ГОСТ 21120-75*
Группа В09
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРУТКИ И ЗАГОТОВКИ КРУГЛОГО И ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ
Методы ультразвуковой дефектоскопии
Round and rectangular bars and billets. Ultrasonic testing
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 29 августа 1975 г. N 2282 срок введения установлен с 01.01.77
Проверен в 1986 г. Постановлением Госстандарта от 22.07.86 N 2199 срок действия продлен до 01.01.94**
________________
** Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 5/6, 1993 год). - .
* ПЕРЕИЗДАНИЕ (декабрь 1988 г.) с Изменениями N 1, 2, утвержденными в ноябре 1981 г., июле 1986 г. (ИУС 2-82, 10-86).
Настоящий стандарт распространяется на катаные прутки круглого и квадратного сечения, болванки обжатые, заготовки для труб и для переката диаметром или стороной квадрата от 30 до 300 мм из углеродистых, легированных и высоколегированных сталей и сплавов и устанавливает эхо-импульсный, теневой и зеркально-теневой методы ультразвукового контроля металла, либо их сочетание с целью выявления внутренних дефектов, лежащих в пределах чувствительности метода.
Общие требования к методам ультразвукового контроля - по ГОСТ 12503-75 и ГОСТ 20415-82.
Термины и определения - по ГОСТ 23829-85 и справочному приложению.
1. МЕТОД ОТБОРА ОБРАЗЦОВ
1.1. Контрольным образцом для настройки чувствительности дефектоскопа служит отрезок заготовки, не имеющий дефектов по результатам ультразвукового контроля. Контрольный образец изготовляется по сечению равным или с отклонением не более 10% от размеров контролируемой продукции, а по конфигурации, структуре и качеству поверхности - аналогичным контролируемой продукции.
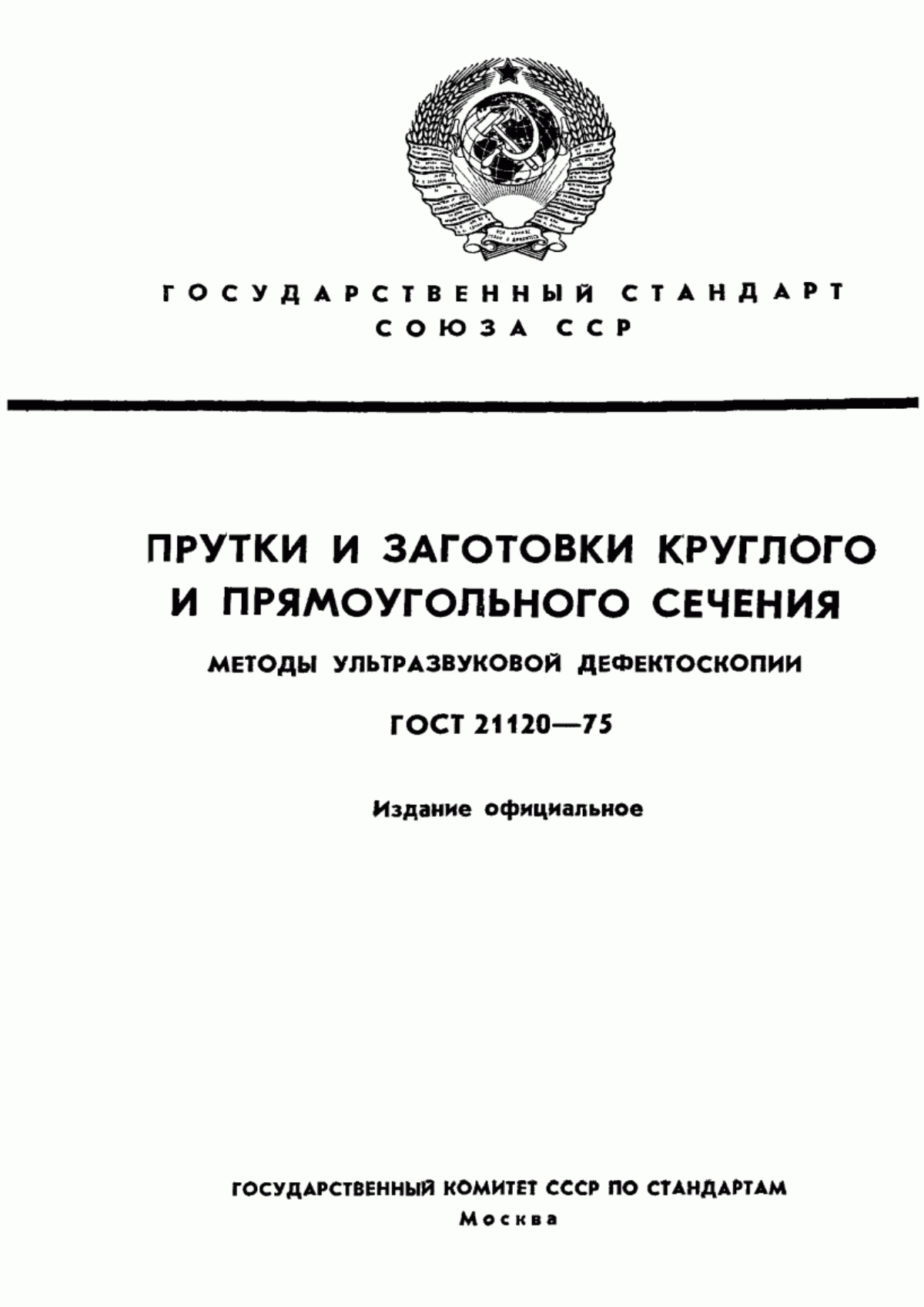
1.2. Для настройки чувствительности дефектоскопа при ультразвуковом контроле с помощью прямых преобразователей применяют контрольные образцы, искусственными отражателями у которых является боковая поверхность (черт.1 и 3) или плоское дно (черт.2 и 4) отверстия.
Диаметр отверстия , если он не оговорен в стандартах или технических условиях, при отражении ультразвуковых волн от боковой поверхности отверстия должен быть не более 2,5 мм и от плоского дна отверстия не более 3,0 мм. Глубина сверления для случая, когда искусственным отражателем является боковая поверхность отверстия, должна быть не менее 50 мм.
