
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ЛИСТЫ АСБЕСТОЦЕМЕНТНЫЕ
ПЛОСКИЕ
ГОСТ 18124—75 (СТ СЭВ 827—77)
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
Москва
УДИ 691.1/.7: 006.354 Группа Ж16
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЛИСТЫ АСБЕСТОЦЕМЕНТНЫЕ ПЛОСКИЕ
ГОСТ
18124—75* *
Asbestos cement flat sheets
ICT СЭВ 827—77)
Взамен
ГОСТ 18124—72 и ГОСТ 929—59
Постановлением Государственного комитета Совета Министров СССР по делам строительства от 10 апреля 1975 г. № 53 срок введения установлен
с 01.01.77
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на асбестоцементные плоские листы, предназначаемые для стеновых панелей, плит покрытий, перегородок и других строительных конструкций, а также для внутренней и наружной облицовки зданий и сооружений, и устанавливает для них размеры, технические требования, правила приемки, методы испытаний, порядок маркировки, хранения и транспортирования.
Асбестоцементные плоские листы (именуемые далее листы) представляют собой изделия, изготовляемые в основном из асбеста, цемента и воды.
Листы следует выпускать обычного серого, белого и других цветов, рельефные или с другой декоративной отделкой.
Листы в зависимости от способа изготовления подразделяют на прессованные или непрессованные.
Листы должны быть калиброванными по длине и ширине путем дополнительной обработки в затвердевшем состоянии или некали-брованными — разрезанными в пластическом состоянии.
Листы в зависимости от качества изготовления подразделяют на два сорта: А — высший, Б — первый.
Стандарт соответствует стандарту СТ СЭВ 827—77 в части, указанной в справочном приложении 3.
(Измененная редакция, Изм. № 1).
Издание официальное Перепечатка воспрещена
* Переиздание май 1983 г. с Изменением № 1, утвержденным в июле 1978 г. (МУС № 10—1978 г.).
© Издательство стандартов, 1984
