - изготовитель сварных конструкций.
6.3.2.4 Технологии сварки углеродистых и легированных сталей с использованием сварочных материалов, приведенных в приложениях А, Б, должны обеспечивать получение сварных соединений со следующими механическими свойствами, определяемыми по ГОСТ 6996:
- временное сопротивление металла сварного соединения - не ниже требований, предъявляемых к основному металлу;
- угол статического изгиба сварного соединения с поперечным стыком - не менее 120°;
- твердость металла шва и зоны термического влияния - не более 350 HV.
Ударная вязкость на образцах KCU металла сварных соединений из низколегированного проката должна быть не менее 29 Дж/см при температуре испытаний минус 60°С для исполнения УХЛ и минус 50°С для исполнения У.
Металл стыковых и угловых швов в соединениях деталей из низколегированных сталей классов прочности от 295 до 390 должен иметь следующие механические свойства:
- предел текучести - не ниже 400 МПа для сварки под флюсом и в защитном газе, не ниже 390 МПа для ручной дуговой сварки покрытым электродом;
- относительное удлинение - не ниже 18% для сталей классов прочности до 360 и не ниже 16% для сталей классов прочности свыше 360.
6.3.2.5 Требуемое сочетание механических свойств различных участков сварного соединения получают:
- ограничением предельных значений скоростей охлаждения в интервале температур от 800 до 500°С путем изменения числа проходов или введением предварительного подогрева;
- термическим воздействием последующих проходов;
- термической обработкой.
6.3.2.6 Сварку коррозионно-стойких сталей следует выполнять на режимах с минимальной погонной энергией, узкими валиками без поперечных колебаний конца электрода, с охлаждением перед наложением очередного валика многослойного шва.
Слой шва, поверхность которого подвергается воздействию агрессивной среды, выполняют в последнюю очередь.
6.3.2.7 При сварке разнородных сталей (коррозионно-стойких сталей с низколегированными и углеродистыми сталями), а также при сварке переходного слоя в соединениях из двухслойных сталей следует применять материалы с увеличенным содержанием аустенитообразующих элементов в соответствии с приложением Б и ограничивать долю участия в сварном шве углеродистого и низколегированного металла.
6.3.2.8 Режимы и положение изделия при сварке должны обеспечивать плавность переходов сварных швов к основному металлу для соответствующей категории качества сварных соединений, предусмотренной конструкторской документацией. Предпочтительны положения "в лодочку" и "нижнее". Допускается плавный переход к основному металлу осуществлять механической обработкой или аргонодуговым оплавлением.
6.3.2.9 Автоматическую и механизированную сварку следует выполнять по возможности без перерыва по всей длине шва.
В случае перерыва в наложении шва или его отдельного прохода концевой участок и кратер должны быть очищены от шлака и полностью перекрыты при возобновлении сварки.
6.3.2.10 При многопроходной сварке под флюсом, порошковой проволокой и покрытым электродом после каждого прохода должна быть произведена зачистка свариваемых кромок и поверхности шва от шлака и брызг и удалены дефекты.
6.3.2.11 Концевые участки швов, выполненных автоматической сваркой, допускается доваривать механизированной сваркой в защитном газе или покрытым электродом при условии обеспечения эффективной толщины швов.
6.3.2.12 Перед наложением подварочного валика протеки металла и шлака в корне шва должны быть устранены.
6.3.2.13 Кратеры сварных швов, выполненных без применения выводных планок, должны быть тщательно заварены.
6.3.2.14 Местные поверхностные неровности в местах перекрытий отдельных участков и доварки швов должны быть сглажены механической зачисткой с образованием плавных переходов.
6.3.2.15 Сварку рам и кузовов следует производить до установки их на кондиционные тележки, оборудованные подшипниками качения.
Допускается сварка на кондиционных тележках при соблюдении следующих условий:
- свариваемые изделия подключают к сварочному посту по двухпроводной схеме;
- обратный провод подключают к свариваемому изделию как можно ближе к месту сварки с обеспечением плотного контакта. Место подключения должно быть предварительно зачищено до металлического блеска.
6.3.3 Требования к контактной сварке
6.3.3.1 Стыковую сварку следует выполнять способом оплавления.
6.3.3.2 В соединениях, выполняемых стыковой сваркой, грат должен быть удален с обеспечением плавного сопряжения деталей в месте стыка.
6.3.3.3 Временное сопротивление металла стыковых сварных соединений из углеродистых или низколегированных сталей должно быть не менее 95% минимального значения временного сопротивления основного металла.
6.3.3.4 Технология точечной контактной сварки должна обеспечивать формирование сварных точек с параметрами по таблице 6.
Таблица 6 - Параметры сварных точек
Толщина более тонкой детали, мм | Минимальный диаметр литого ядра точки, мм | Минимальное срезающее усилие на одну точку, кН | Глубина проплавления |
1,0 | 40 | 4,0 | От 40 до 80% включ. толщины свариваемых |
1,5 | 5,0 | 7,1 | деталей |
2,0 | 6,0 | 10,0 | |
2,5 | 7,0 | 12,9 | |
3,0 | 8,0 | 16,5 | |
3,5 | 9,5 | 20,0 | |
4,0 | 10,5 | 28,0 | |
4,5 | 12,5 | 33,0 |
7 Контроль качества сварных соединений
7.1 Контроль качества сварных соединений необходимо осуществлять систематически в течение всего производственного цикла на всех этапах изготовления сварных конструкций.
Контролю в процессе изготовления сварных конструкций подлежат:
- наличие аттестованных технологических карт сварки;
- квалификационный уровень сварщиков, соответствие роду выполняемых работ и требованиям аттестации;
- техническое состояние сварочного оборудования и своевременность метрологической поверки (калибровки) электроизмерительных приборов;
- наличие сертификатов на сварочные материалы, соответствие условий их хранения и применения требованиям технологии;
- качество подготовки кромок и сборки под сварку;
- соблюдение технологической документации (последовательность выполнения технологических операций, параметры режимов сварки, температурный режим, обработка корня шва перед выполнением подварочного валика и др.);
- качество сварных соединений.
