ГОСТ 1050-2013
Группа В32
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МЕТАЛЛОПРОДУКЦИЯ ИЗ НЕЛЕГИРОВАННЫХ КОНСТРУКЦИОННЫХ КАЧЕСТВЕННЫХ И СПЕЦИАЛЬНЫХ СТАЛЕЙ
Общие технические условия
Metal products from nonalloyed structural quality and special steels. General specification
МКС 77.140.45
77.140.60
ОКП 09 5000
11 4100
11 5000
Дата введения 2015-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Центральный научно-исследовательский институт черной металлургии им.И.П.Бардина" (ФГУП "ЦНИИчермет им.И.П.Бардина")
2 ВНЕСЕН Межгосударственным техническим комитетом МТК 120 "Чугун, сталь, прокат"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 3 декабря 2013 г. N 62-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркмения | ТМ | Главгосслужба "Туркменстандартлары" |
Украина | UA | Минэкономразвития Украины |
(Поправка. ИУС N 1-2021), (Поправка. ИУС N 1-2022).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 28 октября 2014 г. N 1451-ст межгосударственный стандарт ГОСТ 1050-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
5 ВЗАМЕН ГОСТ 1050-88 и ГОСТ 4543-71 в части стали марок 15Г, 20Г, 25Г, 30Г, 35Г, 40Г, 45Г, 50Г, 10Г2, 30Г2, 35Г2, 40Г2, 45Г2, 50Г2
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 7, 2018 год; поправка, опубликованная в ИУС N 1, 2021 год; поправка, опубликованная в ИУС N 1, 2022 год, введенная в действие с 23.08.2021
Поправки внесены изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на металлопродукцию горячекатаную, кованую, калиброванную и со специальной отделкой поверхности, предназначенную для использования в различных отраслях промышленности.
В части требований к химическому составу стандарт распространяется на слитки, блюмы, слябы, катаные, кованые и непрерывнолитые заготовки, поковки, штамповки, листовой и другие виды проката.
Настоящий стандарт распространяется на металлопродукцию из стали марок 05кп, 08кп, 08пс, 10кп, 10пс, 11кп, 15кп, 15пс, 18кп, 20кп и 20пс только в части требований к химическому составу.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 103-2006 Прокат сортовой стальной горячекатаный полосовой. Сортамент
ГОСТ 1051-73 Прокат калиброванный. Общие технические условия
ГОСТ 1133-71 Сталь кованая круглая и квадратная. Сортамент
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение
ГОСТ 1763-68 (ИСО 3897-77) Сталь. Методы определения глубины обезуглероженного слоя
ГОСТ 2590-2006 Прокат сортовой стальной горячекатаный круглый. Сортамент
ГОСТ 2591-2006 Прокат сортовой стальной горячекатаный квадратный. Сортамент
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2879-2006 Прокат сортовой стальной горячекатаный шестигранный. Сортамент
ГОСТ 4405-75 Полосы горячекатаные и кованые из инструментальной стали. Сортамент
ГОСТ 5157-83 Профили стальные горячекатаные разных назначений. Сортамент
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 5657-69 Сталь. Метод испытания на прокаливаемость
ГОСТ 7417-75 Сталь калиброванная круглая. Сортамент
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 8559-75 Сталь калиброванная квадратная. Сортамент
ГОСТ 8560-78 Прокат калиброванный шестигранный. Сортамент
ГОСТ 8817-82 Металлы. Метод испытания на осадку
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013-59 Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9454-78 Металлы. Метод испытаний на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10243-75 Сталь. Методы испытаний и оценки макроструктуры
ГОСТ 12349-83 Стали легированные и высоколегированные. Методы определения вольфрама
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12359-99 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12361-2002 Стали легированные и высоколегированные. Методы определения ниобия
ГОСТ 14955-77 Сталь качественная круглая со специальной отделкой поверхности. Технические условия
ГОСТ 17745-90 Стали и сплавы. Методы определения газов
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 21014-88 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 21120-75 Прутки и заготовки круглого и прямоугольного сечения. Методы ультразвуковой дефектоскопии
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22235-2010 Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие требования по обеспечению сохранности при производстве погрузочно-разгрузочных и маневровых работ
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 26877-2008 Металлопродукция. Методы измерений отклонений формы
ГОСТ 27809-95 Чугун и сталь. Методы спектрографического анализа
ГОСТ 28033-89 Сталь. Метод рентгенофлюоресцентного анализа
ГОСТ 28473-90 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам анализа
(Поправка. ИУС N 7-2018).
ГОСТ 30415-96 Сталь. Неразрушающий контроль механических свойств и микроструктуры металлопродукции магнитным методом
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте, кроме терминов и определений, указанных в ссылочных стандартах, применены следующие термины с соответствующими определениями:
3.1 плавка; плавка, разливаемая на МНЛЗ: Объем стали, выплавляемой единовременно в сталеплавильном агрегате (мартеновской печи, кислородном конвертере или электропечи). При выплавке стали в печах большой емкости и выпуске ее в два или более ковшей, каждый ковш считают самостоятельной плавкой (плавкой-ковш).
3.2 сталь нелегированная качественная: В соответствии с [1]*.
________________
* В Российской Федерации может использоваться ГОСТ Р 54384-2011 (EN 10020:2000) "Сталь. Определение и классификация по химическому составу и классам качества".
3.3 сталь нелегированная специальная: В соответствии с [1]*.
________________
* В Российской Федерации может использоваться ГОСТ Р 54384-2011 (EN 10020:2000) "Сталь. Определение и классификация по химическому составу и классам качества".
3.4 остаточный химический элемент: химический элемент, добавленный не преднамеренно, а попавший в плавку из шихтовых материалов, огнеупоров или воздуха.
3.5 осевая рыхлость: дефект макроструктуры продукции, изготовленной из непрерывнолитой заготовки, по описанию аналогичный термину "подусадочная рыхлота" по ГОСТ 10243.
4 Классификация
4.1 Металлопродукцию подразделяют:
- по видам производства на:
горячекатаную;
кованую;
калиброванную;
со специальной отделкой поверхности;
- по классам качества стали на:
нелегированную качественную;
нелегированную специальную;
- по степени раскисления на:
кп - из кипящей стали;
пс - из полуспокойной стали;
без индекса в обозначении марки - из спокойной стали;
- по видам длины - в соответствии со стандартами на сортамент.
- по качеству и отделке поверхности на:
группы 1ГП, 2ГП и 3ГП - горячекатаную и кованую;
группы Б и В - калиброванную;
группы В, Г и Д - со специальной отделкой поверхности;
- по наличию внепечной обработки кислородно-конвертерной стали:
с внепечной обработкой (ВО);
без внепечной обработки (БВО);
- по состоянию поставки:
без термической обработки;
термически обработанную - ТО;
нагартованную - НГ (для калиброванной и со специальной отделкой поверхности).
5 Марки стали
5.1 Марки и химический состав стали по ковшевой пробе должны соответствовать приведенным в таблицах 1 и 2.
Таблица 1 - Химический состав стали по ковшевой пробе
Класс стали | Марка стали | Массовая доля элементов, % | |||||||
не более | |||||||||
Нелегированные качественные | 05кп | Не более 0,06 | Не более 0,03 | Не более 0,40 | 0,030 | 0,035 | 0,10 | 0,30 | 0,30 |
08кп | 0,05-0,12 | Не более 0,03 | 0,25-0,50 | 0,030 | 0,035 | 0,10 | 0,30 | 0,30 | |
08пс | 0,05-0,11 | 0,05-0,17 | 0,35-0,65 | 0,030 | 0,035 | 0,10 | 0,30 | 0,30 | |
08 | 0,05-0,12 | 0,17-0,37 | 0,35-0,65 | 0,030 | 0,035 | 0,10 | 0,30 | 0,30 | |
10кп | 0,07-0,14 | Не более 0,07 | 0,25-0,50 | 0,030 | 0,035 | 0,15 | 0,30 | 0,30 | |
10пс | 0,07-0,14 | 0,05-0,17 | 0,35-0,65 | 0,030 | 0,035 | 0,15 | 0,30 | 0,30 | |
10 | 0,07-0,14 | 0,17-0,37 | 0,35-0,65 | 0,030 | 0,035 | 0,15 | 0,30 | 0,30 | |
11кп | 0,05-0,12 | Не более 0,06 | 0,30-0,50 | 0,030 | 0,035 | 0,15 | 0,30 | 0,20 | |
15кп | 0,12-0,19 | Не более 0,07 | 0,25-0,50 | 0,030 | 0,035 | 0,25 | 0,30 | 0,30 | |
15пс | 0,12-0,19 | 0,05-0,17 | 0,35-0,65 | 0,030 | 0,035 | 0,25 | 0,30 | 0,30 | |
15 | 0,12-0,19 | 0,17-0,37 | 0,35-0,65 | 0,030 | 0,035 | 0,25 | 0,30 | 0,30 | |
18кп | 0,12-0,20 | Не более 0,06 | 0,30-0,50 | 0,030 | 0,035 | 0,15 | 0,30 | 0,20 | |