1.3. Диаметры искусственных отражателей должны быть выбраны из ряда: 1; 1,5; 2; 2,5; 3; 3,5; 4; 5; 6; 7; 8 мм.

Черт.1
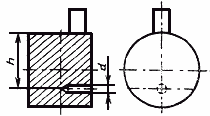
Черт.2
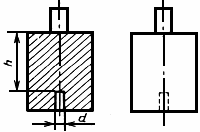
Черт.3
Черт.4
1.4. Глубина залегания искусственных отражателей от поверхности ввода ультразвуковых колебаний должна быть 3/4 диаметра или толщины контролируемого металла, если это не оговорено в нормативно-технической документации.
1.5. Точность и технология изготовления искусственных отражателей в контрольных образцах для прямого преобразователя - по ГОСТ 21397-81, для наклонного преобразователя - по ГОСТ 14782-86.
Разд.1. (Измененная редакция, Изм. N 2).
2. ПОДГОТОВКА К ИСПЫТАНИЯМ
2.1. На поверхности проката не должно быть грязи, отслаивающейся окалины, плен и брызг расплавленного металла. Качество поверхности должно соответствовать нормативно-технической документации на контролируемый металл.
2.2. Настройка чувствительности ультразвукового дефектоскопа производится по контрольному образцу. Настройка чувствительности автоматизированной ультразвуковой установки производится 5-кратным пропусканием контрольного образца через установку. При этом должна быть 100%-ная регистрация искусственных отражателей.
Настройка чувствительности дефектоскопа при использовании наклонных преобразователей производится в соответствии с ГОСТ 14782-86.
Разд.2. (Измененная редакция, Изм. N 2).
3. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
3.1. Контроль осуществляется с помощью продольных и (или) поперечных волн. Ввод ультразвуковых колебаний в металл осуществляется бесконтактным, контактным, иммерсионным или щелевым способами.
3.2. При контроле круглого сечения заготовок контактным или щелевым способами рабочая поверхность преобразователя должна быть идентичной по форме поверхности заготовки. Допускается использование насадок и опор при контроле заготовок круглого сечения преобразователем с плоской рабочей поверхностью.
3.3. Схема прозвучивания заготовок устанавливается таким образом, чтобы был проконтролирован весь объем металла, за исключением неконтролируемых зон, присущих ультразвуковому методу контроля. При этом заготовки квадратного сечения прозвучиваются с двух взаимно-перпендикулярных граней, круглые заготовки - по образующим. При использовании наклонных преобразователей сканирование производят в двух направлениях, перпендикулярных образующей круглой заготовки и длине прямоугольной.