7.2 Сварные швы и прилегающие к ним поверхности перед проведением контроля должны быть очищены от шлака и брызг.
Ширина очистки должна быть достаточной для осмотра всех участков сварного соединения и измерения геометрических параметров шва.
7.3 Качество сварных соединений следует проверять методами по ГОСТ 3242.
7.4 Все сварные соединения подлежат контролю внешним осмотром и измерением до проведения контроля их другими методами.
Контроль сварных соединений, недоступных для осмотра после окончательной сварки конструкции, необходимо проводить до установки деталей, закрывающих эти соединения.
Сварные конструкции, предъявляемые к окончательной приемке, не должны быть окрашены.
7.5 При осмотре могут быть использованы оптические приборы с увеличением до 10.
В местах ограниченной доступности для внешнего осмотра используют зеркала, эндоскопы и другие устройства.
7.6 В необходимых случаях качество сварных соединений проверяют на контрольных соединениях разрушающими методами:
- испытанием механических свойств металла по ГОСТ 6996;
- осмотром изломов сварных швов или поперечных макрошлифов.
7.7 Качество сварных соединений, выполненных точечной контактной сваркой, проверяют ежедневно перед началом работы на образцах технологической пробы с определением диаметра литого ядра.
При применении машин, оснащенных системами автоматического контроля и поддержания режимов сварки, допускается взамен ежедневной сварки образцов технологической пробы проводить оценку соответствия качества сварных точек требованиям 6.3.3.4 на образцах, вырезанных из натурных изделий или их фрагментов, по графику ежеквартальной проверки этих машин на технологическую точность.
7.8 Контроль сварных соединений на склонность к межкристаллитной коррозии следует выполнять по ГОСТ 6032.
7.9 Допустимые без исправления дефекты сварки плавлением не должны превышать значений, установленных [4] для уровней качества В, С, D, соответствующих категориям качества 1, 2, 3 настоящего стандарта.
Допускается увеличение ширины стандартных швов сверх установленных значений при условии обеспечения допустимых значений выпуклости по [4].
7.10 В сварных соединениях, выполняемых точечной контактной сваркой, не допускаются без исправления точки с непроварами, прожогами, трещинами, порами и усадочными раковинами в центре точки, превышающими в сумме 10% площади литого ядра, вмятинами от электродов глубиной более 25% толщины свариваемых деталей, отклонениями от оси расположения точки и расстояния между центрами соседних точек в ряду на величину более диаметра ядра.
7.11 В стыковых соединениях, выполненных стыковой контактной сваркой, не допускаются непровары, смещения свариваемых кромок более 10% толщины заготовок, трещины, перегрев и пережог.
7.12 В сварных соединениях, выполняемых шовной контактной сваркой, не допускаются непровары, прожоги и негерметичность соединений.
7.13 Сведения о сварщиках, выполнявших сварку несущих конструкций (фамилия, номер удостоверения или клейма), результаты контроля и приемки сварных соединений категорий качества 1 и 2 следует вносить в технологический паспорт на изделие или журнал сварочных работ.
Сварные соединения, разрушение которых может привести к опасному отказу железнодорожного подвижного состава, подлежат клеймению личным клеймом сварщика. Место постановки клейма должно быть указано в конструкторской документации.
8 Исправление дефектов сварных соединений
8.1 Сварные соединения, не отвечающие требованиям к их качеству, подлежат исправлению.
8.2 Дефектные участки швов, выполненных способами сварки плавлением, следует удалять полностью или разделывать до полного удаления дефектов. Концы разделок должны иметь плавный выход на поверхность. Формы разделки и способы подготовки кромок под заварку должны быть указаны в технологической документации исправления дефектов сваркой.
8.3 Для удаления дефектов и подготовки кромок под заварку следует использовать механические способы или термическую резку:
- в сварных соединениях углеродистых и низколегированных сталей - электродуговую, кислородную, воздушно-плазменную;
- в сварных соединениях коррозионно-стойких сталей - электродуговую, плазменную с последующей зачисткой поверхности механическими способами.
Допускается воздушно-дуговая резка с последующей обработкой поверхности механическим способом.
8.4 Наплывы, натеки, неправильный профиль швов, превышение выпуклости и проплава, ожоги от замыкания электродов устраняют, как правило, обработкой механическими способами.
8.5 Участки швов с неполным заполнением разделки кромок, вогнутостью корня шва, малыми размерами катета углового шва подваривают.
8.6 Подрезы, глубина которых не превышает 5% толщины детали в соединениях категории 1 и 10% толщины в соединениях категорий 2 и 3, устраняют зачисткой до значений, допускаемых без исправления по [4].
8.7 Подготовленный к ремонту дефектный участок должен быть осмотрен и допущен к заварке службой технического контроля.
8.8 Для исправления дефектов сварных соединений применяют способы сварки и сварочные материалы в соответствии с приложениями А и Б.
8.9 Исправление сваркой дефектов в одном месте допускается не более двух раз.
Третье исправление допускается по специальной технологии, согласованной с координатором сварки.
8.10 Исправление дефектов точечной контактной сварки следует производить точечной контактной сваркой, точечной дуговой сваркой или дуговой сваркой прерывистыми угловыми швами. Число дефектных точек (длина швов) не должно превышать 25% общего числа точек (длины швов) на сборочной единице.
8.11 Исправленный участок шва должен быть подвергнут контролю теми же методами.
9 Требования безопасности и охраны труда
9.1 При организации и проведении сварочных работ следует выполнять требования ГОСТ 12.1.005, ГОСТ 12.1.030, ГОСТ 12.2.003, ГОСТ 12.2.007.0, ГОСТ 12.2.007.8, ГОСТ 12.2.008, ГОСТ 12.3.002, ГОСТ 12.3.003, ГОСТ 12.3.036.
9.2 Производственные помещения, предназначенные для выполнения сварочных работ, должны быть оборудованы вентиляцией и отоплением в соответствии с требованиями санитарно-эпидемиологических правил и нормативов, санитарных правил при сварке, наплавке и резке металлов
, норм проектирования освещения
, действующих на территории государства, принявшего стандарт.
