ГОСТ Р ИСО 10893-10-2014
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Трубы стальные бесшовные и сварные. Часть 10. Ультразвуковой метод автоматизированного контроля для обнаружения продольных и (или) поперечных дефектов по всей поверхности
Seamless and welded steel tubes. Part 10. Automated full peripheral ultrasonic testing for the detection of longitudinal and/or transverse imperfections
ОКС 23.040.10, 77.040.20, 77.140.75
Дата введения 2015-01-01
Предисловие
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны", Негосударственным образовательным учреждением дополнительного профессионального образования Научно-учебный центр "Контроль и диагностика" (НУЦ "Контроль и диагностика") и Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ") на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 22 октября 2014 г. N 1379-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 10893-10:2011* "Неразрушающий контроль стальных труб. Часть 10. Автоматический ультразвуковой контроль по всей окружности бесшовных и сварных стальных труб (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения продольных и (или) поперечных дефектов" (ISO 10893-10:2011 "Nondestructive testing of steel tubes - Part 10: Automated full peripheral ultrasonic testing of seamless and welded (except submerged arc-welded) steel tubes for the detection of longitudinal and/or transverse imperfections", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование международного стандарта изменено относительно наименования указанного настоящего стандарта для приведения в соответствие с ГОСТ Р 1.7 (пункт 6.2) и уточнения области применения.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
Введение
Настоящий стандарт идентичен международному стандарту ИСО 10893-10, который был подготовлен Техническим комитетом ISO/TC 17 "Сталь", подкомитетом SC 19 "Технические условия поставки труб, работающих под давлением".
Международный стандарт ИСО 10893-10 аннулирует и заменяет ISO 9303:1989 и ISO 9305:1989, технически пересмотренные.
Международный стандарт ИСО 10893 состоит из следующих частей под общим названием "Неразрушающий контроль стальных труб":
- Часть 1. Автоматический электромагнитный контроль стальных бесшовных и сварных труб (кроме труб, полученных дуговой сваркой под флюсом) для верификации герметичности;
- Часть 2. Автоматический контроль методом вихревых токов стальных бесшовных и сварных труб (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения дефектов;
- Часть 3. Автоматический контроль методом рассеяния магнитного потока по всей окружности бесшовных и сварных труб из ферромагнитной стали (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения продольных и (или) поперечных дефектов;
- Часть 4. Контроль методом проникающих жидкостей стальных бесшовных и сварных труб для обнаружения поверхностных дефектов;
- Часть 5. Контроль методом магнитных частиц бесшовных и сварных труб из ферромагнитной стали для обнаружения поверхностных дефектов;
- Часть 6. Радиографический контроль шва сварных стальных труб для обнаружения дефектов;
- Часть 7. Цифровой радиографический контроль шва сварных стальных труб для обнаружения дефектов;
- Часть 8. Автоматический ультразвуковой контроль бесшовных и сварных стальных труб для обнаружения ламинарных дефектов;
- Часть 9. Автоматический ультразвуковой контроль для обнаружения ламинарных дефектов в полосе/листе, используемых для изготовления сварных стальных труб;
- Часть 10. Автоматический ультразвуковой контроль по всей окружности бесшовных и сварных стальных труб (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения продольных и (или) поперечных дефектов;
- Часть 11. Автоматический ультразвуковой контроль шва сварных стальных труб для обнаружения продольных и (или) поперечных дефектов;
- Часть 12. Автоматический ультразвуковой контроль толщины по всей окружности бесшовных и сварных стальных труб (кроме труб, полученных дуговой сваркой под флюсом).
1 Область применения
Настоящий стандарт устанавливает требования к ультразвуковому методу (обычным методом или с помощью фазированных решеток) автоматизированного контроля поперечной волной по всей поверхности бесшовных и сварных (за исключением труб, полученных дуговой сваркой под флюсом) стальных труб для обнаружения продольных и (или) поперечных дефектов.
Если иное не указано в спецификации, данный метод контроля применяется для выявления главным образом продольных дефектов.
При контроле на наличие продольных дефектов на усмотрение изготовителя могут быть применены волны Лэмба.
Для бесшовных труб по соглашению между заказчиком и изготовителем, принципы контроля, изложенные в настоящем стандарте, могут применяться для обнаружения дефектов, имеющих другую ориентацию.
