ГОСТ 1060-83
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ БЕСШОВНЫЕ ХОЛОДНОДЕФОРМИРОВАННЫЕ
ДЛЯ СУДОСТРОЕНИЯ
Технические условия
Cold-deformed seamless steel tubes for shipbuilding.
Specifications
МКС 23.040.10
ОКП 13 4400, 13 5100
Дата введения 1985-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
Е.А.Близнюков, В.П.Сокуренко, Л.А.Кондратенко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 17.12.83 N 6094
3. ВЗАМЕН ГОСТ 1060-76
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
4.3 | |
2.2 | |
2.8, 4.6 | |
2.9, 4.9 | |
4.3 | |
4.5 | |
4.4 | |
1.1 | |
4.8 | |
3.1, 5.1 | |
4.10 | |
4.3 |
5. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
6. ИЗДАНИЕ с Изменением N 1, утвержденным в августе 1989 г. (ИУС 12-89)
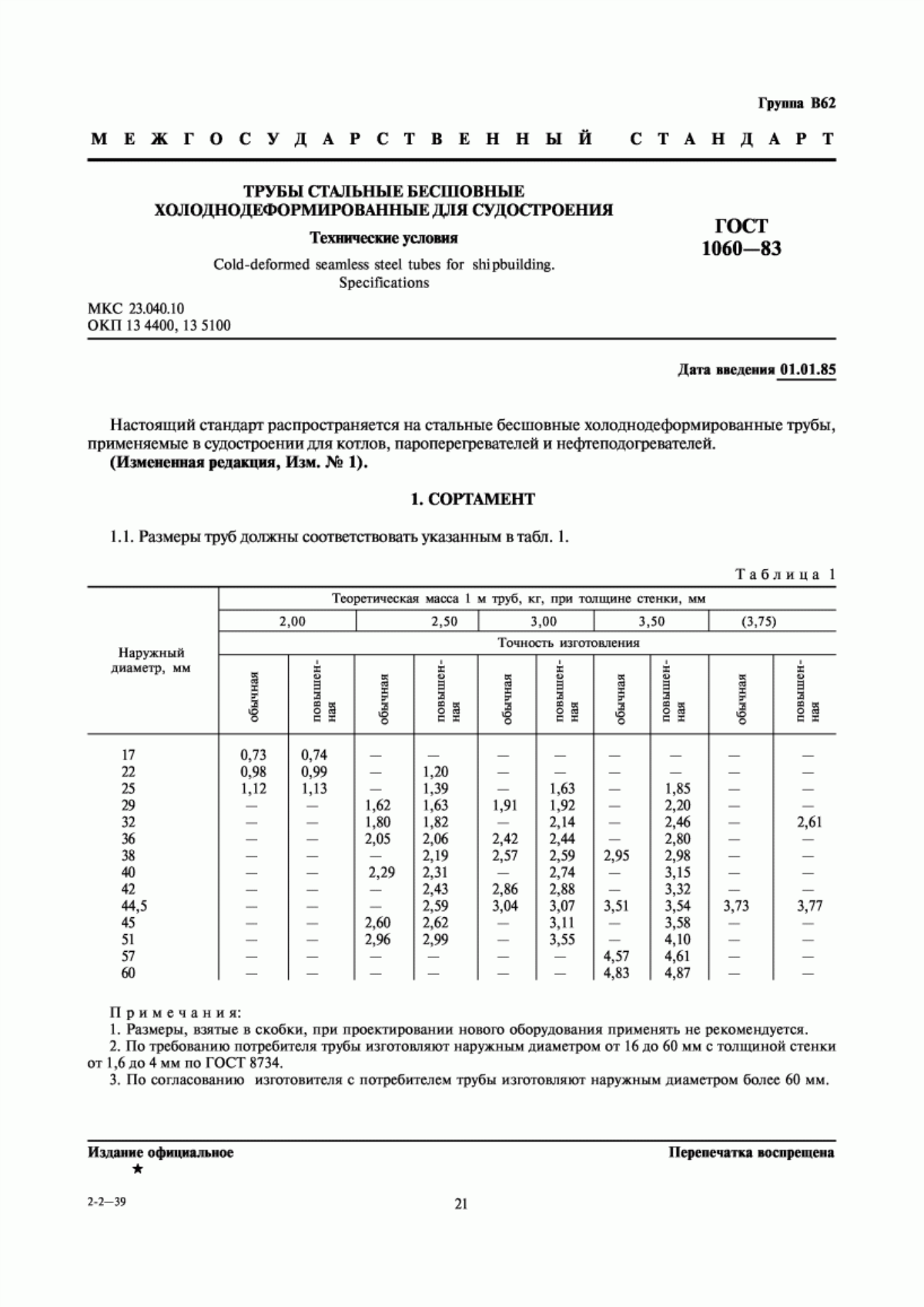
Настоящий стандарт распространяется на стальные бесшовные холоднодеформированные трубы, применяемые в судостроении для котлов, пароперегревателей и нефтеподогревателей.