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Номинальные размеры листов и отклонения от этих размеров должны соответствовать указанным в табл. 1.
мм
Таблица 1
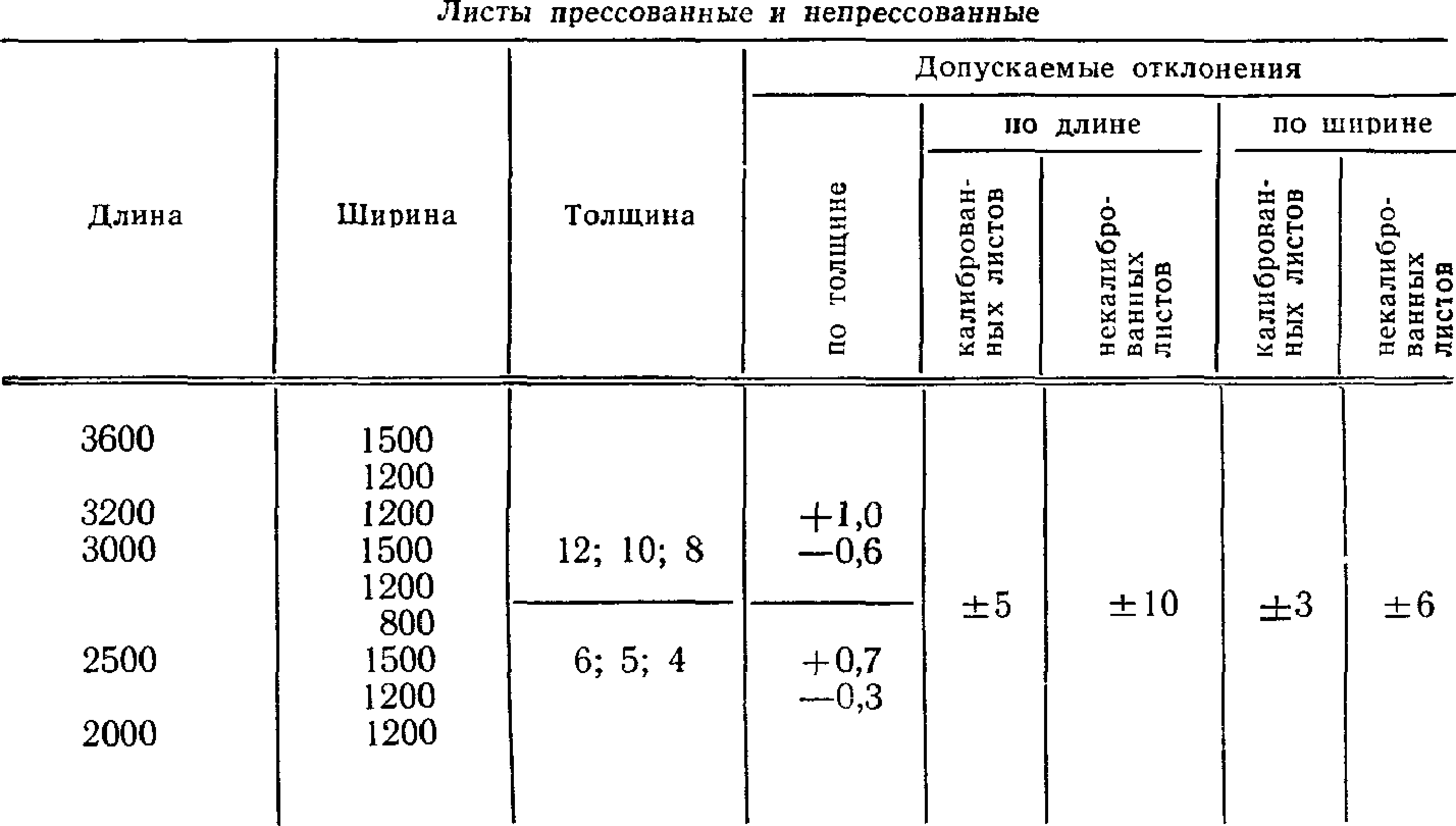
Примечания:
1. По заказу потребителя с согласия предприятия-изготовителя листы могут выпускаться разрезанными дополнительно на другие размеры.
2. По требованию потребителя листы могут поставляться с уменьшенными длиной и шириной на 10, 20, 30, 40, 60 и 80 мм.
(Измененная редакция, Изм. № 1).
1.2, 1.3. (Исключены, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы должны иметь правильную прямоугольную форму в плане.
Отклонение от прямоугольности, измеряемое максимальным зазором между стороной угольника и кромкой листа, не должно быть более 3 мм для калиброванных листов и 5 мм для некалиб-рованных листов.
2.2. Кромки листов должны быть прямолинейными.
Отклонение кромок от прямой, измеряемое максимальным зазором между линейкой и кромкой листа, не должно быть более
2 мм для калиброванных листов и 5 мм для некалиброванных листов.
2.3. Физико-механическне показатели листов должны соответствовать указанным в табл. 2.
Таблица 2
Нормы для листов | ||||
Наименование показателен | прессованны^ | непрессованных | ||
высший сорт (А) | первый сорт (Б) | высший сорт (А) | первый сорт (Б) | |
Предел прочности при изгибе, МПа (кгс/см2), не менее | 25(250) | 23(230) | 20(200) | 18(180) |
Плотность (объемная масса), кг/м3 (г/см3), не менее | 1,80- 103 | 00 о о со | м О F™ < О | 1,60- 103 |
(1,80) | (1,80) | (1,70) | (1,60) | |
Ударная вязкость, кДж/м2 (кге • см/см2), не менее | 2,6 (2,6) | 2,5(2,5) | 2,5(2,5) | 2,0 (2,0), |
Коробление, мм, не более | 0,6 | 0,6 | 0,6 | 0,6 |
Морозостойкость: количество циклов попеременного замораживания и оттаивания | 50 | 50 | 25 | 25 |
остаточная прочность, %, не менее | 90 | 90 | 90 | 90 |
2.1—2.3. (Измененная редакция, Изм. № 1).