_______________
В Российской Федерации действуют СП 2.2.1.1312-03 Санитарно-эпидемиологические правила и нормы 2.2.1 "Гигиена труда. Проектирование, строительство, реконструкция и эксплуатация предприятий. Гигиенические требования к проектированию вновь строящихся и реконструируемых промышленных предприятий".
В Российской Федерации действуют СН 1009-73* "Санитарные правила при сварке, наплавке и резке металлов".
В Российской Федерации действуют СНиП 23-05-95 "Естественное и искусственное освещение. Нормы проектирования".
* Вероятно, ошибка оригинала. Следует читать: СП 1009-73. - .
9.3 Работы, связанные с применением сжатых и горючих газов, должны соответствовать правилам по охране труда при электро- и газосварочных работах, межотраслевым правилам по охране труда при производстве ацетилена, кислорода, процессе напыления и газопламенной обработке металлов
, правилам устройства и безопасной эксплуатации сосудов, работающих под давлением
, правилам безопасности систем газораспределения и газопотребления
, действующих на территории государства, принявшего стандарт. При выполнении сварочных и огнерезательных работ должны быть соблюдены противопожарные мероприятия в соответствии с требованиями ГОСТ 12.1.004.
_______________
В Российской Федерации действуют ПОТ Р М-020-2001 "Межотраслевые правила по охране труда при электро- и газосварочных работах".
В Российской Федерации действуют ПОТ Р М-019-2001 "Межотраслевые правила по охране труда при производстве ацетилена, кислорода, процессе напыления и газопламенной обработке металлов".
В Российской Федерации действуют ПБ 03-576-03 "Правила устройства и безопасной эксплуатации сосудов, работающих под давлением".
В Российской Федерации действуют ПБ 12-529-03 "Правила безопасности систем газораспределения и газопотребления".
9.4 К выполнению сварки допускаются лица, прошедшие обучение по профессии, инструктаж и проверку знаний требований безопасности, имеющие квалификационную группу по электробезопасности не ниже II по межотраслевым правилам по охране труда при эксплуатации электроустановок, действующим на территории государства, принявшего стандарт, и имеющие соответствующее удостоверение.
_______________
В Российской Федерации действуют ПОТ Р М-016-2001 (РД 153-34.0-03.150-00) "Межотраслевые правила по охране труда (Правила безопасности) при эксплуатации электроустановок".
Приложение А
(рекомендуемое)
Материалы для дуговой сварки углеродистых и низколегированных сталей
Таблица А.1
Марка стали | Флюс по ГОСТ 9087 | Сварочная проволока по ГОСТ 2246 | Защитный газ | Электрод покрытый (тип по ГОСТ 9467) | |
Для сварки под флюсом | Для сварки в защитном газе плавящимся электродом | ||||
09Г2, 09Г2Д, | АН-348А | Св-08ГА | Св-08Г2С | Двуокись углерода по ГОСТ 8050 | Э50А |
10Г2Б, 10Г2БД, | АН-348А | ||||
Ст3сп, 15, 20, | АН-348А | Св-08ГА | Э42А | ||
Приложение Б
(рекомендуемое)
Материалы для дуговой сварки коррозионно-стойких и разнородных сталей
Таблица Б.1
Марки сталей | Сварка плавящимся электродом | Сварка неплавящимся электродом | ||||||
Флюс по ГОСТ 9087 | Сварочная проволока по ГОСТ 2246 | Защитный газ | Электрод покрытый, тип по ГОСТ 10052, рекомендуемая марка | Сварочная проволока по ГОСТ 2246 | Элек- | Защитный (плазмо- | ||
Сварка под флюсом | Сварка в защитном газе | |||||||
Коррозионно- | АН-26С | Св-06Х19Н9Т | Св-06Х19Н9Т | Смесь: аргон+(1-5)% двуокиси углерода | Э-08Х20Н9Г2Б | Св-06Х19Н9Т | Воль- | Аргон по ГОСТ 10157 |
Коррозионно- | Св-06Х25Н12ТЮ | Св-06Х25Н12ТЮ | Э-10Х25Н13Г2 (ОЗЛ-6, ЗИО-8) | - | ||||
Приложение В
(рекомендуемое)
Значения эффективного коэффициента концентрации напряжений элементов конструкций и сварных соединений стального проката классов прочности от 295 до 355 включительно
Таблица В.1
Эскиз конструктивного элемента, сварного соединения | Описания | Эффективный коэффициент концентрации напряжения |
1 Металлопрокат вне зоны сварного соединения | ||
| - листы; | 1,0 |
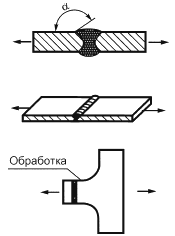
2 Стыковые соединения при поперечной нагрузке | ||
| Сварка двусторонним швом. Выпуклость шва удалена механической обработкой | 1,3 (1,1*) |
| Сварка двусторонним швом, | 1,8 (1,6*) |
| Сварка двусторонним швом, | 2,0 |
| Сварка двусторонним швом с установкой косынок треугольной формы | 2,0 |
| Сварка двусторонним швом | 2,5 |
| Сварка двусторонним швом с неполным (частичным) проплавлением. Не рекомендуется при динамических нагрузках | 3,6 |
| Сварка односторонним швом на керамической подкладке | 2,0 |
| Сварка односторонним швом на остающейся подкладке | 2,3 |
| Сварка односторонним швом без применения подкладки. Полное проплавление корня шва | 3,6 (2,3)* |
| Стыковое соединение профильного проката. Выпуклость швов удалена | 2,0* |
| Сварка односторонним швом полых профилей с полным проплавлением корня шва | 3,6 (2,3)* |
3 Продольно-нагруженные сварные швы | ||
| Двусторонний стыковой шов: | |
- сварка без прерывания процесса | 1,3 | |
- сварка с прерыванием процесса | 1,8 | |
| Двусторонний шов с полным проплавлением (К-образная разделка кромок). Сварка без прерывания процесса | 1,3 |
| Двусторонний угловой шов без разделки кромок: | |
- сварка без прерывания процесса | 1,6 | |
- сварка с прерыванием процесса | 1,8 | |
4 Крестовые и Т-образные соединения | ||
| Двусторонние швы с полным проплавлением (К-образная разделка кромок). | |
2,0 | ||
- не обработана | 2,3 | |
| Двусторонние швы без скоса кромок либо со скосом кромок но с частичным проплавлением | 2,5 |
