ГОСТ 22786-77
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ БИМЕТАЛЛИЧЕСКИЕ БЕСШОВНЫЕ
ДЛЯ СУДОСТРОЕНИЯ
Технические условия
Bimetalic seamless tubes for shipbuilding.
Specifications
МКС 23.040.10
ОКП 13 0200
Дата введения 1979-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
О.А.Семенов, М.М.Бернштейн, С.Г.Белик
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 16.11.77 N 2676
3. ВЗАМЕН ГОСТ 5.1210-72
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
2.3 | |
2.3 | |
5.4 | |
4.6 | |
2.5, 4.6 | |
2.3 | |
4.6 | |
4.6 | |
5.4 | |
5.4 | |
4.6 | |
5.4 | |
5.4 | |
5.6 | |
5.4 | |
5.3 | |
5.3 |
5. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ИЗДАНИЕ с Изменениями N 1, 2, 3, 4, утвержденными в мае 1980 г., июле 1983 г., декабре 1987 г., ноябре 1989 г. (ИУС 7-80, 10-83, 4-88, 2-90)
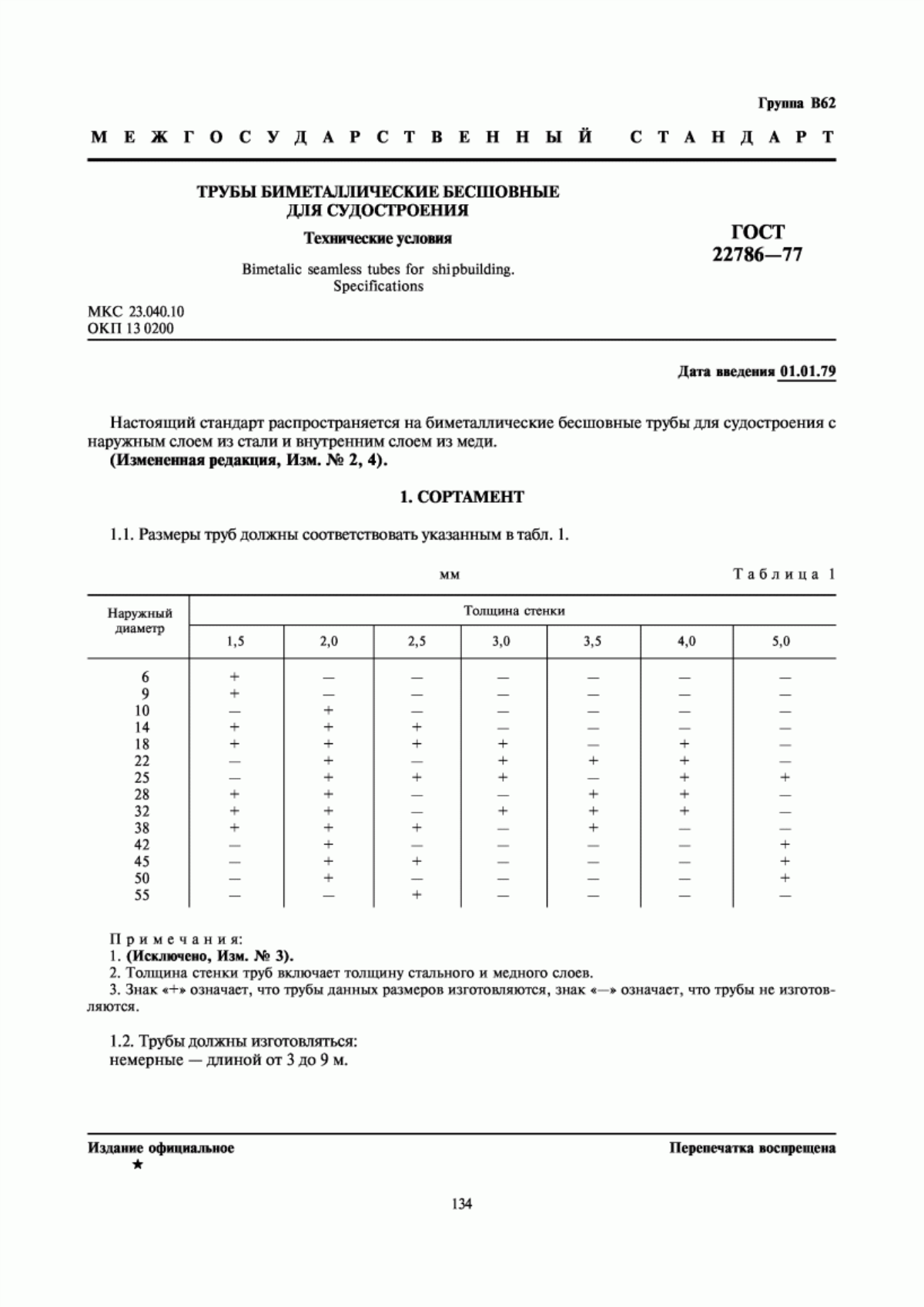
Настоящий стандарт распространяется на биметаллические бесшовные трубы для судостроения с наружным слоем из стали и внутренним слоем из меди.