20кп | 0,17-0,24 | Не более 0,07 | 0,25-0,50 | 0,030 | 0,035 | 0,25 | 0,30 | 0,30 | |
20пс | 0,17-0,24 | 0,05-0,17 | 0,35-0,65 | 0,030 | 0,035 | 0,25 | 0,30 | 0,30 | |
20 | 0,17-0,24 | 0,17-0,37 | 0,35-0,65 | 0,030 | 0,035 | 0,25 | 0,30 | 0,30 | |
Нелегированные специальные | 25 | 0,22-0,30 | 0,17-0,37 | 0,50-0,80 | 0,030 | 0,035 | 0,25 | 0,30 | 0,30 |
30 | 0,27-0,35 | 0,17-0,37 | 0,50-0,80 | 0,030 | 0,035 | 0,25 | 0,30 | 0,30 | |
35 | 0,32-0,40 | 0,17-0,37 | 0,50-0,80 | 0,030 | 0,035 | 0,25 | 0,30 | 0,30 | |
40 | 0,37-0,45 | 0,17-0,37 | 0,50-0,80 | 0,030 | 0,035 | 0,25 | 0,30 | 0,30 | |
45 | 0,42-0,50 | 0,17-0,37 | 0,50-0,80 | 0,030 | 0,035 | 0,25 | 0,30 | 0,30 | |
50 | 0,47-0,55 | 0,17-0,37 | 0,50-0,80 | 0,030 | 0,035 | 0,25 | 0,30 | 0,30 | |
50А | 0,47-0,55 | 0,17-0,37 | 0,50-0,80 | 0,025 | 0,025 | 0,25 | 0,30 | 0,30 | |
55 | 0,52-0,60 | 0,17-0,37 | 0,50-0,80 | 0,030 | 0,035 | 0,25 | 0,30 | 0,30 | |
58 (55пп) | 0,55-0,63 | 0,10-0,30 | Не более 0,20 | 0,030 | 0,035 | 0,15 | 0,30 | 0,30 | |
60 | 0,57-0,65 | 0,17-0,37 | 0,50-0,80 | 0,030 | 0,035 | 0,25 | 0,30 | 0,30 | |
60пп | 0,57-0,65 | 0,10-0,30 | Не более 0,20 | 0,035 | 0,040 | 0,15 | 0,30 | 0,30 | |
60пп "селект" | 0,57-0,61 | 0,10-0,30 | Не более 0,20 | 0,035 | 0,040 | 0,15 | 0,30 | 0,30 | |
Таблица 2 - Химический состав стали по ковшевой пробе
Класс стали | Марка стали | Массовая доля элементов, % | |||||||
не более | |||||||||
Нелегированные | 15Г | 0,12-0,19 | 0,17-0,37 | 0,70-1,00 | 0,030 | 0,035 | 0,30 | 0,30 | 0,30 |
20Г | 0,17-0,24 | 0,17-0,37 | 0,70-1,00 | 0,030 | 0,035 | 0,30 | 0,30 | 0,30 | |
25Г | 0,22-0,30 | 0,17-0,37 | 0,70-1,00 | 0,030 | 0,035 | 0,30 | 0,30 | 0,30 | |
30Г | 0,27-0,35 | 0,17-0,37 | 0,70-1,00 | 0,030 | 0,035 | 0,30 | 0,30 | 0,30 | |
35Г | 0,32-0,40 | 0,17-0,37 | 0,70-1,00 | 0,030 | 0,035 | 0,30 | 0,30 | 0,30 | |
40Г | 0,37-0,45 | 0,17-0,37 | 0,70-1,00 | 0,030 | 0,035 | 0,30 | 0,30 | 0,30 | |
45Г | 0,42-0,50 | 0,17-0,37 | 0,70-1,00 | 0,030 | 0,035 | 0,30 | 0,30 | 0,30 | |
50Г | 0,48-0,56 | 0,17-0,37 | 0,70-1,00 | 0,030 | 0,035 | 0,30 | 0,30 | 0,30 | |
10Г2 | 0,07-0,15 | 0,17-0,37 | 1,20-1,60 | 0,030 | 0,035 | 0,30 | 0,30 | 0,30 | |
30Г2 | 0,26-0,35 | 0,17-0,37 | 1,40-1,80 | 0,030 | 0,035 | 0,30 | 0,30 | 0,30 | |
35Г2 | 0,31-0,39 | 0,17-0,37 | 1,40-1,80 | 0,030 | 0,035 | 0,30 | 0,30 | 0,30 | |
40Г2 | 0,36-0,44 | 0,17-0,37 | 1,40-1,80 | 0,030 | 0,035 | 0,30 | 0,30 | 0,30 | |
45Г2 | 0,41-0,49 | 0,17-0,37 | 1,40-1,80 | 0,030 | 0,035 | 0,30 | 0,30 | 0,30 | |
50Г2 | 0,46-0,55 | 0,17-0,37 | 1,40-1,80 | 0,030 | 0,035 | 0,30 | 0,30 | 0,30 | |
5.1.1 Массовая доля N не должна превышать:
в кислородно-конвертерной стали:
- без внепечной обработки (БВО):
0,006% - для тонколистовой металлопродукции и ленты;
0,008% - для остальных видов металлопродукции.
- с внепечной обработкой (ВО) - 0,010%;
в стали, выплавленной в электропечах - 0,012%.
Способ выплавки и способ обработки стали, если не согласованы при оформлении заказа, выбирает изготовитель.
Массовая доля в стали не нормируется и не контролируется, если в стали массовая доля общего
составляет не менее 0,020% или кислоторастворимого
- не менее 0,015% или вводятся, по отдельности или в любом сочетании, азотосвязывающие элементы (
- не более 0,04%,
- не более 0,05%,
- не более 0,05%), при этом суммарное содержание азотосвязывающих (
,
,
,
) элементов должно быть не более 0,15%. Массовая доля в стали азотосвязывающих элементов должна быть указана в документе о качестве.
(Поправка. ИУС N 7-2018).
5.1.2 В стали марок 35, 40, 45, 50, 55 и 60, предназначенной для изготовления патентированной проволоки, массовая доля должна быть от 0,30% до 0,60% ,
- не более 0,15%,
- не более 0,15%,
- не более 0,20%, что должно быть указано в заказе.
5.1.3 В стали марок 08пс, 10пс, 15пс и 20пс, предназначенной для изготовления листовой металлопродукции для холодной штамповки, допускается снижение нижнего предела массовой доли до 0,25%.
5.1.4 В стали марки 08пс, предназначенной для изготовления жести, допускается снижение массовой доли ,
и
менее установленного нижнего предела и увеличение массовой доли общего
до 0,07%.
5.1.5 В стали всех марок допускается снижение массовой доли менее установленного нижнего предела при условии применения других, кроме
, раскислителей одновременно, по отдельности или в любом сочетании, (
,
,
,
) в необходимых количествах, а также при условии выполнения требований к механическим свойствам по таблицам 4, 5, а также, если согласовано в заказе, по таблицам 9, 10, 11 настоящего стандарта, или стандарта на соответствующую металлопродукцию. Массовая доля других раскислителей должна быть указана в документе о качестве.
5.1.6 В спокойной стали всех марок по таблице 1, предназначенной для изготовления металлопродукции по настоящему стандарту, допускается снижение нижнего предела массовой доли не более чем на 0,20% при условии выполнения требований к механическим свойствам по таблице 4, а также, если согласовано в заказе, по таблицам 9, 10, 11 настоящего стандарта. Предельные отклонения в металлопродукции по нижнему пределу
не допускаются.
В стали всех марок по таблице 1, предназначенной для изготовления других видов металлопродукции, перечисленных в области определения настоящего стандарта, допускается снижение нижнего предела массовой доли при условии выполнения требований к механическим свойствам, предусмотренных в стандарте на соответствующую металлопродукцию.
5.1.7 В спокойной стали, изготовляемой с применением металлического лома, допускается остаточная массовая доля и
не более 0,40% каждого. В документе о качестве указывают фактические значения массовой доли
и
в стали.
5.1.8 В стали всех марок, указанных в таблице 1, допускается массовая доля не более 0,08%.
5.1.9 В стали всех марок, указанных в таблице 2, допускается массовая доля остаточных элементов, не более: - 0,20%,
- 0,15%,
- 0,05%, введение
- 0,03%.
5.2 В металлопродукции допускаются отклонения по химическому составу от норм, приведенных в таблицах 1 и 2, 5.1.1-5.1.5, 7.2.2, 7.2.4, 7.2.7, 7.2.10, 7.2.11, 7.2.17 в соответствии с таблицей 3.
Таблица 3
Наименование элемента | Предельные отклонения, % |
±0,01 | |
| ±0,02 |
| |
- для стали марок, указанных в таблице 2 | ±0,05 |
- для стали других марок | ±0,03 |
+0,005 | |
±0,005 | |
| +0,002 |
±0,02* | |
±0,02* | |
±0,005* | |
* Применяется при нормировании элементов в диапазоне. Примечание - При поставке металлопродукции из стали всех марок по таблице 1 и 2 без нормирования нижнего предела массовой доли углерода, кремния, марганца и серы, учитывают только плюсовые предельные отклонения. | |
6 Сортамент
6.1 По форме, размерам и предельным отклонениям металлопродукция должна соответствовать требованиям для:
горячекатаной:
- круглой в прутках и мотках - ГОСТ 2590;
- квадратной в прутках и мотках - ГОСТ 2591 или по другому стандарту или с другими требованиями, согласовываемыми при оформлении заказа;
- шестигранной в прутках и мотках - ГОСТ 2879;
- полосовой - ГОСТ 103, ГОСТ 4405;
- профилей для косых шайб - ГОСТ 5157;
кованой:
- круглой и квадратной в прутках - ГОСТ 1133;
- полосовой - ГОСТ 4405;
калиброванной:
- круглой в прутках и мотках - ГОСТ 7417;
- квадратной в прутках и мотках - ГОСТ 8559;
- шестигранной в прутках и мотках - ГОСТ 8560;
- полосовой - нормативной документации, согласованной при оформлении заказа;
- со специальной отделкой поверхности в прутках и мотках - ГОСТ 14955.
Примечание - При поставке металлопродукции в мотках допускается в партии не более 5% мотков, состоящих из двух отрезков.
7 Технические требования
7.1 Характеристики базового исполнения
7.1.1 Металлопродукция горячекатаная круглая, квадратная и шестигранная, немерной длины в прутках и мотках, с предельными отклонениями по размеру (диаметру, стороне квадрата, диаметру вписанного круга) для обычной точности прокатки (В1), кривизны класса IV (при поставке в прутках) и других требований к форме - в соответствии с ГОСТ 2590, ГОСТ 2591, ГОСТ 2879.
7.1.2 Металлопродукция горячекатаная полосовая, немерной длины, с предельными отклонениями по толщине и ширине для обычной точности прокатки (ВТ1, ВШ1), обычной серповидности (ВС), нормальной плоскостности (ПН) и других требований к форме - в соответствии с ГОСТ 103.
7.1.3 Металлопродукция кованая - в соответствии с требованиями ГОСТ 1133 и ГОСТ 4405.