Настоящий стандарт следует применять для контроля труб с наружным диаметром больше или равным 10 мм, и с отношением наружного диаметра к толщине стенки трубы большим или равным 5.
Настоящий стандарт также может быть применен к контролю круглых полых профилей.
Примечание - Варианты контроля на продольные дефекты для труб с отношением наружного диаметра к толщине стенки менее 5 рассмотрены в приложении А.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы*. Для датированных ссылок используют только указанное издание документа, для недатированных ссылок - последнее издание ссылочного документа, включая все его изменения:
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ИСО 5577 Контроль неразрушающий. Ультразвуковой контроль. Словарь (ISO 5577 Nondestructive testing - Ultrasonic inspection - Vocabulary)
ИСО 9712 Контроль неразрушающий. Квалификация и аттестация персонала (ISO 9712 Nondestructive testing - Qualification and certification of NDT personnel)
ИСО 11484 Трубы стальные напорные. Квалификация и сертификация персонала по неразрушающему контролю (ISO 11484 Steel products - Employer's qualification system for nondestructive testing (NDT) personnel)
3 Термины и определения
В настоящем стандарте применены термины и определения по ИСО 5577 и ИСО 11484, а также следующие термины с соответствующими определениями:
3.1 калибровочный отражатель (reference standard) Отражатель для настройки оборудования неразрушающего контроля (например, отверстие, пазы и т.п.)
3.2 настроечный образец-труба (reference tube): Труба или часть трубы, используемые для целей настройки.
3.3 настроечный образец (reference sample): Образец (например, сегмент трубы, пластины или ленты), используемый для настройки.
Примечание - Термин "образец-труба", используемый в настоящем стандарте, также включает термин "настроечный образец".
3.4 труба (tube): Полый длинный продукт, открытый с обоих концов, любой формы в поперечном сечении.
3.5 бесшовная труба (seamless tube): Труба, изготовленная путем прошивания твердой заготовки для получения полой трубы, которая в дальнейшем обрабатывается (горячим или холодным способом) до ее окончательных размеров.
3.6 сварная труба (welded tube): Труба, изготовленная путем формирования полого профиля из плоского продукта и сварки смежных кромок вместе и которая после сварки может быть дополнительно обработана (горячим или холодным способом) до ее окончательных размеров.
3.7 изготовитель (manufacturer): Организация, которая изготавливает продукцию согласно соответствующему стандарту и заявляет соответствие поставленной продукции всем действующим положениям соответствующего стандарта.
3.8 соглашение (agreement): Контрактные отношения между изготовителем и заказчиком в момент запроса и заказа.
3.9 среднее значение толщины (average of the specified thickness range): Среднее из указанных толщин, определяемое по формуле
![]() ,
,
где и
- максимальная и минимальная допустимые толщины согласно стандарту на продукцию с учетом допусков.
4 Общие требования
4.1 Если спецификация на продукцию или соглашение между заказчиком и изготовителем не оговаривают иное, то ультразвуковой контроль должен проводиться на трубах после завершения всех первичных технологических операций производства (прокатки, термической обработки, холодной и горячей деформации, обработки в размер, предварительной правки и т.п.).
4.2 Трубы должны быть достаточно прямыми, чтобы обеспечить достоверность контроля. Поверхность трубы должна быть свободна от посторонних веществ, которые могут помешать проведению достоверного контроля.
4.3 Контроль должен проводиться только подготовленными операторами, квалифицированными в соответствии с ИСО 9712, ИСО 11484 или эквивалентными документами и под руководством компетентного персонала, назначенного изготовителем (заводом-изготовителем). В случае инспекции третьей стороной, это должно быть согласовано между заказчиком и изготовителем. Контроль по разрешению работодателя должен проводиться в соответствии с письменной процедурой. Процедура неразрушающего контроля должна быть согласована специалистом 3 уровня и лично утверждена работодателем.
Примечание - Определение уровней 1, 2 и 3 смотреть в соответствующих международных стандартах, например в ИСО 9712 и ИСО 11484.
5 Технология контроля
5.1 Контроль труб на наличие продольно и поперечно ориентированных дефектов должен быть проведен с использованием поперечных ультразвуковых волн. Для выявления продольно ориентированных дефектов также возможно использовать волны Лэмба.