2.4. (Исключен, Изм. № 1).
2.5. Поверхность листов должна быть плоской.
Отклонение от плоскости, измеряемое максимальным зазором между линейкой и поверхностью листа, не должно быть более 4 мм для прессованных листов и более 8 мм для непрессованных листов.
2.6. На лицевой поверхности листов не должно быть трещин, отколов, сдиров и посторонних включений. Допускаются отдельные неровности поверхности, если их высота или глубина не превышает 1 мм.
Декоративная отделка, цвет и интенсивность окраски лицевой поверхности листов должны соответствовать эталонам, утвержденным в установленном порядке и хранящимся на предприятии-изго-товнтеле.
(Измененная редакция, Изм. № 1).
2.7—2.9. (Исключены, Изм. № 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Листы должны быть приняты техническим контролем предприятия-изготовителя.
3.2. Приемка листов производится партиями путем проведения приемочного контроля по следующим показателям:
а) внешний вид, состояние окрашенной поверхности, линейные размеры;
б) предел прочности при изгибе;
в) плотность (объемная масса);
г) отменен.
3.3. Размер партии листов устанавливается в количестве сменной выработки одной технологической линии.
В партию должны входить листы одинаковых размеров, цвета, рельефа и декоративной отделки.
3.2, 3.3. (Измененная редакция, Изм. № 1).
3.4. Предприятие-изготовитель обязано проводить периодические испытания листов с каждой технологической линии по следующим показателям:
ударная вязкость — не реже одного раза в месяц;
коробление — не реже одного раза в месяц;
морозостойкость — не реже одного раза в квартал.
3.5. Для проведения испытаний от партии листов из разных стоп отбирают по 3 листа для определения правильности формы, линейных размеров, внешнего вида, предела прочности при изгибе, плотности, ударной вязкости, морозостойкости и-коробления.
Из стопы отбирают любой лист, кроме двух верхних.
(Измененная редакция, Изм. № 1).
3.6. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей проводят повторные испытания по этому показателю, для чего отбирают удвоенное количество листов от той же партии.
Если результаты повторных испытаний не будут соответствовать требованиям настоящего стандарта, то вся партия приемке не подлежит.
Партия листов, принятая высшим сортом, должна соответствовать требованиям, предъявляемым к высшему сорту по всем показателям.
3.7. Потребитель имеет право производить контрольную проверку листов в соответствии с требованиями настоящего стандарта.
При проведении потребителем контрольных испытаний отбор листов и оценка результатов испытания должны соответствовать требованиям табл. 3.
Если количество листов, не соответствующих требованиям стандарта, равно или менее количества Аси указанного в графе 3, то контролируемая партия считается принятой.
Таблица 3
Количество листов в контролируемой партии | Количество листов для каждого вида испытаний | Первоначальный отбор листов | Первоначальный плюс повторный отбор листов | ||
условие приемки партии Асх | условие отклонения партии Рех | условие приемки партии Ас2 | условие отклонения партии Ре г | ||
1 | 2 | 3 | 4 | 5 | 6 |
100 | 3 | 0 | 2 | 1 | 2 |
101—200 | 4 | 0 | 2 | 1 | 2 |
201—400 | 5 | 0 | 2 | 1 | 2 |
401—800 | 7 | 0 | 2 | 1 | 2 |
801—1500 | 10 | 0 | 2 | 2 | 3 |
1501—3000 | 15 | 0 | 3 | 3 | 4 |
3001—8000 | 25 | 1 | 4 | 5 | 6 |
Если количество листов, не соответствующих требованиям стандарта, равно или более количества Реи указанного в графе 4, то контролируемая партия приемке не подлежит.
Когда количество листов, не соответствующих требованиям стандарта, находится между величинами, указанными в графах 3 и 4, необходимо проверить повторно группу листов в том же количестве, что и первую.