(Измененная редакция, Изм. N 2, 4).
1. СОРТАМЕНТ
1.1. Размеры труб должны соответствовать указанным в табл.1.
Таблица 1
мм
Наружный диаметр | Толщина стенки | ||||||
1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 | |
6 | + | - | - | - | - | - | - |
9 | + | - | - | - | - | - | - |
10 | - | + | - | - | - | - | - |
14 | + | + | + | - | - | - | - |
18 | + | + | + | + | - | + | - |
22 | - | + | - | + | + | + | - |
25 | - | + | + | + | - | + | + |
28 | + | + | - | - | + | + | - |
32 | + | + | - | + | + | + | - |
38 | + | + | + | - | + | - | - |
42 | - | + | - | - | - | - | + |
45 | - | + | + | - | - | - | + |
50 | - | + | - | - | - | - | + |
55 | - | - | + | - | - | - | - |
Примечания:
1. (Исключено, Изм. N 3).
2. Толщина стенки труб включает толщину стального и медного слоев.
3. Знак "+" означает, что трубы данных размеров изготовляются, знак "-" означает, что трубы не изготовляются.
1.2. Трубы должны изготовляться:
немерные - длиной от 3 до 9 м.
В партии немерных труб допускается не более 20% (по длине) труб длиной менее 3 м, но не менее 1,5 м;
мерные - длиной не более 7 м или длиной, кратной мерной.
1.1, 1.2. (Измененная редакция, Изм. N 2, 3).
1.3. Предельные отклонения по длине труб мерных и кратных мерным не должны превышать ±10 мм.
Для труб, кратных мерным, на каждый рез устанавливается припуск по 5 мм.
1.4. Предельные отклонения по наружному диаметру труб не должны превышать указанных в табл.2.
Таблица 2
мм
Наружный диаметр труб | Предельные отклонения |
До 10 включ. | ±0,25 |
Св.10 до 40 включ. | ±0,30 |
" 40 | ±0,8% |
1.5. Предельные отклонения по толщине стенки труб не должны превышать ±10%.
1.6. Толщина внутреннего слоя и предельные отклонения в зависимости от марки стали наружного слоя не должны превышать указанных в табл.3.
Таблица 3
мм
Марка стали наружного слоя | Толщина стенки трубы | Толщина внутреннего слоя | Предельные отклонения |
12ХН3А | До 2,5 включ. | 0,5 | ±0,2 |
Св.2,5 | 0,8 | ±0,20 | |
10, 20 | 1,5 | 0,7 | ±0,3 |
2,0 | 0,7 | +0,4 | |
2,5 | 0,8 | ±0,40 | |
3,0 и более | 0,9 | +0,40 |
Пример условного обозначения трубы наружным диаметром 25 мм, толщиной стенки 2,0 мм, толщиной внутреннего слоя 0,5 мм, длиной кратной 3000 мм, с наружным слоем из стали марки 12ХН3А и внутренним слоем из меди марки МЗр:
Труба 25х2,0х0,5х3000 кр.-12ХН3А+М3р - ГОСТ 22786-77.
То же, длиной мерной 7000 мм, с наружным слоем из стали марки 20 и внутренним слоем из меди марки МЗр:
Труба 25х2,0х0,5х7000-20+МЗр - ГОСТ 22786-77.
То же, немерной длины с наружным слоем из стали марки 10 и внутренним слоем из меди марки МЗр:
Труба 25х2,0х0,5-10+МЗр - ГОСТ 22786-77.
(Измененная редакция, Изм. N 2).
1.7. (Исключен, Изм. N 3).
1.8. Кривизна любого участка трубы на 1 м не должна превышать 1,5 мм.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы должны изготовляться в соответствии с требованиями настоящего стандарта.
2.2. Трубы должны состоять из наружного стального и внутреннего медного слоев, прочно соединенных между собой.
2.3. Наружный слой должен изготовляться из стали марки 12ХН3А с химическим составом по ГОСТ 4543 и стали марок 10 и 20 с химическим составом по ГОСТ 1050.
Внутренний слой должен изготовляться из меди марки М3р с химическим составом по ГОСТ 859.