5.2 Во время контроля труба и блок преобразователей должны перемещаться относительно друг друга таким образом, чтобы вся поверхность трубы была просканирована с учетом расположения и размеров преобразователей. Относительная скорость сканирования в процессе контроля не должна изменяться более чем на ±10%. Допустимо наличие коротких отрезков на обоих концах трубы, которые не могут быть проконтролированы. Все не прошедшие контроль концы труб должны быть проконтролированы в соответствии с требованиями соответствующего стандарта на изделие (Приложение В).
5.3 Если иное не согласовано между изготовителем и заказчиком, то указанный вид контроля должен проводиться в двух противоположных направлениях распространения звука, по часовой стрелке и против часовой стрелки для обнаружения продольных дефектов, вперед и назад вдоль оси трубы для обнаружения поперечных дефектов.
5.4 Для обнаружения продольных дефектов ширина каждого отдельного преобразователя, измеренная параллельно оси трубы, должна быть не более 25 мм. Для труб с уровнем приемки U1 и наружным диаметром не более 50 мм ширина любого из преобразователей должна быть не более 12,5 мм.
При использовании волн Лэмба или фазированной решетки максимальная ширина преобразователя или отдельного элемента решетки, измеренная параллельно оси трубы, должна быть ограничена 35 мм.
Для обнаружения поперечных дефектов ширина каждого отдельного активного элемента преобразователя, измеренная перпендикулярно оси трубы, должна быть не более 25 мм.
5.5 Номинальная частота преобразователей зависит от состояния поставки и свойств изделия, а также толщины и обработки поверхности труб, подлежащих контролю, и должна быть в диапазоне от 1 МГц до 15 МГц для поперечных волн и в диапазоне от 0,3 до 1 МГц для волн Лэмба.
5.6 Оборудование должно классифицировать трубы или как допустимые, или как сомнительные, при помощи автоматической системы сигнализации по превышению уровня сигнала в сочетании с маркировкой и (или) системой сортировки.
6 Настроечный образец-труба
6.1 Общие положения
6.1.1 Настоящий стандарт определяет настроечные образцы, подходящие для настройки оборудования неразрушающего контроля. Размеры настроечных отражателей в этих образцах не должны быть истолкованы как минимальный размер дефектов, обнаруживаемых этим оборудованием.
6.1.2 Для обнаружения продольных дефектов настройка ультразвукового оборудования должна проводиться с использованием продольных пазов на наружной и внутренней поверхностях настроечного образца-трубы.
Для обнаружения поперечных дефектов настройка ультразвукового оборудования должна проводиться с использованием поперечных пазов на наружной и внутренней поверхностях настроечного образца-трубы.
При обоих вариантах контроля, если внутренний диаметр трубы составляет менее 15 мм, изготовитель и заказчик могут по соглашению отказаться от настройки по внутреннему пазу.
Для бесшовных труб, подверженных контролю на обнаружение дефектов, ориентированных по-другому, соответствующие требования, заменяющие или дополняющие требования настоящего стандарта, должны быть согласованы в момент заказа.
6.1.3 Настроечные образцы-трубы должны иметь те же номинальные диаметр и толщину, то же качество обработки поверхности и условия поставки (например, после проката, нормализации, улучшения, отпуска), что и трубы, подлежащие контролю, и должны иметь схожие акустические свойства (например, скорость звука и коэффициент затухания).
6.1.4 Пазы должны быть расположены на таком расстоянии от концов настроечных образцов-труб и друг от друга, чтобы полученные от них сигналы были четко различимы.
6.2 Типы пазов
6.2.1 Пазы должны располагаться параллельно (продольные пазы) или перпендикулярно (поперечные пазы) оси настроечного образца-трубы.
Пазы должны быть "N"-типа (нормальный к поверхности паз), а если высота паза составляет менее 0,5 мм, то на усмотрение изготовителя могут быть использованы пазы "V"-типа (V-образный паз) (рисунок 1). В случае использования паза "N"-типа его стороны должны быть параллельны, а профиль должен быть по возможности прямоугольной формы.
Примечание - Дно или придонные углы паза могут быть скруглены.