Количество листов, не соответствующих требованиям стандарта в первом и во втором случаях, должно быть суммировано.
Если общее количество листов, не соответствующих требованиям стандарта, равно или менее количества Лс2, указанного в графе 5, то контролируемая партия считается принятой.
Если общее количество листов, не соответствующих требованиям стандарта, равно или более количества Ра2, указанного в графе 6, то контролируемая партия приемке не подлежит.
(Измененная редакция, Изм. № 1).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Проверка линейных размеров и внешнего вида, определение предела прочности при изгибе, плотности (объемной массы), ударной вязкости, морозостойкости, должны производиться в соответствии с ГОСТ 8747—83 со следующими дополнениями.
(Измененная редакция, Изм. № 1).
4.1.1. (Исключен, Изм. № 1).
4.1.2. Результат каждого измерения длины и ширины листа должен соответствовать требованиям стандарта.
(Измененная редакция, Изм. № 1).
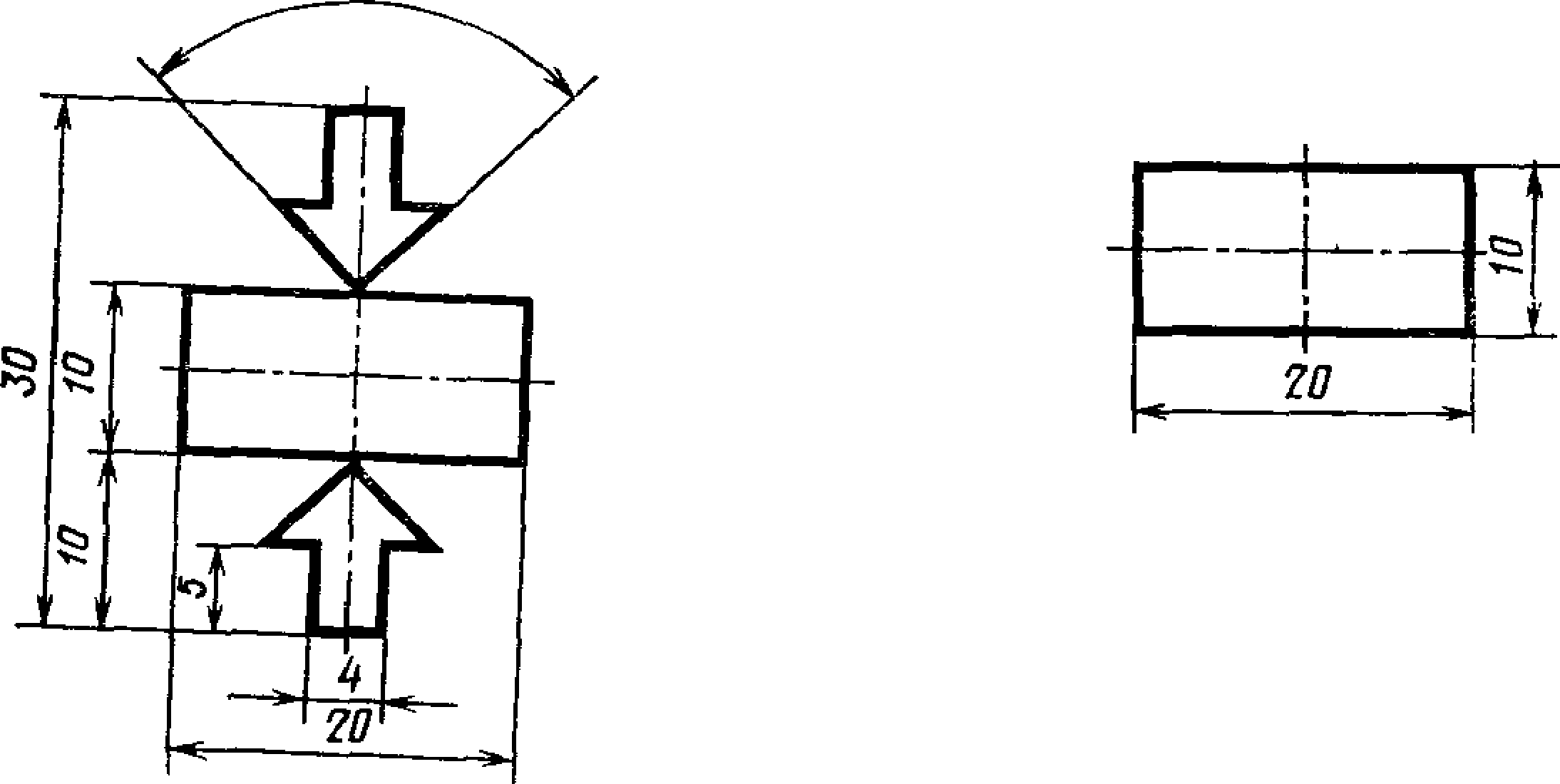
4.2. Определение коробления. Сущность метода заключается в определении стрелы прогиба (деформации), возникающего в процессе одностороннего непрерывного увлажнения образца.
4.2.1. Подготовка образцов
Для определения величины коробления из листа в слабом направлении выпиливают по два образца прямоугольной формы размерами 130x30 мм. Торцы образца покрывают солидолом.
4.2.2. Аппаратура и принадлежности
Циферблатный индикатор с ценой деления 0,01 мм.
Штатив для крепления индикатора.
Две параллельные опоры призматической формы.
Ванночка с водой.
Матерчатые фильтры.
Солидол синтетический.
4.2.3. Проведение испытания
При испытании образцы укладывают на опоры, расстояние между которыми 100 мм. В центре образца устанавливается штифт индикатора, отмечающего деформацию образца.
Увлажнение образцов осуществляется непрерывно посредством матерчатых фильтров, концы которых во время испытания опущены в ванночку с водой.