7.1.4 Металлопродукция калиброванная круглая, немерной длины, с предельными отклонениями по диаметру для квалитетов h9, h10, h11, h12 по ГОСТ 7417, овальностью - не более предельных отклонений по диаметру.
7.1.5 Металлопродукция со специальной отделкой поверхности круглая, немерной длины, с предельными отклонениями по диаметру для квалитетов h9, h10, h11, h12 по ГОСТ 14955, овальностью - не более половины предельных отклонений по диаметру.
7.1.6 Металлопродукция горячекатаная, калиброванная, со специальной отделкой поверхности в мотках, состоящих из одного отрезка.
7.1.7 Профиль для косых шайб по ГОСТ 5157 из стали марок 20 и 35.
7.1.8 Металлопродукция горячекатаная и кованая групп качества поверхности: 2ГП или 3ГП.
7.1.9 На поверхности металлопродукции группы качества поверхности 2ГП не должно быть раскатанных (раскованных) пузырей и загрязнений, плен, закатов (заковов), трещин, вкатанной окалины и раковин от окалины.
7.1.9.1 На поверхности металлопродукции допускаются без удаления отдельные риски, вмятины и рябизна глубиной в пределах половины суммы предельных отклонений размера (диаметра, толщины), а также волосовины, раскатанные (раскованные) пузыри и загрязнения глубиной, не превышающей суммы предельных отклонений размера (диаметра, толщины), но не более 0,2 мм, считая от фактического размера.
7.1.9.2 Недопустимые дефекты на поверхности металлопродукции должны быть удалены пологой вырубкой или зачисткой, ширина которой должна быть не менее пятикратной глубины.
Допускается удалять дефекты сплошной обточкой.
Глубина зачистки, вырубки или обточки дефектов, считая от фактического размера сечения, не должна превышать:
- половины суммы предельных отклонений на размер - для металлопродукции размером менее 80 мм;
- суммы предельных отклонений на размер - для металлопродукции размером от 80 до 140 мм включительно;
- 5% диаметра или толщины - для металлопродукции размером свыше 140 до 200 мм включительно;
- 6% диаметра или толщины - для металлопродукции размером свыше 200 мм.
В одном сечении металлопродукции размером (диаметром или толщиной) менее 140 мм допускается не более одной зачистки максимальной глубины, размером 140 мм и более - не более двух зачисток максимальной глубины.
7.1.10 На поверхности металлопродукции с качеством поверхности группы 3ГП допускаются местные дефекты глубиной, не превышающей минусового предельного отклонения размера (диаметра или толщины) для металлопродукции размером менее 100 мм, суммы предельных отклонений размера (диаметра или толщины) - для металлопродукции размером 100 мм и более.
Глубину залегания дефектов считают от номинального размера.
7.1.11 Концы металлопродукции горячекатаной и кованой должны быть обрезаны или обрублены. Допускаются смятые концы, а также заусенцы, высотой не более 2 мм.
Косина реза металлопродукции размером (диаметром, толщиной) до 30 мм включительно не регламентируется, свыше 30 мм - не должна превышать 0,1 диаметра или толщины.
Металлопродукцию размером до 40 мм включительно немерной длины допускается изготовлять с необрезными концами.
7.1.12 Качество поверхности и требования по обрезке концов калиброванной металлопродукции должны соответствовать ГОСТ 1051 для групп Б и В, со специальной отделкой поверхности - ГОСТ 14955 для групп В, Г и Д.
7.1.13 В металлопродукции со специальной отделкой поверхности обезуглероживание не допускается.
7.1.14 Металлопродукцию горячекатаную и кованую поставляют без термической обработки.
7.1.15 Металлопродукцию калиброванную и со специальной отделкой поверхности поставляют:
- нагартованной - НГ;
- термически обработанной - ТО (отожженной, высокоотпущенной, нормализованной, нормализованной с отпуском, закаленной с отпуском).
7.1.16 Твердость металлопродукции в состоянии поставки (ТВ1) не должна превышать:
- горячекатаной и кованой без термической обработки - 255 НВ;
- калиброванной и со специальной отделкой поверхности нагартованной:
из стали марок, указанных в таблице 1, - 269 НВ;
из стали марки 15Г - 207 НВ;
из стали остальных марок, указанных в таблице 2, - 269 НВ, фактические результаты контроля не являются браковочным признаком до 01.01.2016 г., заносятся в документ о качестве.
7.1.17 Механические свойства металлопродукции (Ml*) должны соответствовать нормам для стали марок:
- 08, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 58 (55пп), 60, 15Г, 20Г и 10Г2, определяемые на нормализованных образцах, - таблицы 4;
- 25Г, 30Г, 35Г, 40Г, 45Г, 50Г, 30Г2, 35Г2, 40Г2, 45Г2 и 50Г2, определяемые на термически обработанных (закалка с отпуском) образцах, - таблицы 5.
________________
* Вероятно ошибка оригинала. Следует читать "свойства металлопродукции (М1). - .
Таблица 4
Марка стали | Механические свойства, не менее | |||
Предел текучести | Временное сопротивление | Относительное удлинение | Относительное сужение | |
08 | 196 | 320 | 33 | 60 |
10 | 205 | 330 | 31 | 55 |
15 | 225 | 370 | 27 | 55 |
20 | 245 | 410 | 25 | 55 |
25 | 275 | 450 | 23 | 50 |
30 | 295 | 490 | 21 | 50 |
35 | 315 | 530 | 20 | 45 |
40 | 335 | 570 | 19 | 45 |
45 | 355 | 600 | 16 | 40 |
50 | 375 | 630 | 14 | 40 |
55 | 380 | 650 | 13 | 35 |
58 (55пп) | 315 | 600 | 12 | 28 |
60 | 400 | 680 | 12 | 35 |
60пп, 60пп "селект" | 355 | 600 | 12 | 30 |
15Г | 245 | 410 | 26 | 55 |
20Г | 275 | 450 | 24 | 50 |
10Г2 | 245 | 420 | 22 | 50 |
Примечание - По согласованию изготовителя с заказчиком для металлопродукции из стали марок 25, 30, 35, 40, 45, 50, 55, 58 (55пп), 60 допускается снижение временного сопротивления на 20 Н/мм | ||||
Таблица 5
Марка стали | Механические свойства, не менее | |||
Предел текучести | Временное сопротивление | Относительное удлинение | Относительное сужение | |
25Г | 295 | 490 | 22 | 50 |
30Г | 315 | 540 | 20 | 45 |
35Г | 335 | 560 | 18 | 45 |
40Г | 355 | 590 | 17 | 45 |
45Г | 375 | 620 | 15 | 40 |
50Г | 390 | 650 | 13 | 40 |
30Г2 | 345 | 590 | 15 | 45 |
35Г2 | 365 | 620 | 13 | 40 |
40Г2 | 380 | 660 | 12 | 40 |
45Г2 | 400 | 690 | 11 | 40 |
50Г2 | 420 | 740 | 11 | 35 |
7.1.17.1 Для металлопродукции диаметром или толщиной св. 80 до 180 мм включ. допускается снижение относительного удлинения на 2% (абс.) и относительного сужения на 5% (абс.), для металлопродукции диаметром или толщиной св. 180 мм - снижение относительного удлинения на 3% (абс.) и относительного сужения на 10% (абс.).
7.1.17.2 При контроле механических свойств на перекованной (перекатанной) пробе размером сечения от 90 до 100 мм нормы механических свойств должны соответствовать нормам, указанным в таблицах 4, 5 соответственно.
7.1.18 Макроструктура металлопродукции, произведенной из слитка, не должна иметь остатков усадочной раковины, подусадочной рыхлоты, пузырей, расслоений, трещин, корочек, инородных металлических и шлаковых включений и флокенов.
Макроструктура металлопродукции, произведенной из непрерывнолитой заготовки, не должна иметь осевой рыхлости, трещин, корочек, расслоений, инородных металлических и шлаковых включений и флокенов.
Другие дефекты макроструктуры, классифицированные ГОСТ 10243, не нормируются и не контролируются.
Примечание - Дополнительные требования к макроструктуре и условия ее контроля, а также необходимость контроля макроструктуры проката толщиной или диаметром менее 40 мм могут быть изложены при оформлении заказа.
(Поправка. ИУС N 7-2018).
7.2 Требования к металлопродукции, устанавливаемые по согласованию изготовителя с заказчиком
Требования в заказе указывают путем ссылки на соответствующие подпункты (например: "7.2.8") или на приведенные в них условные обозначения.
7.2.1 Металлопродукция из стали марок по таблице 1 и 2 без нормирования нижнего предела массовой доли ,
и
, при условии выполнения требований к механическим свойствам по таблицам 4, 5, 11 настоящего стандарта.
7.2.2 Металлопродукция из стали с суженными, по сравнению с приведенными в таблице 1, пределами по массовой доле по ковшевой пробе, но не менее 0,05%.
7.2.3 Металлопродукция из стали с суженными, по сравнению с приведенными в таблице 1, пределами по массовой доле по ковшевой пробе, но не менее 0,05%, без учета предельных отклонений в металлопродукции, указанных в таблице 3.
7.2.4 Металлопродукция из стали с суженными, по сравнению с приведенными в таблице 1, пределами по массовой доле по ковшевой пробе, но не менее 0,10%.
7.2.5 Металлопродукция из стали марок 15Г, 20Г, 25Г, 30Г, 35Г, 40Г, 45Г, 50Г, 30Г2, 35Г2, 40Г2, 45Г2 и 50Г2 со снижением нижнего предела массовой доли по ковшевой пробе не более чем на 0,20% при условии выполнения требований к механическим свойствам по таблицам 4, 5, 11 настоящего стандарта. Предельные отклонения в металлопродукции по нижнему пределу
не допускаются.
7.2.6 Металлопродукция из спокойной стали с массовой долей по ковшевой пробе от 0,17% до 0,27%.
7.2.7 Металлопродукция из стали с массовой долей по ковшевой пробе от 0,020% до 0,040%.
7.2.8 Металлопродукция из стали марок 15, 20, 25, 30, 35, 40, 45, 50, 15Г, 20Г, 25Г, 30Г, 35Г, 40Г, 45Г, 50Г, 10Г2, 30Г2, 35Г2, 40Г2, 45Г2 и 50Г2 с массовой долей и
по ковшевой пробе не более 0,015% каждого.