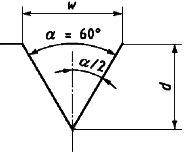
а) паз V-типа

b) паз N-типа
- ширина;
- высота
Рисунок 1 - Типы пазов
6.2.2 При использовании поперечных пазов изготовитель должен использовать формы пазов, показанных на рисунке 2.

а) наружный частичный кольцеобразный паз

b) внутренний частичный кольцеобразный паз
- высота
Рисунок 2 - Типичный поперечный паз
6.2.3 Пазы должны изготавливаться путем механической, электроэрозионной обработки.
6.3 Размеры пазов
6.3.1 Ширина, (см. рисунок 1)
Ширина паза не должна быть больше 1,0 мм и не должна превышать его высоту более чем в два раза.
6.3.2 Высота, (см. рисунки 1 и 2)
6.3.2.1 Высота паза должна соответствовать высоте, указанной в таблице 1.
Примечание - Значения высоты паза, указанные в таблице 1, являются такими же для соответствующих категорий во всех международных стандартах, регламентирующих неразрушающий контроль стальных труб, где есть ссылка на различные приемочные уровни. Хотя настроечные образцы идентичны, применение различных методов контроля может давать различные результаты.
Таблица 1 - Уровни приемки и соответствующая высота настроечных пазов
Уровень приемки | Высота паза от толщины стенки, % |
U1 | 3 |
U2 | 5 |
U3 | 10 |
U4 | 12,5 |
6.3.2.2 Минимальная высота паза связана с типом трубы, используемой для конкретного оборудования, и именуется подкатегорией, как указано в таблице 2, если нет иного соглашения между заказчиком и изготовителем. В случае отсутствия соглашения относительно указанной подкатегории минимальная высота паза должна быть 0,2 мм для холоднотянутых, холоднокатаных или обработанных труб и 0,5 мм для всех других условий производства труб.
Таблица 2 - Уровни приемки и соответствующая высота пазов
Подкатегория | Минимальная высота паза | Условия производства труб |
А | 0,1 | Холоднотянутые, холоднокатаные или механически обработанные трубы |
В | 0,2 | |
С | 0,3 | Все условия |
D | 0,5 | |
| ||
6.3.2.3 Максимальная высота паза для всех приемочных уровней и подкатегорий должна быть 1,5 мм, за исключением труб с толщиной стенки более 50 мм, для которых она может быть увеличена до 3,0 мм, если не согласовано иное.
6.3.2.4 Допуск на высоту паза должен быть ±15% от высоты паза или ±0,05 мм в зависимости от того, какая величина больше, с тем исключением, что, когда высота паза менее 0,3 мм, допуск должен быть ±0,03 мм.
6.3.3 Длина паза
Если иное не предусмотрено стандартом на продукцию или соглашением между заказчиком и изготовителем, длина паза должна быть больше ширины каждого преобразователя или эффективного размера преобразователя с учетом следующих ограничений:
- максимум 25 мм для холоднотянутых, холоднокатаных или обработанных труб;
- максимум 50 мм для всех других условий производства труб.
6.3.4 Проверка настроечных образцов
Определение размеров и формы паза осуществляется методом прямых измерений с применением средств линейно-угловых измерений. Заявленные значения параметров настроечных образцов, содержащих настроечные отражатели, должны быть подтверждены измеренными значениями в установленном порядке.
7 Настройка и проверка настройки оборудования
7.1 Общие положения
В начале каждого цикла контроля оборудование независимо от применяемых типов волн должно быть настроено по единообразным четко идентифицируемым сигналам от пазов. Система сигнализации должна срабатывать по уровню этих сигналов.
7.2 Настройка уровня срабатывания сигнализации
7.2.1 При использовании одного строба преобразователи должны быть установлены так, чтобы эхо-сигналы от внутреннего и внешнего пазов были по возможности одинаковыми. Для установки уровня срабатывания сигнализации должна быть использована максимальная амплитуда меньшего из двух сигналов.
7.2.2 При использовании разных стробов для внутреннего и внешнего пазов максимальная амплитуда эхо-сигнала от каждого паза должна быть использована для установки соответствующих уровней срабатывания сигнализации. Положение начала и ширины стробов должно быть отрегулировано таким образом, чтобы контролю подвергалась вся толщина стенки трубы.