Изменение стрелы прогиба фиксируется индикатором. Показания индикатора отмечаются через каждые 5 мин до достижения максимума стрелы прогиба образца и начала падения показаний. При медленном увеличении стрелы коробления, не достигающем максимума, наблюдения ведут в течение 1 ч и за величину коробления принимают последнее показание.
За величину коробления партии листов принимают среднее арифметическое результатов испытаний всех образцов партии.
5. МАРКИРОВКА, ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ
5.1. На нелицевой стороне листов не менее 1% от партии в прямоугольнике размерами ЗхЮ см должно быть нанесено несмываемой краской: товарный знак предприятия-изготовителя, символическое обозначение типа листа (прессованный или непрессованный), толщина листа в миллиметрах и обозначение настоящего стандарта.
Пример символического обозначения типа листа толщиной 10 мм прессованного непрессованного
Дополнительно на этих же листах должно быть нанесено: сорт листов, длина и ширина в метрах и штамп ОТК-
5.2. Предприятие-изготовитель должно гарантировать соответствие листов требованиям настоящего стандарта и сопровождать каждую партию листов паспортом, в котором указывается:
а) наименование и адрес предприятия-изготовителя;
б) номер партии и дата изготовления;
в) количество листов в партии;
г) сорт листов;
д) результаты испытаний;
е) условное обозначение листов;
ж) обозначение настоящего стандарта.
Для листов высшего сорта, которым в установленном порядке присвоен государственный Знак качества, в правом верхнем углу паспорта наносится изображение Знака качества по ГОСТ 1.9—67.
Условное обозначение листов асбестоцементных плоских должно состоять из: буквенного обозначения ЛП-П (лист плоский прессованный) или ЛП-НП (лист плоский непрессованный), размеров по длине и ширине в метрах, толщины в миллиметрах и обозначения настоящего стандарта.