(Измененная редакция, Изм. N 1).
1. СОРТАМЕНТ
1.1. Размеры труб должны соответствовать указанным в табл.1.
Таблица 1
Наружный диаметр, мм | Теоретическая масса 1 м труб, кг, при толщине стенки, мм | |||||||||
| 2,00 | 2,50 | 3,00 | 3,50 | (3,75) | |||||
Точность изготовления | ||||||||||
обычная | повы- шенная | обычная | повы- шенная | обычная | повы- шенная | обычная | повы- шенная | обычная | повы- шенная | |
17 | 0,73 | 0,74 | - | - | - | - | - | - | - | - |
22 | 0,98 | 0,99 | - | 1,20 | - | - | - | - | - | - |
25 | 1,12 | 1,13 | - | 1,39 | - | 1,63 | - | 1,85 | - | - |
29 | - | - | 1,62 | 1,63 | 1,91 | 1,92 | - | 2,20 | - | - |
32 | - | - | 1,80 | 1,82 | - | 2,14 | - | 2,46 | - | 2,61 |
36 | - | - | 2,05 | 2,06 | 2,42 | 2,44 | - | 2,80 | - | - |
38 | - | - | - | 2,19 | 2,57 | 2,59 | 2,95 | 2,98 | - | - |
40 | - | - | 2,29 | 2,31 | - | 2,74 | - | 3,15 | - | - |
42 | - | - | - | 2,43 | 2,86 | 2,88 | - | 3,32 | - | - |
44,5 | - | - | - | 2,59 | 3,04 | 3,07 | 3,51 | 3,54 | 3,73 | 3,77 |
45 | - | - | 2,60 | 2,62 | - | 3,11 | - | 3,58 | - | - |
51 | - | - | 2,96 | 2,99 | - | 3,55 | - | 4,10 | - | - |
57 | - | - | - | - | - | - | 4,57 | 4,61 | - | - |
60 | - | - | - | - | - | - | 4,83 | 4,87 | - | - |
Примечания:
1. Размеры, взятые в скобки, при проектировании нового оборудования применять не рекомендуется.
2. По требованию потребителя трубы изготовляют наружным диаметром от 16 до 60 мм с толщиной стенки от 1,6 до 4 мм по ГОСТ 8734.
3. По согласованию изготовителя с потребителем трубы изготовляют наружным диаметром более 60 мм.
1.2. По длине трубы изготовляют:
немерной длины - от 1,5 до 9 м;
мерной длины - в пределах немерной с предельным отклонением по длине +10 мм;
кратной длины - в пределах немерной с припуском на каждый рез 5 мм и с предельным отклонением на общую длину +10 мм.
1.3. Трубы изготовляют по наружному диаметру и толщине стенки. Предельные отклонения от размеров труб не должны превышать указанных в табл.2.
Таблица 2
Размеры, мм
Наружный диаметр | Предельные отклонения | |
Точность изготовления | ||
обычная | повышенная | |
Наружный диаметр до 29 включ. | ±0,2 | ±0,2 |
Св.29 до 51 включ. | ±0,3 | ±0,3 |
Св.51 | ||
Толщина стенки | ±8% | |
1.1-1.3. (Измененная редакция, Изм. N 1).
1.4. Кривизна труб на любом участке длиной 1 м не должна превышать 1,5 мм.
Примеры условных обозначений
Труба наружным диаметром 42 мм с толщиной стенки 3 мм немерной длины:
Труба 42х3 ГОСТ 1060-83
То же, мерной длины 6000 мм:
Труба 42х3х6000 ГОСТ 1060-83
То же, мерной длины 6000 мм с остатком (м):
Труба 42х3х6000 м ГОСТ 1060-83
То же, длиной, кратной 3000 мм:
Труба 42х3х3000 кр ГОСТ 1060-83
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта и по техническим регламентам, утвержденным в установленном порядке.
2.2. Трубы изготовляют из стали марки 10 с химическим составом по ГОСТ 1050.
2.3. Трубы должны быть термически обработанными.
2.4. Механические свойства металла труб должны быть:
временное сопротивление - не менее 343 Н/мм
(35 кгс/мм
);
относительное удлинение - не менее 28%.
По требованию потребителя относительное удлинение должно быть не менее 30%.
2.5. На наружной и внутренней поверхностях труб не допускаются плены, рванины, трещины, раковины-вдавы, закаты и остатки омеднения.