7.2.9 Металлопродукция из стали марок 15, 20, 25, 30, 35, 40, 45, 50, 15Г, 20Г, 25Г, 30Г, 35Г, 40Г, 45Г, 50Г, 10Г2, 30Г2, 35Г2, 40Г2, 45Г2 и 50Г2 с массовой долей и
по ковшевой пробе не более 0,025% каждого.
7.2.10 Металлопродукция из стали всех марок, кроме 05кп, 08кп, 08пс, 08, с массовой долей по ковшевой пробе от 0,10% до 0,25%.
7.2.11 Металлопродукция из стали с массовой долей по ковшевой пробе от 0,10% до 0,25%.
7.2.12 Металлопродукция из спокойной стали, изготовленной с применением металлического лома, с массовой долей остаточного по ковшевой пробе не более 0,30%.
7.2.13 Металлопродукция из стали всех марок, кроме 11кп и 18кп, с массовой долей по ковшевой пробе не более 0,25%.
7.2.14 Металлопродукция из стали с массовой долей ,
,
по ковшевой пробе не более 0,15% каждого.
7.2.15 Металлопродукция из кислородно-конвертерной стали без внепечной обработки, кроме стали для тонколистовой металлопродукции, с массовой долей по ковшевой пробе не более 0,009% с предельными отклонениями по
в металлопродукции +0,001%.
7.2.16 Массовая доля по ковшевой пробе не более 0,008% - в кислородно-конвертерной стали без внепечной обработки, предназначенной для изготовления тонколистовой металлопродукции.
7.2.17 Металлопродукция из спокойной и полуспокойной стали всех марок с массовой долей общего по ковшевой пробе от 0,020% до 0,050%.
7.2.18 Металлопродукция с гарантией свариваемости (ГС).
Свариваемость обеспечивается химическим составом, углеродным эквивалентом и технологией изготовления. Величину углеродного эквивалента и формулу его определения согласовывают в заказе.
7.2.19 Металлопродукция длиной:
- горячекатаная и кованая:
мерной (МД);
мерной с немерной длиной (МД1);
кратной мерной (КД);
кратной мерной с немерной длиной (КД1);
ограниченной в пределах немерной длины (ОД);
ограниченной с немерной длиной (ОД1).
При поставке металлопродукции длиной МД1, КД1, ОД1 допускается наличие металлопродукции немерной длины в количестве не более 5% массы партии:
- калиброванная - в соответствии с требованиями стандартов на сортамент, указанных в 6.1;
- со специальной отделкой поверхности - в соответствии с требованиями ГОСТ 14955.
7.2.20 Металлопродукция калиброванная круглая немерной длины (НД) с овальностью - не более половины предельных отклонений по диаметру.
7.2.21 Металлопродукция горячекатаная:
- круглая - высокой (А1) и повышенной (Б1) точности прокатки;
- квадратная - повышенной (Б1).
7.2.22 Металлопродукция горячекатаная, калиброванная и со специальной отделкой поверхности в мотках, состоящих из двух отрезков.
7.2.23 Металлопродукция горячекатаная и кованая с качеством поверхности группы 1ГП - без раскатанных (раскованных) пузырей и загрязнений, волосовин.
Дефекты на поверхности должны быть удалены пологой вырубкой или зачисткой, ширина которой должна быть не менее пятикратной глубины.
Допускается удалять дефекты сплошной обточкой.
Глубина зачистки, вырубки или обточки дефектов металлопродукции не должна превышать норм, указанных в 7.1.9.2.
На поверхности металлопродукции допускаются без удаления отдельные мелкие риски, вмятины и рябизна в пределах половины суммы предельных отклонений по размеру (диаметру, толщины).
7.2.24 Металлопродукция горячекатаная и кованая с качеством поверхности группы 1ГП с испытанием на горячую осадку на 65% (65).
На осаженных образцах не должно быть трещин и разрывов.
7.2.25 Металлопродукция горячекатаная с нормированной длиной смятия концов не более 70 мм.
7.2.26 Металлопродукция горячекатаная и кованая с зачисткой заусенцев с одной стороны без смятия концов (УЗ1) или с зачисткой заусенцев с двух сторон без смятия концов (УЗ2). Для удаления заусенцев допускается снятие фаски. Размер фаски не регламентируется.
7.2.27 Металлопродукция горячекатаная и кованая без заусенцев и смятых концов (УЗ3), при этом "чашечка" или остатки "чашечки" на металлопродукции не являются браковочным признаком. Вид "чашечки" и остатков "чашечки" приведен в приложении А.
7.2.28 Металлопродукция со снятием фаски на одном конце прутка (Ф1) или на двух концах (Ф2). Величину фаски не регламентируют.
7.2.29 Металлопродукция из стали марок 35, 40, 45, 50, 55, 58 (55пп), 60, 50Г, 10Г2, 30Г2, 35Г2, 40Г2, 45Г2 и 50Г2, предназначенная для деталей, подвергаемых поверхностной закалке токами высокой частоты, с величиной обезуглероженного слоя (феррит + переходная зона) не более:
- 1,5% диаметра или толщины на сторону (1С);
- 0,5% диаметра или толщины на сторону (2С).
7.2.30 Металлопродукция из стали с массовой долей 0,30% и более по нижнему пределу в марке с регламентированной величиной обезуглероженного слоя (феррит + переходная зона) - не более 1,0% диаметра или толщины на сторону (3С).
7.2.31 Металлопродукция горячекатаная и кованая в термически обработанном состоянии (отожженная, высокоотпущенная, нормализованная, нормализованная с отпуском) - ТО.
7.2.32 Металлопродукция с конкретным видом термической обработки, оговариваемым в заказе:
- отожженная - ОТ;
- высокоотпущенная - ВО;
- нормализованная - Н;
- нормализованная с отпуском - НО;
- закаленная с отпуском - ЗО.
7.2.33 Металлопродукция горячекатаная и кованая в травленом (Т) состоянии.
7.2.34 Металлопродукция с нормируемой твердостью в состоянии поставки (ТВ2) в соответствии с требованиями, указанными в таблицах 6 и 7.
Таблица 6
Марка стали | Твердость НВ, не более, для металлопродукции | |||
горячекатаной и кованой | калиброванной и со специальной отделкой поверхности | |||
без термической обработки | после отжига или высокого отпуска | нагартованной | после отжига или высокого отпуска | |
08 | 131 | - | 179 | 131 |
10 | 143 | - | 187 | 143 |
15 | 149 | - | 197 | 149 |
20 | 163 | - | 207 | 163 |
25 | 170 | - | 217 | 170 |
30 | 179 | - | 229 | 179 |
35 | 207 | - | 229 | 187 |
40 | 217 | 187 | 241 | 197 |
45 | 229 | 197 | 241 | 207 |
50 | 241 | 207 | 255 | 217 |
55 | 255 | 217 | 269 | 229 |
58 (55пп) | 255 | 217 | + | + |
60 | 255 | 229 | 269 | 229 |
Примечания 1 Знак "-" означает, что твердость не нормируют и не контролируют. 2 Знак "+" означает, что контроль твердости проводят для набора статистических данных, результаты контроля заносят в документ о качестве. | ||||
Таблица 7
Марка стали | Твердость НВ, не более, для металлопродукции | ||
горячекатаной и кованой | калиброванной и со специальной отделкой поверхности после отжига или высокого отпуска | ||
после нормализации с последующим высоким отпуском | после отжига или высокого отпуска | ||
15Г | 179 | 163 | 179 |
20Г | 197 | 179 | 197 |
25Г | 207 | 197 | 207 |
30Г | 207 | 197 | 207 |
35Г | 217 | 207 | 217 |
40Г | 217 | 207 | 217 |
45Г | 241 | 229 | 241 |
50Г | 241 | 229 | 241 |
10Г2 | 207 | 197 | 207 |
30Г2 | 217 | 207 | 217 |
35Г2 | 217 | 207 | 217 |
40Г2 | 229 | 217 | 229 |
45Г2 | 241 | 229 | 241 |
50Г2 | 241 | 229 | 241 |
Примечание - По согласованию изготовителя с заказчиком допускается изготовлять металлопродукцию без отжига или высокого отпуска с твердостью, соответствующей нормам, указанным в таблице. | |||
7.2.35 Металлопродукция калиброванная и со специальной отделкой поверхности нагартованная с твердостью, повышенной на 15 НВ по сравнению с приведенной в таблице 6 (ТВЗ).
7.2.36 Металлопродукция калиброванная и со специальной отделкой поверхности из стали всех марок по таблицам 6 и 7 с нормированной твердостью в нормализованном с отпуском и закаленном с отпуском состояниях (ТВ5). Нормы твердости согласовывают в заказе.
7.2.37 Металлопродукция горячекатаная и кованая из стали марок по таблицам 6 и 7 с нормированной твердостью в нормализованном состоянии (ТВ6). Нормы твердости согласовывают в заказе.
7.2.38 Металлопродукция из стали марок 45, 50, 50А с нормированной твердостью (ТВ4), определяемой на закаленных образцах, в соответствии с требованиями, указанными в таблице 8.
Таблица 8
Марка стали | Твердость на закаленных образцах HRC, не менее |
45 | 46 |
50, 50А | 51 |
7.2.39 Металлопродукция калиброванная в нагартованном или термически обработанном (отожженном или высокоотпущенном) состоянии с нормированными механическими свойствами (М2) в соответствии с требованиями, указанными в таблице 9.
Таблица 9
Марка стали | Механические свойства, не менее, для металлопродукции | |||||
нагартованной | отожженной или высокоотпущенной | |||||
Временное сопротив- | Относи- | Относи- | Временное сопротив- | Относи- | Относи- | |
10 | 410 | 8 | 50 | 290 | 26 | 55 |
15 | 440 | 8 | 45 | 340 | 23 | 55 |
20 | 490 | 7 | 40 | 390 | 21 | 50 |
25 | 540 | 7 | 40 | 410 | 19 | 50 |
30 | 560 | 7 | 35 | 440 | 17 | 45 |
35 | 590 | 6 | 35 | 470 | 15 | 45 |
40 | 610 | 6 | 35 | 510 | 14 | 40 |
45 | 640 | 6 | 30 | 540 | 13 | 40 |
50 | 660 | 6 | 30 | 560 | 12 | 40 |
7.2.40 Металлопродукция калиброванная из стали марок 08, 55 и 60 в нагартованном или термически обработанном состоянии с контролем механических свойств (М3). Нормы механических свойств согласовывают в заказе.