| Соединение прокатного профиля через промежуточную пластину двусторонними угловыми швами | 3,6 |
| Соединение полого прямоугольного профиля через промежуточную пластину: | |
1) толщина стенки>8 мм; | 3,2 | |
2) толщина стенки<8 мм | 3,6 | |
б) угловыми швами: | ||
1 толщина стенки>8 мм; | 4,0 | |
2 толщина стенки<8 мм | 4,4 | |
5 Присоединение ненесущих элементов | ||
| Поперечный элемент с толщиной, не превышающей толщину несущего элемента. | |
- К-образная разделка кромок или без разделки, зона перехода обработана; | 1,6 | |
- угловой шов без разделки кромок без обработки зоны перехода; | 2,0 | |
- при толщине поперечного элемента, превышающей толщину несущего элемента | 2,3 | |
| Приварка поперечного ребра к стенке или полке. Толщина ребра менее толщины несущего элемента. | |
- К-образная разделка кромок или без разделки, зона перехода обработана; | 1,6 | |
- угловой шов без разделки кромок без обработки зоны перехода; | 2,0 | |
- при толщине ребра, превышающей толщину несущего элемента | 2,3 | |
| Приварка стержня | 2,0 |
| Приварка продольного элемента угловыми швами длиной: | |
| 2,0 | |
| 2,3 | |
| 2,5 | |
| 3,2 | |
| Приварка продольной косынки к полке балки длиной: | |
| 3,2 | |
| 3,6 | |
| 4,0 | |
| Приварка продольной косынки к полке балки. Концы швов обработаны по радиусу: | |
r>150 мм или r/w>1/3 | 1,8 | |
1/6<r/w<1/3 | 2,3 | |
r/w<1/6 | 3,2 | |
6 Соединения нахлесточные | ||
| Лобовые угловые швы | 2,5 |
| Фланговые угловые швы (отношение расчетной длины шва к толщине шва не более 40) | 3,2 |
| Приварка косынки, имеющей скос | |
- лист, полоса; | 2,5 | |
- угольник | 3,2 | |
| Концевая зона накладного листа на полке двутавровой балки: | |
| 2,9 | |
| 3,2 | |
| 3,6 | |
| Концевая зона усиливающего листа на стенке полого прямоугольного профиля | 3,2 |
| Усиливающие накладки в районе отверстия. | |
- обработана | 2,0 | |
- не обработана | 2,3 | |
* Допустимые значения коэффициента концентрации напряжений при контроле 100% длины сварного шва ультразвуковым или рентгенографическим методом. Примечание - | ||






















Приложение Г
(справочное)
Способы повышения сопротивления усталости сварных соединений
Г.1 Общие положения
Г.1.1 Для повышения сопротивления усталости применяют следующие способы обработки:
а) снижающие значение коэффициента концентрации напряжений по границам сварных швов и в сопряжениях элементов конструкций:
1) механическую обработку;
2) аргонодуговое оплавление;
б) снижающие уровень остаточных сварочных напряжений:
1) поверхностный наклеп;
2) термическую обработку;
3) комбинированные способы.
Г.2 Механическая обработка
Г.2.1 Для механической обработки используют стационарные и накладные металлообрабатывающие станки, фрезы, ручной абразивный и другой инструмент.
Г.2.2 Механическая обработка сварных соединений и соответствующих зон в местах изменения сечений элементов должна обеспечить получение плавных переходов от металла шва к основному металлу, а также от конца приваренной детали к основному элементу конструкции. Обработку следует выполнять на минимальную глубину (до 3% толщины обрабатываемого элемента), необходимую для снятия поверхностного слоя металла в зоне обработки - до получения блестящей поверхности.
Обрабатываемая поверхность не должна иметь рисок, расположенных поперек направления усилий, действующих в элементе при его работе. На границе зоны обработки не должно быть уступов. Заусенцы подлежат зачистке.
Г.2.3 Перед механической обработкой необходимо удалить выявленные дефекты сварного соединения.
Г.2.4 Механическую обработку сварных швов выполняют по одному из вариантов:
- снятием выпуклости стыковых швов заподлицо с основным металлом (при наличии требования конструкторской документации);
- созданием плавного перехода от шва к основному металлу согласно рисунку Г.1 (при несоответствии профиля сварного шва требованиям категории сварного соединения, предусмотренной чертежом).

Рисунок Г.1
Г.2.5 После снятия выпуклости стыковых швов следует тщательно контролировать обработанную поверхность ввиду того, что при обработке могут быть вскрыты дефекты шва в виде внутренних пор или шлаковых включений.
На всем протяжении зон обработки торцов необходимо предусматривать на углах элемента фаски размерами 22 мм с округлением кромок.
Г.2.6 Механическую обработку концов косынок (фасонок) в сварных соединениях с основным элементом конструкции рекомендуется выполнять с обеспечением плавного перехода к поверхности основного элемента в плоскости косынки (фасонки). Концы стыковых швов должны быть обработаны заподлицо на длине не менее 50 мм.
Г.2.7 Уменьшение зон обработки и радиусов не допускается, увеличение их не является браковочным признаком.
Г.2.8 Контроль качества механической обработки сварных швов и сварных соединений осуществляют внешним осмотром и измерением, на основании которого устанавливают:
- отсутствие надрезов и следов подрезов по границам швов;
- отсутствие пор, раковин, шлаковых включений и их следов на обрабатываемой поверхности;
- отсутствие в пределах обрабатываемой поверхности трещин, а также несплавлений основного и наплавленного металла;
- полноту снятия поверхностного слоя металла на всей длине зоны обработки и получения чистой, блестящей поверхности металла;
- отсутствие выхода на обрабатываемую поверхность непровара по толщине детали (для сварных соединений с полным проплавлением);
- отсутствие уменьшения толщины шва и основного металла относительно указанного на чертеже.