На наружной поверхности труб допускаются:
отдельные вмятины, риски, следы удаления дефектов, если они не выводят толщину стенки за пределы минусовых отклонений;
остатки окалины на трубах, не подвергавшихся термообработке в защитной атмосфере, соответствующие согласованным эталонам;
окисная пленка типов цветов побежалости на трубах, подвергшихся термической обработке в защитной атмосфере.
2.4, 2.5. (Измененная редакция, Изм. N 1).
2.6. Трубы должны изготовляться с поверхностью, очищенной от окалины, или после термической обработки в защитной атмосфере.
2.7. Трубы должны выдерживать ультразвуковой дефектоскопический контроль по всей поверхности. Эквивалентом допустимых естественных дефектов служит искусственная риска глубиной не более 10% номинального значения толщины стенки и протяженностью не более 25 мм.
2.8. Трубы должны выдерживать без образования трещин и надрывов:
сплющивание до получения между сплющивающими поверхностями расстояния, равного четырем толщинам стенки;
раздачу до увеличения наружного диаметра на 15%;
загиб в соответствии с требованиями ГОСТ 3728 взамен сплющивания по требованию потребителя.
2.9. Трубы должны выдерживать испытательное гидравлическое давление в соответствии с требованиями ГОСТ 3845 при допускаемом напряжении, равном 40% временного сопротивления разрыву для данной марки стали.
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одного размера, одного вида термической обработки, а по требованию потребителя - одной плавки и быть оформлена документом о качестве по ГОСТ 10692.
Количество труб в партии - не более 400 шт.
3.2. Контролю поверхности, размеров, ультразвуковому контролю подвергают каждую трубу.
3.3. Для контроля качества от партии отбирают:
на растяжение, загиб и раздачу - 2% труб, но не менее двух труб;
на сплющивание - 10% труб, но не менее двух труб.
3.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенном количестве труб, отобранных от той же партии. Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества от каждой отобранной трубы отрезают по одному образцу для каждого вида испытаний.
4.2. Осмотр поверхности труб проводят визуально.
Наличие окалины на поверхности труб, не подвергшихся термической обработке, устанавливается по эталонам, согласованным между изготовителем и потребителем.
4.3. Контроль наружного диаметра и толщины стенки проводят средствами измерений с погрешностью, установленной ГОСТ 8.051.
Контроль длины проводят рулеткой по ГОСТ 7502.
Контроль кривизны проводят по ГОСТ 26877.
4.2, 4.3. (Измененная редакция, Изм. N 1).
4.4. Испытание на сплющивание проводят по ГОСТ 8695.
4.5. Испытание на раздачу проводят по ГОСТ 8694 на оправке с конусностью 6° или 30°.
При разногласиях по оценке испытание проводят на оправке конусностью 6°.
4.6. Испытание на загиб проводят по ГОСТ 3728.
4.7. При обнаружении на сплющенных образцах надрывов (середины) или других мелких дефектов, являющихся следствием раскрытия наружных пороков, обусловленных способом производства и допускаемых настоящим стандартом, разрешается повторное испытание на сплющивание другого образца от той же трубы с предварительным снятием поверхностного слоя образца (внутреннего и наружного) на глубину не более 0,2 мм.
4.8. Испытание на растяжение проводят по ГОСТ 10006 на продольном в виде полосы или отрезка трубы образце.
Скорость деформирования до предела текучести должна быть не более 10 мм/мин, за пределом текучести - не более 40 мм/мин.
Допускается проводить контроль механических свойств неразрушающими методами.
В случае разногласий испытание проводят по ГОСТ 10006.
4.9. Испытание гидравлическим давлением труб проводят по ГОСТ 3845. Способность труб выдерживать испытательное гидравлическое давление обеспечивается проведением неразрушающего контроля.
4.10. Ультразвуковой контроль качества труб проводится в соответствии с требованиями ГОСТ 17410 с использованием испытательных образцов. Искусственные наружные и внутренние риски в испытательных образцах для настройки чувствительности ультразвуковой аппаратуры на контроль продольных дефектов должны соответствовать ГОСТ 17410.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение - по ГОСТ 10692.
5.1.1. На каждой трубе диаметром 25 мм и выше на расстоянии не более 1500 мм от конца трубы наносится маркировка: товарный знак предприятия-изготовителя и номер партии.
(Измененная редакция, Изм. N 1).
5.1.2. Все трубы должны быть увязаны в транспортные пакеты по нормативно-техническому документу, массой до 5000 кг.
5.2. Трубы должны иметь антикоррозионное покрытие.
Срок консервационной защиты - 6 мес. По требованию потребителя трубы поставляют без антикоррозионного покрытия или с 01.01.91 с антикоррозионным покрытием со сроком консервационной защиты не менее трех лет.
(Измененная редакция, Изм. N 1).
Текст документа сверен по:
Трубы металлические и соединительные части к ним.
Часть 1. Трубы бесшовные гладкие: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2004