7.2.41 Металлопродукция с механическими свойствами из стали марок по таблицам 4, 5 и 9 без нормирования относительного сужения (М4).
7.2.42 Металлопродукция с нормированными механическими свойствами (М5), определяемыми на образцах, вырезанных из термически обработанных (закалка с отпуском) заготовок в соответствии с требованиями, указанными в таблице 10. Размер заготовки для термической обработки оговаривают в заказе.
Таблица 10
Марка стали | Механические свойства металлопродукции размером | |||||||||||
до 16 мм включ. | св. 16 до 40 мм включ. | св. 40 до 100 мм включ. | ||||||||||
Предел теку- | Времен- | Относи- | Работа удара | Предел теку- | Времен- | Относи- | Работа удара | Предел теку- | Времен- | Относи- | Работа удара | |
не менее | не менее | не менее | ||||||||||
25 | 375 | 550-700 | 19 | 35 | 315 | 500-650 | 21 | 35 | + | + | + | + |
30 | 400 | 600-750 | 18 | 30 | 355 | 550-700 | 20 | 30 | 295 | 500-650 | 21 | 30 |
35 | 430 | 630-780 | 17 | 25 | 380 | 600-750 | 19 | 25 | 315 | 550-700 | 20 | 25 |
40 | 460 | 650-800 | 16 | 20 | 400 | 630-780 | 18 | 20 | 355 | 600-750 | 19 | 20 |
45 | 490 | 700-850 | 14 | 15 | 430 | 650-800 | 16 | 15 | 375 | 630-780 | 17 | 15 |
50 | 520 | 750-900 | 13 | + | 460 | 700-850 | 15 | + | 400 | 650-800 | 16 | + |
55 | 550 | 800-950 | 12 | + | 490 | 750-900 | 14 | + | 420 | 700-850 | 15 | + |
60 | 580 | 850-1000 | 11 | + | 520 | 800-950 | 13 | + | 450 | 750-900 | 14 | + |
Примечания 1 Знак "+" означает, что испытания проводят для набора статистических данных, результаты испытаний заносят в документ о качестве. 2 Механические свойства металлопродукции из стали марки 30 распространяются на металлопродукцию размером до 63 мм включ. 3 Значения механических свойств приведены для металлопродукции круглого сечения. Для прямоугольных сечений диапазоны эквивалентных диаметров - в соответствии с приложением Б. | ||||||||||||
7.2.43 Металлопродукция из стали марок 25, 30, 35, 40, 45, 50, 25Г, 30Г, 35Г, 40Г, 45Г, 50Г с нормированной ударной вязкостью (КУВ1), определяемой на термически обработанных образцах (закалка с отпуском). Нормы ударной вязкости приведены в таблице 11.
Таблица 11
Марка стали | Ударная вязкость |
25, 25Г | 88 |
30, 30Г | 78 |
35, 35Г | 69 |
40, 40Г | 59 |
45, 45Г | 49 |
50, 50Г | 39 |
7.2.44 Металлопродукция с нормированной ударной вязкостью ![]() при температуре испытания минус 40 °С (КУВ2). Марку стали, нормы ударной вязкости и требования к образцам согласовывают в заказе.
при температуре испытания минус 40 °С (КУВ2). Марку стали, нормы ударной вязкости и требования к образцам согласовывают в заказе.
7.2.45 Металлопродукция с нормированной ударной вязкостью ![]() при температуре испытания (20±10) °С, минус 20 °С, минус 40 °С, минус 70 °С (КУВ3). Марку стали, температуру испытания, нормы ударной вязкости и требования к образцам согласовывают в заказе.
при температуре испытания (20±10) °С, минус 20 °С, минус 40 °С, минус 70 °С (КУВ3). Марку стали, температуру испытания, нормы ударной вязкости и требования к образцам согласовывают в заказе.
7.2.46 Металлопродукция с нормированной в баллах макроструктурой
7.2.46.1 Металлопродукция, произведенная из слитка (КМС1), - в соответствии с требованиями, указанными в таблице 12.
Таблица 12
Макроструктура стали в баллах, не более | ||||||||
Цент- | Точеч- | Ликва- | Общая пятнис- | Краевая пятнис- | Подусадочная ликвация для металлопродукции размером | Подкор- | Межкри- | |
до 70 мм включ. | св. 70 мм | |||||||
3 | 3 | 3 | 2 | 1 | 1 | 2 | Не допускаются | |
Примечание - Для металлопродукции размером 70 мм и более с качеством поверхности группы 3ГП допускаются подкорковые пузыри балла 2 на глубину не более | ||||||||
7.2.46.2 Металлопродукция, произведенная из непрерывнолитой заготовки (КМС2), - в соответствии с требованиями, указанными в таблице 13.
Таблица 13
Размер металло- | Макроструктура стали в баллах, не более | ||||
Центральная пористость | Подусадочная (осевая) ликвация | Ликвационные полоски и трещины | Краевое точечное загрязнение | Светлая полоса (контур) | |
От 40 до 70 включ. | 2 | 2 | 1 | 1 | 2 |
Св. 70 " 180 " | 3 | 3 | 1 | 1 | 2 |
7.2.47 Металлопродукция с ультразвуковым контролем (УЗК) внутренних дефектов по ГОСТ 21120. Группу качества согласовывают в заказе.
7.2.48 Металлопродукция с гарантией норм загрязненности стали по волосовинам, определяемым потребителем на готовых деталях. Загрязненность стали не должна превышать норм, указанных в таблице 14.
Таблица 14
Общая площадь контролируемой поверхности детали, см | Количество допустимых волосовин | Максимальная длина волосовин, мм | Суммарная протяженность волосовин, мм | |
До 50 включ. | 5 | 6 | 10 | |
св. 50 " 100 " | 6 | 7 | 10 | |
" 100 " 200 " | 8 | 8 | 20 | |
" 200 " 300 " | 10 | 9 | 30 | |
" 300 " 400 " | 11 | 10 | 40 | |
" 400 " 600 " | 12 | 12 | 60 | |
" 600 " 800 " | 13 | 14 | 80 | |
" 800 " 1000 " | 15 | 15 | 100 | |
Примечания 1 На каждые последующие 200 см 2 На деталях с площадью поверхности свыше 200 см | ||||
7.2.49 Металлопродукция, подвергаемая очистке дробью от окалины (ДО).
7.2.50 Металлопродукция горячекатаная и кованая с обточенной поверхностью (ОБТ), без регламентации шероховатости поверхности.
7.2.51 Металлопродукция с нормированной величиной зерна в стали:
- аустенитного:
не крупнее номера 5 (НЗ1);
в пределах номеров от 5 до 8 (НЗ2);
- действительного - не крупнее номера 5 (НЗ3).
7.2.52 Металлопродукция с нормированной прокаливаемостью:
- из стали марок 35, 40 и 45 (ПР1) - в соответствии с приложением В. Значения замеров твердости по полной полосе или в нормируемых точках указывают в заказе;
- из стали марок 60пп, 60пп "селект", 50Г, 30Г2, 35Г2, 40Г2, 45Г2 и 50Г2 (ПР2). Значения твердости по полной полосе или в нормируемых точках согласовывают в заказе.
7.2.53 Металлопродукция с нормированием загрязненности стали неметаллическими включениями. Нормы и метод оценки - по ГОСТ 1778, [2], [3] или согласовывают в заказе.
7.2.54 Металлопродукция малотоннажных партий.
Массу партии согласовывают в заказе.
7.3 Схема и примеры условных обозначений металлопродукции - в соответствии с приложением Г.
8 Правила приемки
8.1 Металлопродукцию принимают партиями, состоящими из стали одной марки, одной плавки (плавки-ковша), одного размера по сечению и одного режима термической обработки (при изготовлении в термически обработанном состоянии).
По согласованию изготовителя с заказчиком партии формируют из стали одной марки нескольких плавок, одного размера по сечению.
8.1.1 Каждую партию сопровождают документом о качестве, оформленным по ГОСТ 7566. В документе о качестве дополнительно указывают:
- способ выплавки стали;
- наличие или отсутствие внепечной обработки для кислородно-конвертерной стали;
- при заказе металлопродукции, предназначенной для изготовления патентированной проволоки (5.1.2), листовой продукции для холодной штамповки (5.1.3), жести (5.1.4) - назначение металлопродукции;
- для металлопродукции, принимаемой с требованиями в соответствии с 7.2, дополнительно указывают результаты испытаний по заказываемым показателям.
8.2 Для проверки качества от партии металлопродукции отбирают:
- для химического анализа - пробы по ГОСТ 7565*. Контроль остаточных элементов: ,
,
,
,
,
,
изготовитель проводит периодически не реже раза в квартал. Контроль остаточных элементов в стали, изготовляемой с применением металлического лома, массовую долю
и
определяют на каждой плавке;
________________
* В Российской Федерации может использоваться ГОСТ Р ИСО 14284-2009 "Сталь и чугун. Отбор и подготовка образцов для определения химического состава".
- для контроля качества поверхности - все прутки, полосы и мотки;
- для контроля размеров и отклонений формы - 10% прутков, полос и мотков, но не менее 5 штук;
- для испытания на осадку - три прутка, полосы или мотка;
- для контроля твердости в состоянии поставки - 2% прутков, полос или мотков, но не менее 3 штук;
- для контроля твердости на закаленных образцах - два прутка, две полосы или два мотка от плавки (плавки-ковша);
- для испытания на растяжение - один пруток, одну полосу или один моток для контроля в нормализованном состоянии, два прутка, две полосы или два мотка - для контроля в нагартованном, отожженном, высокоотпущенном или закаленном с отпуском состоянии;
- для испытания на ударный изгиб - два прутка, две полосы или два мотка;
- для контроля макроструктуры и определения глубины обезуглероженного слоя - два прутка, две полосы или два мотка;
- для определения величины аустенитного и действительного зерна - один пруток, одну полосу или один моток от плавки (плавки-ковша);
- для определения прокаливаемости - один пруток, одну полосу или один моток от плавки (плавки-ковша);
- для определения загрязненности стали неметаллическими включениями - шесть прутков, полос или мотков от плавки (плавки ковша).