Г.3 Аргонодуговое оплавление
Г.3.1 Аргонодуговому оплавлению подвергаются в основном границы углового шва с основным металлом с целью создания плавного перехода в этой зоне, как показано на рисунке Г.2.

Рисунок Г.2
Г.3.2 Аргонодуговому оплавлению подвергают сварные соединения углеродистых и низколегированных сталей.
Г.3.3 Аргонодуговое оплавление осуществляют на постоянном токе прямой полярности с использованием оборудования, предназначенного для сварки вольфрамовым электродом в защитных газах.
Г.3.4 Аргонодуговое оплавление возможно во всех пространственных положениях, но предпочтительнее его выполнение в нижнем положении, при котором достигаются лучшие результаты.
Г.3.5 В качестве электрода используют лантанированый вольфрам марки ЭВЛ по ГОСТ 23949, защитным газом служит аргон по ГОСТ 10157.
Г.3.6 Работы по аргонодуговому оплавлению должны осуществлять лица, прошедшие специальную техническую подготовку.
Г.3.7 Оплавление следует проводить в цехах при температуре не ниже 5°С.
Г.3.8 Поверхность сварного шва и основного металла в зоне оплавления должна быть очищена от грязи, масла, шлаковых включений.
Г.3.9 Режим оплавления зависит от толщины обрабатываемых элементов конструкции, и его следует устанавливать в соответствии с данными, приведенными в таблице Г.1.
Таблица Г.1 - Режимы аргонодугового оплавления
Толщина металла, мм | Диаметр электрода, мм | Ток, А |
От 3 до 5 включ. | 2 | От 80 до 100 включ. |
3 | От 180 до 220 включ. | |
Св. 6 | 4 | От 220 до 280 включ. |
5 |
Г.3.10 Ширина оплавленного слоя должна быть не менее 6 мм; оправленный слой должен быть расположен симметрично относительно границы шва.
Г.3.11 Аргонодуговое оплавление следует вести непрерывно до окончания оплавления всего упрочняемого участка шва.
Г.3.12 Для обеспечения надежной защиты жидкой ванны от окружающего воздуха расстояние сопла горелки от изделия должно выдерживаться в пределах от 4 до 8 мм при расходе аргона от 14 до 16 л/мин.
Г.3.13 Оплавление следует вести с введением в зону дуги проволоки марки Св-08Г2С. При толщине элементов конструкции менее 12 мм оплавление допускается производить без присадочной проволоки.
Г.3.14 Введение в зону дуги присадочной проволоки позволяет предотвратить образование на шве козырька при аргонодуговом оплавлении соединений с угловыми швами с большой выпуклостью, а также устранить поры и подрезы. Возникновение подрезов и неравномерное формирование оплавленного слоя могут иметь место, в частности, при проведении аргонодугового оплавления в вертикальном и потолочном положениях.
Г.3.15 Качество аргонодугового оплавления контролируют внешним осмотром и измерением, а также с помощью контрольного эталона, устанавливаемого при аттестации технологии аргонодугового оплавления.
Г.3.16 Обработанная поверхность не должна иметь пор, свищей, подрезов, грубой чешуйчатости, кратеров и раковин. Профиль сварного шва должен соответствовать требованиям категории сварного соединения, предусмотренной чертежом.
Г.4 Наклеп
Г.4.1 Поверхностному наклепу подвергаются места с концентраторами напряжений, в основном границы шва и основного металла и прилегающие к ним участки.
Г.4.2 Наклепу могут быть подвержены места, в которых величины номинальных напряжений не превышают 80% предела текучести стали, из которой изготовлены детали.
Г.4.3 Наклеп производят после термической обработки конструкций, если она предусмотрена технологическим процессом. Наклепанная поверхность не должна подвергаться температурным воздействиям выше 200°С. При необходимости выполнения сварочных работ вблизи наклепанной поверхности следует принимать специальные меры по ее охлаждению или выполнять повторный наклеп.
Г.4.4 Перед упрочнением участки сварных швов и прилегающие зоны основного металла должны быть очищены от шлака и ржавчины.
Г.4.5 Ширина наклепанной зоны с одной стороны шва должна составлять от 15 до 20 мм.
Г.4.6 В качестве инструмента для наклепа применяют пневматические молотки, оснащенные насадкой со специальным многобойковым (пучковым) упрочнителем, как показано на рисунке Г.3.
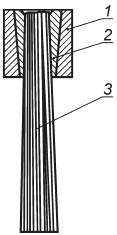
1 - стакан; 2 - втулка; 3 - иглы
Рисунок Г.3 - Многобойковый упрочнитель
Г.4.7 Для изготовления пучков упрочнителя применяют пружинную проволоку марок 65Г, 60С2, П-70 диаметром от 2 до 3 мм (предпочтительно 2 мм), подвергнутую термической обработке на твердость 50 HRC.
Г.4.8 В процессе эксплуатации число проволок в пучке уменьшается вследствие их разрушения. Допускается проведение обработки пучком с числом проволок не менее 50% от первоначального.
Г.4.9 Поверхностный наклеп следует выполнять при давлении сжатого воздуха от 0,4 до 0,5 МПа.
Г.4.10 В процессе наклепа молоток необходимо удерживать перпендикулярно к обрабатываемой поверхности. Перемещение инструмента по наклепываемой поверхности должно выполняться плавно и с постоянной скоростью (от 100 до 150 мм/мин).
Г.4.11 Сварные швы и прилегающие участки основного металла после наклепа должны иметь блестящую равномерно обработанную поверхность без каких-либо пропусков. Особое внимание следует обращать на качество наклепа в местах перехода от сварных швов к основному металлу.