2.4. Трубы должны быть термически обработаны. Механические свойства труб в зависимости от марки стали наружного слоя должны соответствовать указанным в табл.4.
Таблица 4
| Временное сопротивление | Предел текучести | Относительное удлинение |
не менее | |||
12ХН3А | - | 362 (37) | 22 |
10 | 304 (31) | - | 26 |
20 | 323 (33) | - | 20 |
(Измененная редакция, Изм. N 1, 2, 3).
2.5. Трубы должны выдерживать расчетное гидравлическое давление в МПа (кгс/мм
), значение которого вычисляют по формуле ГОСТ 3845 для биметаллических труб, где допускаемое напряжение равно:
для внутреннего медного слоя - 54 Н/мм (5,5 кгс/мм
);
для наружного слоя из стали марки 10 - 141 Н/мм (14,4 кгс/мм
), из стали марки 20 - 165 Н/мм
(16,8 кгс/мм
), из стали марки 12ХН3А - 274 Н/мм
(28 кгс/мм
).
(Измененная редакция, Изм. N
3).
2.6. Концы труб должны быть обрезаны под прямым углом и зачищены от заусенцев.
2.7. Трубы не должны иметь трещин, плен, рванин, надрывов, закатов, глубоких вмятин и рисок, окалины и травильной сыпи.
Допускается исправлять дефекты наружной поверхности труб любым способом, кроме заварки и зачеканки, если при этом диаметр и толщина стенки не выводятся за пределы минусовых отклонений.
2.8. На наружной и внутренней поверхностях труб допускаются налет окислов, легко удаляемых наждачной бумагой и не препятствующих осмотру, небольшие пологие вмятины, царапины, риски, шероховатость, внутренние складки, обусловленные способом производства, при условии, что эти дефекты не выводят диаметр и толщину стенки за предельные отклонения.
На внутренней поверхности допускаются цвета побежалости.
На наружной поверхности допускается налет меди.
2.9. Трубы допускается подвергать травлению, пассивированию, опескоструиванию и сплошной шлифовке.
2.10. Между наружным и внутренним слоями допускаются расслоения, протяженность которых по периметру не должна превышать 20% значения наружного диаметра, по длине - 8 мм.
Максимально допустимая протяженность расслоения по периметру для труб наружным диаметром более 40 мм не должна превышать 8 мм.
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одного диаметра и толщины стенки и стали одной плавки и сопровождаться одним документом о качестве, содержащим:
условное обозначение предприятия-изготовителя;
номер партии;
марку стали и меди (по документу о качестве предприятия - изготовителя заготовки);
число труб в партии;
размеры труб (наружный диаметр, толщину стенки и длину);
результаты испытаний;
обозначение настоящего стандарта.
Число труб в партии должно быть не более 250 шт. - для труб диаметром более 20 мм и не более 300 шт. - для труб диаметром 20 мм и менее.
(Измененная редакция, Изм. N 2, 3).
3.2. Проверке наружной и внутренней поверхностей и размеров должна быть подвергнута каждая труба партии.
3.3. Каждую трубу подвергают проверке сплошности соединения слоев и соответствия марке стали наружного слоя.
3.4. Толщину внутреннего слоя проверяют на 5% труб от каждой партии, но не менее чем на пяти трубах.
3.5. Способность труб выдерживать гидравлическое давление обеспечивается способом производства труб. Проверку указанного показателя допускается не проводить.
3.6. Для проверки механических и технологических свойств труб устанавливают следующие объемы выборок:
на растяжение - 7% труб от партии, но не менее пяти труб;
на загиб и раздачу - 2% труб от партии, но не менее двух труб;
на сплющивание - 5% труб от партии, но не менее пяти труб.
3.7. При получении неудовлетворительных результатов испытаний на толщину внутреннего слоя, сплющивание, загиб, раздачу и растяжение хотя бы по одному из показателей по нему проводят повторные испытания на удвоенном числе труб, не подвергавшихся испытаниям.
Результаты повторных испытаний распространяют на всю партию.
3.6, 3.7. (Измененная редакция, Изм. N 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Каждую трубу в партии подвергают осмотру и обмеру.
4.2. От каждой отобранной от партии трубы вырезают по одному образцу для всех видов испытаний, кроме сплющивания.
4.3. Наружную поверхность труб осматривают визуально.
4.4. Внутреннюю поверхность труб внутренним диаметром 16 мм и более осматривают при помощи перископа с 3-4-кратным увеличением, а труб внутренним диаметром менее 16 мм - при помощи перископа по методике предприятия-изготовителя.