(Поправка. ИУС N 7-2018).
8.2.1 При поставке металлопродукции партиями, сформированными из стали нескольких плавок, отбор контрольных единиц для проверки качества проводят в количестве, предусмотренном выше, от каждой плавки.
8.3 При получении неудовлетворительных результатов испытаний хотя бы по одному показателю при выборочном контроле по нему проводят повторные испытания на удвоенном количестве проб, отобранных от единиц металлопродукции, из числа не проходивших испытания.
8.3.1 При получении удовлетворительных результатов при повторных испытаниях все единицы продукции, входящие в партию, считают годными, за исключением единиц продукции, не выдержавших первичные испытания.
8.3.2 При получении неудовлетворительных результатов при повторных испытаниях допускается изготовителю проводить сплошной контроль по показателям с выборочным контролем, по которым эти испытания не выдержаны или подвергать металлопродукцию повторной термической обработке (если таковая проводилась).
8.3.3 При получении неудовлетворительных результатов анализа ковшевой пробы химический состав стали может быть аттестован по анализу готовой продукции. При этом в документе о качестве указывают результаты двух анализов.
9 Методы испытаний
9.1 Химический анализ стали проводят по ГОСТ 12349, ГОСТ 12354, ГОСТ 12359, ГОСТ 12361, ГОСТ 17745**, ГОСТ 18895**, ГОСТ 22536.0 - ГОСТ 22536.12, ГОСТ 27809, ГОСТ 28033, ГОСТ 28473 или другими методами, обеспечивающими требуемую точность измерений и аттестованными в установленном порядке.
________________
* В Российской Федерации может использоваться ГОСТ Р ИСО 14284-2009 "Сталь и чугун. Отбор и подготовка образцов для определения химического состава".
** В Российской Федерации могут использоваться ГОСТ Р 54153-2010 "Сталь. Метод атомно-эмиссионного спектрального анализа" и ГОСТ Р ИСО 4943-2010 "Сталь и чугун. Определение содержания меди. Спектрометрический метод атомной абсорбции в пламени".
При разногласиях в оценке химического состава контроль проводят методами химического анализа по приведенным выше стандартам.
(Поправка. ИУС N 7-2018).
9.2 Качество поверхности проверяют осмотром металлопродукции без применения увеличительных приборов. При необходимости, проводят светление или травление поверхности. Для металлопродукции со специальной отделкой поверхности диаметром до 3 мм включительно осмотр проводят при увеличении до 10. Глубину залегания дефектов на поверхности металлопродукции определяют контрольной зачисткой или запиловкой напильником.
9.2.1 Допускается проведение автоматизированного контроля качества поверхности металлопродукции с глубиной выявления дефектов 0,3 мм и более - для металлопродукции с качеством поверхности 2ГП и 3ГП и 0,2 мм и более - для металлопродукции с качеством поверхности 1ГП. Методику контроля выбирает изготовитель.
9.3 Контроль размеров металлопродукции проводят стандартизованными средствами измерения и средствами допускового контроля.
9.3.1 Методика измерения отклонений формы в соответствии с ГОСТ 26877.
9.4 Отбор проб от мотков для всех видов испытаний проводят на расстоянии не менее 1,5 витка от конца раската.
9.5 От каждого отобранного для контроля прутка, полосы или мотка отбирают:
- для испытания на растяжение и осадку, для определения величины аустенитного зерна, действительного зерна, прокаливаемости, глубины обезуглероженного слоя, контроля твердости, контроля загрязненности стали неметаллическими включениями - по одному образцу;
- для испытания на ударный изгиб - по одному образцу для соответствующих условий испытания;
- для контроля макроструктуры - один темплет.
9.6 Отбор проб для испытаний на осадку - по ГОСТ 7564.
9.7 Отбор проб для испытания механических свойств по таблицам 4, 5 и 9 проводят по ГОСТ 7564 (вариант 1), по таблице 10 и 11 - по ГОСТ 7564 (вариант 2).
9.7.1 Пробы для контроля механических свойств отбирают от металлопродукции в поставляемом профиле.
Допускается для металлопродукции диаметром (толщиной) свыше 180 мм, поставляемой без термической обработки, в отожженном или высокоотпущенном состоянии, пробы перековывать (перекатывать) на сечение диаметром (толщиной) от 90 до 100 мм.
Вариант отбора проб (из поставляемого профиля или из перекованной (перекатанной) пробы для металлопродукции диаметром (толщиной) свыше 180 мм, поставляемой без термической обработки, в отожженном или высокоотпущенном состоянии, определяет изготовитель.
9.8 Отбор продольных образцов для контроля твердости после закалки проводят по схеме в соответствии с приложением Д.
Пробы для изготовления образцов могут быть вырезаны из металлопродукции в состоянии поставки или из заготовки.
Рекомендуемый режим закалки образцов приведен в приложении Е.
9.9 Испытание на осадку в горячем состоянии проводят по ГОСТ 8817.
Образцы для испытания нагревают до температуры для металлопродукции:
- из стали марок 15Г, 20Г, 25Г, 30Г, 35Г, 45Г, 50Г, 10Г2, 30Г2, 35Г2, 40Г2, 45Г2, 50Г2 - от 1150 °С до 1250 °С;
- из стали остальных марок - от 850 °С до 1000 °С.
Температуру нагрева образцов указывают в документе о качестве.
Образцы осаживают на 65% относительно первоначальной высоты. На осаженных образцах не должно быть раскрывшихся трещин и закатов.
Испытание на горячую осадку металлопродукции размером свыше 80 мм изготовитель может не проводить при условии гарантии испытания у заказчика.
9.10 Твердость по Бринеллю определяют по ГОСТ 9012. Твердость металлопродукции диаметром или толщиной менее 5 мм не определяют.
9.11 Твердость по Роквеллу определяют по ГОСТ 9013 на площадке, расположенной на середине длины образца. Поверхность площадки для замера твердости подвергают зачистке, при этом шероховатость поверхности должна быть не более 1,25 мкм по ГОСТ 2789.
9.12 Испытание на растяжение проводят по ГОСТ 1497 на продольных образцах пятикратной длины диаметром 5 или 10 мм. В тех случаях, когда при испытании на растяжение на металле не обнаруживается участок текучести и нельзя определить предел текучести , допускается определять условный предел текучести
![]() . Фактические значения предела текучести
. Фактические значения предела текучести ![]() должны соответствовать нормам для предела текучести
должны соответствовать нормам для предела текучести .
Для металлопродукции диаметром (толщиной) до 25 мм включительно испытание допускается проводить на натурных образцах (без механической обработки).
9.12.1 Для металлопродукции, поставляемой без термической обработки или термически обработанной (кроме нормализованной), испытание на растяжение в соответствии с требованиями таблицы 4 проводят на образцах, изготовленных из нормализованных заготовок диаметром (толщиной) от 20 до 25 мм, для металлопродукции диаметром (толщиной) менее 25 мм - на образцах, изготовленных из нормализованных проб поставляемого профиля.
Рекомендуемый режим нормализации заготовок приведен в приложении Ж.
Для металлопродукции, поставляемой в нормализованном состоянии, испытание на растяжение проводят на образцах, отобранных от металлопродукции в состоянии поставки.
По согласованию с заказчиком испытания на растяжение для нормализованной металлопродукции диаметром (толщиной) 180 мм и более допускается проводить на образцах, вырезанных из заготовок диаметром (толщиной) от 20 до 25 мм, отобранных от поставляемого профиля до проведения термической обработки и подвергнутых нормализации одновременно с металлопродукцией.
9.12.2 Испытание на растяжение в соответствии с требованиями таблицы 5 проводят на образцах, изготовленных из термически обработанных (закалка с отпуском) заготовок диаметром (толщиной) от 20 до 25 мм, для металлопродукции диаметром (толщиной) менее 25 мм - на образцах, изготовленных из термически обработанных (закалка с отпуском) проб поставляемого профиля.
Рекомендуемый режим закалки с отпуском заготовок приведен в приложении Ж.
9.12.3 Испытание на растяжение в соответствии с требованиями таблицы 10 проводят на образцах, изготовленных из термически обработанных (закалка с отпуском) заготовок указанного в заказе размера. Рекомендуемый режим закалки с отпуском заготовок приведен в приложении И.
9.13 Испытание на ударный изгиб проводят по ГОСТ 9454 на образцах типа 1, 2 или 3 (,
) или типа 11, 12 или 13
![]() , изготовленных из термически обработанных заготовок размером 25 мм или размером поставляемого профиля - для металлопродукции диаметром (толщиной) менее 25 мм.
, изготовленных из термически обработанных заготовок размером 25 мм или размером поставляемого профиля - для металлопродукции диаметром (толщиной) менее 25 мм.
Направление оси образца - вдоль направления прокатки.
Рекомендуемые режимы термической обработки заготовок приведены в приложениях Ж, И.
9.14 Макроструктуру контролируют визуально в соответствии с ГОСТ 10243 на протравленных темплетах или изломе.
Оценку качества макроструктуры металлопродукции проводят:
- изготовленной из слитка - по ГОСТ 10243;
- изготовленной из непрерывнолитой заготовки в части дефектов:
центральная пористость и подусадочная (осевая) ликвация - по ГОСТ 10243 или по нормативной документации, согласованной в установленном порядке;
ликвационные полоски и трещины, краевое точечное загрязнение, светлая полоса (контур) - по нормативной документации, согласованной в установленном порядке.
Допускается применять методы ультразвукового контроля (УЗК) и другие неразрушающие методы контроля, согласованные в установленном порядке.
Допускается отсутствие флокенов не контролировать, а гарантировать технологией изготовления.
Примечания
1 Качество макроструктуры металлопродукции диаметром менее 40 мм, произведенной из непрерывнолитой заготовки, допускается гарантировать без проведения контроля.