3.4. Способ относительного перемещения искателя и контролируемой поверхности металла (вид сканирования) должен обеспечивать выявление дефектов, указанных в стандартах и технических условиях на продукцию, а скорость сканирования - фиксацию этих дефектов.
3.5. Основной измеряемой характеристикой этих дефектов является амплитуда сигнала от искусственного отражателя в контрольном образце.
3.6. При установке чувствительности дефектоскопа амплитуда сигнала, отраженного от искусственного отражателя в контрольном образце, должна быть не менее 1/2 высоты экрана электронно-лучевой трубки дефектоскопа.
3.7. Рекомендуемая частота ультразвуковых колебаний устанавливается от 0,5 до 5 МГц.
3.8. При использовании ручного и механизированного способов контроля устанавливают поисковый уровень чувствительности дефектоскопа и уровень фиксации. Уровень фиксации соответствует значению амплитуды сигнала, отраженного от искусственного отражателя в контрольном образце, размер и расположение которого указывается в нормативно-технической документации, утвержденной в установленном порядке. Поисковый уровень чувствительности устанавливается на 6 дБ выше уровня фиксации. При использовании автоматического способа контроля устанавливают только уровень фиксации.
3.9. Поиск дефектов производят на поисковой чувствительности, а фиксации подлежат участки заготовки, в которых наблюдается хотя бы один из следующих признаков дефекта:
отраженный сигнал, амплитуда которого равна или больше уровня фиксации;
ослабление данного сигнала или ослабление прошедшего сигнала до или ниже уровня фиксации.
3.10. Проверка правильности настройки дефектоскопа производится по контрольным образцам не реже, чем через 4 ч работы.
3.11. Границы дефектных участков определяют по положению преобразователя. Условная протяженность дефекта определяется интервалом перемещения преобразователя, в пределах которого воспринимается сигнал от дефекта при заданной чувствительности дефектоскопа.
3.12. Метод, основные параметры, схема включения преобразователей, способ ввода ультразвуковых, колебаний, схема сканирования, способы разделения ложных сигналов и сигналов от дефектов устанавливаются в нормативно-технической документации на конкретную металлопродукцию.
3.13. Допускается совмещение эхо-импульсного и зеркально-теневого методов контроля, если амплитуда донного сигнала на участках, не содержащих нарушений сплошности, превышает амплитуду эхо-сигнала от отражателя контрольного образца не менее чем на 6 дБ.
Разд.3. (Измененная редакция, Изм. N 2).
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4.1. Пораженность контролируемого металла внутренними дефектами при заданной чувствительности контроля характеризуется группами качества в соответствии с таблицей.
Группа качества | Условная протяженность нарушения сплошности, мм |
1 | Не более 20 |
2 | Не более 50 |
3 | Не более 100 |
4 | От 100 до 300 |
Примечание. Если расстояние между границами выявленных дефектных участков не превышает 15 мм, их условная протяженность суммируется и дефект относится к соответствующей группе качества.
(Измененная редакция, Изм. N 2).
4.1a. Браковочным признаком для всех групп качества при контроле разными методами являются следующие параметры, установленные в нормативно-технической документации:
при эхо-импульсном методе - величина амплитуды сигнала, отраженного от нарушения сплошности, равная или более амплитуды сигнала от контрольного отражателя;
при зеркально-теневом методе - величина ослабления амплитуды донного сигнала;
при теневом методе - величина ослабления амплитуды прошедшего сигнала.
(Введен дополнительно, Изм. N 2).
4.2. Допустимая группа качества и чувствительность контроля металла устанавливается в зависимости от его назначения и указывается в стандартах и технических условиях или другой нормативно-технической документации на продукцию.
(Измененная редакция, Изм. N 2).
4.3. Регистрация и оформление результатов контроля проводятся по ГОСТ 12503-75.
ПРИЛОЖЕНИЕ
Справочное
Пояснение терминов, встречающихся в стандарте
Термин | Пояснение |
Контрольный образец | Средство для настройки чувствительности дефектоскопа, выполненное из бездефектного участка контролируемой заготовки, имеющее искусственный отражатель и аттестованное в установленном порядке |
(Введен дополнительно, Изм. N 2).
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1989