Пример условного обозначения асбестоцементного плоского прессованного листа длиной 2000 мм, шириной 1200 мм и толщиной 8 мм:
ЛП-П-2,0х1,2—8 ГОСТ 18124—75 (СТ СЭВ 827—77).
5.3. Листы при хранении должны быть уложены в стопы по размерам, сортам и видам отделки.
Лицевая поверхность листов с декоративной отделкой должна быть предохранена от повреждений при хранении и транспортировании.
5.4. В железнодорожных вагонах листы должны быть уложены в стопы: по 85 шт.—при толщине 12 мм, 100 шт.—при толщине 10 мм, 120 шт.—при толщине 8 мм, 150 шт.—при толщине 6 мм, 200 шт.—при толщине 5 мм и 250 шт.—при толщине 4 мм. Укладка листов должна производиться в соответствии с действующими техническими условиями, утвержденными в установленном порядке.
5.1—5.4. (Измененная редакция, Изм. № 1).
5.5. При погрузочно-разгрузочных операциях и других перемещениях не допускается сбрасывание листов с какой бы то ни было высоты, а также удары по ним.
ПРИЛОЖЕНИЕ 1 Справочное
Справочная масса листов
Размеры листов, м | Масса листов, кг, | при толщине, мм | ||||||||||
прессованных | непрессованных | |||||||||||
12 | 10 | 3 | 6 | 5 | 4 | 12 | 10 | 3 | 6 | 5 | 4 | |
3,6X1,5 | 138 | 115 | 92 | 70 | 58 | 46 | 125 | 104 | 85 | 64 | 52 | 42 |
з,6X1,2 | ПО | 92 | 74 | 56 | 46 | 37 | 101 | 84 | 67 | 51 | 42 | 34 |
3.2Х1.2 | 98 | 82 | 66 | 50 | 41 | 33 | 89 | 74 | 59 | 44 | 37 | 30 |
3,0X1,5 | 115 | 96 | 78 | 59 | 48 | 38 | 104 | 87 | 70 | 53 | 44 | 35 |
3,0X1,2 | 92 | 77 | 63 | 47 | 39 | 31 | 84 | 70 | 57 | 43 | 35 | 28 |
3,0X0,8 | 61 | 51 | 41 | 31 | 26 | 21 | 56 | 48 | 38 | 28 | 24 | 19 |
2,5X1,5 | 96 | 80 | 64 | 48 | 40 | 32 | 88 | 74 | 59 | 44 | 37 | 29 |
2,5X1,2 | 76 | 64 | 51 | 38 | 32 | 25 | 70 | 58 | 46 | 35 | 29 | 23 |
2,0Х 1,2 | 61 | 51 | 41 | 31 | 26 | 21 | 56 | 48 | 38 | 28 | 24 | 19 |
Справочная масса рассчитана для прессованных листов при влажности 10%, для непрессованных листов — при влажности 12%.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 2 Обязательное
Символическое обозначение типа листа
прессованного
непрессованного
900
ПРИЛОЖЕНИЕ 3 Справочное
Информационные данные о соответствии ГОСТ 18124—75 и СТ СЭВ 827—77
ГОСТ 18124—75 с изменением № 1 соответствует СТ СЭВ 827—77.
ГОСТ 18124—75 дополняет СТ СЭВ 827—77 в части требований по ударной вязкости и короблению (табл. 2 ГОСТ 18124—75).
ПРИЛОЖЕНИЯ 2 и 3. (Введены дополнительно, Изм. № 1).
Сдано в наб. | Редактор А. В. Цыганкова Технический редактор Л. В. Вейнберг Корректор Э. В. Митяй 18.10.83 Подп. в печ. 02.03.84 0,75 п. л. 0,75 уел. кр.-отт. 0,56 уч.-изд. л. Тираж 8000 Цена 3 коп. |
Ордена «Знак Почета» Издательство стандартов, 123840, Москва, ГСП,
Новопресненский пер,, д. 3.
Вильнюсская типография Издательства стандартов, ул, Миндауто, 12/14. Зак. 5625