2 По согласованию изготовителя с заказчиком качество макроструктуры металлопродукции допускается гарантировать при условии удовлетворительных результатов контроля макроструктуры на стадии разливки.
9.15 Глубину обезуглероженного слоя определяют по ГОСТ 1763, метод М.
9.16 Прокаливаемость определяют методом торцовой закалки по ГОСТ 5657.
Допускается определять прокаливаемость методом объемной закалки по согласованной методике или применением расчетного метода прокаливаемости по [4].
9.17 Величину аустенитного зерна определяют по ГОСТ 5639 для металлопродукции из стали с массовой долей до 0,25% - методом цементации или методом окисления, для металлопродукции из стали с массовой долей
свыше 0,25% - методом окисления. Величину действительного зерна определяют по ГОСТ 5639 методом травления.
9.18 Контроль загрязненности стали волосовинами проводят на готовых деталях у потребителя методами в соответствии с нормативной документацией, согласованной в установленном порядке.
9.19 Загрязненность стали неметаллическими включениями определяют по ГОСТ 1778, [2] или [3].
9.20 Для металлопродукции из стали одной плавки, прошедшей контроль механических свойств, макроструктуры, прокаливаемости, загрязненности стали неметаллическими включениями и величины зерна на крупных профилях металлопродукции, при изготовлении более мелких профилей перечисленные испытания допускается не проводить. В документе о качестве в этом случае указывают: "соответствует ГОСТ 1050".
9.21 При использовании статистических и других неразрушающих методов контроля механических свойств в соответствии с ГОСТ 30415* или другой нормативной документацией, согласованной в установленном порядке, контроль механических свойств изготовителю допускается не проводить.
________________
* В Российской Федерации могут использоваться ГОСТ Р 50779.10-2000 (ИСО 3534-1-93) "Статистические методы. Вероятность и основы статистики. Термины и определения" и ГОСТ Р 50779.11-2000 (ИСО 3534-2-93) "Статистические методы. Статистическое управление качеством. Термины и определения".
Изготовитель гарантирует при этом соответствие выпускаемой металлопродукции требованиям настоящего стандарта. При разногласиях в оценке качества и при периодических проверках качества металлопродукции применяют методы контроля, предусмотренные настоящим стандартом.
10 Маркировка, упаковка, транспортирование и хранение
10.1 Маркировка, упаковка, транспортирование и хранение металлопродукции - по ГОСТ 7566 со следующими дополнениями.
10.1.1 Транспортирование металлопродукции проводят транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. По железным дорогам перевозку осуществляют в зависимости от массы и габаритных размеров металлопродукции в крытых или открытых вагонах согласно ГОСТ 22235.
Масса грузового места не должна превышать при механизированной погрузке в открытые транспортные средства 10000 кг, в крытые транспортные средства - 1250 кг.
10.1.2 При отправке двух и более грузовых мест, размеры которых позволяют оформить транспортный пакет с габаритными размерами по ГОСТ 24597, грузовые места должны быть сформированы в транспортные пакеты. Средства крепления - по ГОСТ 21650.
10.1.3 Маркировка, упаковка, транспортирование и хранение калиброванной металлопродукции - по ГОСТ 1051, металлопродукции со специальной отделкой поверхности - по ГОСТ 14955.
10.1.4 На мотки, состоящие из двух отрезков, навешивают отличительный ярлык с надписью: "моток разорван".
По согласованию заказчика с потребителем допускается иной способ маркировки.
10.2 Допускается наносить маркировку непосредственно на металлопродукцию независимо от того, поставляется она упакованной или нет.
11 Требования безопасности и охраны окружающей среды
11.1 Металлопродукция пожаро- и взрывобезопасна, нетоксична и не требует специальных мер при транспортировании, хранении и переработке.
Осуществление специальных мер по охране окружающей среды не требуется.
12 Гарантии изготовителя
12.1 Изготовитель гарантирует соответствие продукции требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
Приложение А
(обязательное)
Требования к концам металлопродукции горячекатаной и кованой при удалении заусенцев и смятых концов
А.1 Термины и определения
А.1.1 "чашечка" (рисунок А.1): Дефект на торце правленой металлопродукции в виде чашечки, образующийся при правке за счет сдвиговых деформаций, а также за счет завальцовки заусенца (определение смотри в ГОСТ 21014), образующегося при резке металла, в зависимости от толщины (диаметра) металлопродукции может заканчиваться в приповерхностном слое или продолжаться до центра металлопродукции.

Рисунок А.1
А.1.2 остатки "чашечки" (рисунки А.2, А.3): Дефект на торце металлопродукции, оставшийся после удаления фаской или торцовкой основной части "чашечки".
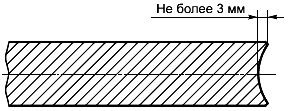
Рисунок А.2
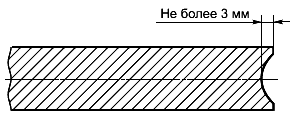
Рисунок А.3
Приложение Б
(обязательное)
Преобразование прямоугольных сечений в круглые при одних и тех же механических свойствах
Рисунок Б.1
Приложение В
(обязательное)
Параметры марочных полос (пределы колебания твердости HRC и HRB по длине торцового образца)
Таблица В.1
Расстояние от торца, мм | Твердость для полос прокаливаемости стали марок | |||||
35 | 40 | 45 | ||||
макс. | мин. | макс. | мин. | макс. | мин. | |
1,5 | 57,0 HRC | 49,5 HRC | 58,0 HRC | 50,5 HRC | 59,0 HRC | 50,5 HRC |
3,0 | 55,0 HRC | 44,0 HRC | 57,0 HRC | 45,5 HRC | 57,0 HRC | 45,5 HRC |
4,5 | 49,0 HRC | 27,0 HRC | 52,5 HRC | 29,0 HRC | 54,0 HRC | 29,0 HRC |
6,0 | 38,0 HRC | 23,0 HRC | 37,5 HRC | 26,0 HRC | 42,5 HRC | 26,0 HRC |
7,5 | 31,0 HRC | 20,0 HRC | 33,5 HRC | 24,0 HRC | 36,5 HRC | 24,0 HRC |
9,0 | 30,0 HRC | 94,0 HRB | 32,0 HRC | 22,0 HRC | 33,0 HRC | 22,0 HRC |
10,5 | 29,0 HRC | 93,0 HRB | 30,0 HRC | 20,0 HRC | 32,5 HRC | 21,0 HRC |
12,0 | 28,0 HRC | 92,0 HRB | 29,0 HRC | 94,0 HRB | 31,0 HRC | 20,0 HRC |
13,5 | 27,5 HRC | 91,0 HRB | 28,0 HRC | 93,0 HRB | 30,0 HRC | 94,0 HRB |
15,0 | 27,0 HRC | 90,0 HRB | 27,5 HRC | 92,0 HRB | 29,5 HRC | 93,0 HRB |
16,5 | 26,5 HRC | 89,0 HRB | 27,0 HRC | 91,0 HRB | 29,0 HRC | 92,0 HRB |
18,0 | 26,0 HRC | 88,0 HRB | 26,5 HRC | 89,0 HRB | 28,5 HRC | 91,0 HRB |
19,5 | 25,5 HRC | 87,0 HRB | 26,0 HRC | 88,0 HRB | 28,0 HRC | 90,0 HRB |
21,0 | 25,0 HRC | 86,0 HRB | 25,5 HRC | 87,0 HRB | 27,0 HRC | 89,0 HRB |
24,0 | 24,0 HRC | 85,0 HRB | 25,0 HRC | 86,0 HRB | 26,0 HRC | 88,0 HRB |
27,0 | 23,0 HRC | 84,0 HRB | 24,0 HRC | 85,0 HRB | 25,0 HRC | 87,0 HRB |
30,0 | 22,0 HRC | 83,0 HRB | 23,0 HRC | 84,0 HRB | 24,0 HRC | 86,0 HRB |
33,0 | + | + | 22,5 HRC | 83,0 HRB | + | + |
36,0 | + | + | 22,0 HRC | 82,0 HRB | + | + |
Примечание - Знак "+" означает, что контроль твердости проводят для набора статистических данных, результаты контроля заносят в документ о качестве. | ||||||
Приложение Г
(обязательное)
Схема и примеры условных обозначений

Примеры условных обозначений:
Прокат горячекатаный в прутках, круглый, обычной точности прокатки (В1), II класса по кривизне, немерной длины (НД), диаметром 100 мм по ГОСТ 2590-2006, из стали марки 30, с массовой долей серы от 0,020% до 0,040%, с качеством поверхности группы 2ГП, с механическими свойствами (М1), с твердостью (ТВ1), с ударной вязкостью (КУВ1), с удалением заусенцев (УЗ1), без термической обработки:
![]()
Прокат горячекатаный круглый, обычной точности прокатки (В1), II класса по кривизне, немерной длины в мотках (НМД), диаметром 12 мм по ГОСТ 2590-2006, из стали марки 40, с качеством поверхности группы 2ГП, с механическими свойствами (М1), с твердостью (ТВ1), без термической обработки, для патентированной проволоки (с учетом 5.1.2):
![]()
Прокат горячекатаный в прутках, круглый, обточенный (ОБТ), обычной точности прокатки (В1), II класса по кривизне, немерной длины (НД), диаметром 60 мм по ГОСТ 2590-2006, из стали марки 30, с качеством поверхности группы 2ГП, с механическими свойствами (М1), с твердостью (ТВ1), с ударной вязкостью (КУВ1), с удалением заусенцев (УЗ2), без термической обработки:
![]()
(Поправка. ИУС N 7-2018).