7.2.3 Если при настройке используется только внешний паз, то максимальный уровень амплитуды эхо-сигнала от внешнего паза должен быть использован также вместо максимального уровня амплитуды эхо-сигнала от внутреннего паза, а временной участок строба должен включать в себя область эхо-сигналов от внешнего и внутреннего пазов.
7.3 Проверка настройки и повторная настройка
7.3.1. Настройка оборудования в процессе контроля должна проверяться в динамическом режиме через регулярные промежутки времени при изготовлении труб одного и того же диаметра, толщины стенки и марки путем прохода (прогона) настроечного образца-трубы через установку.
Проверка настройки должна проводиться не реже чем каждые 4 ч, а также при смене оператора и в начале и в конце производственного цикла.
7.3.2 Во время динамической проверки настройки относительная скорость движения блока преобразователя(ей) и настроечного образца-трубы должна быть такой же, как и во время производственного контроля. Допускаются другие условия проведения проверки настройки, если изготовитель может доказать, что получаемые результаты такие же, что и при динамической проверке настройки.
7.3.3 Оборудование должно быть настроено повторно, если изменился любой из параметров, использованный во время первоначальной настройки.
7.3.4 Если при проведении проверки в процессе производства требования настройки не выполняются, то все трубы, прошедшие контроль с момента предыдущей приемлемой настройки оборудования, должны быть повторно проконтролированы после того, как оборудование было настроено заново.
8 Приемка
8.1 Любая труба, не вызвавшая срабатывания автоматической системы сигнализации, считается годной.
8.2 Любая труба, вызвавшая срабатывание автоматической системы сигнализации, обозначается сомнительной или по усмотрению изготовителя может быть проконтролирована повторно. Если после двух подряд операций повторного контроля все эхо-сигналы ниже, чем уровень срабатывания автоматической системы сигнализации, труба считается годной; в противном случае труба считается сомнительной.
8.3 Для сомнительных труб с учетом требований стандарта на продукт должны быть предприняты одна или несколько следующих операций:
a) подозрительное место должно быть зачищено или проконтролировано другим подходящим методом. Убедившись, что оставшаяся толщина стенки находится в пределах допуска, труба должна быть повторно проконтролирована, как указано выше. Если после повторного контроля все эхо-сигналы ниже, чем уровень срабатывания автоматической системы сигнализации, труба считается годной.
Подозрительные области могут быть повторно проконтролированы другими методами неразрушающего контроля по согласованным между заказчиком и изготовителем уровням приемки;
b) сомнительная область должна быть обрезана;
c) труба считается негодной.
9 Протокол контроля
Если согласовано, то изготовитель должен представить заказчику протокол контроля, который должен включать, как минимум, следующую информацию:
a) ссылку на настоящий стандарт;
b) заключение о годности;
c) любое отклонение от соглашения или согласованных процедур;
d) обозначение продукта, марку стали и размеры;
e) описание технологии контроля;
f) использованный способ настройки оборудования;
g) описание образца для настройки и уровня приемки;
h) дату испытания;
i) данные оператора контроля.
Приложение А
(обязательное)
Контроль на продольные дефекты труб с отношением наружного диаметра к среднему значению толщины стенки менее 5
А.1 Общие положения
А.1.1 Если отношение наружного диаметра к среднему значению толщины стенки трубы () составляет менее 5, то по соглашению между заказчиком и изготовителем должны выполняться требования А.1.2 или А.1.3.
А.1.2 Если отношение наружного диаметра к среднему значению толщины стенки трубы () составляет менее 5, но больше или равно 4, то высота внутреннего паза должна быть увеличена по отношению к высоте внешнего паза согласно данным таблицы А.1.
А.1.3 Если отношение наружного диаметра к среднему значению толщины стенки трубы () составляет менее 5, но больше или равно 3, то угол ввода должен быть уменьшен. Тогда совместно с вводимой поперечной волной следует использовать трансформированную из продольной волны поперечную (рисунок А.1). В этом случае отношение высот внутреннего и внешнего пазов должно быть определено по соглашению между заказчиком и изготовителем, но ни при каких обстоятельствах отношение не может быть меньше, чем 1,0, или больше, чем соответствующие отношения, приведенные в таблице А.1.

_______________
- продольная волна.
- вводимая поперечная волна.
- трансформированная поперечная волна.