Г.4.12 Места перехода от шва к основному металлу должны быть доступны для наклепа. Поэтому подрезы и участки швов с большой выпуклостью и резким переходом к основному металлу должны быть устранены путем их подварки или аргонодугового оплавления, как показано на рисунке Г.4.

Рисунок Г.4
Г.4.13 Качество наклепа контролируют внешним осмотром с помощью контрольного эталона. Менее выраженная по сравнению с эталонной текстура наклепа обрабатываемой поверхности недопустима.
Г.4.14 Наряду с наклепом многобойковым упрочнителем допускается применение наклепа дробеструйной обработкой после соответствующей отработки режимов ее применения в производстве конкретных изделий. Рекомендуемые значения сжимающих напряжений после наклепа - не менее 50 МПа на расстоянии 0,5 мм от поверхности.
Г.5 Комбинированное упрочнение
Г.5.1 Комбинированные способы повышения сопротивления усталости заключаются в последовательном или одновременном выполнении обработки границ сварного шва и поверхностного наклепа.
Г.5.2 При последовательном комбинированном упрочнении сначала выполняют механическую или аргонодуговую обработку, затем поверхностный наклеп.
Г.5.3 Перспективным способом одновременного комбинированного упрочнения является высокочастотная механическая проковка (ультразвуковая ударная обработка) участка шириной от 3 до 5 мм по границе сварного шва с пластическим деформированием приповерхностного слоя металла и формированием плавного перехода от сварного шва к основному металлу с образованием канавки глубиной от 0,1 до 0,15 мм.
В качестве инструмента для высокочастотной механической проковки применяют ультразвуковой ударный молоток, оснащенный однорядной многобойковой насадкой.
Бойки диаметром от 2 до 5 мм изготовляют из стали ШХ15.
Упрочнение выполняют плавным возвратно-поступательным движением инструмента вдоль обрабатываемой поверхности. Скорость упрочнения составляет от 60 до 150 мм/мин. Качество обработки контролируют с помощью контрольного эталона.
Г.6 Термическая обработка
Г.6.1 Термическую обработку проводят в тех случаях, когда установлено, что работоспособность и надежность конструкции в состоянии после сварки не обеспечиваются другими средствами и применение термообработки дает положительный эффект.
Приложение Д
(справочное)
Пределы допустимости правки и гибки (по радиусу) стального проката в холодном состоянии
Таблица Д.1
Прокат | Эскиз | Ось, относительно которой осуществляется правка | Правка - предельно допускаемый прогиб на длине прогнутого участка | Гибка - допускаемый минимальный радиус |
Листовая, универсальная, полосовая, квадратная сталь |
| х-х |
| 25t |
у-у |
| |||
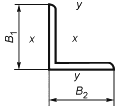
Уголок |
| х-х |
| 45 В |
у-у |
| 45 В | ||
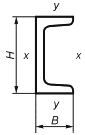
Швеллер |
| х-х |
| 25Н |
у-у |
| 45В | ||
Двутавр |
| х-х |
| 25Н |
у-у |
| 25В | ||
Гнутосварные профили |
| х-х |
| 30Н |
у-у |
| 30В | ||
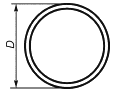
Трубы, круг |
| х-х |
| 30D |
у-у |



Приложение Е
(рекомендуемое)
Схемы термической правки

а) Лист, полоса

б) Фасонный прокат, сварные балки
,
,
- стрела прогиба; I - зоны первой очереди; II - зоны второй очереди нагрева (при необходимости)
Рисунок Е.1
Приложение Ж
(рекомендуемое)
Области применения и формы технологических карт сварки
Ж.1 Технологические карты сварки (WPS) должны быть разработаны на все применяемые изготовителем способы сварки, типоразмеры сварных соединений и марки сталей.
Ж.2 По чертежам сборочных единиц, согласованным ответственным координатором сварки, на каждую модель железнодорожного состава, подготавливаемую к производству, изготовитель должен составить перечень сварных соединений и оценить их отличие от применяемых в действующем производстве для установления необходимости разработки новых технологических карт и аттестации технологий. Рекомендуемая форма перечня сварных соединений приведена в таблице Ж.1.
Таблица Ж.1 - Форма перечня сварных соединений
Перечень сварных соединений | ( | ) | модели | ||
(категория железнодорожного подвижного состава) | |||||
Сборочная единица | Сварное соединение | Сварочная проволока, электрод | Защит- | Поло- | Отчет об атте- | ||||||||||
Наи- | Номер чер- | Номер | Тип | Тол- | Кате- | Метод кон- | Деталь 1 | Деталь 1 | Марка | Диа- | |||||
Номер по спе- | Марка стали/ тол- | Номер по специ- | Марка стали/ | ||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
Ж.3 Технологические карты в зависимости от области применения могут быть разработаны для выполнения:
- конкретных сборочных единиц или отдельных сварных швов;
- размерного ряда однотипных сварных соединений для определенных способов сварки и групп свариваемых сталей.
Варианты форм технологических карт приведены в виде таблиц Ж.2 и Ж.3.
Ж.4 Технологические карты сварки рекомендуется использовать:
- как составную часть операционных технологических процессов сборки и сварки;
- для формирования сводных технологических инструкций на сварку;
- непосредственно на рабочих местах сварки для практического руководства.