Прокат горячекатаный в прутках, квадратный, повышенной точности прокатки (Б1), I класса по кривизне, мерной длины (МД) 4000 мм, со стороной квадрата 25 мм по ГОСТ 2591-2006, из стали марки 35, с качеством поверхности группы 1ГП, с механическими свойствами (М5), с твердостью (ТВ2), с нормированной в баллах макроструктурой (КМС1), с обезуглероживанием (1С), термически обработанный (ТО):
![]()
Прокат горячекатаный полосовой, общего назначения (ОН), обычной точности прокатки по толщине (ВТ1) и ширине (ВШ1), обычной серповидности (ВС), нормальной плоскостности (ПН), немерной длины (НД), толщиной 36 мм, шириной 90 мм по ГОСТ 103-2006, из стали марки 45, с качеством поверхности группы 3ГП, с механическими свойствами (М1), с твердостью (ТВ1), с нормированной прокаливаемостью (ПР1), без термической обработки:
![]()
Пруток кованый, круглый, немерной длины (НД), диаметром 80 мм по ГОСТ 1133-71, из стали марки 40, с качеством поверхности 2ГП, с механическими свойствами (М1), с твердостью (ТВ1), без термической обработки:
![]()
Профиль горячекатаный для косых шайб, мерной длины (МД) 4000 мм, с размерами 325,8
4 мм по ГОСТ 5157-83, из стали марки 35, с качеством поверхности группы 3ГП, с механическими свойствами (М1), с твердостью (ТВ1), без термической обработки:
![]()
Прокат калиброванный в прутках, круглый, с полем допуска по h11, мерной длины (МД) 5000 мм, диаметром 10 мм по ГОСТ 7417-75, из стали марки 45, с качеством поверхности группы В по ГОСТ 1051-73, с механическими свойствами (М2), с твердостью (ТВЗ), с обезуглероживанием (2С), нагартованный (НГ):
![]()
Прокат калиброванный в прутках, квадратный, с полем допуска h11, длиной, кратной мерной (КД), 1000 мм с количеством крат 4, со стороной квадрата 15 мм по ГОСТ 8559-75, из стали марки 20, с качеством поверхности группы Б по ГОСТ 1051-73, с механическими свойствами (М5), с твердостью (ТВ2), с гарантией свариваемости (ГС), нагартованный (НГ):
![]() *
*
__________
* Соответствует оригиналу. - .
Прокат калиброванный в прутках, шестигранный, с полем допуска h12, немерной длины (НД), диаметром вписанного круга 8 мм по ГОСТ 8560-78, из стали марки 45, с качеством поверхности группы В по ГОСТ 1051-73, с механическими свойствами (М1), с твердостью (ТВ4), термически обработанный (ТО):
![]()
Прокат со специальной отделкой поверхности в прутках, круглый, с полем допуска h11, немерной длины (НД), диаметром 8 мм, с качеством поверхности группы В по ГОСТ 14955-77, из стали марки 20, с механическими свойствами (М2), с твердостью (ТВЗ), нагартованный (НГ):
![]() .
.
Приложение Д
(обязательное)
Схема отбора образцов для контроля твердости на закаленных образцах
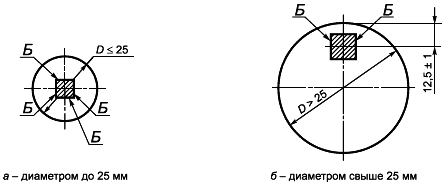
Рисунок Д.1 - Металлопродукция круглого сечения

Рисунок Д.2 - Металлопродукция квадратного сечения

Рисунок Д.3 - Металлопродукция прямоугольного сечения
Условные обозначения  - поперечное сечение образца; длина образца от 55 до 60 мм.
- поперечное сечение образца; длина образца от 55 до 60 мм.
Б - площадка для измерения твердости.
Приложение Е
(рекомендуемое)
Режимы термической обработки (закалки) образцов для контроля твердости, приведенной в таблице 8
Таблица Е.1
Марка стали | Режим закалки образцов | |
Температура нагрева, °С | Среда охлаждения | |
45 | 860±10 | Масло |
50, 50А | 850±10 | Масло |
Примечания 1 Время выдержки после достижения температуры закалки - 20 мин. 2 Температура масла - (65±10) °С. | ||
Приложение Ж
(рекомендуемое)
Режимы термической обработки заготовок (образцов) для контроля механических свойств, приведенных в таблицах 4, 5 и 11
Таблица Ж.1
Марка стали | Испытание на растяжение | Испытание на ударный изгиб | |||||||||
Режим термической обработки заготовок (образцов) | |||||||||||
Нормализация | Закалка | Отпуск | Закалка | Отпуск | |||||||
Темпера- | Среда охлаж- | Темпера- | Среда охлаж- | Темпера- | Среда охлаж- | Темпера- | Среда охлаж- | Темпера- | Среда охлаж- | ||
08 | 920 | воздух | - | - | - | - | 900 | вода | 200 | воздух | |
10 | 920 | воздух | - | - | - | - | 900 | вода | 200 | воздух | |
15 | 900 | воздух | - | - | - | - | 880 | вода | 200 | воздух | |
20 | 900 | воздух | - | - | - | - | 880 | вода | 600 | воздух | |
25 | 890 | воздух | - | - | - | - | 870 | вода | 600 | воздух | |
30 | 880 | воздух | - | - | - | - | 860 | вода | 600 | воздух | |
35 | 880 | воздух | - | - | - | - | 850 | вода | 600 | воздух | |
40 | 870 | воздух | - | - | - | - | 840 | вода | 600 | воздух | |
45 | 860 | воздух | - | - | - | - | 840 | вода | 600 | воздух | |
50 | 850 | воздух | - | - | - | - | 830 | вода | 600 | воздух | |
55 | 850 | воздух | - | - | - | - | 820 | вода | 600 | воздух | |
58 (55пп) | 850 | воздух | - | - | - | - | - | - | - | - | |
60 | 840 | воздух | - | - | - | - | 820 | вода | 600 | воздух | |
15Г | 880 | воздух | - | - | - | - | - | - | - | - | |
20Г | 880 | воздух | - | - | - | - | - | - | - | - | |
25Г | - | - | 880 | вода или воздух | 560 | воздух | 880 | вода или воздух | 560 | воздух | |
30Г | - | - | 860 | вода или воздух | 600 | воздух | 860 | вода или воздух | 600 | воздух | |
35Г | - | - | 860 | вода или воздух | 600 | воздух | 860 | вода или воздух | 600 | воздух | |
40Г | - | - | 860 | вода или воздух | 600 | воздух | 860 | вода или воздух | 600 | воздух | |
45Г | - | - | 850 | масло или воздух | 600 | воздух | 850 | масло или воздух | 600 | воздух | |
50Г | - | - | 850 | масло или воздух | 600 | воздух | 850 | масло или воздух | 600 | воздух | |
10Г2 | 920 | воздух | - | - | - | - | - | - | - | - | |
30Г2 | - | - | 880 | масло или воздух | 600 | воздух | 880 | масло или воздух | 600 | воздух | |
35Г2 | - | - | 870 | масло или воздух | 650 | воздух | 870 | масло или воздух | 650 | воздух | |
40Г2 | - | - | 860 | масло или воздух | 650 | воздух | 860 | масло или воздух | 650 | воздух | |
45Г2 | - | - | 850 | масло или воздух | 650 | воздух | 850 | масло или воздух | 650 | воздух | |
50Г2 | - | - | 840 | масло или воздух | 650 | воздух | 840 | масло или воздух | 650 | воздух | |
Примечания 1 Знак "-" означает, что термическая обработка не проводится. 2 Рекомендуемые минимальные выдержки: при нормализации или закалке - 30 мин; при температуре отпуска 200 °С - 2 ч; при температуре отпуска 560 °С, 600 °С, 650 °С - 1 ч. 3 При термической обработке заготовок по указанным режимам допускаются следующие отклонения по температуре нагрева: | |||||||||||
при нормализации или закалке | ±15 °С; | ||||||||||
при температуре отпуска 200 °С | ±30 °С; | ||||||||||
при температуре отпуска 560 °С, 600 °С, 650 °С | ±50 °С. | ||||||||||
4 По согласованию изготовителя с заказчиком при определении механических свойств допускается изменение режима термической обработки заготовок с соответствующей корректировкой норм механических свойств. 5 Допускается перед закалкой проводить нормализацию. Для металлопродукции, предназначенной для деталей, подвергаемых закалке токами высокой частоты (ТВЧ), нормализацию перед закалкой проводят с согласия заказчика. | |||||||||||
Приложение И
(рекомендуемое)
Режимы термической обработки заготовок (образцов) для контроля механических свойств, приведенных в таблице 10
Таблица И.1
Марка стали | Закалка | Отпуск | |
Температура нагрева, °С | Среда охлаждения | Температура нагрева, °С | |
25 | 860-900 | Вода | 550-600 |
30 | 850-890 | ||
35 | 840-880 | Вода или масло | |
40 | 830-870 | ||
45 | 820-860 | ||
50 | 810-850 | Масло или вода | |
55 | 805-850 | ||
60 | 800-840 | ||
Примечание - Рекомендуемые минимальные выдержки: | |||
Библиография
[1] | EH 10020:2000* | Определение и классификация классов качества стали |
(EN 10020:2000) | (Definition and classification of grades of steel) | |
________________ * Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - . | ||
[2] | ИСО 4967:2013 | Сталь. Определение содержания неметаллических включений. Металлографический метод с применением стандартных диаграмм |
(ISO 4967:2013) | (Steel. Determination of content of non-metallic inclusions. Micrographic method using standard diagrams) | |
[3] | АСТМ E45-13 | Стандартные методы определения содержания неметаллических включений в стали |
(ASTM E45-13) | (Standard Test Methods for Determining the Inclusion Content of Steel) | |
[4] | АСТМ А255-10 | Стандартные методы определения прокаливаемости стали |
(ASTM A255-10) | (Standard Test Methods for Determining Hardenability of Steel) | |
__________________________________________________________________________________
УДК 669.14-122:006.354 МКС 77.140.45 В32 ОКП 09 5000
77.140.60 11 4100
11 5000
Ключевые слова: металлопродукция, горячекатаная, кованая, калиброванная, со специальной отделкой поверхности, сталь конструкционная, сталь нелегированная качественная, сталь нелегированная специальная, марки, сортамент, прутки, полосы, мотки, технические требования, правила приемки, методы испытаний, маркировка, упаковка, транспортирование, хранение, требования безопасности и охраны окружающей среды, гарантии изготовителя
__________________________________________________________________________________
Редакция документа с учетом
изменений и дополнений подготовлена