4.5. Толщину внутреннего слоя измеряют на обоих концах труб в четырех точках по периметру по методике, согласованной между изготовителем и потребителем.
4.6. Испытания должны проводиться:
на растяжение - по ГОСТ 10006. Допускается испытание на растяжение проводить по согласованной между изготовителем и потребителем методике;
на загиб - по ГОСТ 3728 вокруг оправки диаметром, равным 2, где
- наружный диаметр трубы;
на раздачу - по ГОСТ 8694 при помощи оправки с конусностью 1:10 до увеличения наружного диаметра на 10% первоначального. Раздаче подвергают трубы наружным диаметром 22 мм и более;
на гидравлическое давление - по ГОСТ 3845;
на сплющивание - по ГОСТ 8695 с одного конца каждой отобранной трубы до получения между сплющиваемыми поверхностями расстояния:
- для труб диаметром 22 мм и более,
![]() - для труб диаметром менее 22 мм, где
- для труб диаметром менее 22 мм, где - номинальная толщина стенки,
- внутренний диаметр трубы.
Если при сплющивании на каком-либо образце обнаружено отслоение внутреннего слоя от наружного, то сплющенный конец трубы отрезают и производят повторное сплющивание трубы.
Длина сплющенной части не должна быть менее 25 мм и не должна отрезаться от трубы.
4.7. После испытания на загиб, раздачу и сплющивание на образцах не должно быть трещин, надрывов и отслоений внутреннего слоя от наружного.
4.8. Раскрытие дефектов, указанных в п.2.8, без нарушения сплошности металла при испытаниях на сплющивание не является браковочным признаком. При необходимости природа дефектов и их глубина определяются металлографическими исследованиями.
4.9. Испытания неразрушающими методами для установления сплошности соединения слоев проводят по методике, согласованной между изготовителем и потребителем, для труб внутренним диаметром 16 мм и выше - на готовом размере, труб внутренним диаметром менее 16 мм - на ближайшем возможном для контроля промежуточном размере.
4.10. Наружный слой трубы должен испытываться на соответствие марке стали по принятой на предприятии-изготовителе методике.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. (Исключен, Изм. N 2).
5.2. Клеймо технического контроля предприятия-изготовителя и номер партии должны быть поставлены на одном конце трубы:
для труб диаметром более 20 мм и стенкой толщиной более 2 мм - на каждой трубе;
для труб диаметром 20 мм и менее и стенкой толщиной 2 мм и менее - на 5% труб от партии, но не менее чем на пяти трубах.
5.3. Для предохранения от коррозии наружную поверхность труб покрывают индустриальным маслом по ГОСТ 20799 или пластичной смазкой ПВК по ГОСТ 19537 или их смесью.
5.4. Трубы должны быть плотно увязаны в пакеты не менее чем в трех местах в 1-2 витка проволокой диаметром не менее 3 мм по ГОСТ 3282, обернуты парафинированной бумагой по ГОСТ 9569 или упаковочной водонепроницаемой бумагой по ГОСТ 8828 или пленкой полиэтиленовой по ГОСТ 10354 для предохранения от действия атмосферных осадков и упакованы в деревянные ящики, изготовленные по ГОСТ 10198 (типы I или II) или нормативно-технической документации.
Габаритные размеры пакета труб не должны превышать по длине 9000 мм, по окружности - 350 мм. Трубы длиной менее 3000 мм упаковываются одновременно в один пакет с трубами длиной до 9000 мм.
Масса ящика с пакетами труб не должна превышать 2 т.
Упаковка труб, предназначенных для районов Крайнего Севера и приравненных к ним местностей, должна соответствовать ГОСТ 15846, группа 142.
(Измененная редакция, Изм. N 2).
5.5. К сплющенной части одной из труб каждого пакета проволокой должен быть прикреплен металлический ярлык с указанием:
условного обозначения предприятия-изготовителя;
марки стали и меди;
размера труб;
номера партии;
обозначения настоящего стандарта.
(Измененная редакция, Изм. N 2, 3).
5.6. На одной из боковых сторон каждого ящика должна быть четко нанесена транспортная маркировка, включающая основные, дополнительные и информационные надписи по ГОСТ 14192.
Маркировку наносят окраской по трафарету.
5.7. Трубы транспортируют железнодорожным (на открытом подвижном составе), автомобильным и водным транспортом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
5.8. Трубы должны храниться в упаковке предприятия-изготовителя в закрытых помещениях.
5.6-5.8. (Измененная редакция, Изм. N 2).
5.9. (Исключен, Изм. N 4).
Текст документа сверен по:
Трубы металлические и соединительные части к ним.
Часть 1. Трубы бесшовные гладкие: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2004