Таблица Ж.2 - Форма технологической карты сварки (вариант 1)
Наименование предприятия | Утверждаю | ||||||||||||||||
Технологическая карта сварки | Номер карты | Номер отчета об аттестации | |||||||||||||||
Применимость | Чертеж | N N швов | |||||||||||||||
Шов N 1 | Деталь 1 | Марка стали | Толщина, мм | Сварочная проволока, электрод (марка) | Защит- | ||||||||||||
Деталь 2 | |||||||||||||||||
Подго- | (Эскиз с размерами) | Схемы выполнения проходов | (Эскиз с номерами проходов) | Темпе- | |||||||||||||
Род тока, полярность | Модель сварочного оборудования | ||||||||||||||||
Проход N | Положение сварки | Диаметр сварочной проволоки, мм | Свароч- | Напряже- | Скорость сварки, м/ч | Вылет элек- | Расход защитного газа, л/мин | ||||||||||
1 | |||||||||||||||||
2 | |||||||||||||||||
и т.д. | |||||||||||||||||
Материал и форма подкладки | (Эскиз) | Размеры и способ разделки обратной стороны шва | (Эскиз) | ||||||||||||||
Дополнительная информация | (Параметры поперечных колебаний, число и расположение проволок и т.д.) | ||||||||||||||||
Шов N 2 | |||||||||||||||||
Шов N 3 | |||||||||||||||||
Разработал | Проверил | Технология аттестована | ||
(Должность, личная подпись, дата) | (Должность, личная подпись, дата) | (Должность, личная подпись, дата) |
Таблица Ж.3 - Форма технологической карты сварки (вариант 2)
Наименование предприятия | Утверждаю | ||||||||||||||||||
Технологическая карта сварки | Номер карты | Номер отчета об аттестации | |||||||||||||||||
Применимость | Пример: тавровые и угловые соединения с полным проплавлением | Способ сварки | Пример: (в защитных газах "ИП") | ||||||||||||||||
Марки сталей | Сварочная проволока, электрод (марка) | Защитный газ флюс (марка) | |||||||||||||||||
Сочета- | Под- | (Эскиз с размерами) | Схемы выполнения проходов | (Эскиз с номерами проходов) | Темпе- | ||||||||||||||
Род тока, полярность | Модель сварочного оборудования | ||||||||||||||||||
Проход N | Положение сварки | Диаметр сварочной проволоки, мм | Свароч- | Напря- | Скорость сварки, м/ч | Вылет электро- | Расход защит- | ||||||||||||
1 | |||||||||||||||||||
2 | |||||||||||||||||||
и т.д. | |||||||||||||||||||
Материал и форма подкладки | (Эскиз) | Размеры и способ разделки обратной стороны шва | (Эскиз) | ||||||||||||||||
Дополнительная информация | (Параметры поперечных колебаний, число и расположение проволок и т.д.) | ||||||||||||||||||
Разработал | Проверил | Технология аттестована | ||
(Должность, личная подпись, дата) | (Должность, личная подпись, дата) | (Должность, личная подпись, дата) |
Приложение И
(обязательное)
Правила испытания и аттестации технологий сварки
И.1 Общие положения
И.1.1 Испытания и аттестация технологий сварки должны быть проведены до начала применения в производстве.
И.1.2 Блок-схема разработки, испытания и аттестации технологии сварки приведена на рисунке И.1.

Рисунок И.1
И.1.3 Аттестацию, основанную на испытании технологии сварки, проводят по результатам испытаний контрольного сварного соединения типовой формы.
И.1.4 В случаях, когда типовая форма и размеры контрольного соединения не адекватны реальной конструкции, аттестацию технологии сварки проводят с изготовлением специальных образцов.
И.2 Испытания и аттестация технологии дуговой сварки на типовых контрольных соединениях
И.2.1 При испытании и аттестации технологий дуговой сварки должны быть изготовлены контрольные сварные соединения с размерами и формами, соответствующими:
- для стыковых соединений с полным проплавлением - рисунку И.2 а);
- для тавровых и угловых соединений с полным проплавлением - рисунку И.2 б);
- для тавровых, угловых и нахлесточных соединений с угловыми швами - рисунку И.2 б).
Подготовку кромок, сборку, наложение прихваток и сварку контрольных сварных соединений следует проводить в соответствии с проектом технологической карты сварки.

,
,
- толщины листов
- подготовка кромок и сборка под сварку согласно проекту технологической карты сварки
Рисунок И.2
И.2.2 При контроле и испытании контрольных сварных соединений следует использовать неразрушающие и разрушающие методы в соответствии с таблицей И.1.
Таблица И.1 - Контроль и испытание контрольных сварных соединений
Контрольное сварное соединение | Метод контроля и виды испытаний | Объем контроля и испытаний | Примечание |
Стыковое сварное соединение с полным проплавлением [рисунок И.2 а)] | Внешний осмотр и измерение | 100% | |
Рентгенографическая или ультразвуковая дефектоскопия | 100% | Ультразвуковая дефектескопия применяется для толщин более 8,0 мм | |
Испытание механических свойств по ГОСТ 6996: | |||
- на статическое растяжение в поперечном направлении; | Два образца | ||
- на статический изгиб в поперечном направлении; | Четыре образца | ||
- на статическое растяжение в продольном направлении (металл сварного шва); | Два образца | При толщине металла не менее 5,0 мм | |
- на ударный изгиб в поперечном направлении (KCU | Три образца из металла сварного шва, три образца из металла зоны термического влияния | На расстоянии от 0,5 до 1,0 мм от границы шва | |
Измерение твердости*. | Один макрошлиф | ||
Тавровое сварное соединение с полным проплавлением [рисунок И.2 б)] | Внешний осмотр и измерение | 100% | Ультразвуковая дефектоскопия применяется для толщин более 8,0 мм |
Рентгенографическая или ультразвуковая дефектоскопия | 100% | ||
Испытание механических свойств по ГОСТ 6996: | При толщине более тонкой детали не менее 5,0 мм | ||
- на статическое растяжение в продольном направлении (металл сварного шва); | Два образца | ||
- измерение твердости*. |
| ||
Тавровое сварное соединение с угловым швом (швами) [рисунок И.2 б)] | Внешний осмотр и измерение. | При толщине сварного шва не менее 4,0 мм | |
- на статическое растяжение металла шва; | Два образца | ||
- измерение твердости*. |
| ||
* Кроме конструкционных углеродистых сталей с пределом текучести менее 275 МПа и коррозионностойких сталей аустенитного класса | |||
И.2.3 Вырезку образцов для испытаний из контрольных сварных соединений, подвергнутых неразрушающему контролю, проводят согласно рисунку И.3 а) - для стыковых соединений, рисунку И.3 б) - для тавровых.