1 - совмещенный преобразователь (излучатель и приемник) или раздельный (излучатель и приемник в разных корпусах)
Рисунок А.1 - Иммерсионный метод с трансформацией продольной волны в поперечную
Таблица А.1
Отношение | |
наружного диаметра к среднему значению толщины стенки трубы | высоты внутреннего паза к высоте внешнего паза |
<5,00 и | 1,6 |
<4,75 и | 1,9 |
<4,5 и | 2,2 |
<4,25 и | 2,5 |
А.2 Отношения
См. таблицу А.1.
Приложение В
(обязательно)
Ручной/полуавтоматический контроль не подвергавшихся контролю концов труб и сомнительных зон
В.1 Не прошедшие контроль концы труб
Если в стандарте на продукцию установлено, то не прошедшие автоматический контроль концы труб должны быть проконтролированы ручным/полуавтоматическим методом по всей окружности от конца и по всей длине первоначально не прошедших контроль зон плюс 10%.
Ручной/полуавтоматический ультразвуковой контроль должен быть проведен так, чтобы вся поверхность не прошедших контроль концов была просканирована с 10% перекрытием соседних траекторий сканирования относительно ширины использованного ультразвукового преобразователя, измеренной в направлении оси трубы.
Ручной/полуавтоматический ультразвуковой контроль должен быть проведен с использованием поперечных волн или волн Лэмба. Чувствительность контроля (высота паза) и параметры контроля должны соответствовать использованным во время первоначального автоматического контроля трубы, но с ограничениями, приведенными в В.3.
В.2 Локальные подозрительные участки
Локальные области трубы, считающиеся сомнительными по результатам автоматизированного ультразвукового контроля, должны быть подвергнуты ручному контролю поперечными волнами или волнами Лэмба таким образом, чтобы была проконтролирована вся сомнительная область. При этом чувствительность (высота паза) и параметры контроля должны быть такими же, какие были использованы во время первоначального автоматического контроля, но с ограничениями, приведенными в В.3.
В.3 Ограничения для ручного/полуавтоматического ультразвукового контроля
Существуют следующие ограничения по применению ручного/полуавтоматического ультразвукового контроля поперечными волнами для не прошедших контроль зон у концов трубы и (или) в сомнительных местах:
a) угол ввода, используемый для ручного ультразвукового контроля поперечными волнами, должен быть номинально таким же, какой был использован во время первоначального автоматического контроля;
b) контроль должен быть осуществлен с распространением звука в двух кольцевых и (или) продольных направлениях;
c) скорость сканирования не должна превышать 150 мм/с;
d) тип ультразвукового преобразователя, который используется при ручном контроле поперечными волнами, должен быть контактным, щелевым или иммерсионным. Должны быть предусмотрены приспособления для того, чтобы гарантировать правильное положение преобразователя по отношению к поверхности трубы во время контроля, например, для контактного преобразователя поверхность контакта следует профилировать по отношению к кривизне трубы;
e) ширина преобразователя, используемого при ручном контроле, измеренная в направлении оси трубы, не должна превышать ширины использованного во время первоначального автоматического контроля;
f) номинальная частота преобразователя, используемого при ручном контроле, не должна отличаться от использованного во время первоначального автоматического контроля более чем на ±1 МГц. Если при первоначальном автоматическом контроле были использованы волны Лэмба, то частота преобразователей поперечных волн, если они используются для ручного контроля, должна быть в диапазоне от 4 МГц до 5 МГц.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ИСО 5577 | IDT | ГОСТ Р ИСО 5577-2009 "Контроль неразрушающий. Ультразвуковой контроль. Словарь" |
ИСО 9712 | IDT | ГОСТ Р ИСО 9712-2009 "Контроль неразрушающий. Аттестация и сертификация персонала" |
ИСО 11484 | IDT | Проект ГОСТ Р ИСО 11484 (IDT) "Изделия стальные. Система оценки работодателем квалификации персонала, осуществляющего неразрушающий контроль" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: | ||
__________________________________________________________________________
УДК 621.774.08: 620.179.16 ОКС 23.040.10, 77.040.20, 77.140.75
Ключевые слова: трубы стальные, неразрушающий контроль, ультразвуковой метод, автоматический контроль, продольные и поперечные дефекты
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