1 - нерассматриваемые участки 25 мм; 2 - участок вырезки темплетов для измерения твердости и макроисследования; 3 - участок вырезки образцов для испытания на статическое растяжение металла шва; 4 - участок вырезки образцов для испытания на ударный изгиб; 5 - участок вырезки образцов для испытаний на статический изгиб и статическое растяжение
Рисунок И.3
И.2.4 Условиями признания технологии сварки аттестованной являются:
- соответствие контрольного сварного соединения по наличию дефектов требованиям уровня качества В по [4], за исключением следующих дефектов:
превышение выпуклости толщины шва, избыточное проплавление, подрезы, которые следуют оценивать по уровню качества С;
- соответствие механических свойств металла сварных соединений требованиям настоящего стандарта.
И.2.5 При наличии в контрольном сварном соединении дефектов, превышающих требования И.2.4, необходимо изготовить дополнительное контрольное соединение и подвергнуть его тем же испытаниям. При неудовлетворительных результатов испытаний технологию сварки считают неаттестованной.
В случае неудовлетворительных результатов испытаний механических свойств должны быть проведены дополнительные испытания удвоенного числа образцов.
И.2.6 Область распространения аттестации технологии сварки зависит от сочетания следующих факторов:
- химического состава и класса прочности свариваемых сталей;
- способа сварки;
- толщины деталей;
- типа сварного соединения согласно пункту И.2.1;
- положения сварки.
И.2.7 Области распространения аттестации по химическому составу и классам прочности сталей приведены в таблице И.2.
Таблица И.2 - Области распространения аттестации по химическому составу и классам прочности сталей
Сталь для изготовления контрольного сварного соединения | Область распространения аттестации |
Ст3сп, 15, 20 | Ст3сп, 15, 20 |
09Г2С, 09Г2Д | Низколегированные стали класса прочности от 295 до 360, 20ФЛ, 20ГФЛ, 20Г1ФЛ, 20ФТЛ, 20ГТЛ, 20ГЛ, 15Л, 20Л, Ст3сп, 15, 20 |
Низколегированные стали класса прочности свыше 360 | Марка стали контрольного образца |
Коррозионно-стойкие и двухслойные стали | Марка стали контрольного образца |
Разнородные стали | Марки сталей контрольного образца |
И.2.8 Аттестацию технологий проводят отдельно для всех вариантов применяемых способов сварки:
- под флюсом (одноэлектродная, многоэлектродная);
- в двуокиси углерода;
- в смесях аргона с двуокисью углерода или кислородом;
- ручная дуговая покрытым электродом;
- в инертном газе вольфрамовым электродом;
- плазменная в инертном газе.
И.2.9 Области распространения аттестации технологий для стыковых соединений по толщине основного металла приведены в таблице И.3.
Таблица И.3 - Области распространения аттестации технологий для стыковых соединений по толщине основного металла
В миллиметрах
Толщина металла контрольного сварного соединения | Область распространения аттестации | |
Один проход | Много проходов | |
От 0,7t до 1,3t | От 0,7t до 1,3t | |
| От 0,5t (3min) до 1,3t | От 3,0 до 2,0t |
t>12 | От 0,5t до 1,1t | От 0,5t до 2,0t |
И.2.10 Области распространения аттестации технологий для тавровых и угловых соединений с полным проплавлением по толщине шва s и для тавровых, угловых и нахлесточных соединений по толщине углового шва a даны в таблице И.4.
Таблица И.4 - Области распространения аттестации технологий для тавровых и угловых соединений с полным проплавлением по толщине шва s и по толщине углового шва а
В миллиметрах
Толщина металла контрольного сварного соединения | Область распространения аттестации | ||
Толщина металла | Толщина сварного шва | ||
Один проход | Много проходов | ||
От 0,7 |
|
| |
| От 0,5 |
|
|
* При | |||
И.2.11 Аттестация технологии распространяется на положение сварки, в котором было изготовлено контрольное сварное соединение.
И.2.12 По результатам испытаний контрольного сварного соединения изготовитель должен составить отчет об аттестации технологии сварки, включающий:
- проект технологической карты с подписью специалиста, осуществлявшего техническое сопровождение изготовления контрольного сварного соединения;
- результаты исследований и протоколы механических испытаний;
- заключение о соответствии качества сварного соединения и содержания технологической карты сварки требованиям настоящего стандарта и конструкторской документации.
И.2.13 Допускается испытание и аттестацию технологии сварки выполнять по субподряду. При этом изготовитель несет ответственность за достоверность данных об изготовлении контрольного сварного соединения в соответствии с технологической картой сварки.
И.3 Испытание и аттестация технологий контактной сварки
И.3.1 Испытание и аттестацию технологий контактной точечной, рельефной, шовной, стыковой сварки следует выполнять путем сварки и испытаний контрольных сварных соединений с оценкой соответствия требованиям настоящего стандарта и конструкторской документации.
Библиография
[1] | ISO 857-1:1998* | Welding and allied processes - Vocabulary - Part 1: Metal welding processes (Сварка и связанные с ней процессы. Словарь. Часть 1. Процессы сварки металла) |
_______________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - . | ||
[2] | ISO 17659:2002 | Welding. Multilingual terms for welded joints with illustrations (Сварка. Многоязычные термины для сварных соединений с иллюстрациями) |
_______________
| ||
[3] | ISO 3834-1:2005 | Quality requirements for fusion welding of metallic materials - Part 1: Criteria for the selection of the appropriate level of quality requirements (Требования к качеству выполнения сварки плавлением металлических материалов. Часть 1. Критерии выбора соответствующего уровня требований) |
_______________
| ||
[4] | ISO 5817:2014 | Welding - Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) - Quality levels for imperfections [Сварка. Сварные швы при сварке плавлением стали, никеля, титана и других сплавов (лучевая сварка исключена). Уровни качества в зависимости от дефектов] |
_______________
| ||
УДК 629.46:669.14:006.354 | МКС 45.060 |
Ключевые слова: конструкции железнодорожного подвижного состава, сварные соединения, координация сварки, толщина сварного шва, полное (частичное) проплавление, категория качества сварного соединения, технологическая карта сварки, испытание и аттестация технологии сварки | |
Электронный текст документа
и сверен по:
, 2017
